Optimisation of a Multi-Gravity Separator with Novel Modifications for the Recovery of Ferberite

Abstract
:1. Introduction
1.1. Background
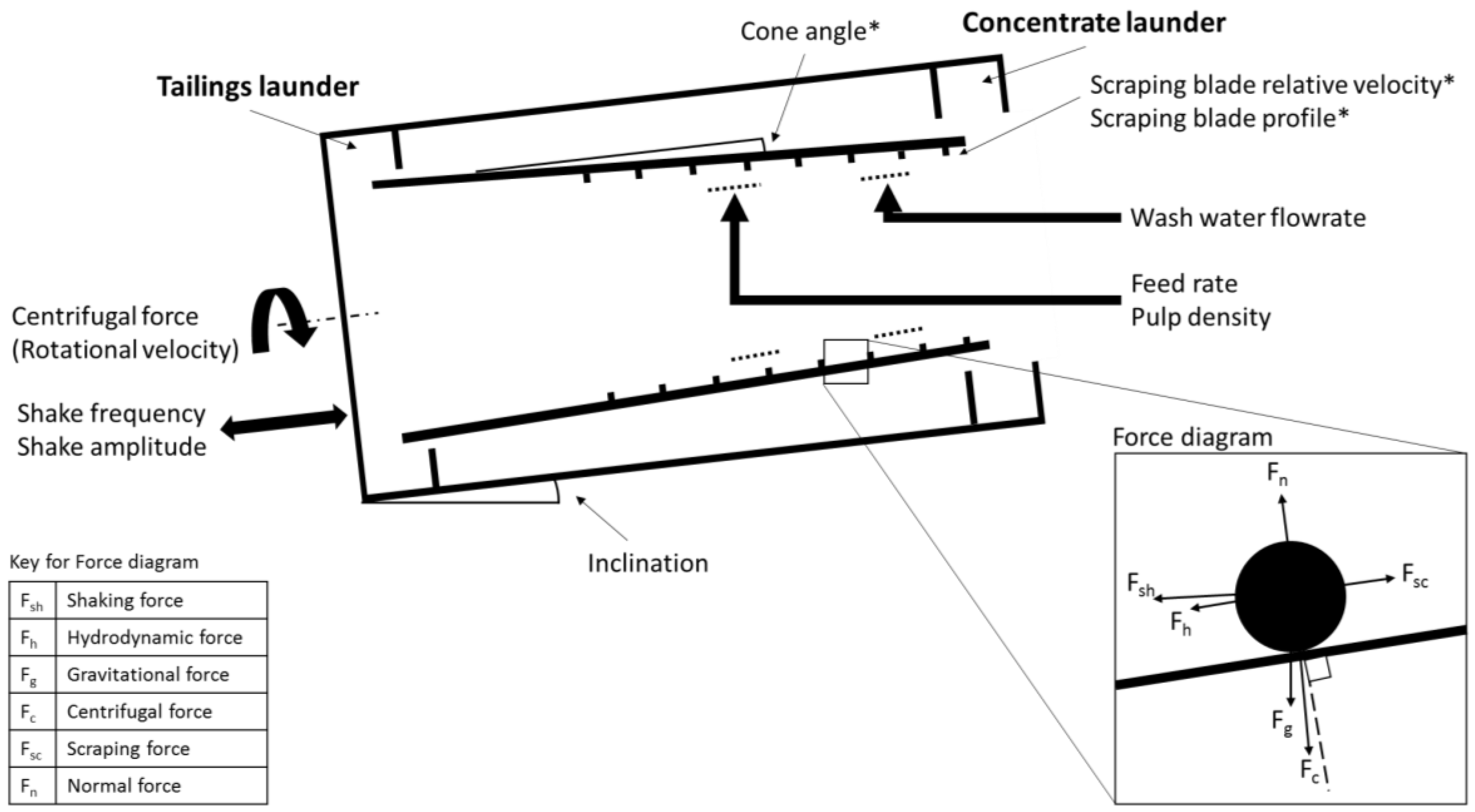
