
The Mechanism of Viscosity-Enhancing Admixture in Backfill Slurry and the Evolution of Its Rheological Properties



Abstract
:1. Introduction
2. Materials and Methods
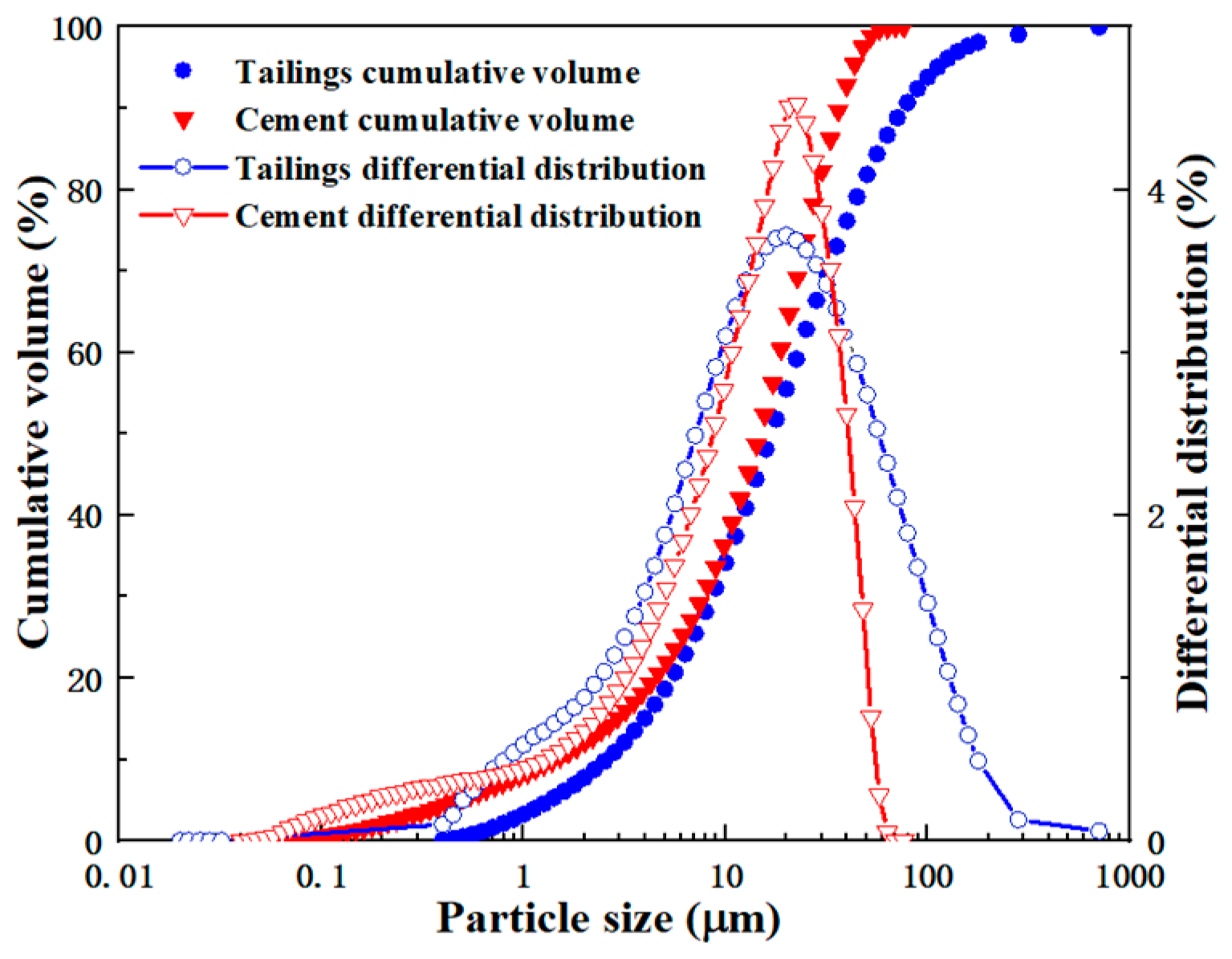
2.1. Materials
2.2. Experimental Program
2.3. Test Methods
2.3.1. Bleeding Test
2.3.2. Mobility Test
2.3.3. Rheology Test
