Figure 1.
Experimental procedure and mass flow rates for audit testing using Penouta material.
Figure 1.
Experimental procedure and mass flow rates for audit testing using Penouta material.
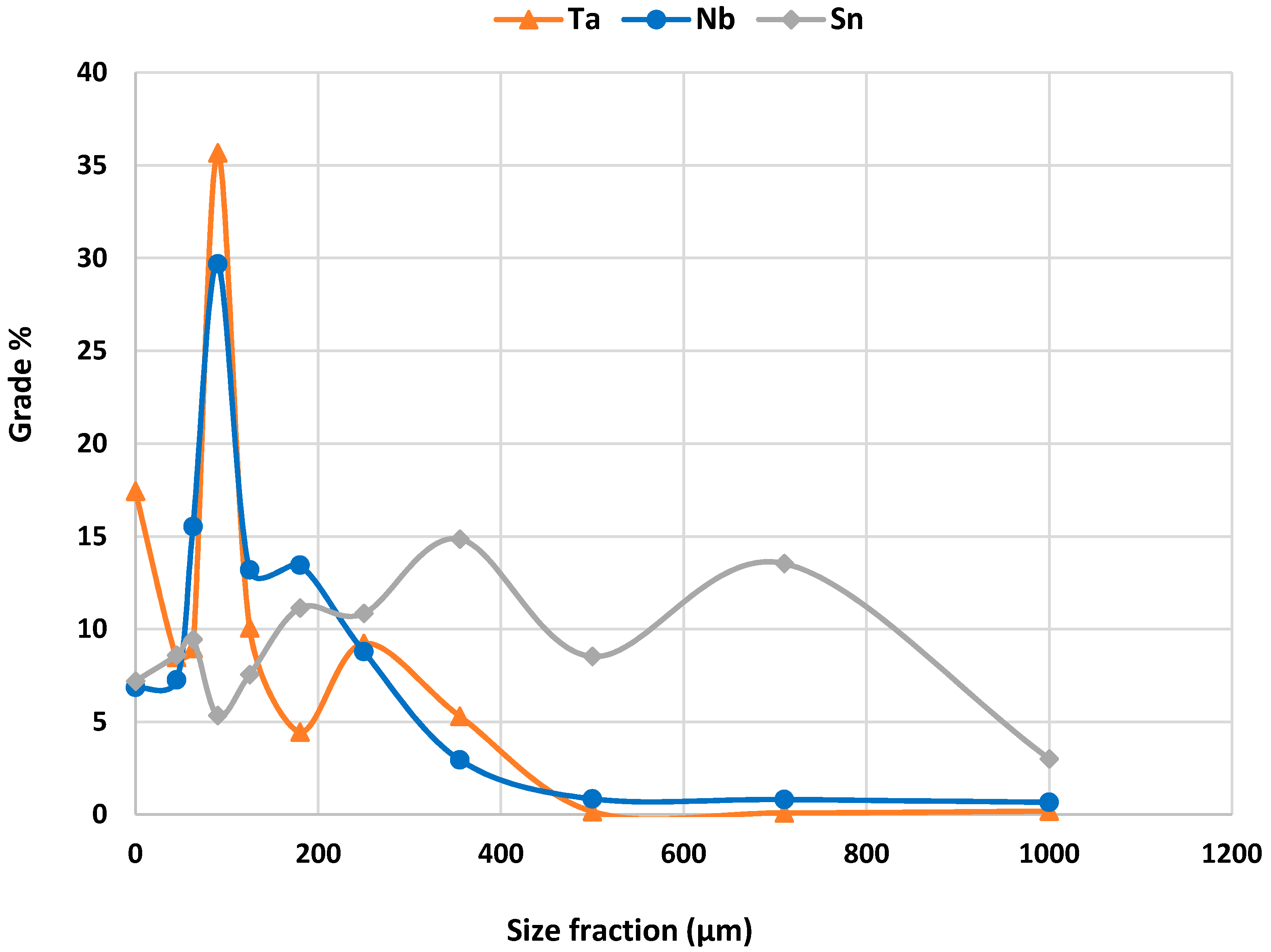
Figure 2.
Size vs. grade for HLS concentration.
Figure 2.
Size vs. grade for HLS concentration.
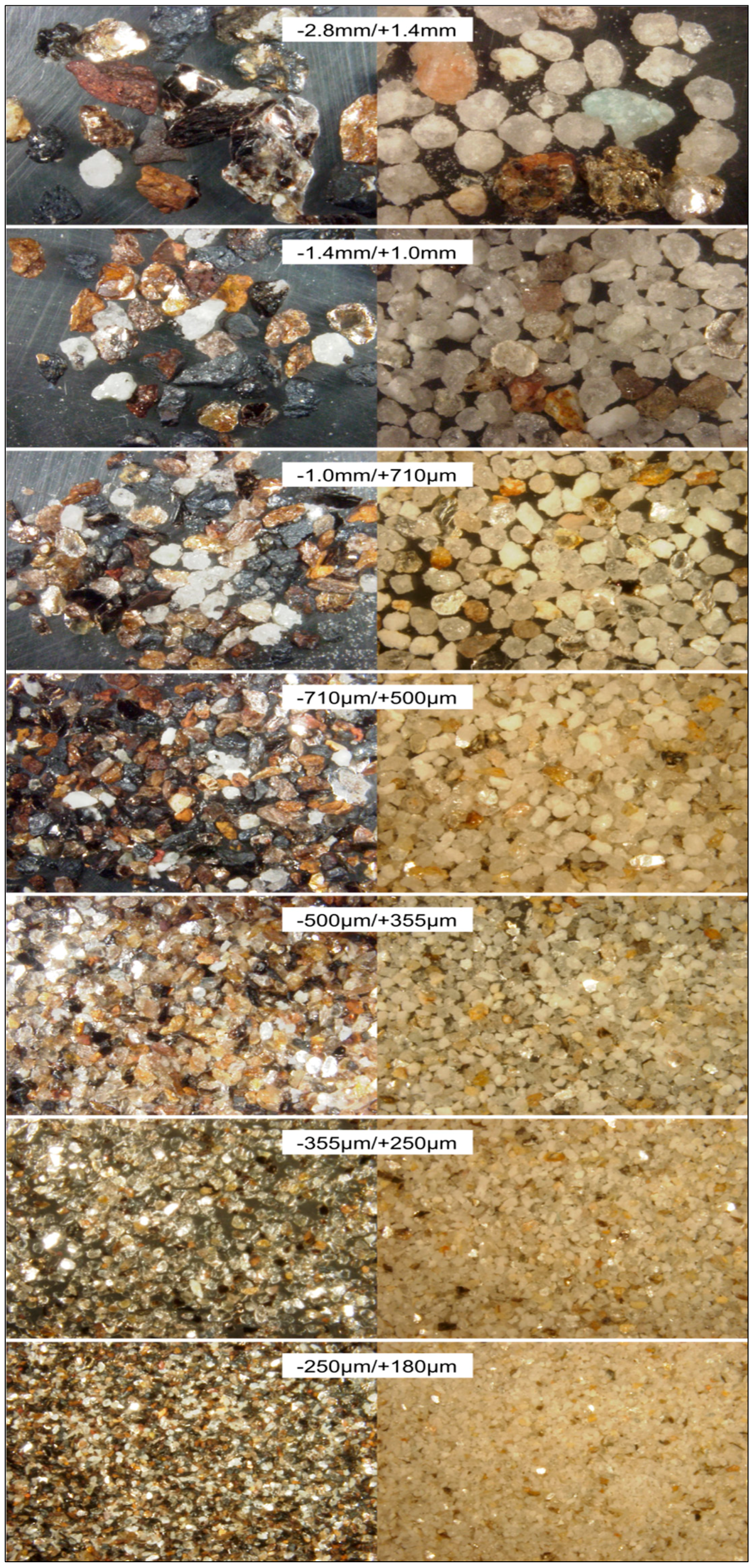
Figure 3.
Photographs of sink and float products side by side for comparison, across all size fractions. All photos were taken under 6× magnification.
Figure 3.
Photographs of sink and float products side by side for comparison, across all size fractions. All photos were taken under 6× magnification.
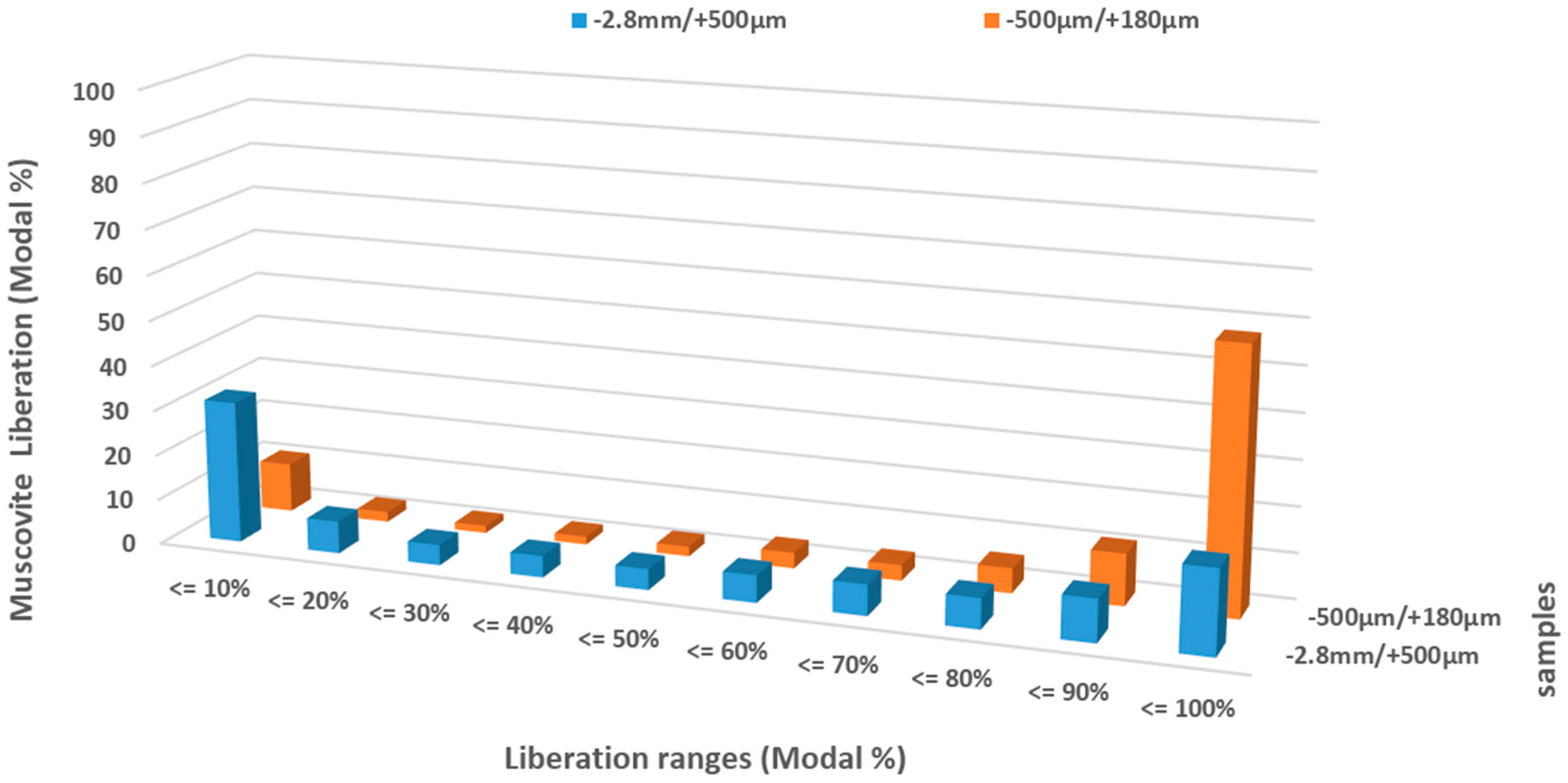
Figure 4.