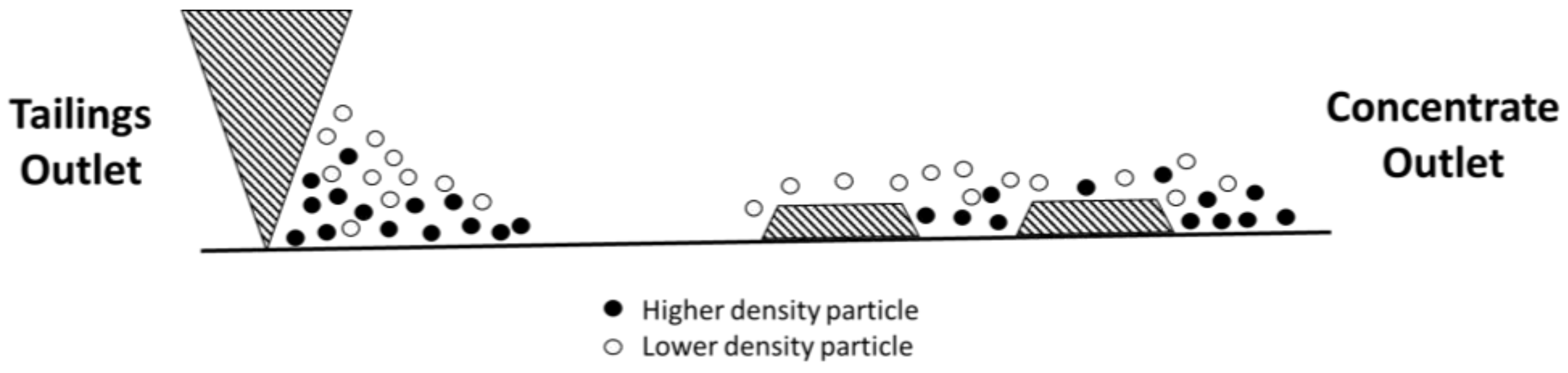
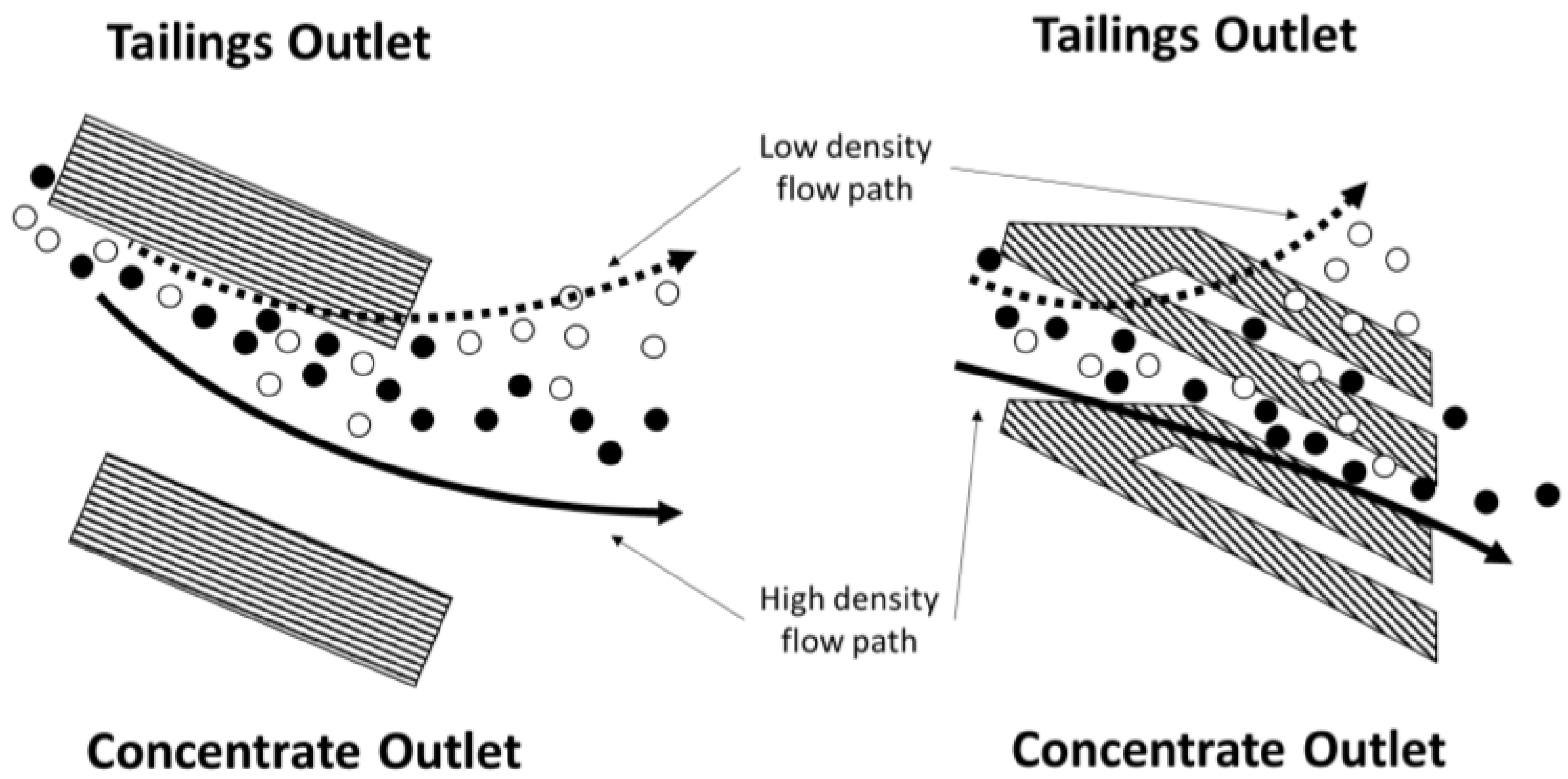
1.2. Multi-Gravity Separator Device
2. Materials and Methods
2.1. Ore Sample