2.3.4. Strength Test
3. Results
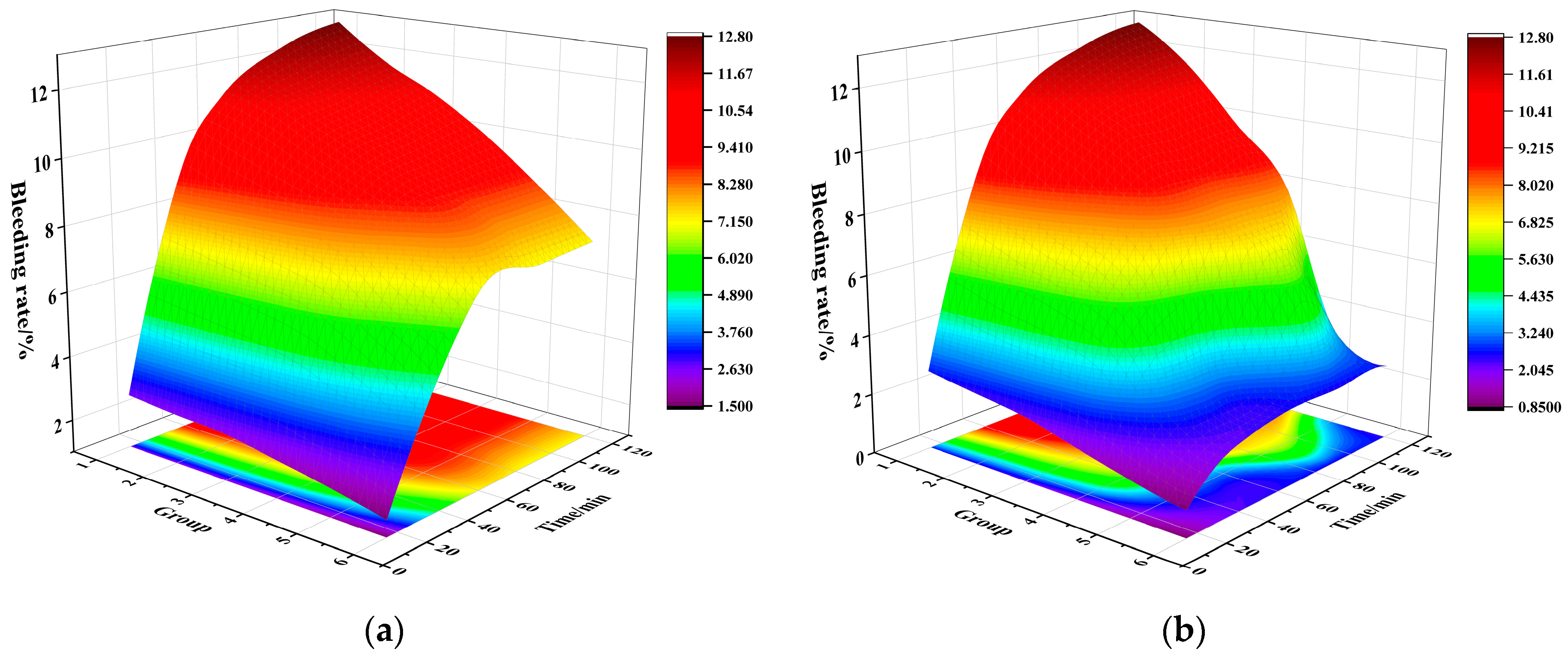
3.1. Bleeding Characteristics
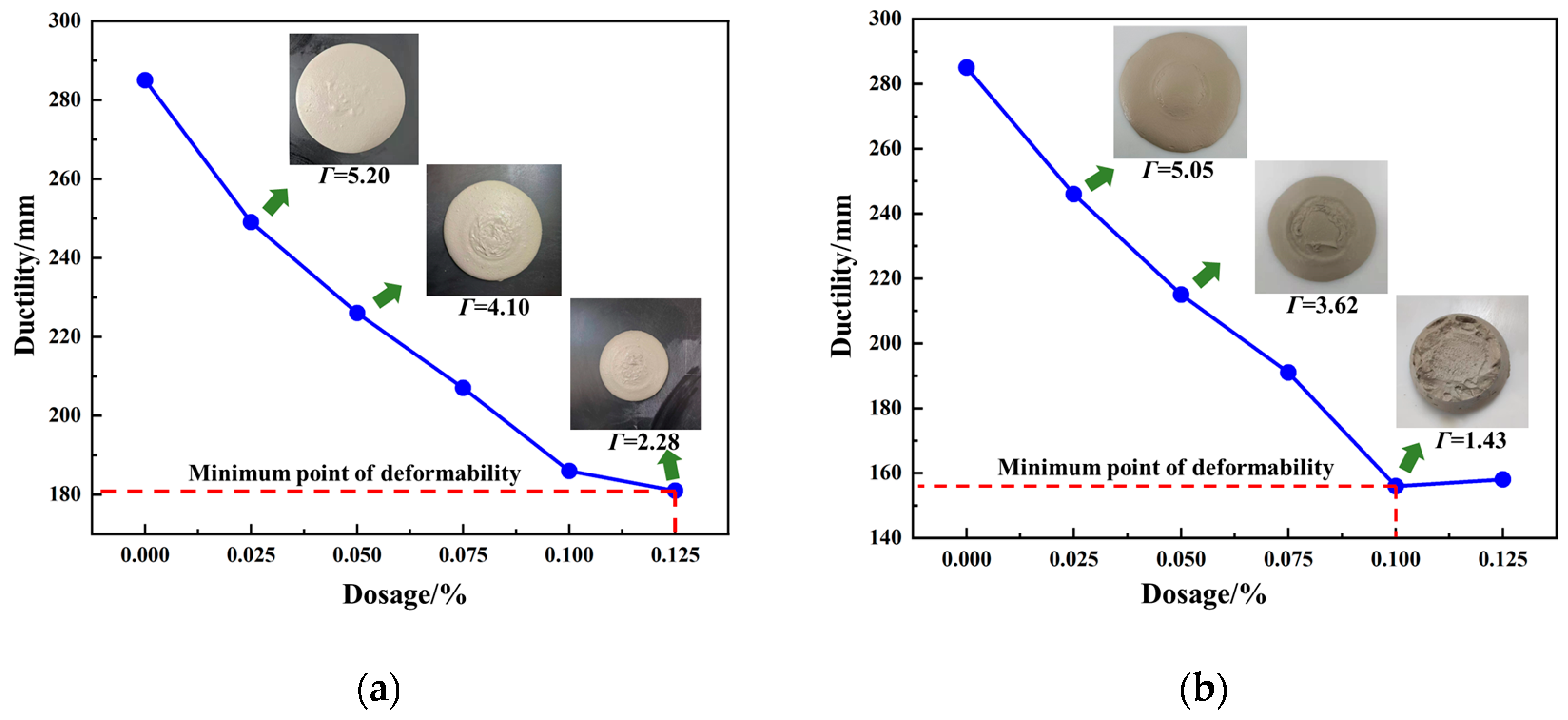
3.2. Flow Characteristics
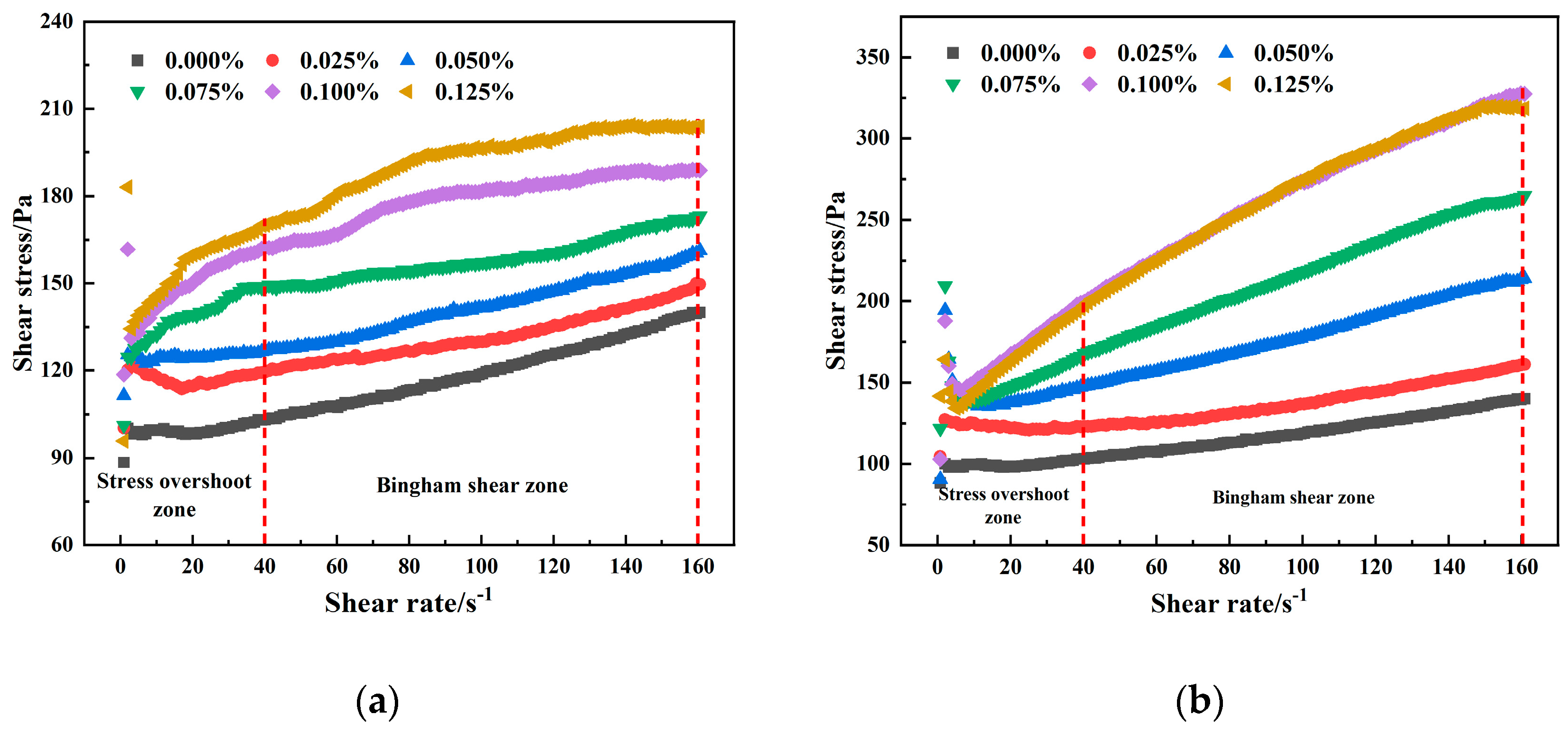
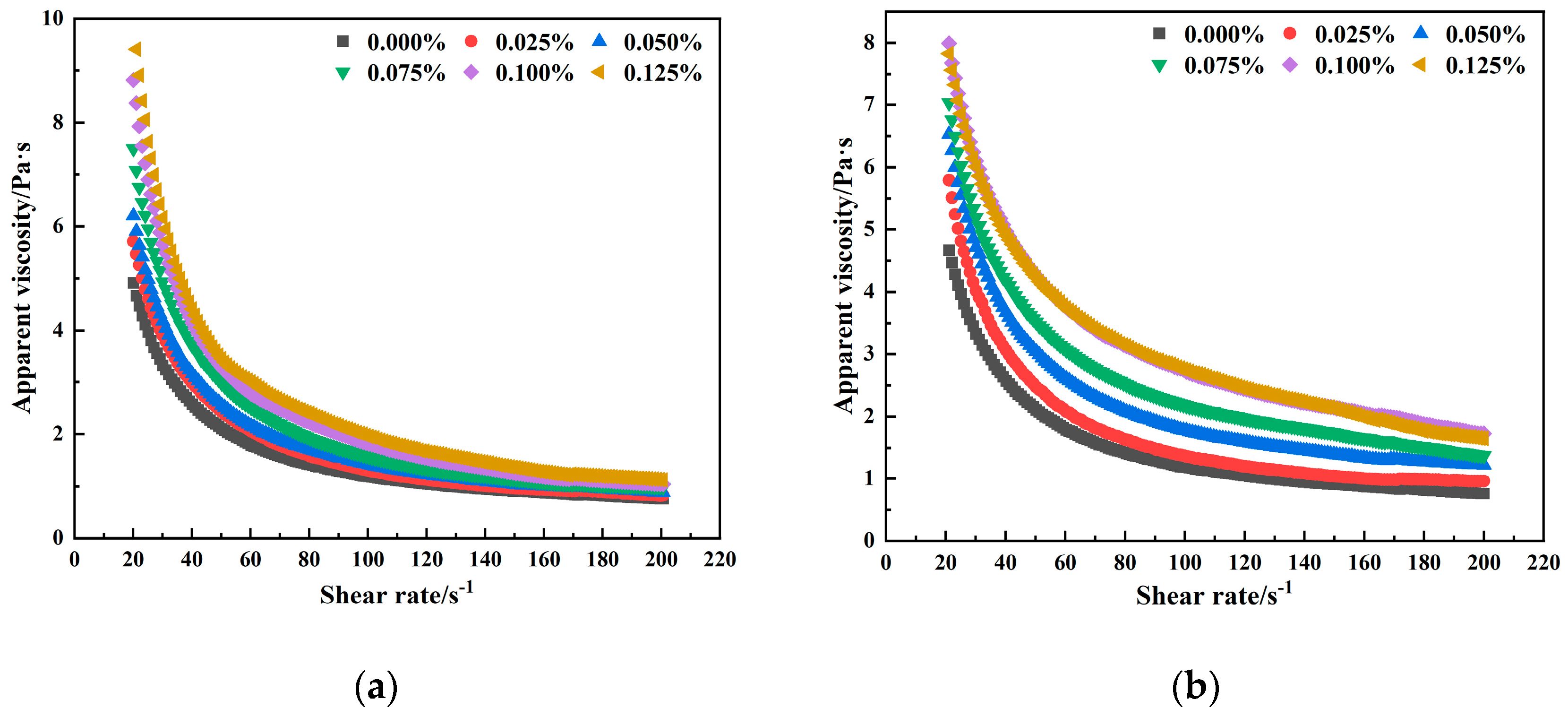
3.3. Rheological Performance
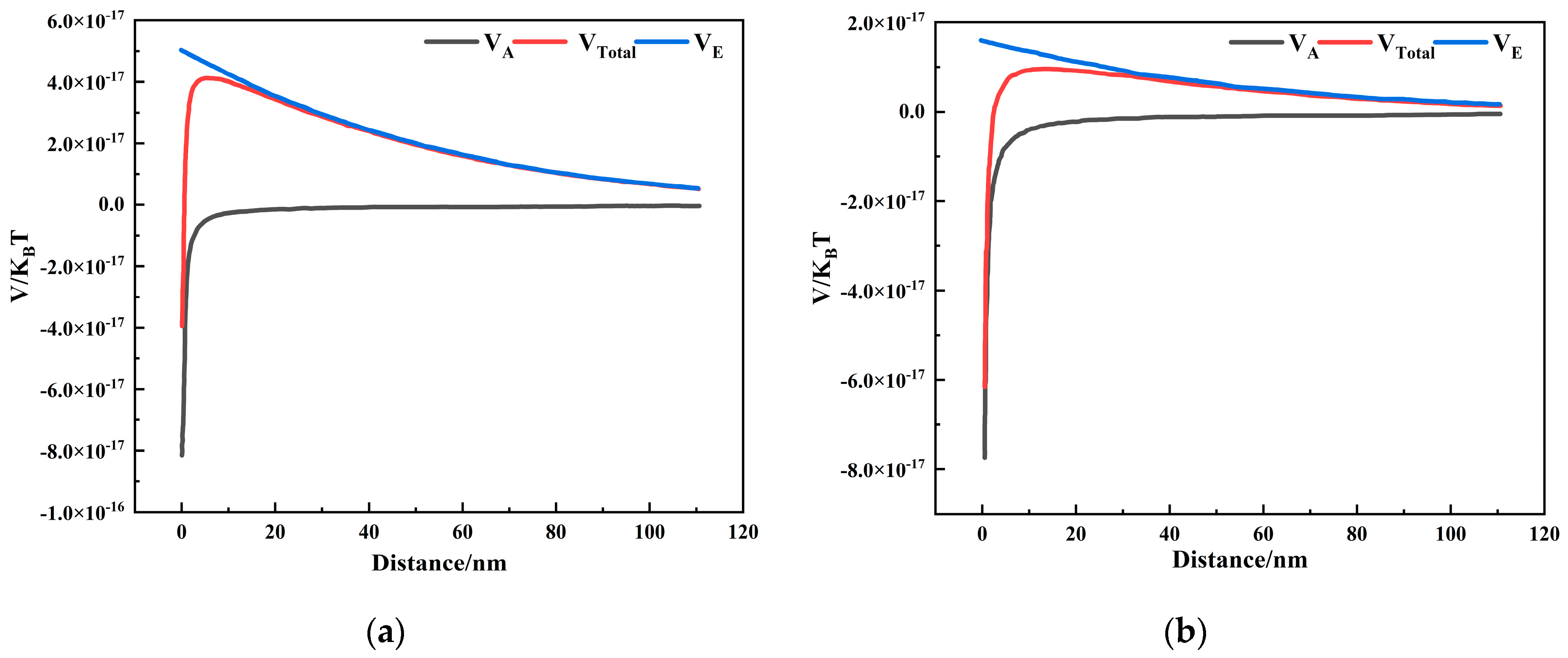