Muscovite liberation in different size fraction.
Figure 4.
Muscovite liberation in different size fraction.
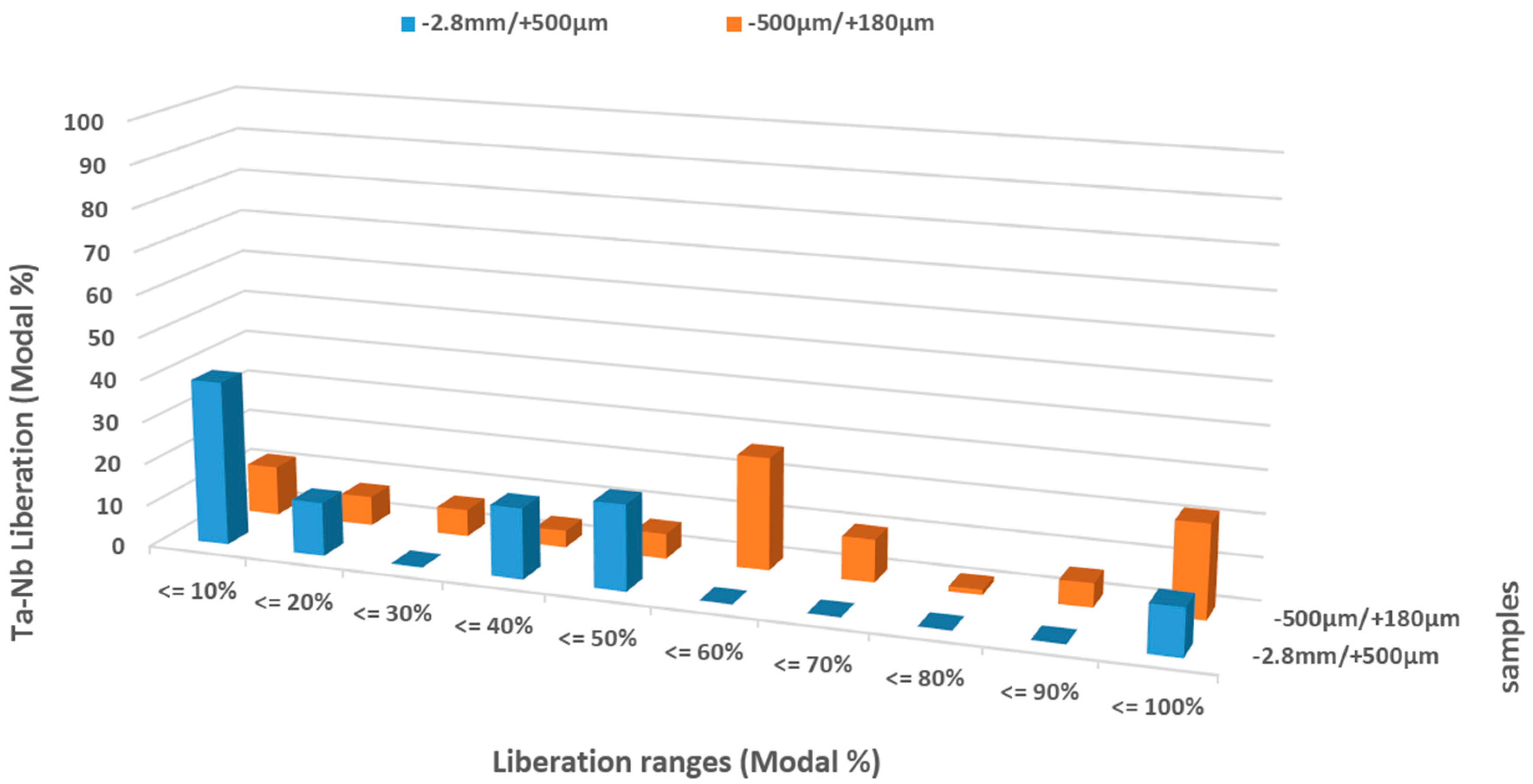
Figure 5.
Ta–Nb liberation. Columbite, tantalite and microlite have been combined to give an overall liberation rate. 80% liberation is required for mineral processing.
Figure 5.
Ta–Nb liberation. Columbite, tantalite and microlite have been combined to give an overall liberation rate. 80% liberation is required for mineral processing.
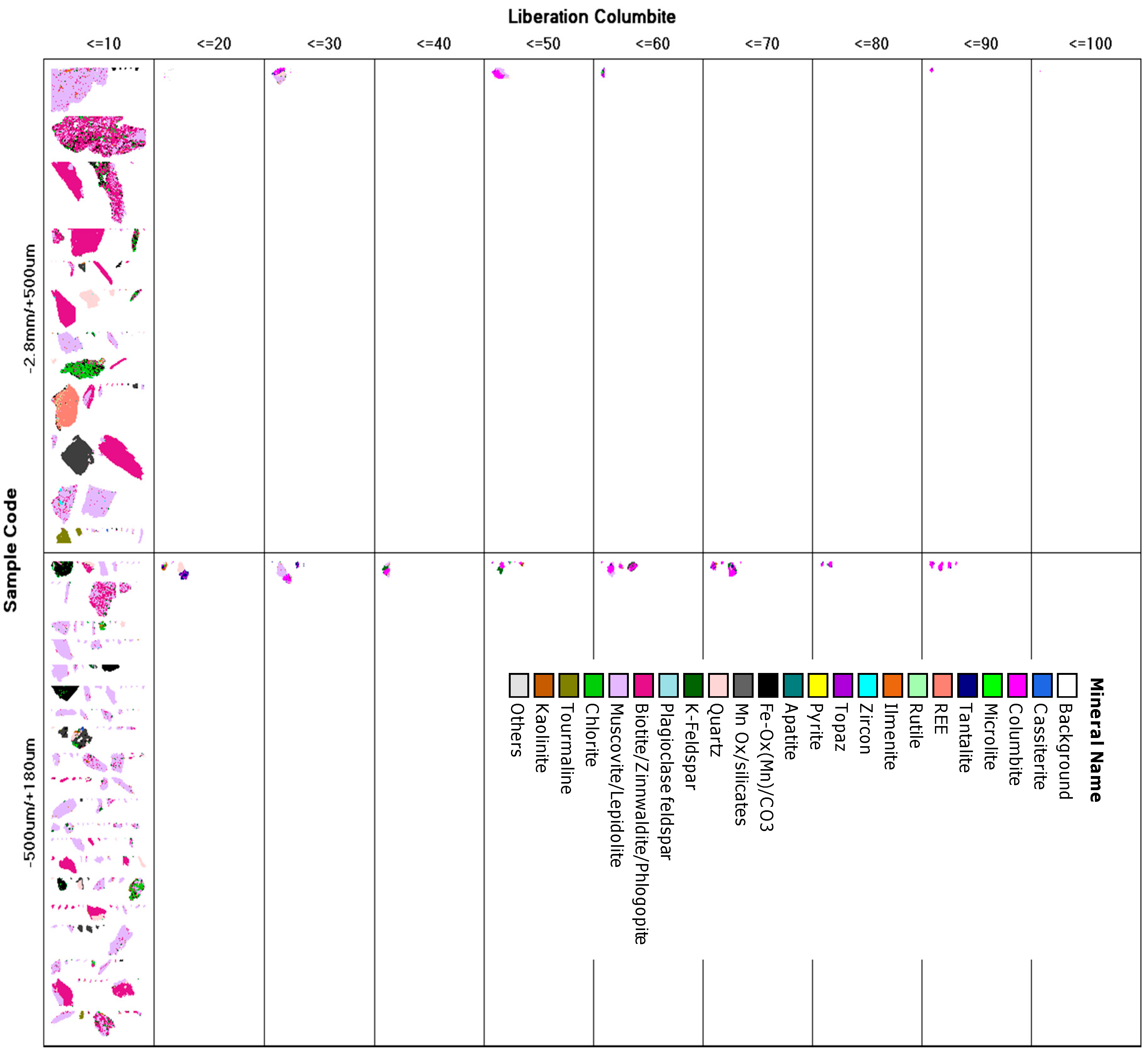
Figure 6.
Image Grids of columbite liberation in the two HLS products.
Figure 6.
Image Grids of columbite liberation in the two HLS products.
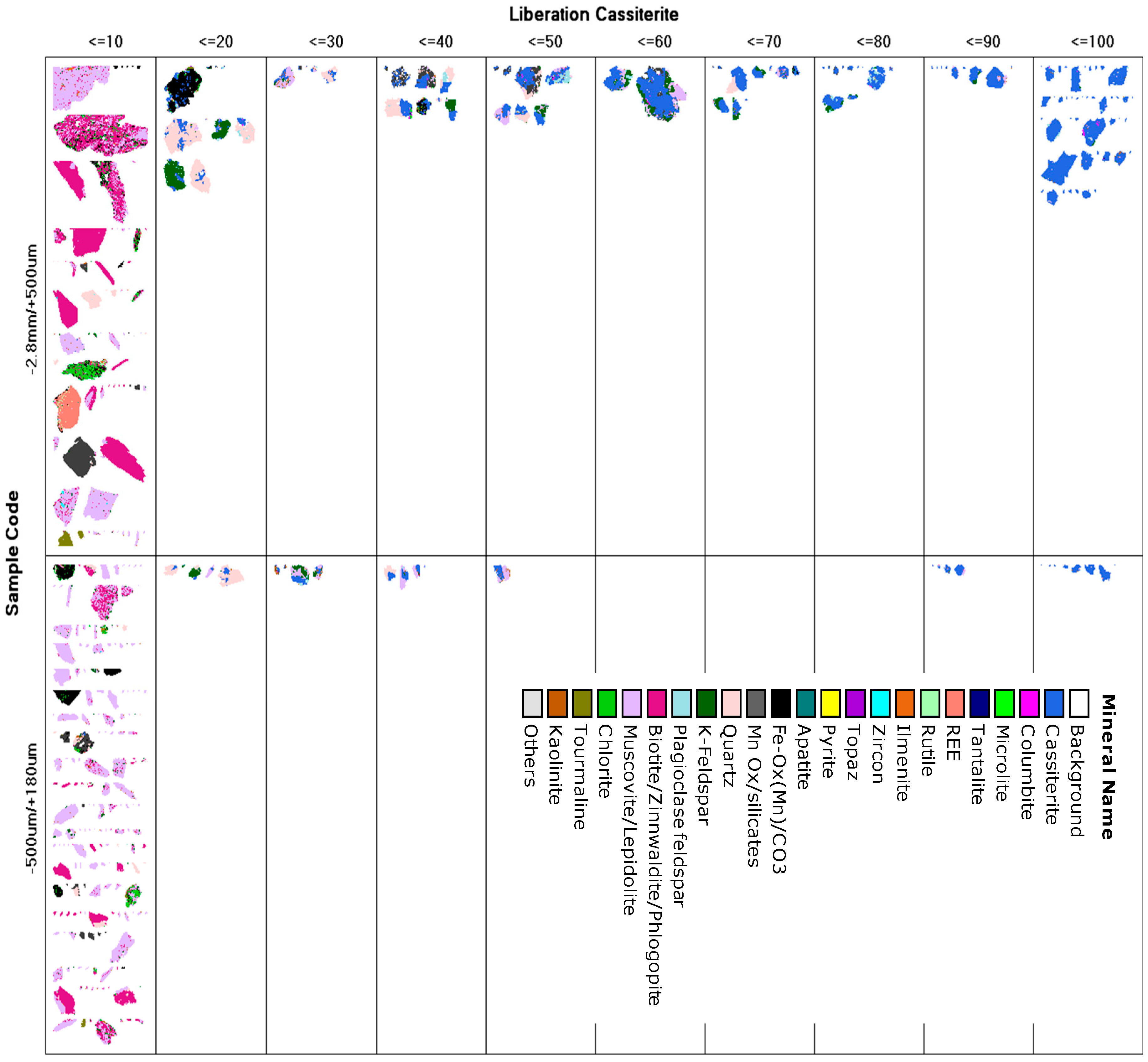
Figure 7.