2.2. Chemical and Mineralogical Analysis
2.3. Experimental Approach for Selective Concentration by Enhanced Gravity Separator
3. Results and Discussion
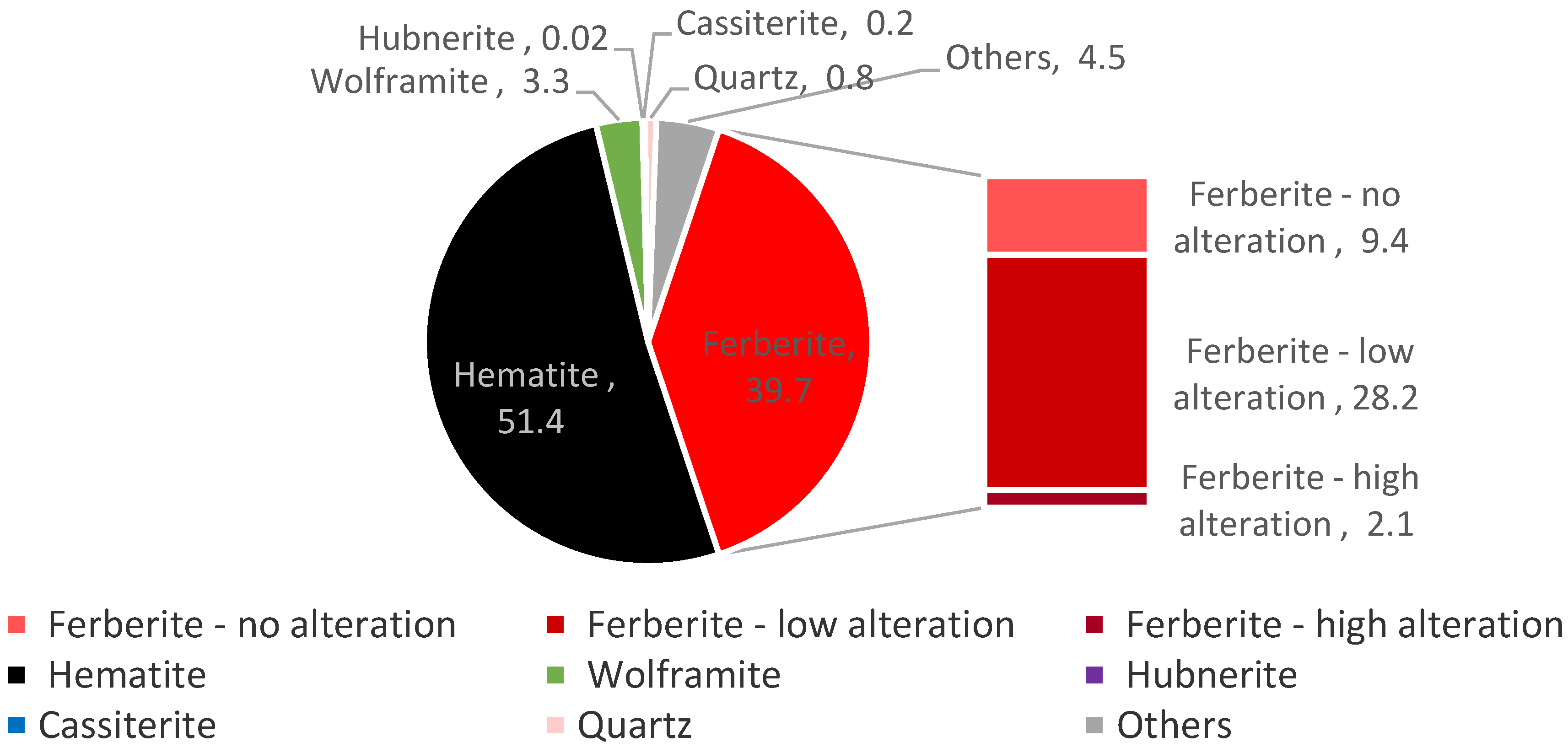