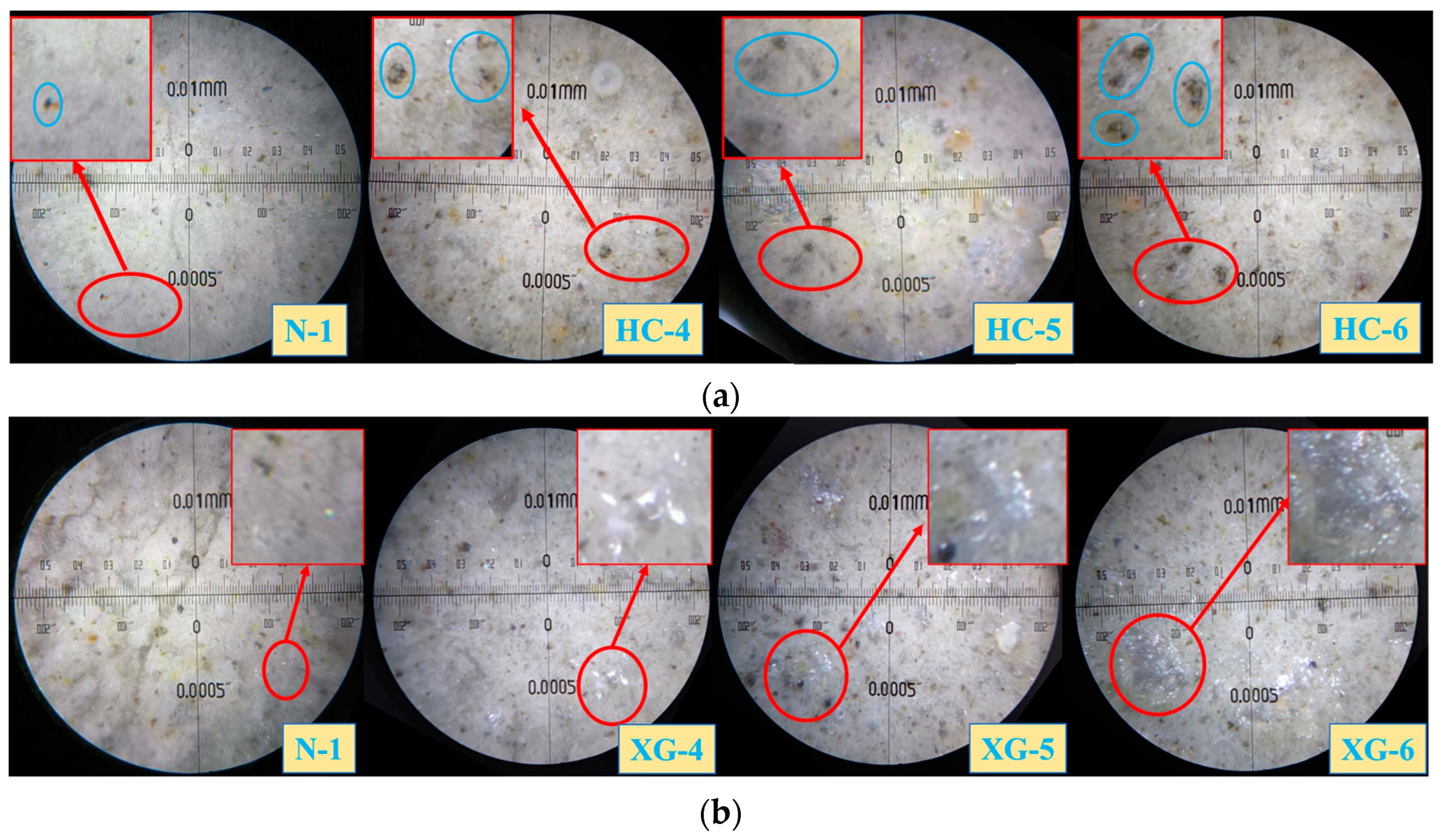
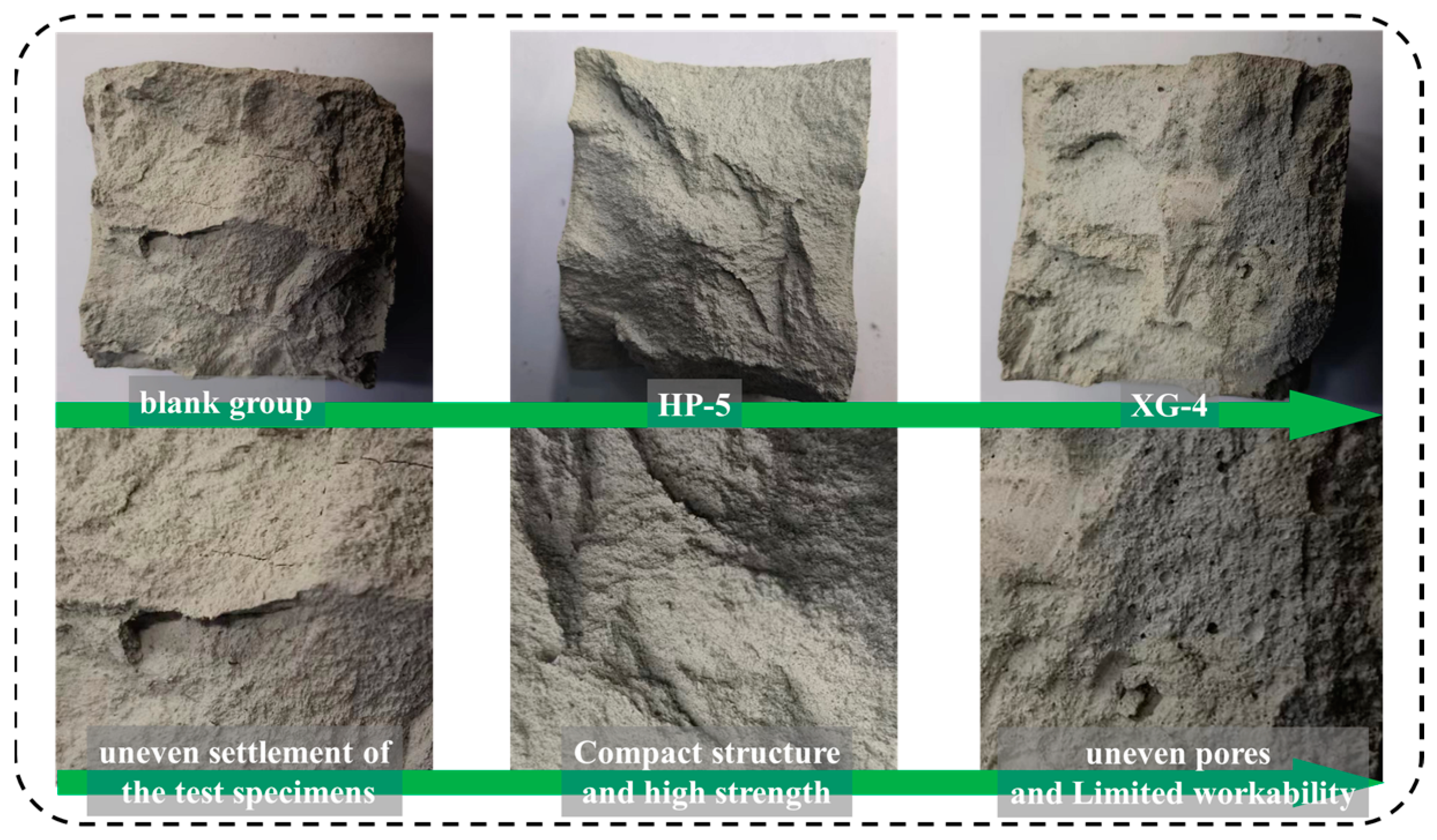
3.4. Detailed Analysis
3.5. Compressive Strength
4. Conclusions
- (1)
- The thickener influences the bleeding, fluidity, and yield stress by altering the paste slurry’s free water and particle distribution. Bleeding and yield stress of slurry correlate positively