Image Grids of cassiterite liberation in the two HLS products.
Figure 7.
Image Grids of cassiterite liberation in the two HLS products.
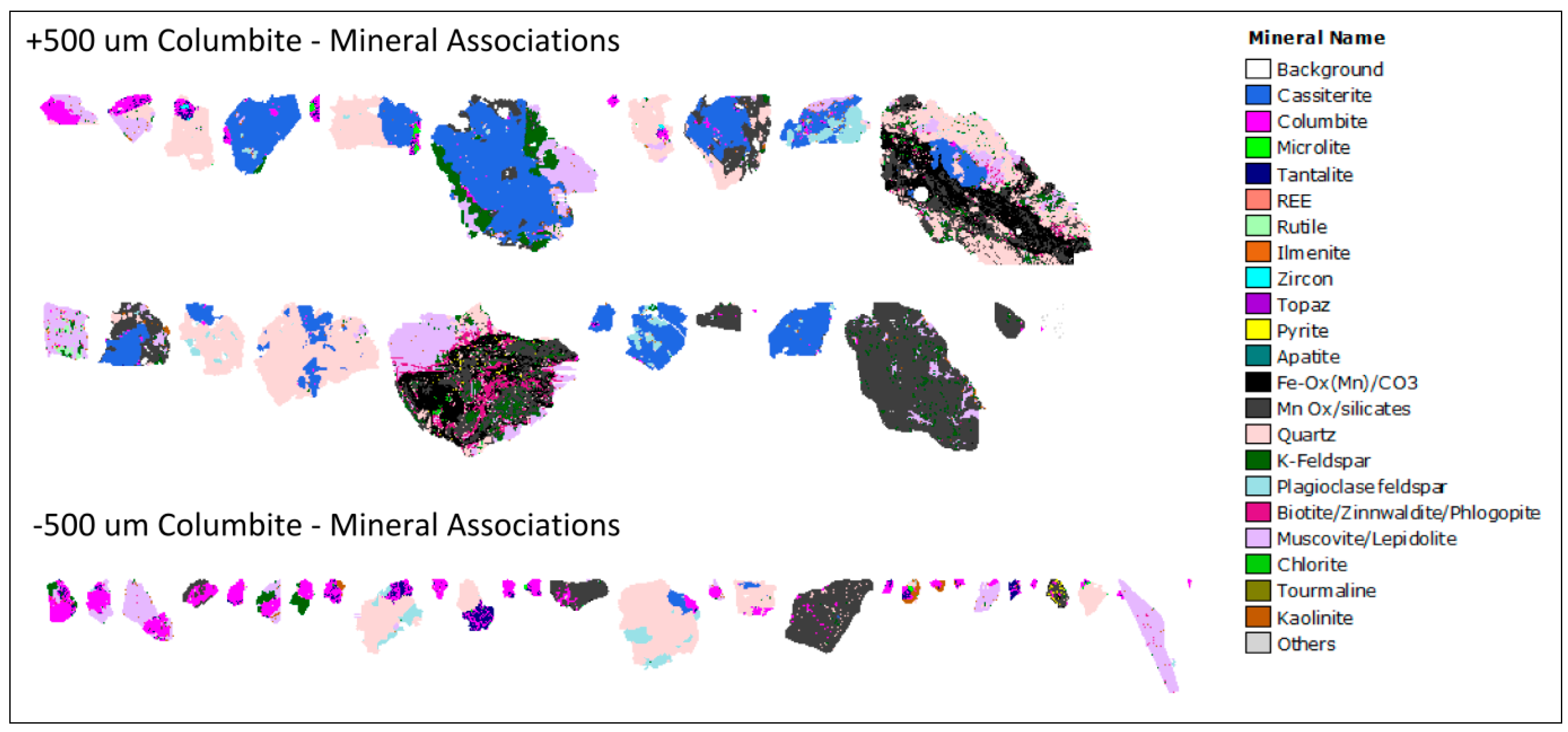
Figure 8.
QEMSCAN false colour image of Columbite-group and associated minerals.
Figure 8.
QEMSCAN false colour image of Columbite-group and associated minerals.
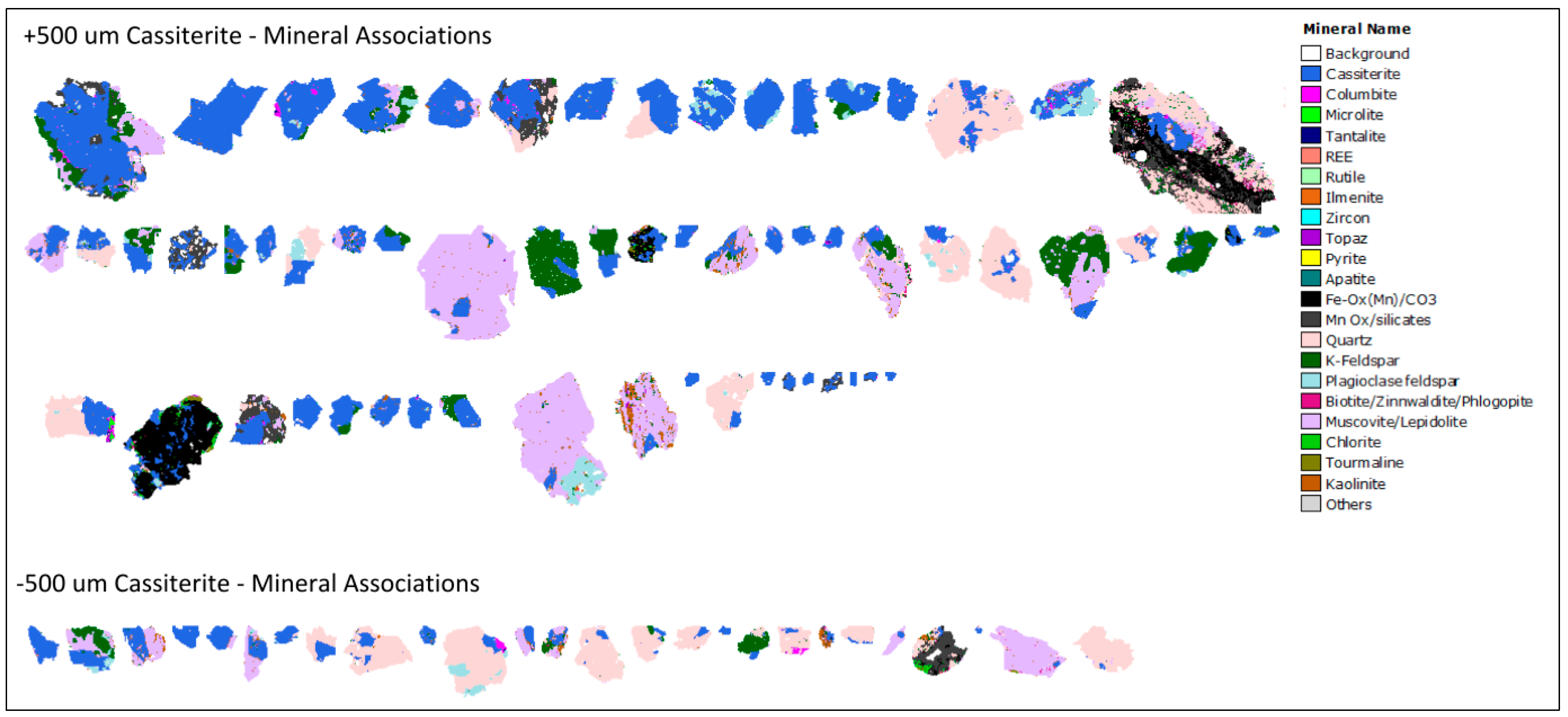
Figure 9.
QEMSCAN false colour image of Cassiterite minerals associations (Legend is the same as
Figure 8).
Figure 9.
QEMSCAN false colour image of Cassiterite minerals associations (Legend is the same as
Figure 8).