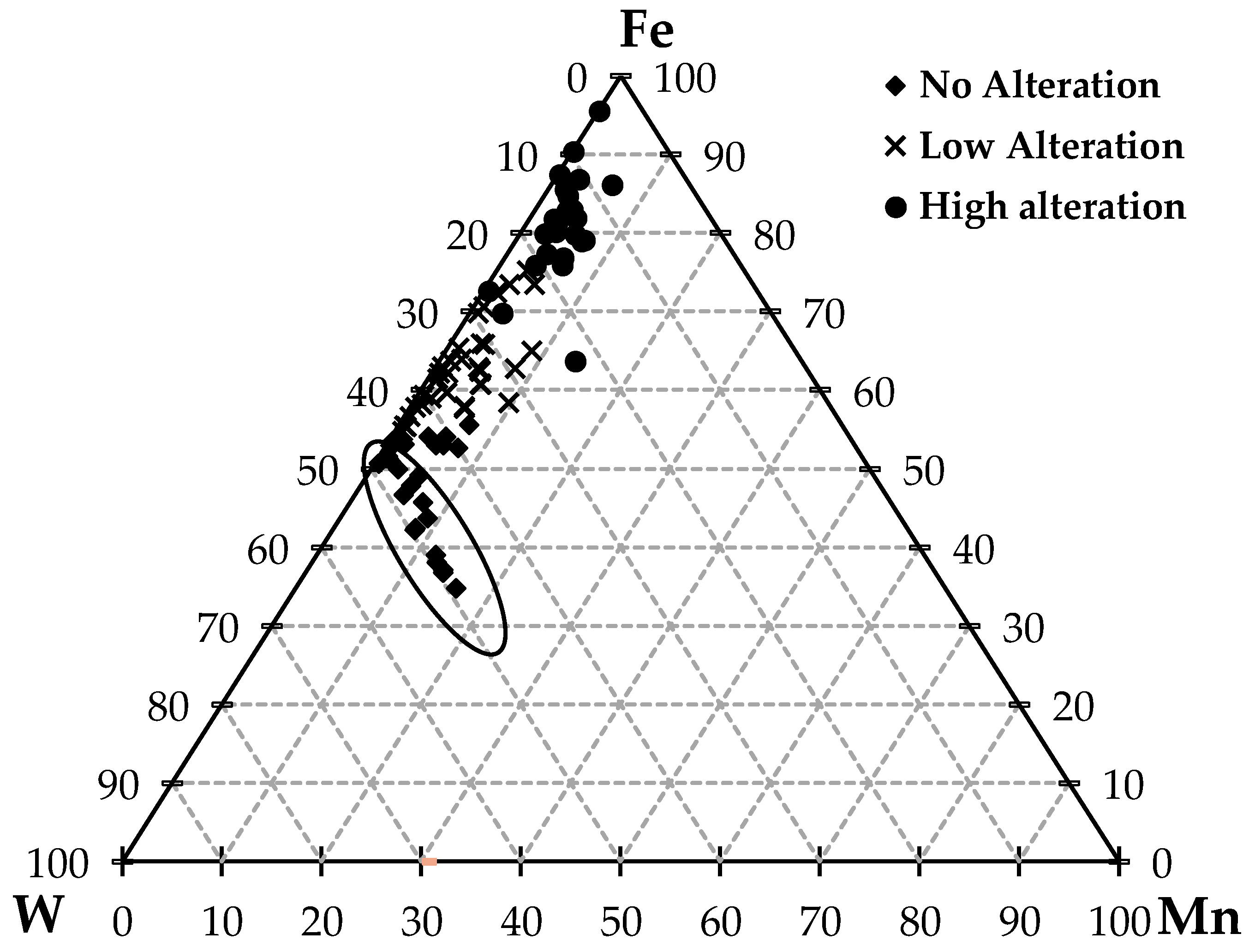
3.1. Sample Characterisation by Chemical and Mineralogcial Analysis
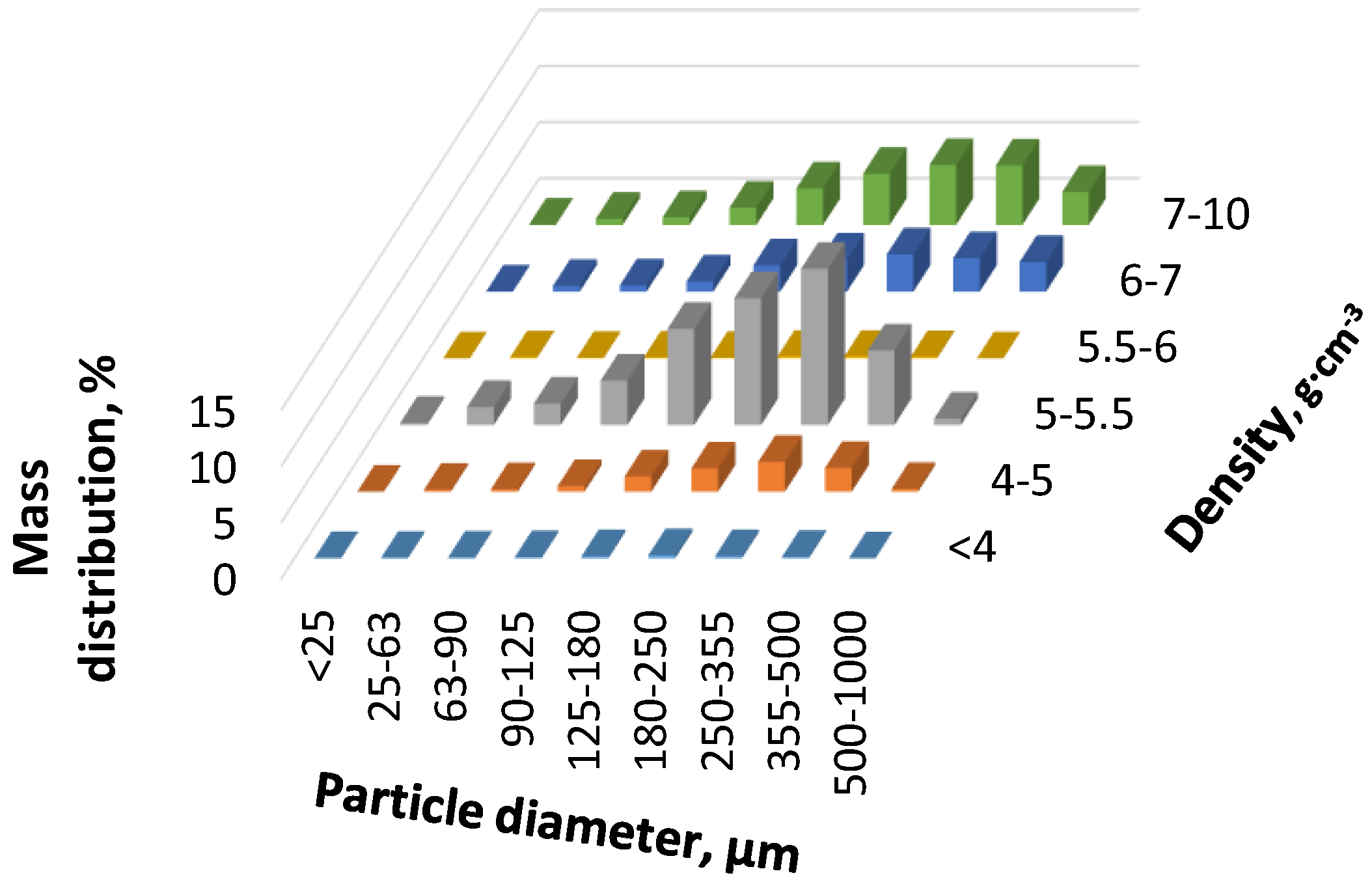