with thickener concentration, whereas fluidity correlates negatively. Thickener can improve water retention by 5% to 10%, yield stress by 84%, and fluidity by 36.5% to 44.5%;
- (2)
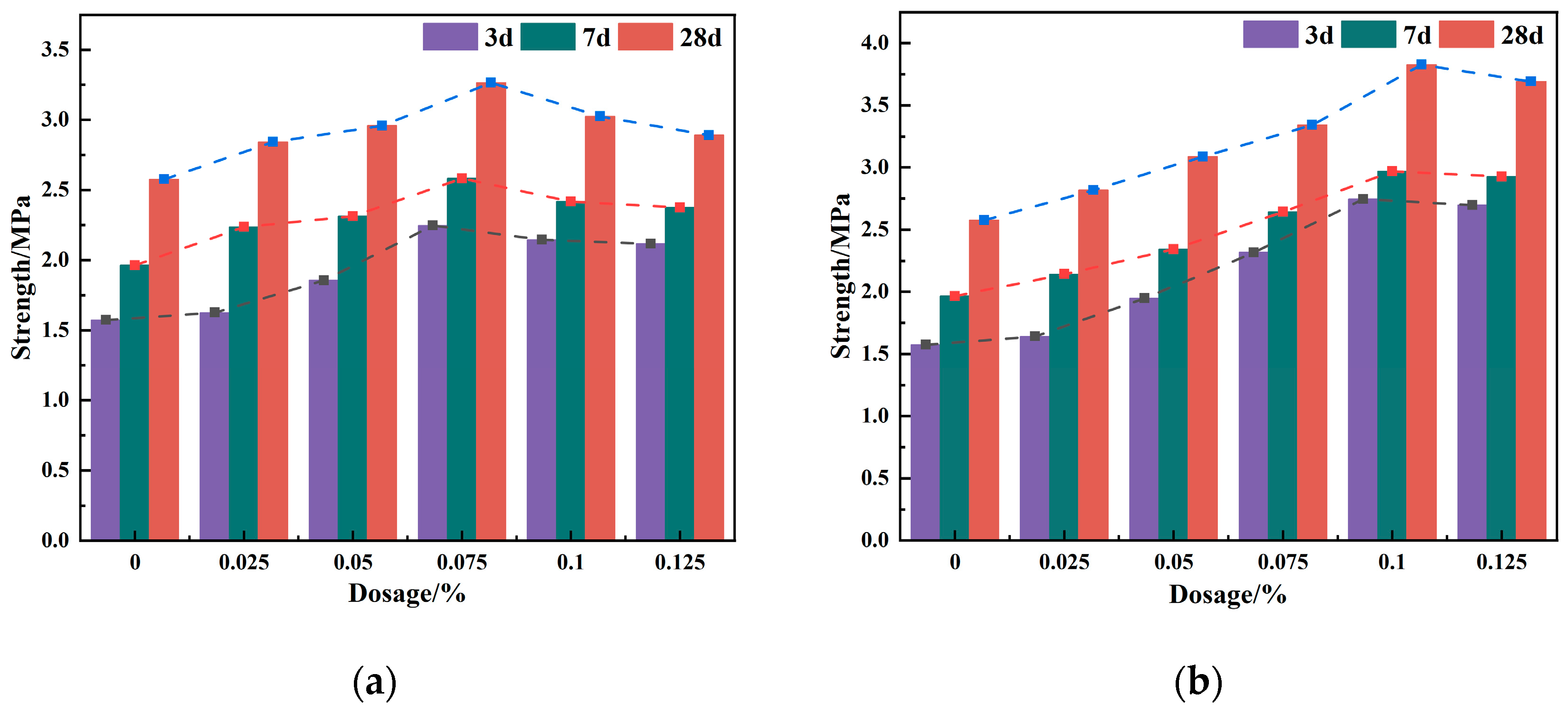
- The thickener increases the paste slurry’s compressive strength by improving the uneven settlement of the particles, thereby increasing the paste slurry’s density. Within a specific dosage range, HPMC increases the compressive strength of the slurry, while XG harms the compressive strength of the slurry. When the concentration exceeds 0.075%, air bubbles will likely remain in the test block, resulting in a slight decrease in strength.