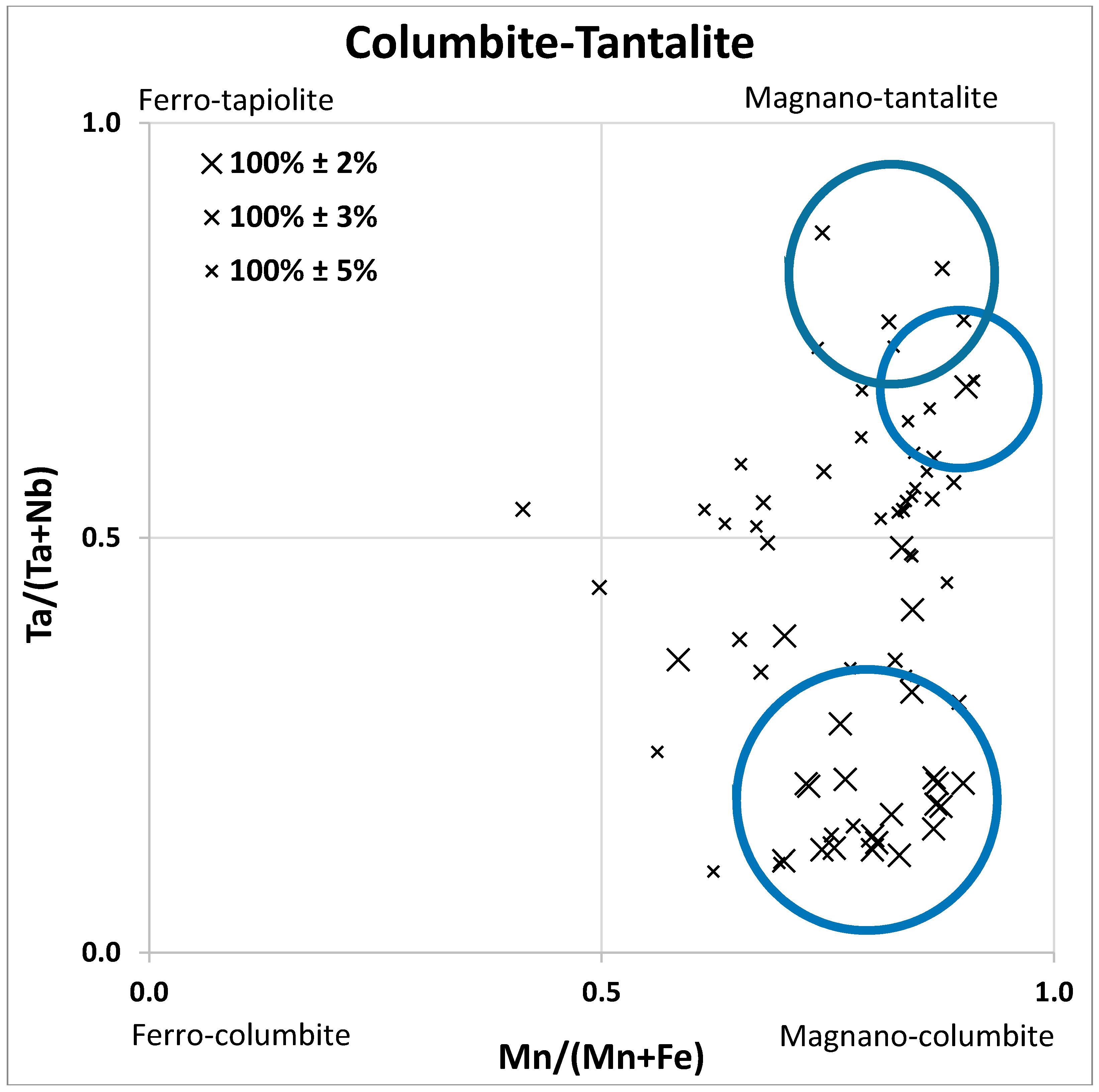
Figure 10.
Quadrilateral plot of columbite-tantalite elemental composition. Plotted based on normalised moles of cations.
Figure 10.
Quadrilateral plot of columbite-tantalite elemental composition. Plotted based on normalised moles of cations.
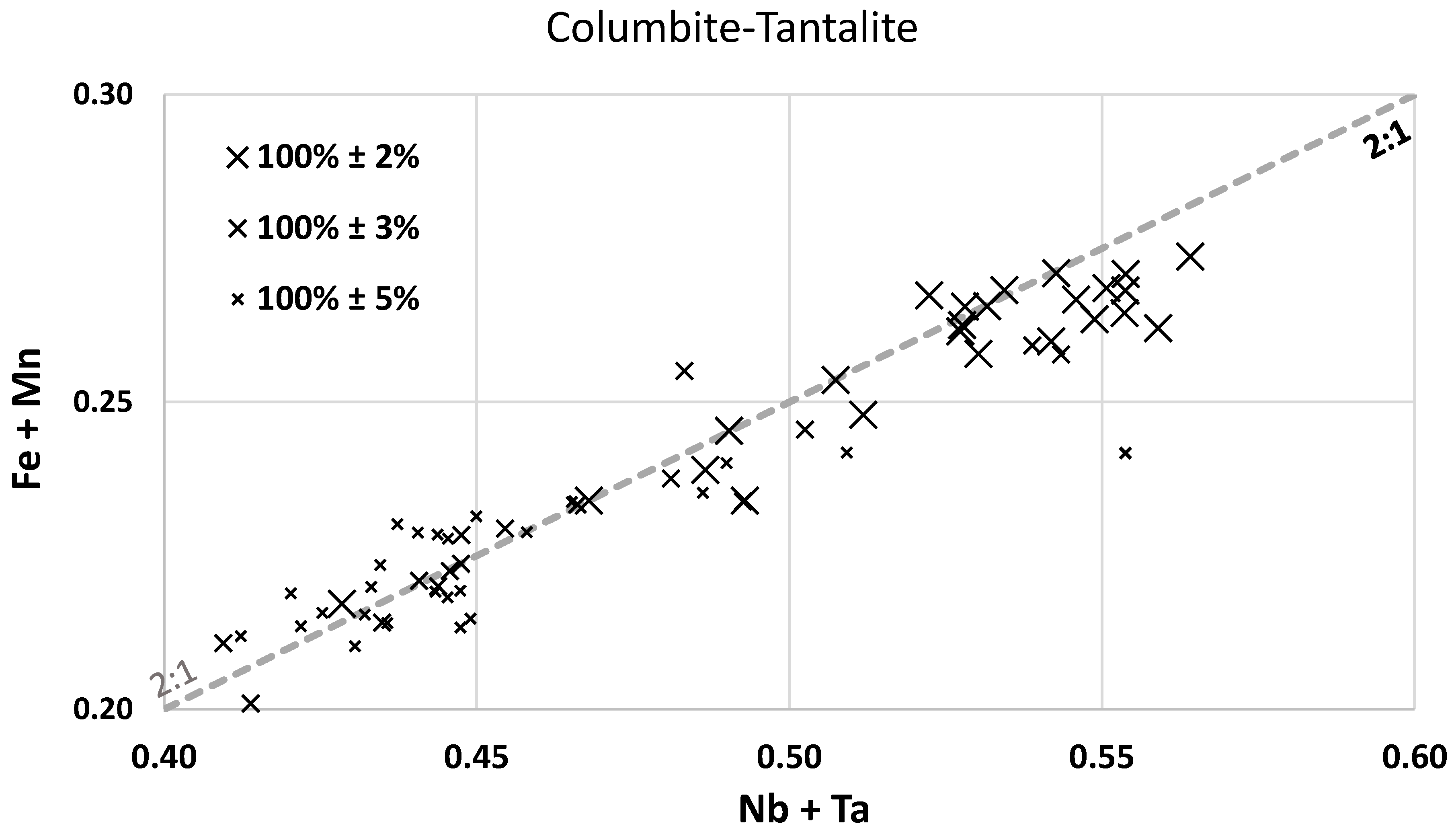
Figure 11.
Plot of molar ratio of cations Fe + Mn and Nb + Ta. The 2:1 ratio expected based on the stochiometry of columbite-tantalite (Fe,Mn)(Nb,Ta)2O6 is included.
Figure 11.
Plot of molar ratio of cations Fe + Mn and Nb + Ta. The 2:1 ratio expected based on the stochiometry of columbite-tantalite (Fe,Mn)(Nb,Ta)2O6 is included.
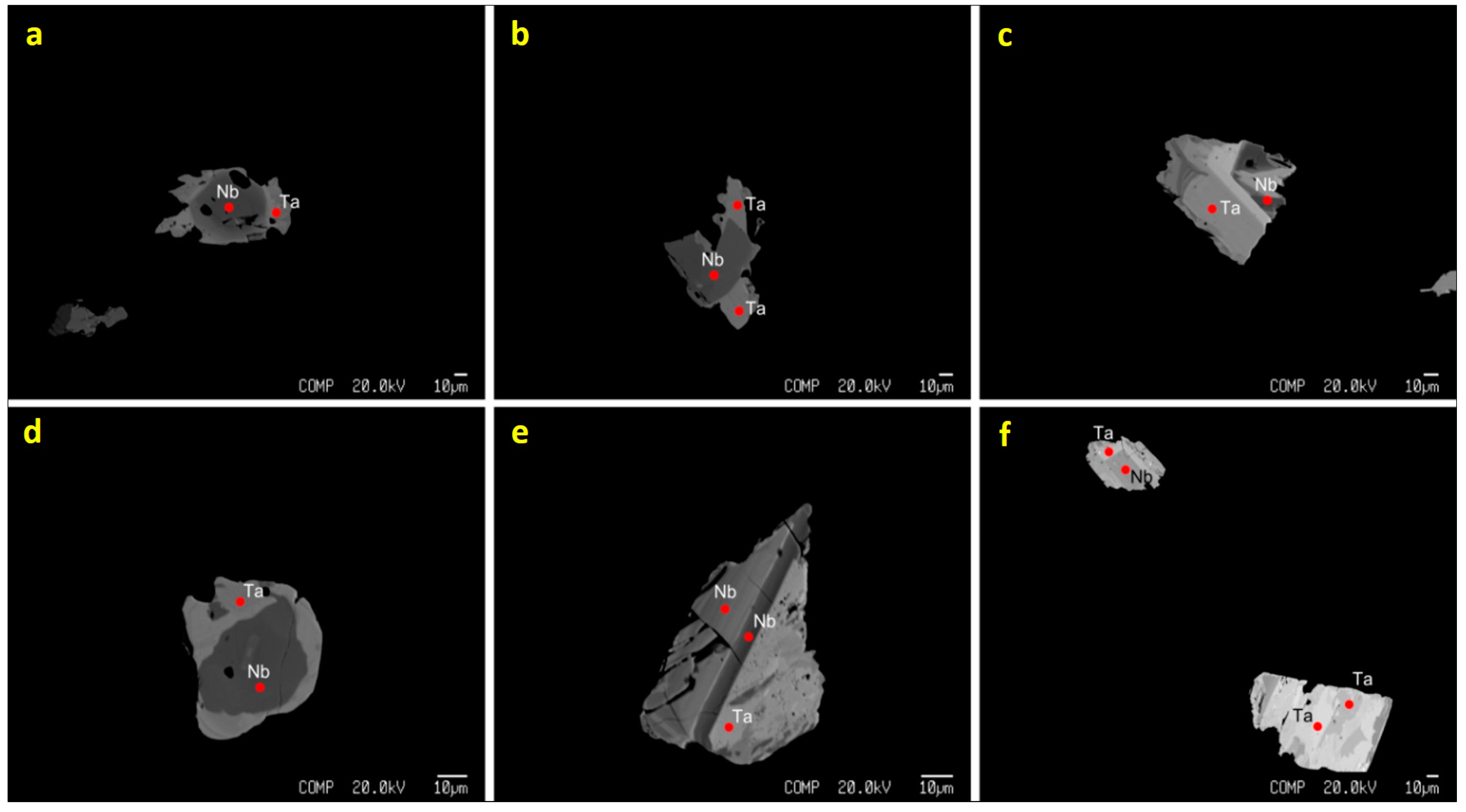
Figure 12.
Columbite-tantalite grains analysed by EM PA with clear mineral zoning; (a,b,d) Nb-rich cores and Ta-rich rims; (c,e,f), convoluted zoning.
Figure 12.
Columbite-tantalite grains analysed by EM PA with clear mineral zoning; (a,b,d) Nb-rich cores and Ta-rich rims; (c,e,f), convoluted zoning.