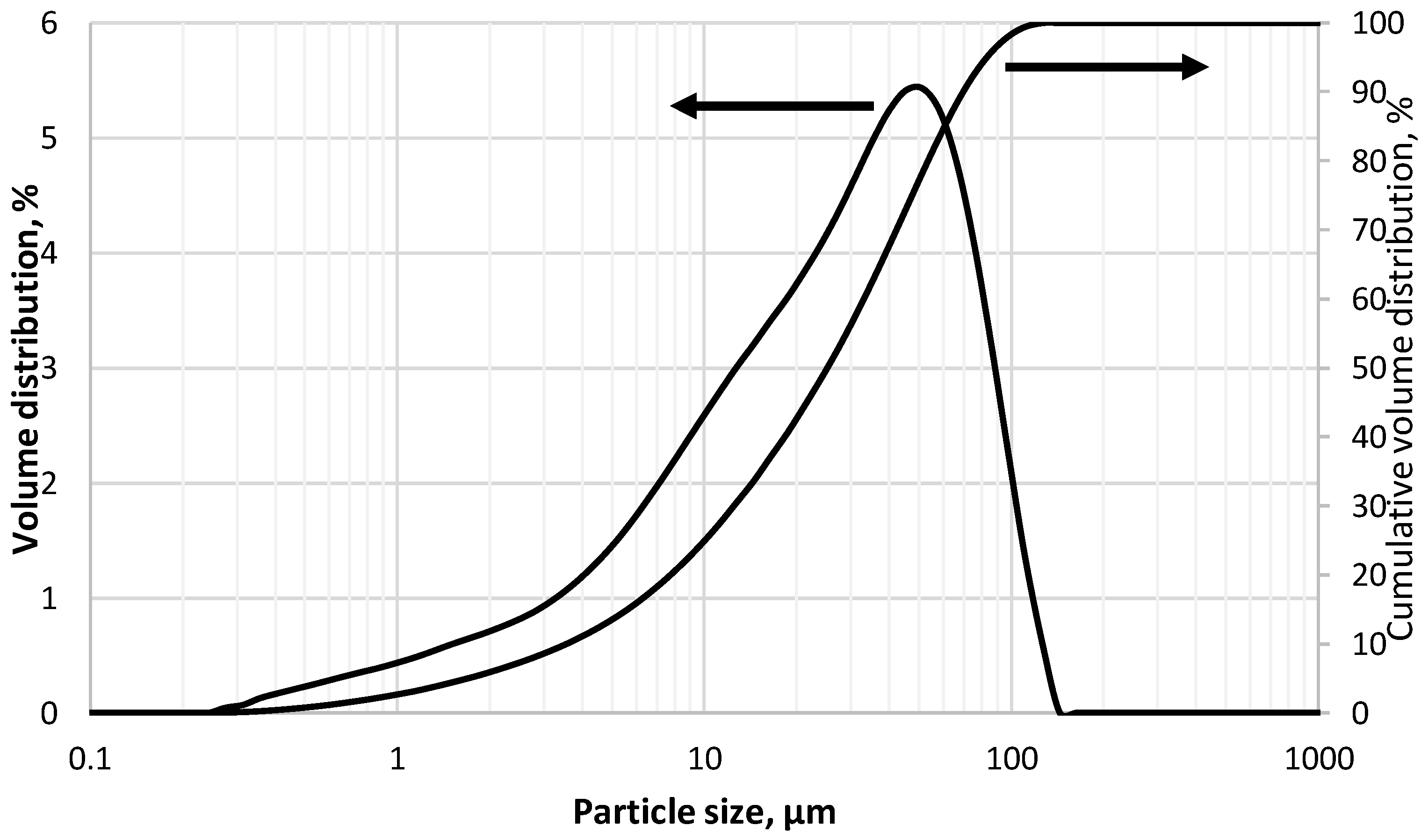
3.2. Particle Size Analysis
3.3. Selective Concentration by Enhanced Gravity Concentrator
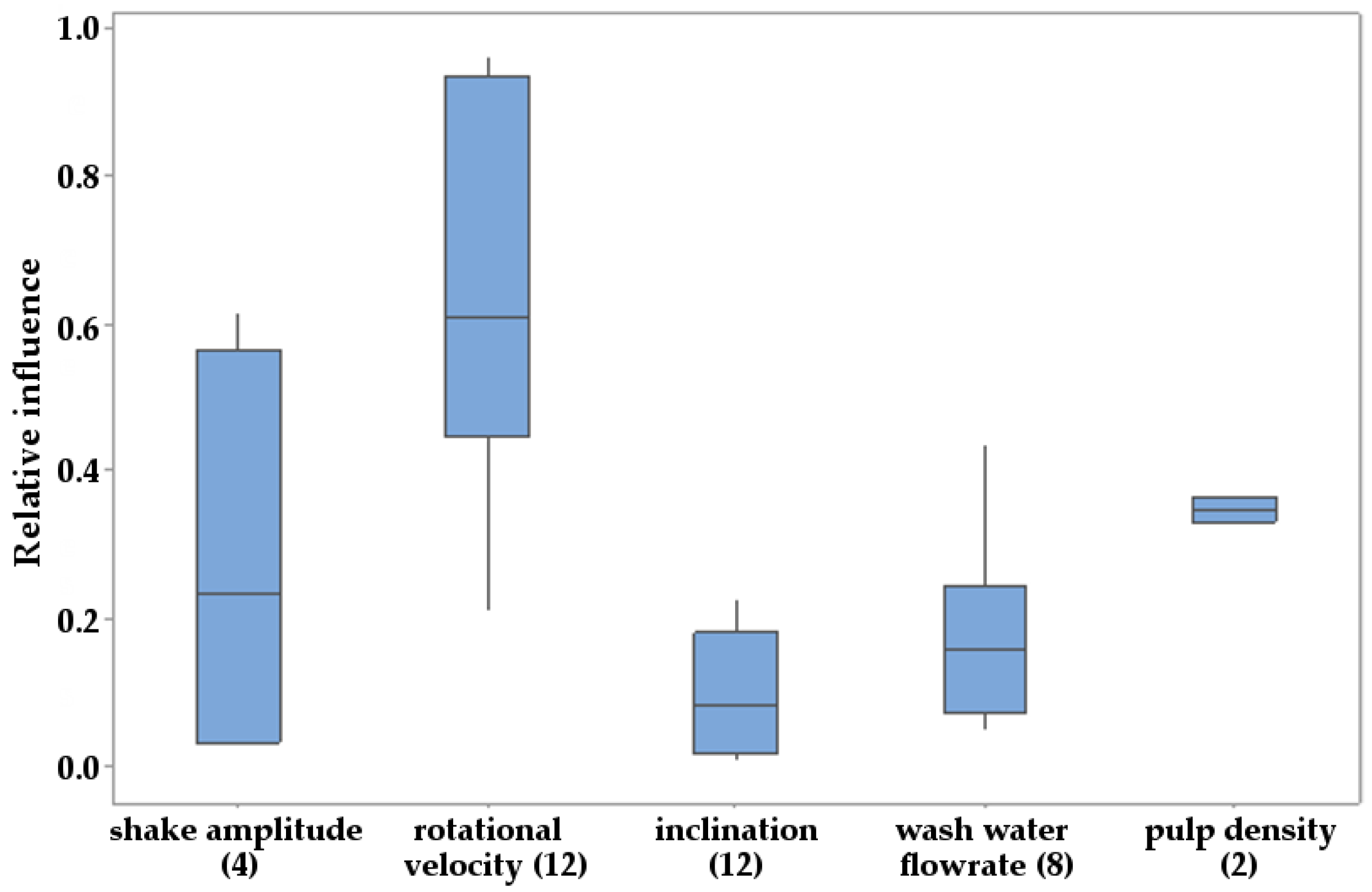