- (3)
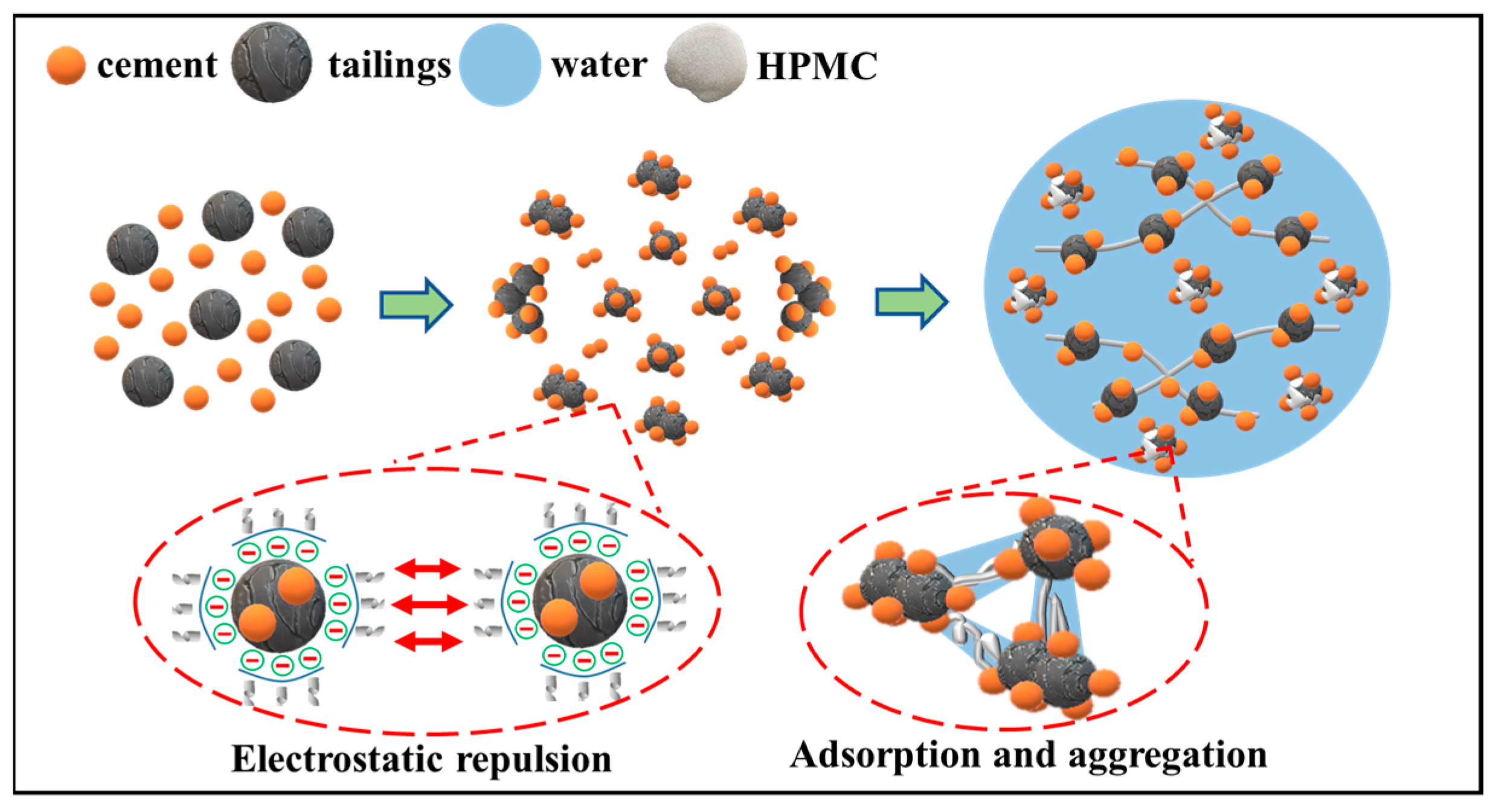
- The optimal dosage of HPMC is 0.1%, with its effect being superior to that of XG. On the particle surface, HPMC molecules adsorb multiple fine-grained tailings to bridge and reduce the repulsion barrier between particles. Particles are easier to aggregate, strengthening the filling slurry’s internal floc network structure, enhancing its structural stability, and increasing its resistance to gravity and external forces.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jiao, H.Z.; Zhang, W.X.; Yang, Y.X.; Chen, X.M.; Yang, L.H. Static mechanical characteristics and meso-damage evolution characteristics of layered backfill under the condition of inclined interface. Constr. Build. Mater. 2023, 366, 130113. [Google Scholar] [CrossRef]
- Jiao, H.Z.; Yang, W.B.; Zhuen, R.; Yu, J.X.; Liu, J.H. The micro-scale mechanism of tailings thickening processing from metal mines. Int. J. Miner. Metall. Mater. 2022, 68, 21–31. [Google Scholar]
- Wang, X.M.; Zhao, B.; Zhang, Q.L.; Xu, D.S. Cemented backfilling technology with unclassified tailings based on vertical sand silo. J. Cent. South Univ. Technol. 2008, 15, 801–807. [Google Scholar] [CrossRef]
- Fall, M.; Célestin, J.; Sen, H. Potential use of densified polymer-pastefill mixture as waste containment barrier materials. Waste Manag. 2010, 30, 2570–2578. [Google Scholar] [CrossRef] [PubMed]
- Li, S.; Wang, X.M.; Zhang, Q.L. Time-varying characteristic of paste-like super-fineun-classified tailings in long self-flowing transportation. J. Northeast Univ. Nat. Sci. 2016, 37, 1045. [Google Scholar]
- Li, S.; Yu, Q.J.; Wei, J.X. Effect of molecular structure of polycarboxylate water reducers on hydration of cement. J. Chin. Ceram. Soc. 2012, 40, 613–619. [Google Scholar]
- Zhang, B.K. Numerical simulation on property modification and pressure-regulated transportation of filling slurry with full tailings. Min. Res. Dev. 2022, 42, 116–119. [Google Scholar]
- Yang, L.H.; Li, J.C.; Jiao, H.Z.; Wu, A.; Yin, S. Research on the Homogenization Evaluation of Cemented Paste Backfill in the Preparation Process Based on Image Texture Features. Minerals 2022, 12, 1622. [Google Scholar] [CrossRef]
- Li, C.P.; Yan, B.H.; Hou, H.Z.; Li, R.; Li, X. Rheological behavior of solid liquid conversion stage of unclassified tailings backfill paste. Chin. J. Nonferrous Met 2020, 30, 1209. [Google Scholar]
- Yang, L.H.; Gao, Y.; Yin, S.H.; Jiao, H.Z.; Chen, X.M.; Wang, H.J.; Kou, Y.P. Meso-structure evolution of cemented paste backfill during mixing process based on PVM. J. China Coal Soc. 2023, 1–15. Available online: https://kns.cnki.net/kcms/detail/11.2190.TD.20220720.1444.006.html (accessed on 3 August 2023).
- Trulsson, M.; DeGiuli, E.; Wyart, M. Effect of friction on dense suspension flows of hard particles. Phys. Rev. E 2017, 95, 012605. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wei, X.F.; Li, W.; Fan, X.Q.; Zhu, M.H. MoS2-functionalized attapulgite hybrid toward high-performance thickener of lubricating grease. Tribol. Int. 2023, 179, 108135. [Google Scholar] [CrossRef]
- Xue, Z.L.; Zhang, Y.Z.; Bao, Y.H.; Liu, Z.Y.; Li, Y. Study on rheological property of unclassified-tailing slurry considering the temperature effect. Met. Mine 2016, 10, 35. [Google Scholar]
- Zhang, L.; Lu, Y.Q.; Yu, Y.X.; Li, Q.; Qian, J.Y.; He, X.L. Effect of hydroxypropyl methylcellulose molecular weight on supramolecular structures and properties of HPMC/sodium citrate photophobic films. Int. J. Biol. Macromol. 2019, 137, 1013–1019. [Google Scholar] [CrossRef]