Figure 13.
Elemental association within cassiterite.
Figure 13.
Elemental association within cassiterite.
Figure 14.
Cassiterite grains analysed by EPMA, that show Ta-rich compositions.
Figure 14.
Cassiterite grains analysed by EPMA, that show Ta-rich compositions.
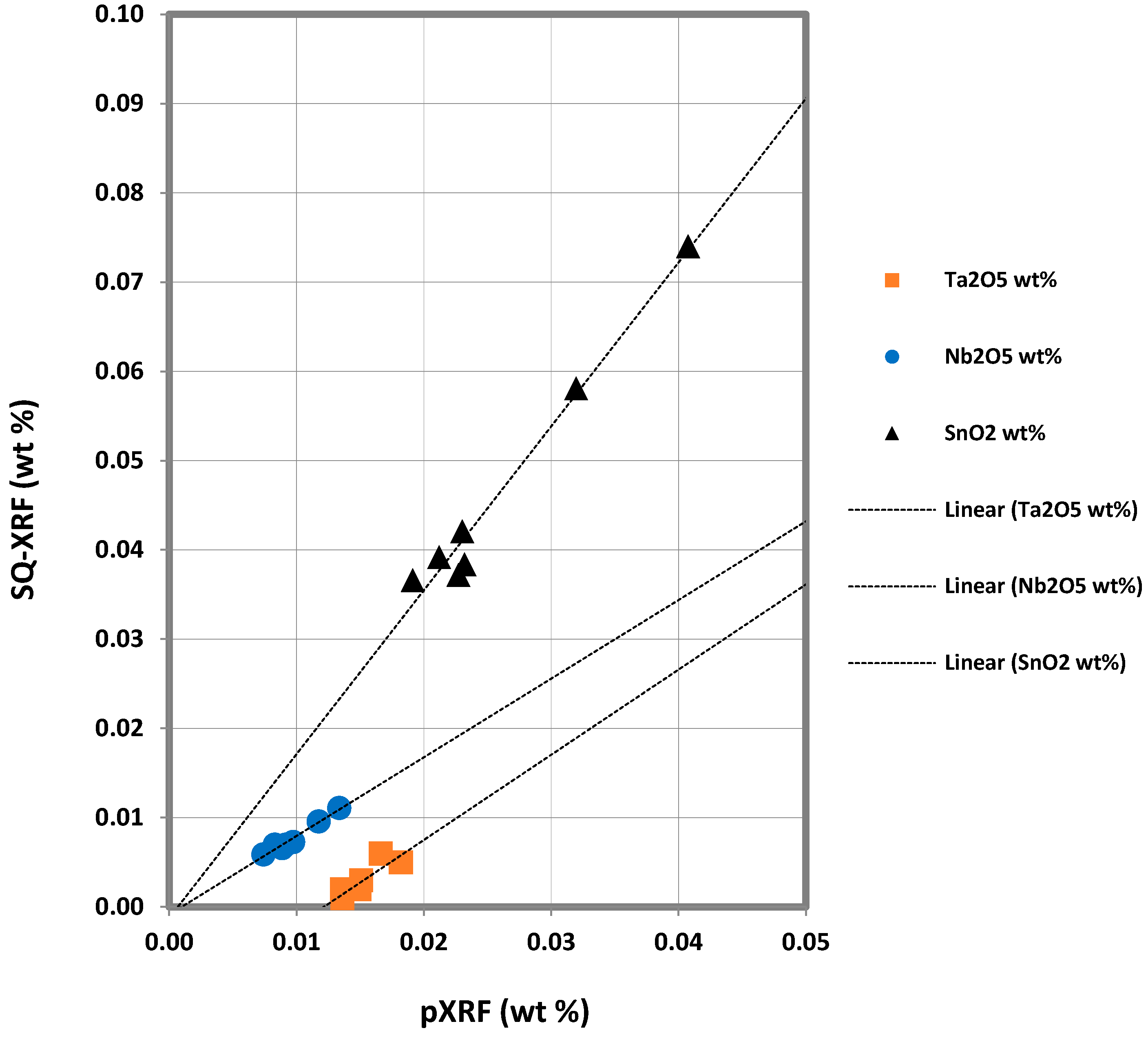
Figure 15.
Scatter plot showing correlation of results from PXRF and SQ-XRF analysis of Knelson Concentrator products for for Ta, Nb and Sn.
Figure 15.
Scatter plot showing correlation of results from PXRF and SQ-XRF analysis of Knelson Concentrator products for for Ta, Nb and Sn.
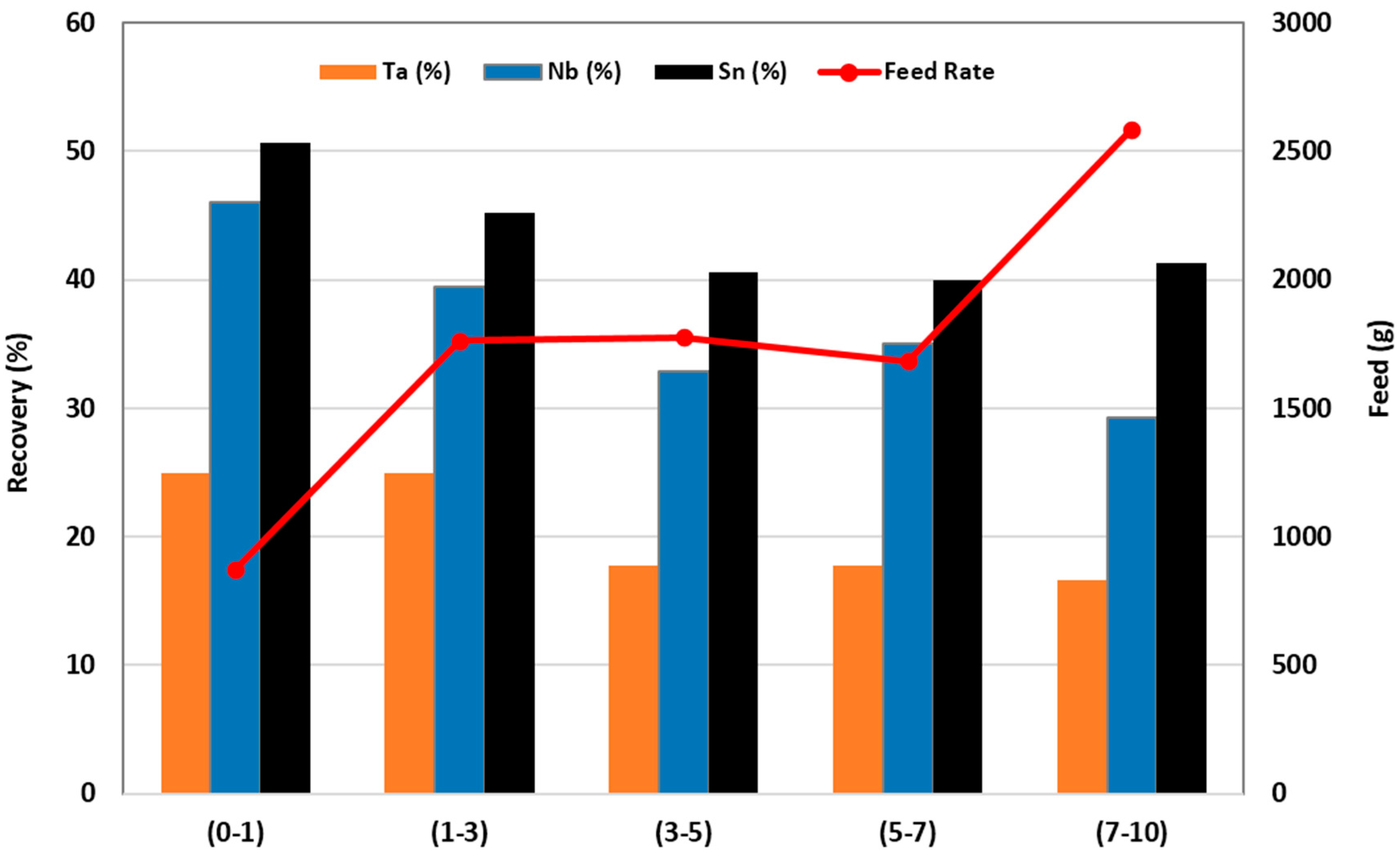
Figure 16.
Plot of Ta, Sn and Nb recovery rates through time versus volume of feed measured using PXRF.
Figure 16.
Plot of Ta, Sn and Nb recovery rates through time versus volume of feed measured using PXRF.
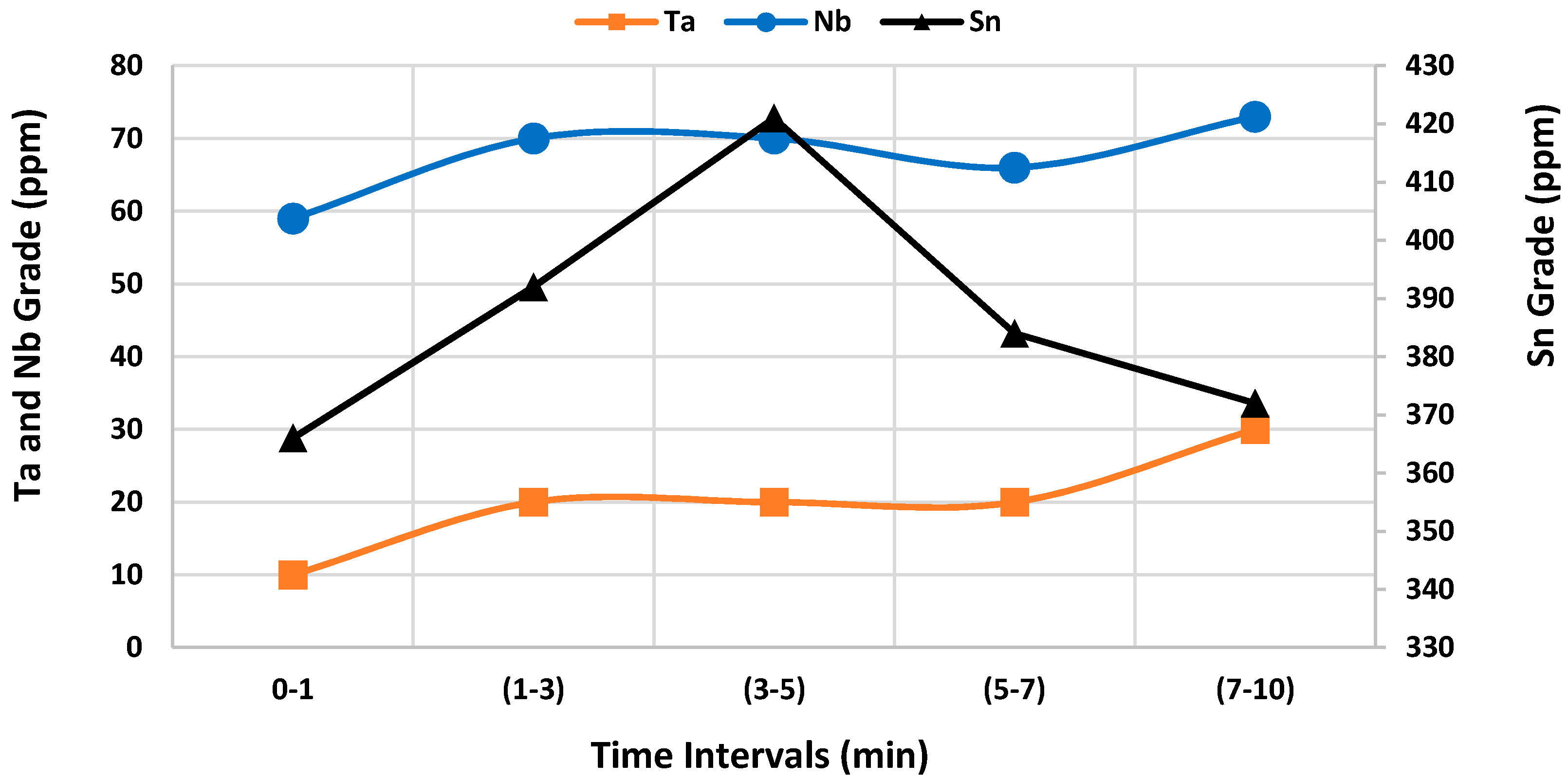
Figure 17.