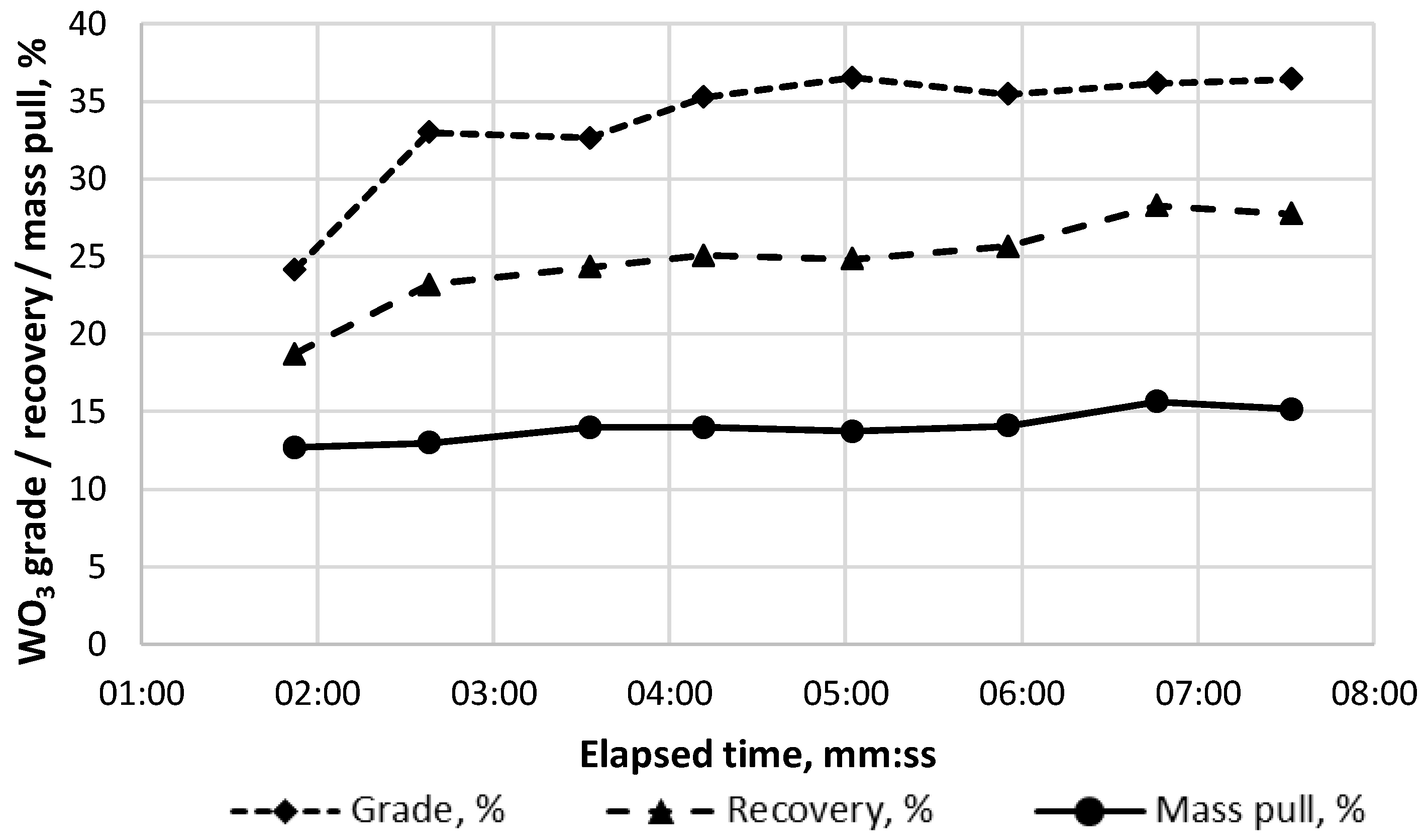
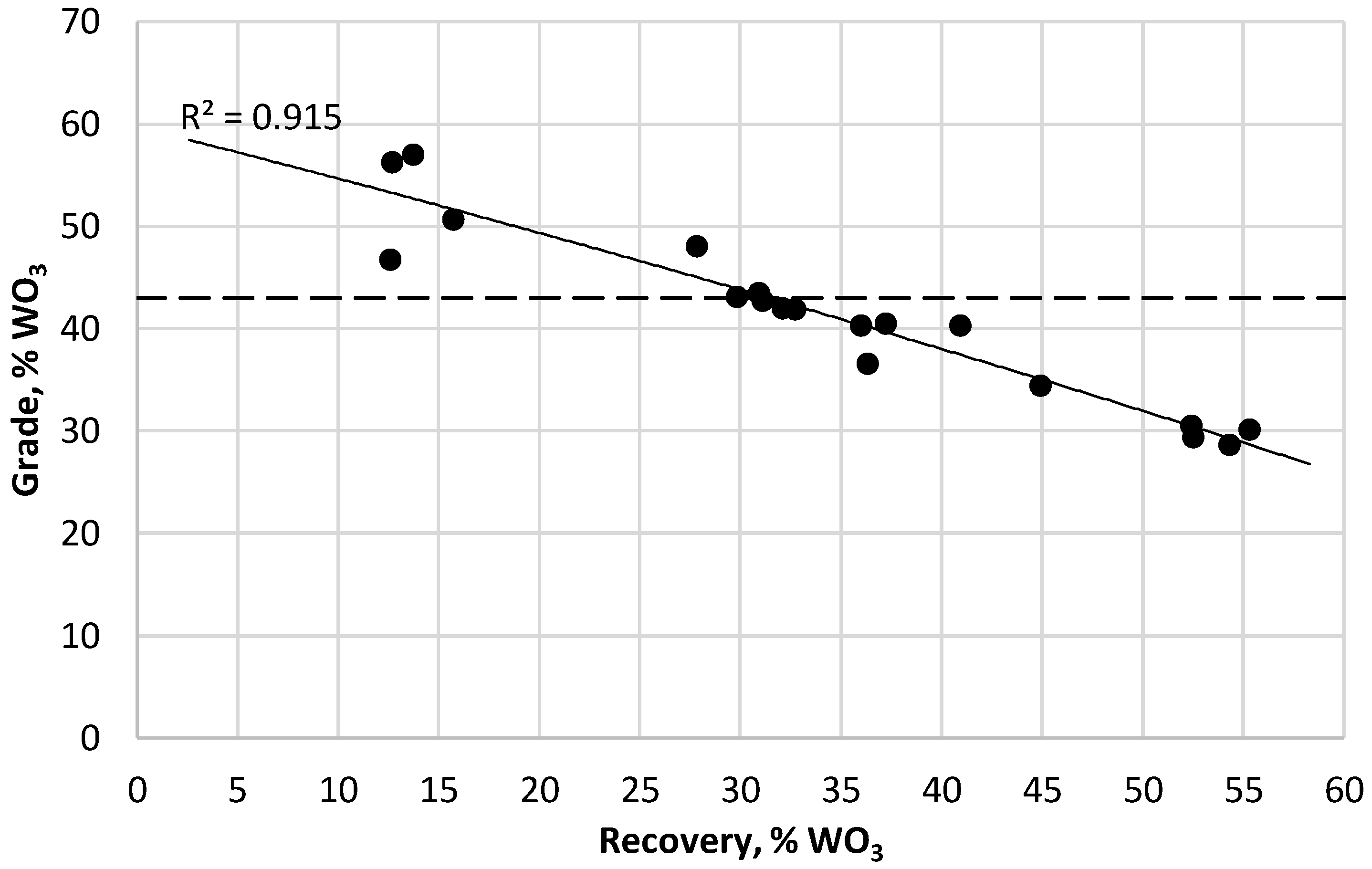
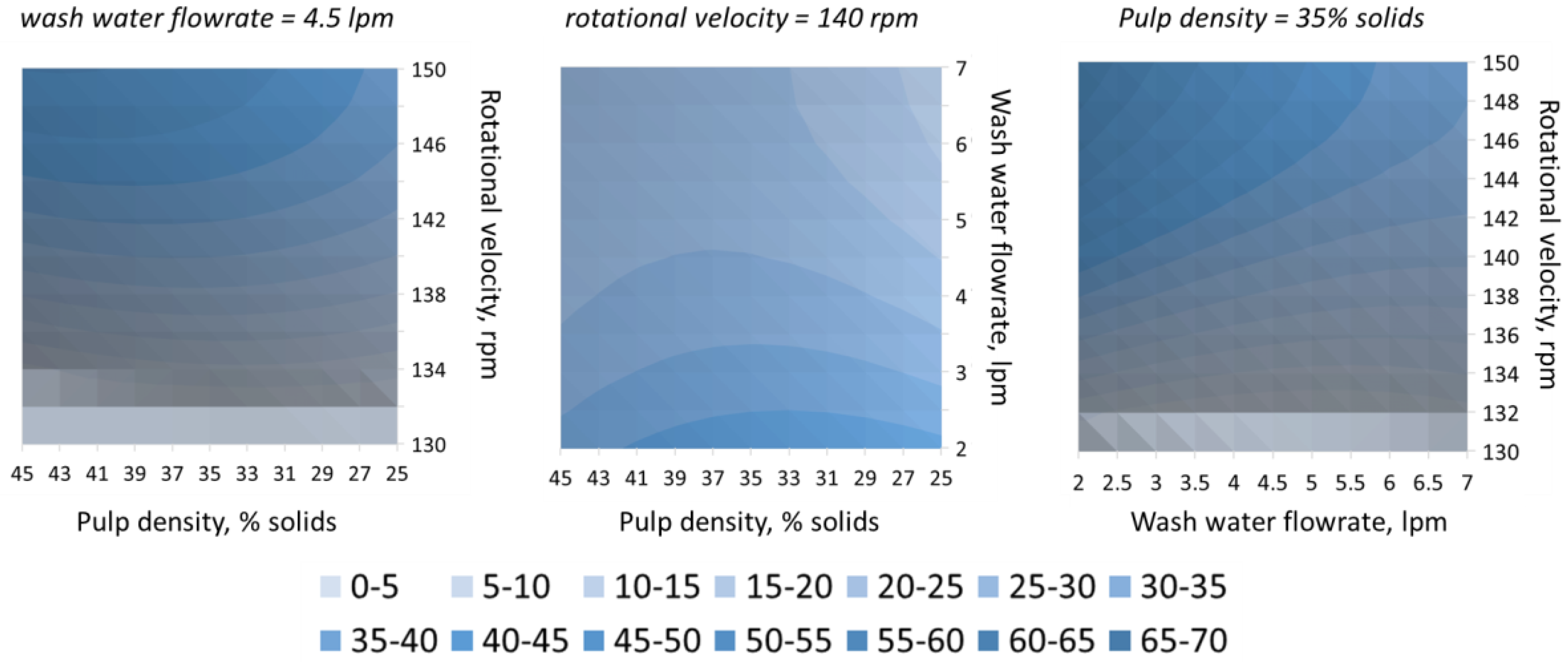
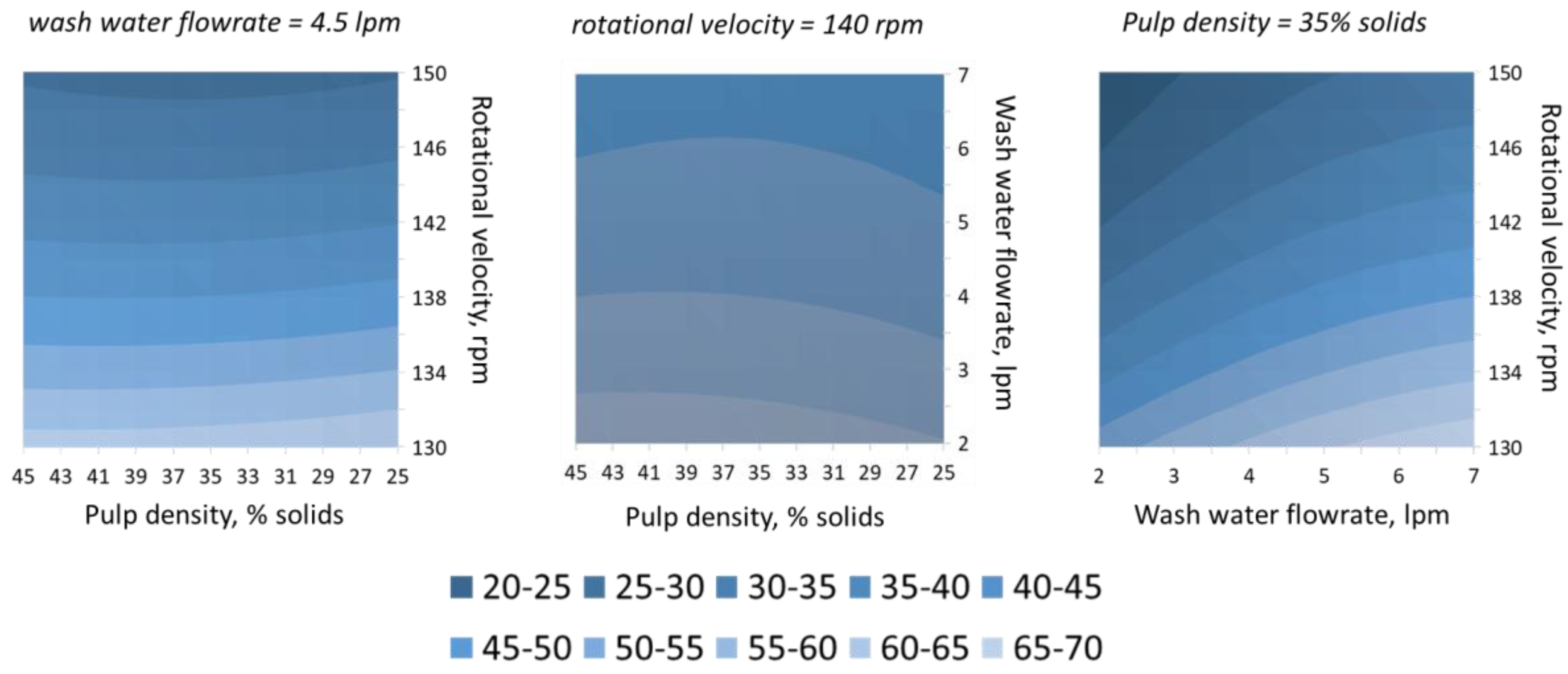
3.3.1. Experimental Results