- Zheng, B.K.; Huang, T.L.; Yin, X.Y.; Zhang, S.; Zhang, L.Y. Experimental study on additives for reducing filling slurry density. Min. Res. Dev. 2021, 41, 53–56. [Google Scholar]
- Wang, L.M.; Yin, S.H.; Deng, B.N.; Wu, A.X. Copper sulfides leaching assisted by acidic seawater-based media: Ionic strength and mechanism. Miner. Eng. 2022, 175, 107286. [Google Scholar] [CrossRef]
- Üzer, E.; Plank, J. Impact of welan gum stabilizer on the dispersing performance of polycarboxylate superplasticizers. Cem. Concr. Res. 2016, 82, 100–106. [Google Scholar] [CrossRef]
- Ma, B.; Peng, Y.; Tan, H.; Lv, Z.; Deng, X. Effect of Polyacrylic Acid on Rheology of Cement Paste Plasticized by Polycarboxylate Superplasticizer. Materials 2018, 11, 1081. [Google Scholar] [CrossRef] [Green Version]
- Patural, L.; Marchal, P.; Govin, A.; Grosseau, P.; Ruot, B.; Deves, O. Cellulose ethers influence on water retention and consistency in cement-based mortars. Cem. Concr. Res. 2011, 41, 46–55. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Zhao, Q.; Liu, C.; Zhou, M. Properties comparison of mortars with welan gum or cellulose ether. Constr. Build. Mater. 2016, 102, 648–653. [Google Scholar] [CrossRef]
- Bulichen, D.; Kainz, J.; Plank, J. Working mechanism of methyl hydroxyethyl cellulose (MHEC) as water retention agent. Cem. Concr. Res. 2012, 42, 953–959. [Google Scholar] [CrossRef]
- Ghio, V.A.; Monteiro, P.J.M.; Demsetz, L.A. The rheology of fresh cement paste containing polysaccharide gums. Cem. Concr. Res. 1994, 24, 243–249. [Google Scholar] [CrossRef]
- Isik, I.E.; Ozkul, M.H. Utilization of polysaccharides as viscosity modifying agent in self-compacting concrete. Constr. Build. Mater. 2014, 72, 239–247. [Google Scholar] [CrossRef]
- Chen, Q.X.; Zhou, H.L.; Wang, Y.M.; Wang, D.L.; Zhang, Q.L.; Liu, Y.K. Erosion wear at the bend of pipe during tailings slurry transportation: Numerical study considering inlet velocity, particle size and bend angle. Int. J. Miner. Metall. Mater. 2023, 30, 1608–1620. [Google Scholar] [CrossRef]
- Wang, J.X.; Xing, M.H.; Yang, X.L.; Jiao, H.Z.; Chen, F.B.; Yang, L.H.; Yu, J.X.; Fu, Y. Review on the Influence and Control of Sulfur-Containing Tailings on the Strength of Cemented Backfill in Metal Mines. Buildings 2023, 13, 51. [Google Scholar] [CrossRef]
- Chen, Y.L.; Zhang, Y.M.; Chen, T.J.; Zhao, Y.L.; Bao, S.X. Preparation of eco-friendly construction bricks from hematite tailings. Constr. Build. Mater. 2011, 25, 2107–2111. [Google Scholar] [CrossRef]
- Yang, L.H.; Li, J.C.; Liu, H.B.; Jiao, H.Z.; Yin, S.H.; Chen, X.M.; Yang, Y. A systematic review of mixing technology for recycling waste tailings as cemented paste backfill in mines of China. Int. J. Miner. Metall. Mater. 2023, 30, 1430–1443. [Google Scholar] [CrossRef]
- Gu, X.W.; Wang, S.Y.; Liu, J.P.; Wang, H.; Xu, X.C.; Wang, Q.; Zhu, Z.G. Effect of hydroxypropyl methyl cellulose (HPMC) as foam stabilizer on the workability and pore structure of iron tailings sand autoclaved aerated concrete. Constr. Build. Mater. 2023, 376, 130979. [Google Scholar] [CrossRef]
- Brunchi, C.E.; Morariu, S.; Iftime, M.M.; Stoica, I. Xanthan gum in solution and solid-like state: Effect of temperature and polymer concentration. J. Mol. Liq. 2023, 387, 122600. [Google Scholar] [CrossRef]