Grade of Ta, Nb and Sn in tailings through time.
Figure 17.
Grade of Ta, Nb and Sn in tailings through time.
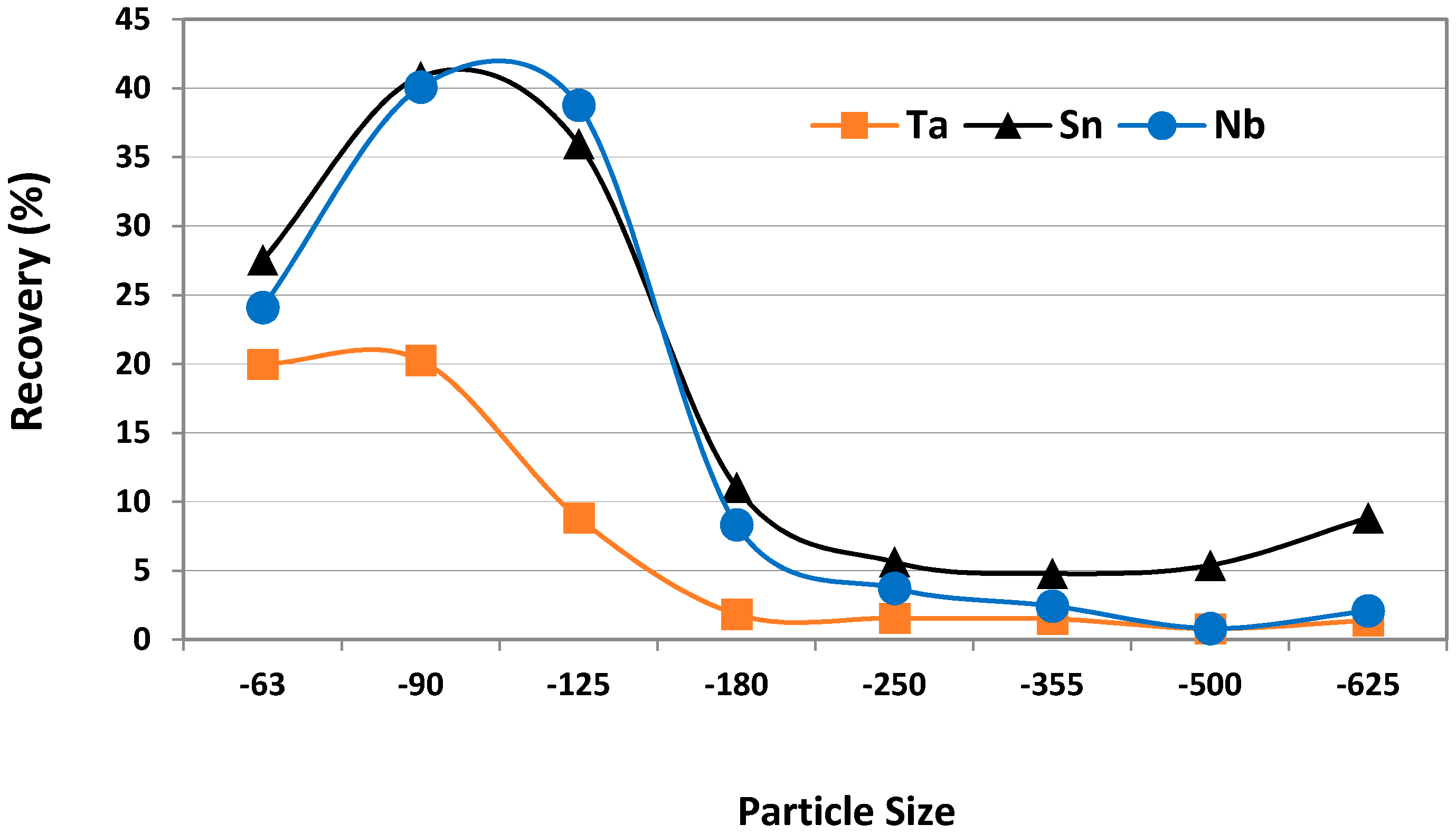
Figure 18.
Average recovery by particle size during separation by a Knelson concentrator. Recoveries calculated from PXRF results.
Figure 18.
Average recovery by particle size during separation by a Knelson concentrator. Recoveries calculated from PXRF results.
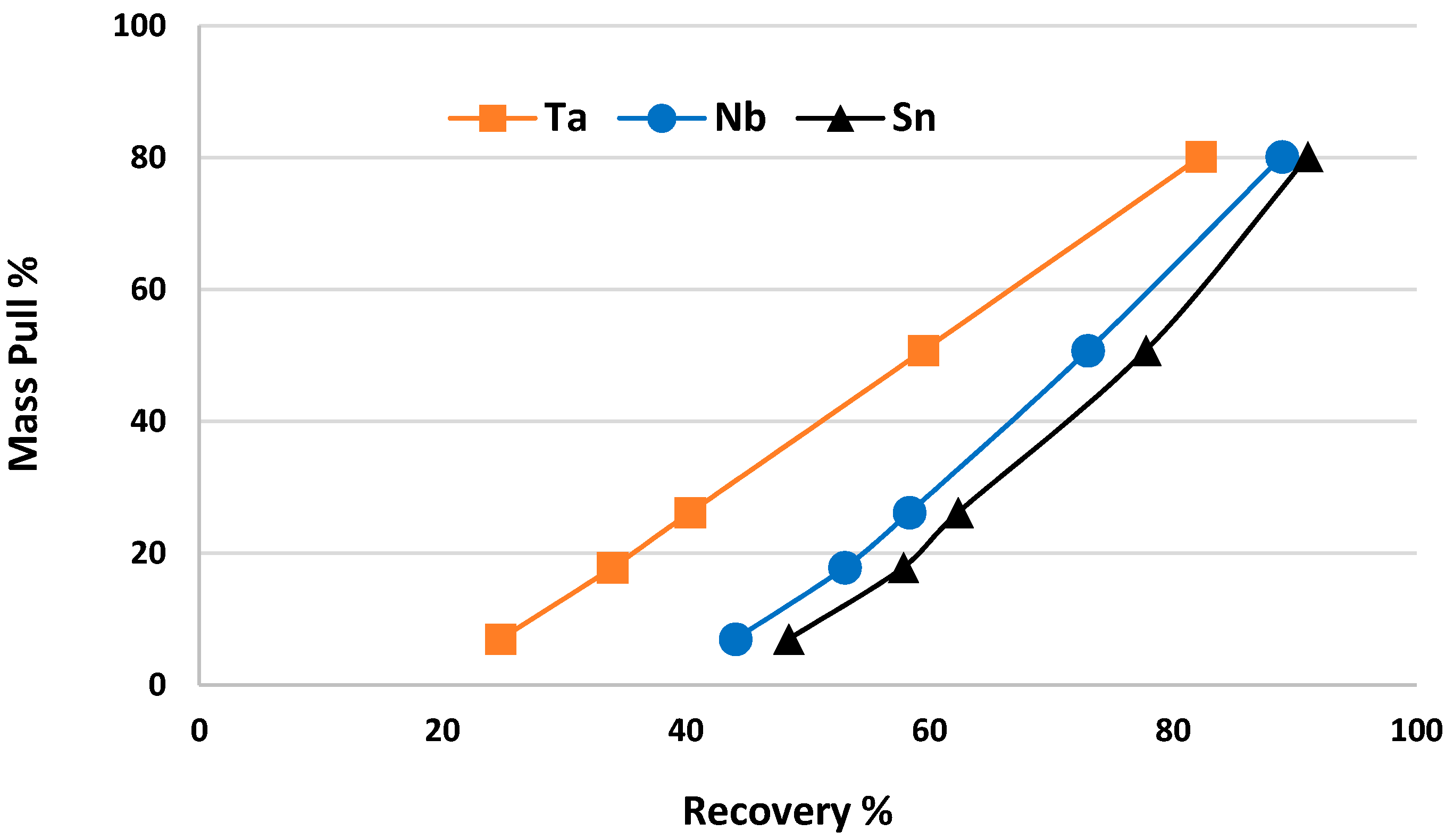
Figure 19.
Mass pull (%) and recovery (%) for Wilfley shaking table rougher test on Penouta sample, measured using PXRF.
Figure 19.
Mass pull (%) and recovery (%) for Wilfley shaking table rougher test on Penouta sample, measured using PXRF.