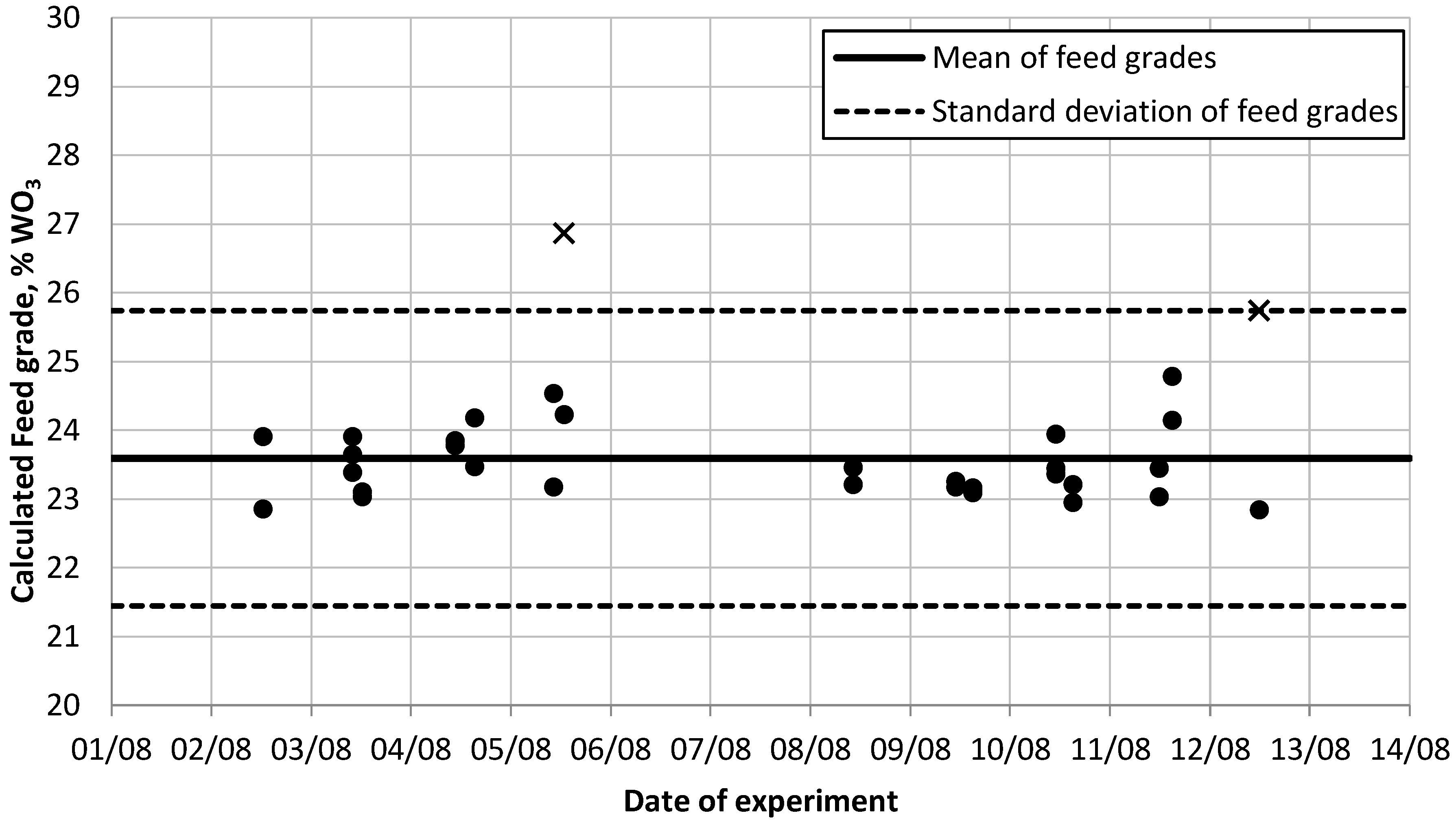
3.3.2. Validation of Results
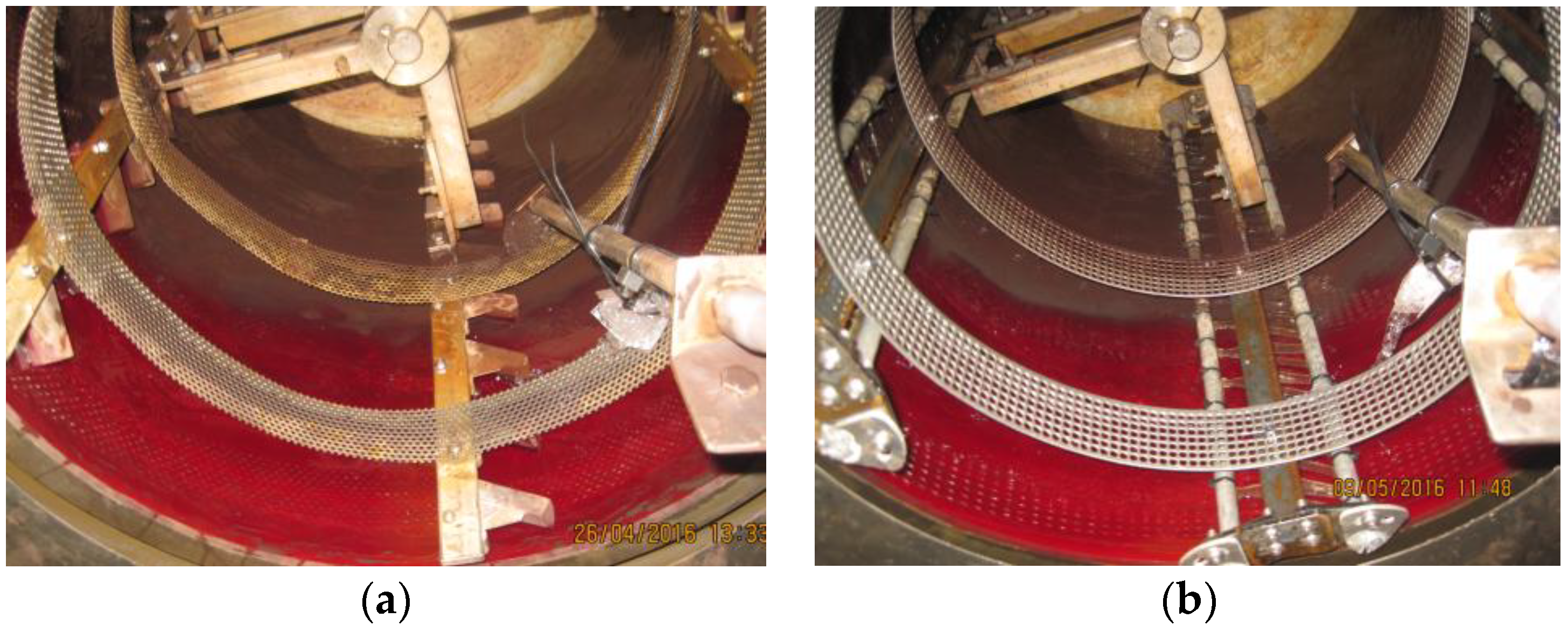
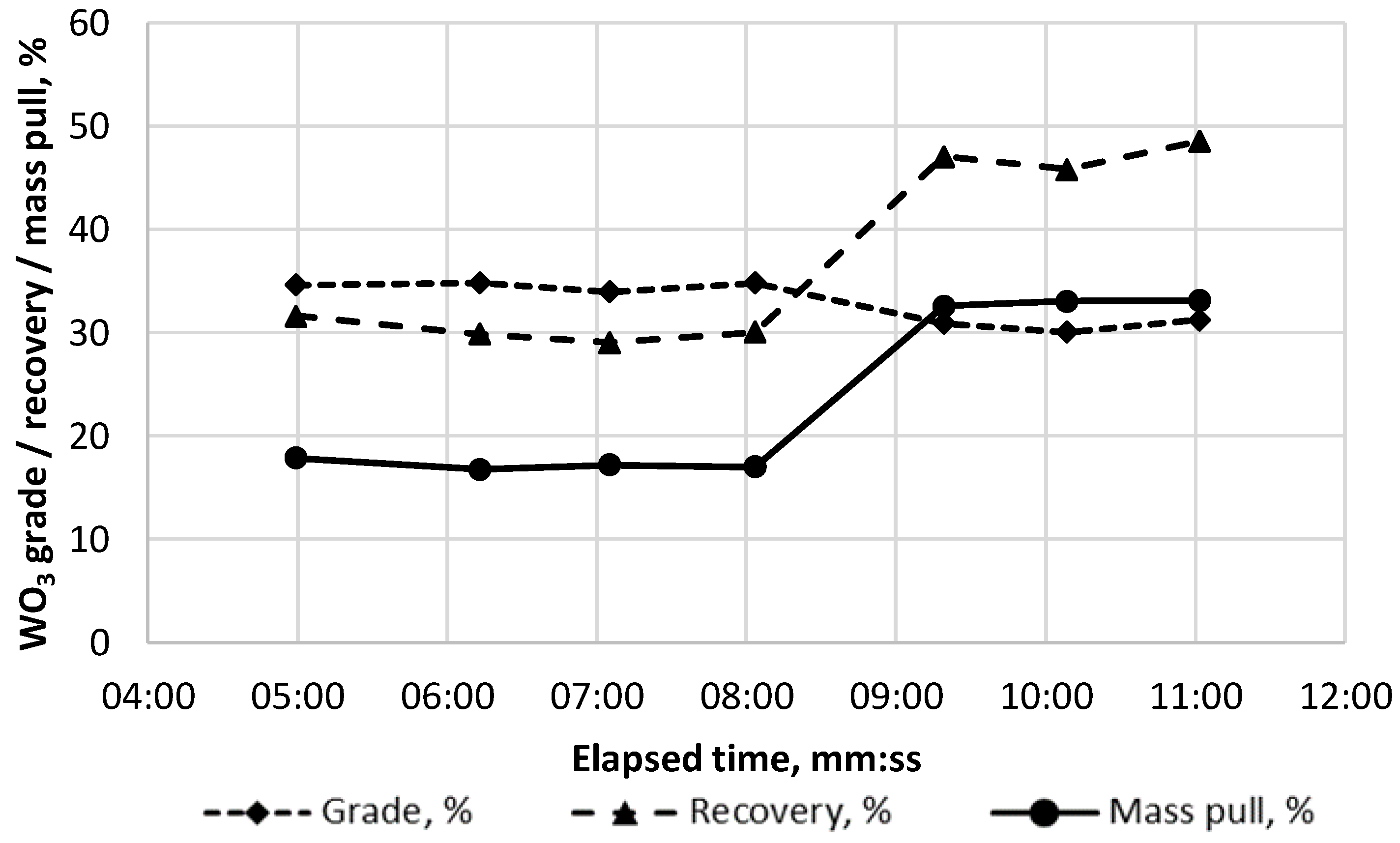