- Wu, A.X.; Ai, C.M.; Wang, Y.M.; Yang, X.X.; Zhou, F.L. Test and mechanism analysis on improving rheological property of paste with pumping agent. J. Cent. South Univ. 2016, 471, 1513–1529. [Google Scholar]
- Zhaidarbek, B.; Tleubek, A.; Berdibek, G.; Wang, Y.W. Analytical predictions of concrete pumping: Extending the Khatib–Khayat model to Herschel–Bulkley and modified Bingham fluids. Cem. Concr. Res. 2023, 163, 107035. [Google Scholar] [CrossRef]
- Daneshfar, R.; Ashoori, S.; Soulgani, B.S. Interaction of electrolyzed nanomaterials with sandstone and carbonate rock: Experimental study and DLVO theory approach. Geoenergy Sci. Eng. 2023, 212218. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Pb | Zn | S | As | Cu | Ag | CaO | MgO | Al2O3 | SiO2 |
|---|---|---|---|---|---|---|---|---|---|---|
| Concentration (%) | 0.7 | 0.03 | 0.39 | 0.057 | 0.05 | 1.59 | 9.26 | 1.4 | 6.19 | 64.68 |
| Compound | MgO | SiO2 | Na2O | K2O | Al2O3 | SO3 | Fe2O3 | CaO | Others |
|---|---|---|---|---|---|---|---|---|---|
| Content (%) | 1.40 | 20.70 | 0.18 | 0.48 | 4.50 | 2.60 | 3.30 | 65.10 | 1.74 |
| Group | Dosage (%) | Tailings (g) | Cement (g) | Water (g) | |
|---|---|---|---|---|---|
| N-1 | —— | 0.000% | 1500 | 187.5 | 583.3 |
| XG-2 | XG | 0.025% | 1500 | 187.5 | 583.3 |
| XG-3 | 0.050% | 1500 | 187.5 | 583.3 | |
| XG-4 | 0.075% | 1500 | 187.5 | 583.3 | |
| XG-5 | 0.100% | 1500 | 187.5 | 583.3 | |
| XG-6 | 0.125% | 1500 | 187.5 | 583.3 | |
| HP-2 | HPMC | 0.025% | 1500 | 187.5 | 583.3 |
| HP-3 | 0.050% | 1500 | 187.5 | 583.3 | |
| HP-4 | 0.075% | 1500 | 187.5 | 583.3 | |
| HP-5 | 0.100% | 1500 | 187.5 | 583.3 | |
| HP-6 | 0.125% | 1500 | 187.5 | 583.3 | |
| Group | d0 (mm) | d (mm) | Γ |
|---|---|---|---|
| N-1 | 100 | 285 | 7.12 |
| XG-2 | 100 | 249 | 5.20 |
| XG-3 | 100 | 226 | 4.10 |
| XG-4 | 100 | 207 | 3.28 |
| XG-5 | 100 | 186 | 2.46 |
| XG-6 | 100 | 181 | 2.28 |
| HP-2 | 100 | 246 | 5.05 |
| HP-3 | 100 | 215 | 3.62 |
| HP-4 | 100 | 191 | 2.65 |
| HP-5 | 100 | 156 | 1.43 |
| HP-6 | 100 | 158 | 1.49 |
| Group | Yield Stress (Pa) | Plastic Viscosity (Pa·s) | R2 |
|---|---|---|---|
| N-1 | 89.236 | 0.296 | 0.992 |
| XG-2 | 108.991 | 0.311 | 0.971 |
| XG-3 | 113.832 | 0.334 | 0.994 |
| XG-4 | 138.583 | 0.389 | 0.968 |
| XG-5 | 156.349 | 0.542 | 0.966 |
| XG-6 | 164.714 | 0.633 | 0.964 |
| HP-2 | 106.097 | 0.324 | 0.991 |
| HP-3 | 122.311 | 0.572 | 0.993 |
| HP-4 | 134.455 | 0.838 | 0.998 |
| HP-5 | 160.064 | 1.063 | 0.996 |
| HP-6 | 164.655 | 1.051 | 0.983 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, L.; Jia, H.; Jiao, H.; Dong, M.; Yang, T. The Mechanism of Viscosity-Enhancing Admixture in Backfill Slurry and the Evolution of Its Rheological Properties. Minerals 2023, 13, 1045. https://doi.org/10.3390/min13081045
Yang L, Jia H, Jiao H, Dong M, Yang T. The Mechanism of Viscosity-Enhancing Admixture in Backfill Slurry and the Evolution of Its Rheological Properties. Minerals. 2023; 13(8):1045. https://doi.org/10.3390/min13081045
Chicago/Turabian StyleYang, Liuhua, Hengwei Jia, Huazhe Jiao, Mengmeng Dong, and Tongyi Yang. 2023. "The Mechanism of Viscosity-Enhancing Admixture in Backfill Slurry and the Evolution of Its Rheological Properties" Minerals 13, no. 8: 1045. https://doi.org/10.3390/min13081045
APA StyleYang, L., Jia, H., Jiao, H., Dong, M., & Yang, T. (2023). The Mechanism of Viscosity-Enhancing Admixture in Backfill Slurry and the Evolution of Its Rheological Properties. Minerals, 13(8), 1045. https://doi.org/10.3390/min13081045