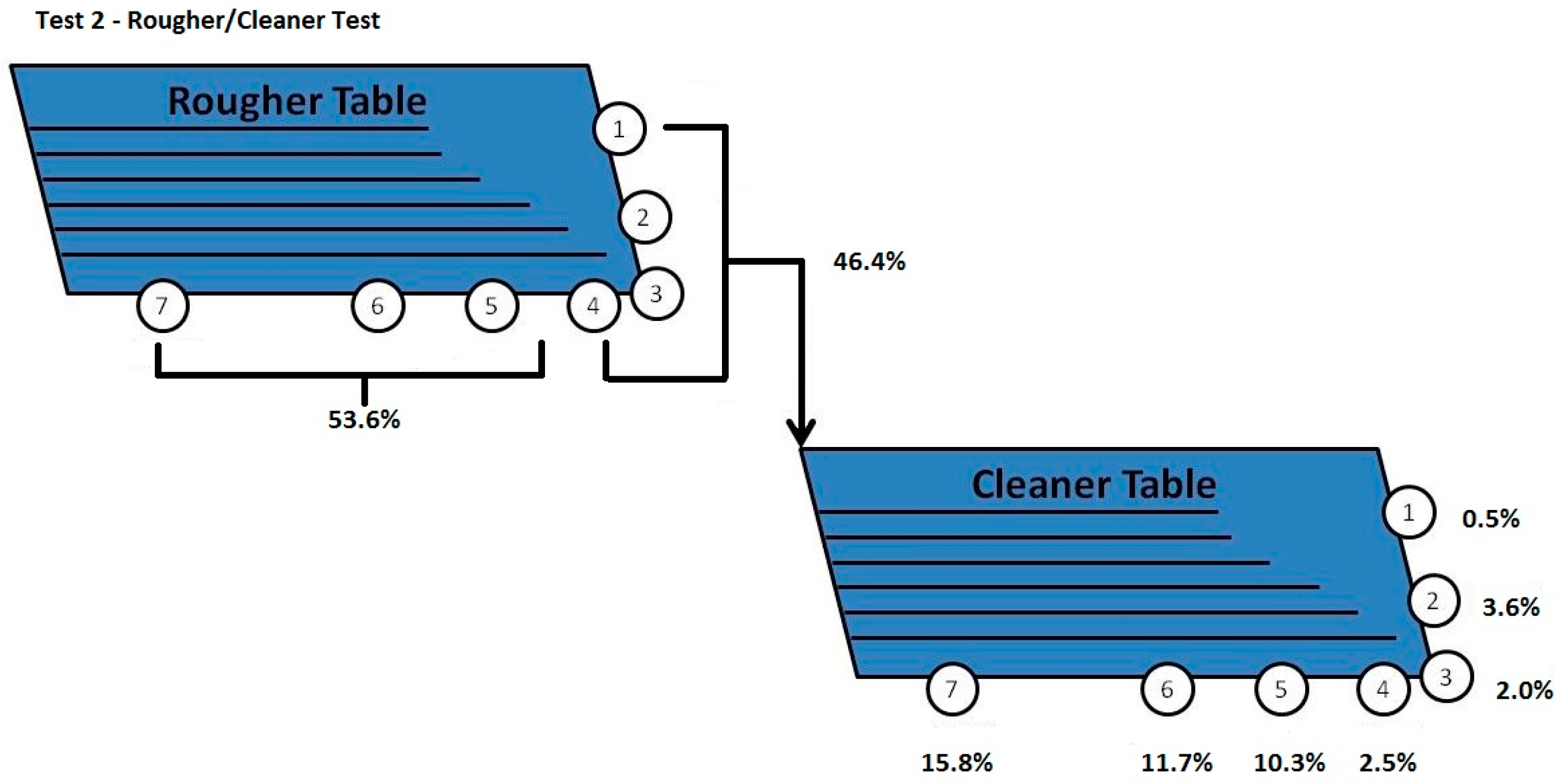
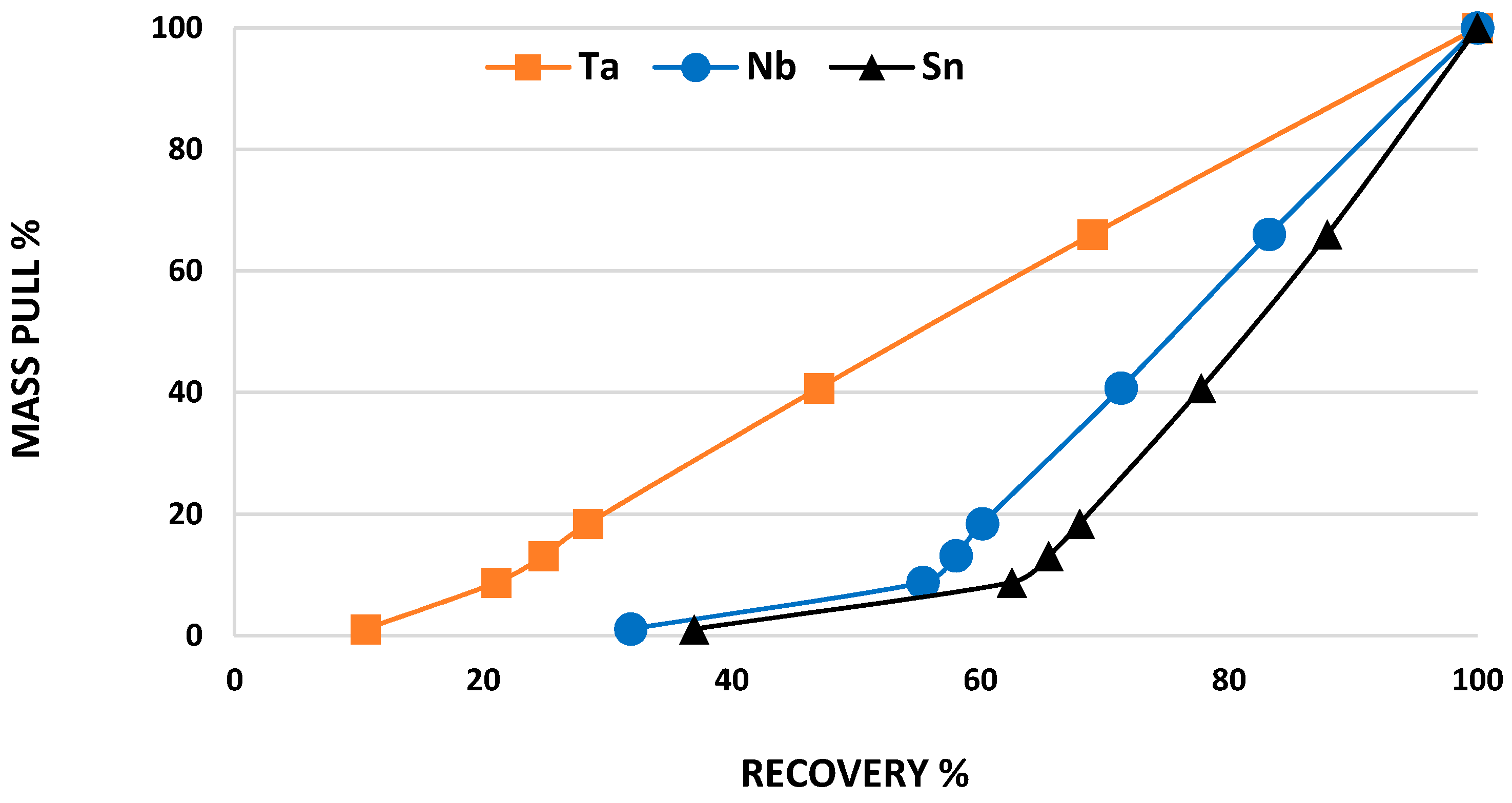
Figure 20.
Mass pull (%) and recovery (%) for Wilfley shaking table cleaner test on Penouta sample, measured using PXRF.
Figure 20.
Mass pull (%) and recovery (%) for Wilfley shaking table cleaner test on Penouta sample, measured using PXRF.
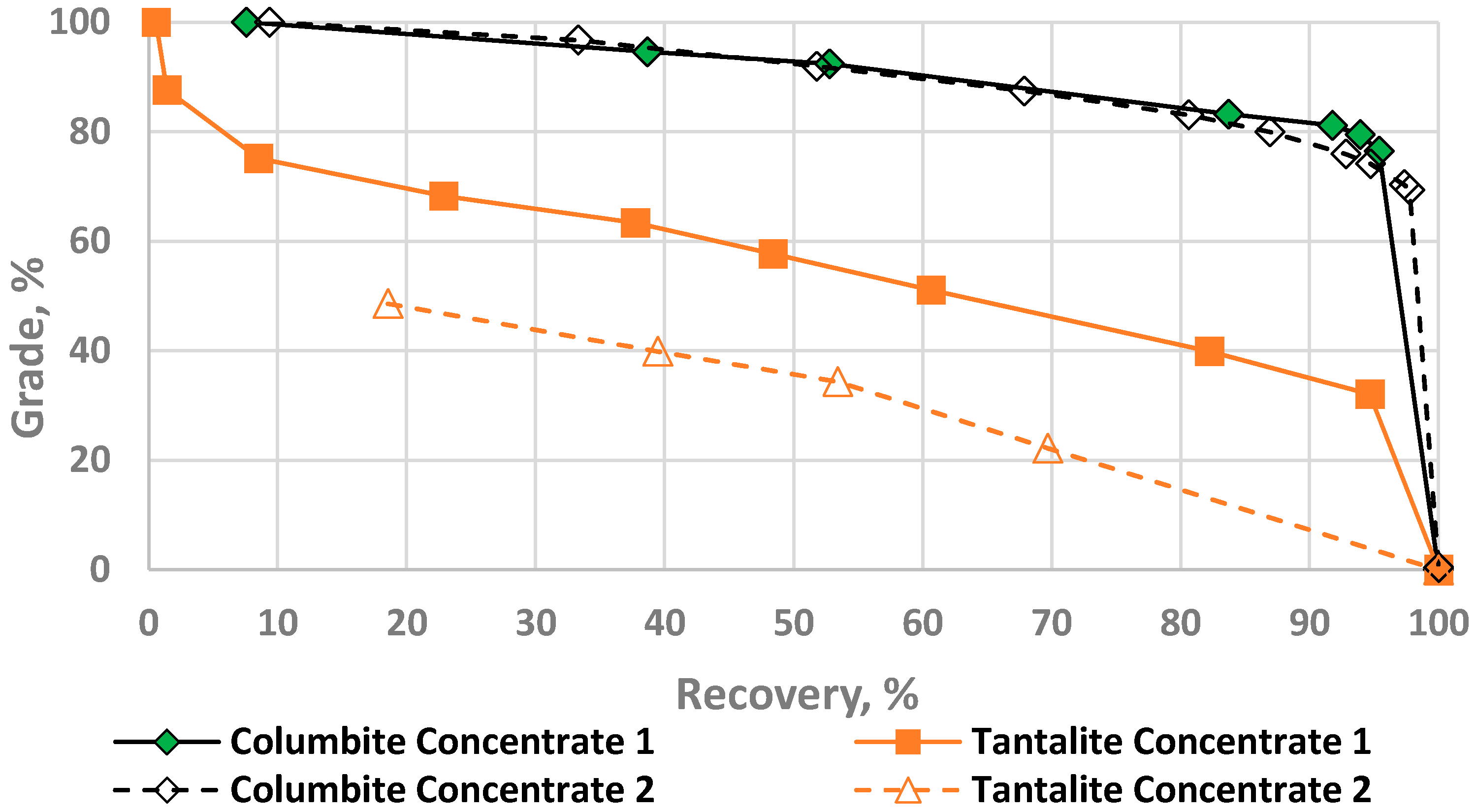
Figure 21.
Columbite and tantalite theoretical grade recovery curves for the first two concentrate products of Wilfley separation.
Figure 21.
Columbite and tantalite theoretical grade recovery curves for the first two concentrate products of Wilfley separation.
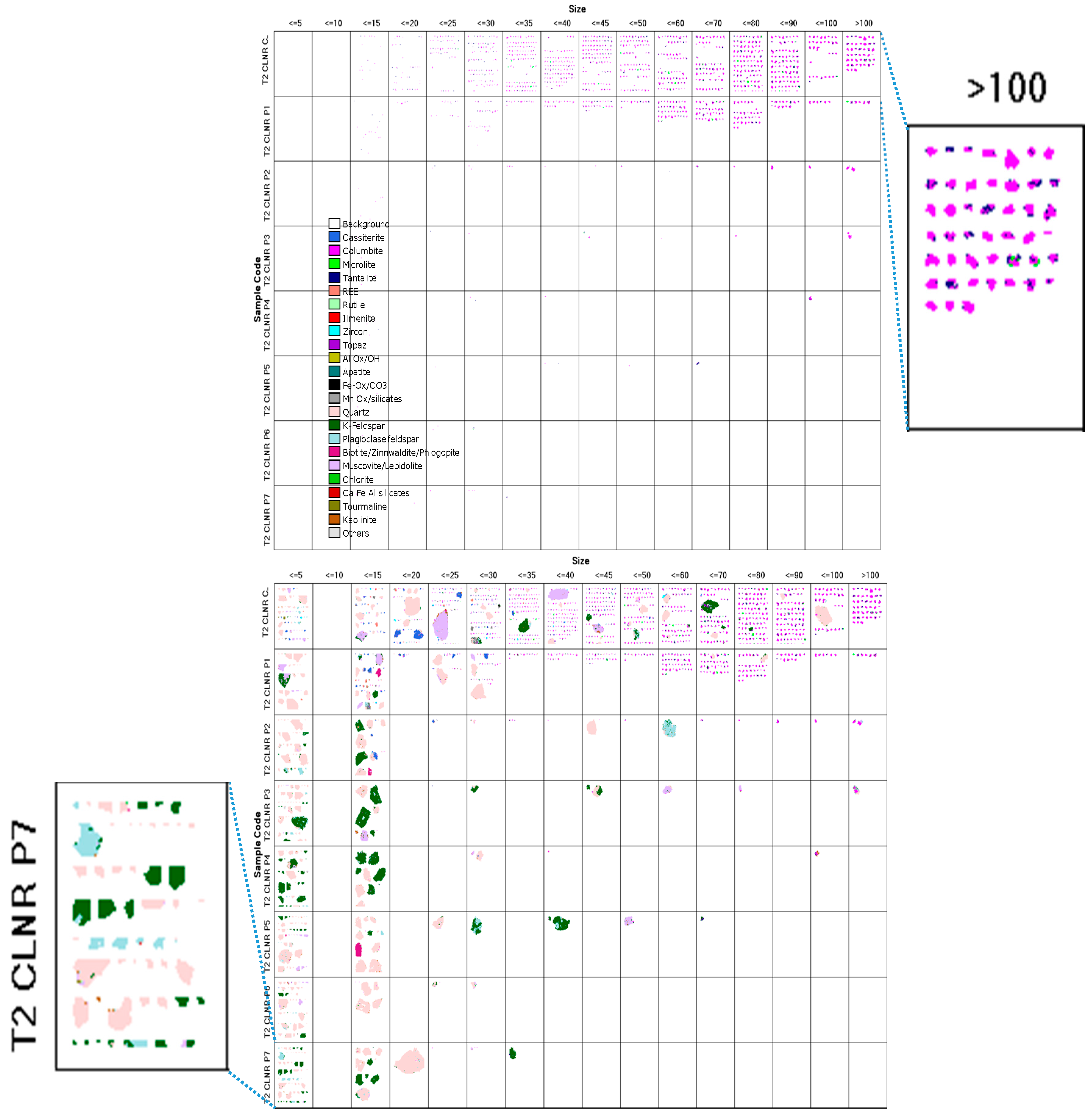
Figure 22.
Ta–Nb vs. Size, Ta–Nb combined and all other minerals invisible for ease of viewing (top); and Ta–Nb combined and all other minerals included (bottom).
Figure 22.
Ta–Nb vs. Size, Ta–Nb combined and all other minerals invisible for ease of viewing (top); and Ta–Nb combined and all other minerals included (bottom).
Table 1.
Size fractions acquired through sieving of a representative sample from Penouta.
Table 1.
Size fractions acquired through sieving of a representative sample from Penouta.
| Sieve Size Fraction | Mass (g) | Mass (%) | Separation Method |
|---|
| +2800 μm | 4.0 | 0.76 | N/A |
| (−2800/+1400) μm | 66.1 | 12.51 | HLS |
| (−1400/+1000) μm | 75.8 | 14.35 |
| (−1000/+710) μm | 61.8 | 11.70 |
| (−710/+500) μm | 65.3 | 12.36 |
| (−500/+355) μm | 62.6 | 11.85 |
| (−355/+250) μm | 57.6 | 10.90 |
| (−250/+180) μm | 46.0 | 8.71 |
| (−180/+125) μm | 39.4 | 7.46 | Mozley Table |
| −125 μm | 49.7 | 9.41 |
Table 2.
Tailings collection times for Knelson concentrator trial, based on movement of feed through the concentrator.
Table 2.
Tailings collection times for Knelson concentrator trial, based on movement of feed through the concentrator.
| Tailing Product | Time (min) | Feed (Kg) |
|---|
| 1 | 0–2 | 1 |
| 2 | 2–6 | 2 |
| 3 | 6–10 | 2 |
| 4 | 10–14 | 2 |
| 5 | 14–20 | 3 |
Table 3.
Products produced from heavy liquid separation using SPT with a specific gravity (SG) = 2.86. Sink and float products are reported as weight per cent of that size fraction and weight per cent of the whole sample.
Table 3.
Products produced from heavy liquid separation using SPT with a specific gravity (SG) = 2.86. Sink and float products are reported as weight per cent of that size fraction and weight per cent of the whole sample.
| Size Fraction (μm) | Original Sample Size (g) | Lost | Sink Product | Float Product |
|---|
| (g) | (wt %) | (g) | (wt % Fraction) | (wt % Total) | (g) | (wt % Fraction) | (wt % Total) | (g) | (wt % Fraction) | (wt % Total) |
|---|
| +2800 | 4 | 0.76 | - | - | - | - | - | - | - | - | - |
| (−2800/+1400) | 66.1 | 12.51 | 0.75 | 1.13 | 0.14 | 0.25 | 0.38 | 0.05 | 65.10 | 98.49 | 12.32 |
| (−1400/+1000) | 75.8 | 14.35 | 0.80 | 1.06 | 0.15 | 0.20 | 0.26 | 0.04 | 74.80 | 98.68 | 14.16 |
| (−1000/+710) | 61.8 | 11.70 | 0.68 | 1.10 | 0.13 | 0.19 | 0.31 | 0.04 | 60.93 | 98.59 | 11.53 |
| (−710/+500) | 65.3 | 12.36 | 0.79 | 1.21 | 0.15 | 0.27 | 0.41 | 0.05 | 64.24 | 98.38 | 12.16 |
| (−500/+355) | 62.6 | 11.85 | 1.20 | 1.92 | 0.23 | 1.50 | 2.40 | 0.28 | 59.90 | 95.69 | 11.34 |
| (−355/+250) | 57.6 | 10.90 | 1.40 | 2.43 | 0.27 | 1.10 | 1.91 | 0.21 | 55.10 | 95.66 | 10.43 |
| (−250/+180) | 46 | 8.71 | 1.40 | 3.04 | 0.27 | 0.50 | 1.09 | 0.09 | 44.10 | 95.87 | 8.35 |
| (−180/+125) | 39.4 | 7.46 | Too fine for HLS—analysed with Mozley Table |
| −125 | 49.7 | 9.41 |
| Total | 528.3 | 100.00 | - | 1.33 | - | 0.76 | - | 80.29 |
Table 4.
Cassiterite liberation. 80% liberation is required for mineral processing.
Table 4.
Cassiterite liberation. 80% liberation is required for mineral processing.
| Cassiterite Liberation |
|---|
| Sample | ≤10% | ≤20% | ≤30% | ≤40% | ≤50% | ≤60% | ≤70% | ≤80% | ≤90% | ≤100% |
|---|
| (−2800/+500) μm | 5.77 | 6.29 | 1.43 | 7.26 | 8.98 | 16.43 | 8.11 | 6.70 | 5.92 | 33.11 |
| (−500/+180) μm | 12.69 | 8.69 | 13.83 | 14.77 | 9.23 | 0.00 | 0.00 | 0.00 | 13.20 | 27.58 |
Table 5.
Cassiterite liberation. 80% liberation is required for mineral processing.
Table 5.
Cassiterite liberation. 80% liberation is required for mineral processing.
| Cassiterite Liberation |
|---|
| Sample | ≤10% | ≤20% | ≤30% | ≤40% | ≤50% | ≤60% | ≤70% | ≤80% | ≤90% | ≤100% |
|---|
| FC1 (Fine Concentrations) | 0.86 | 0.00 | 0.00 | 0.20 | 7.17 | 3.67 | 1.28 | 3.00 | 5.66 | 78.16 |
| RT1 (Rough Tailings) | 1.57 | 0.00 | 0.00 | 0.00 | 77.49 | 0.00 | 0.00 | 0.00 | 0.00 | 20.94 |
| FT1 (Fine Tails) | 0.27 | 0.00 | 0.00 | 0.00 | 0.00 | 0.32 | 0.00 | 0.00 | 0.00 | 99.41 |
Table 6.
Summary table of EPMA results for point analysis (wt %).
Table 6.
Summary table of EPMA results for point analysis (wt %).
| Mineral | Na2O | F | Ta2O5 | Nb2O5 | MgO | SnO2 | MnO | CaO | FeO | TiO2 | Totals | No. of Samples |
|---|
| Mangano-columbite | Mean | b.d. * | b.d. | 20.3 | 59.9 | 0.1 | 0.1 | 15.0 | b.d. | 3.8 | 0.1 | 99.1 | 13 |
| Std. Dev | - | - | 5.6 | 5.3 | 0.0 | 0.0 | 1.0 | - | 1.1 | 0.0 | 0.5 |
| Mangano-tantalite | Mean | b.d. | b.d. | 50.2 | 32.1 | b.d. | 0.3 | 13.4 | b.d. | 3.0 | 0.1 | 99.0 | 4 |
| Std. Dev | - | - | 8.9 | 8.7 | - | 0.1 | 1.0 | - | 1.3 | 0.0 | 0.4 |
| Microlite | Mean | 6.0 | 4.0 | 72.6 | 4.4 | b.d. | 1.5 | 0.1 | 10.7 | b.d. | 0.2 | 99.2 | 3 |
| Std. Dev | 0.1 | 0.2 | 0.2 | 0.1 | - | 0.0 | 0.0 | 0.1 | - | 0.0 | 0.3 |
| Cassiterite | Mean | 0.1 | 0.2 | 2.2 | 0.6 | 0.1 | 98.3 | 0.1 | b.d. | 0.4 | 0.1 | 100.8 | 39 |
| Std. Dev | 0.0 | 0.0 | 1.8 | 0.3 | 0.0 | 2.7 | 0.1 | - | 0.3 | 0.1 | 0.6 |
Table 7.
Comparison of results of centrifugal separation measured using SQ-XRF.
Table 7.
Comparison of results of centrifugal separation measured using SQ-XRF.
| Product | Recovery | Recovery [18] |
|---|
| Ta | 63.6% | 61.9% |
| Sn | 40.0% | 46.4% |


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}