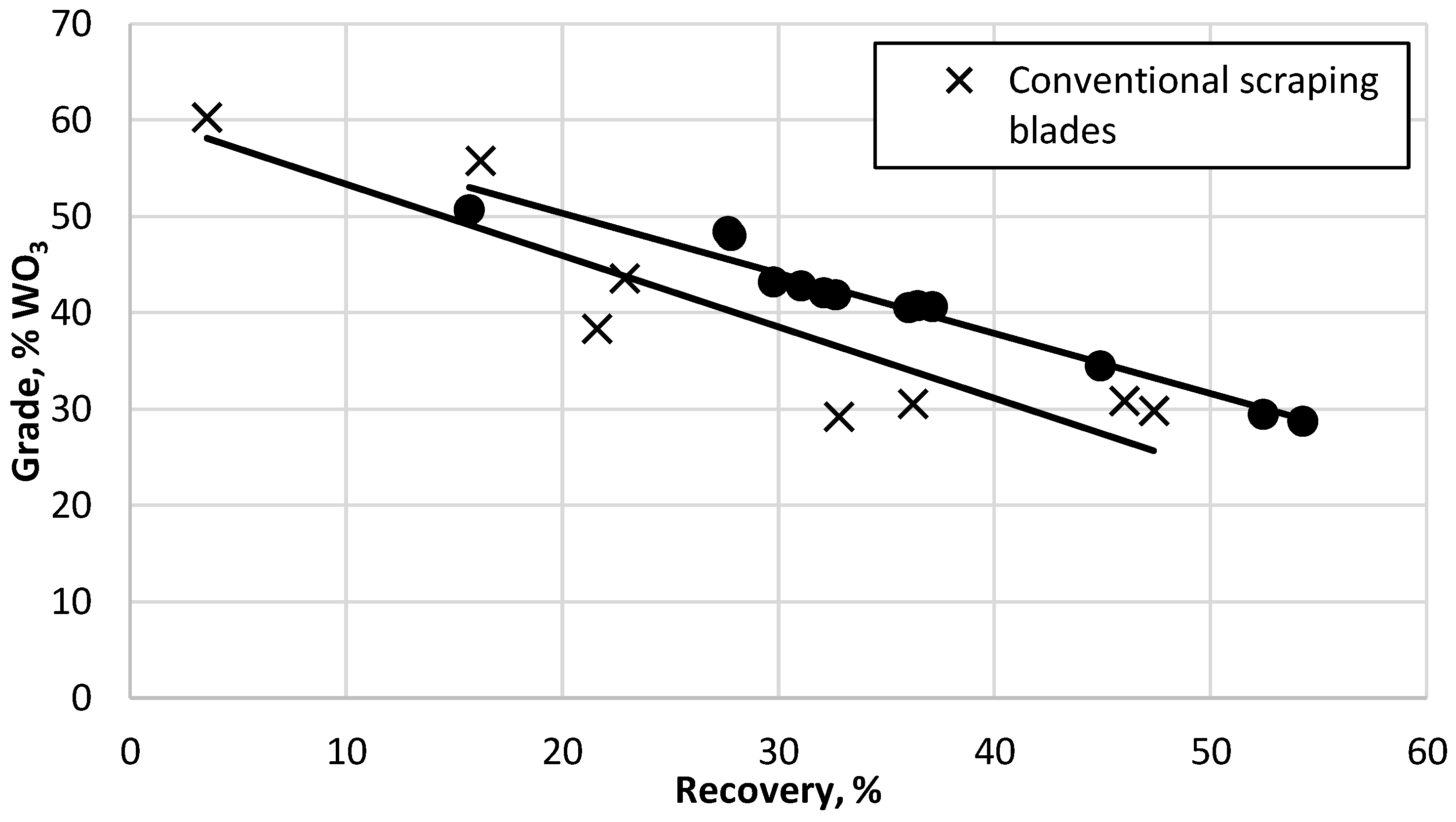
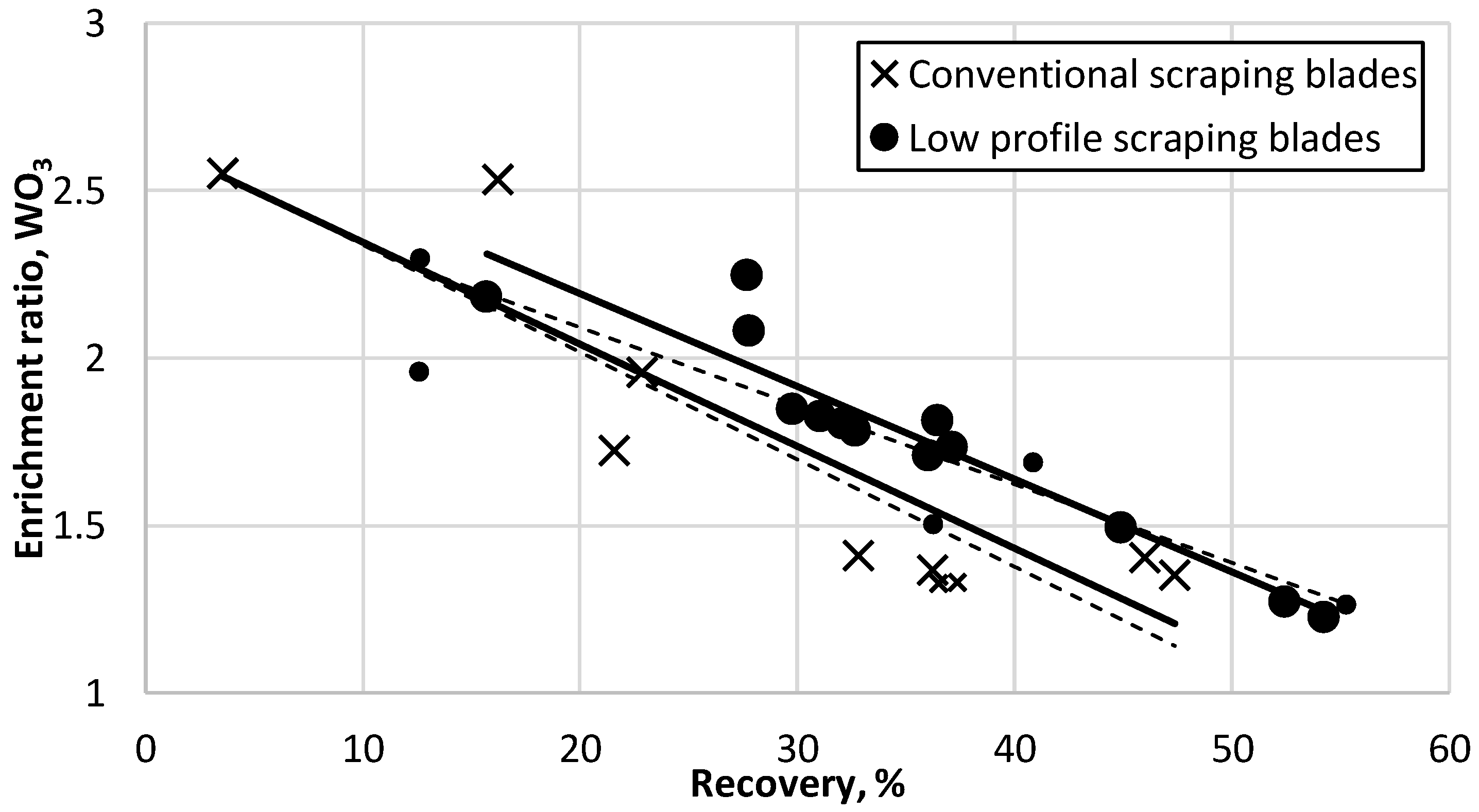
3.3.3. Comparison to Conventional Scraping Blades
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
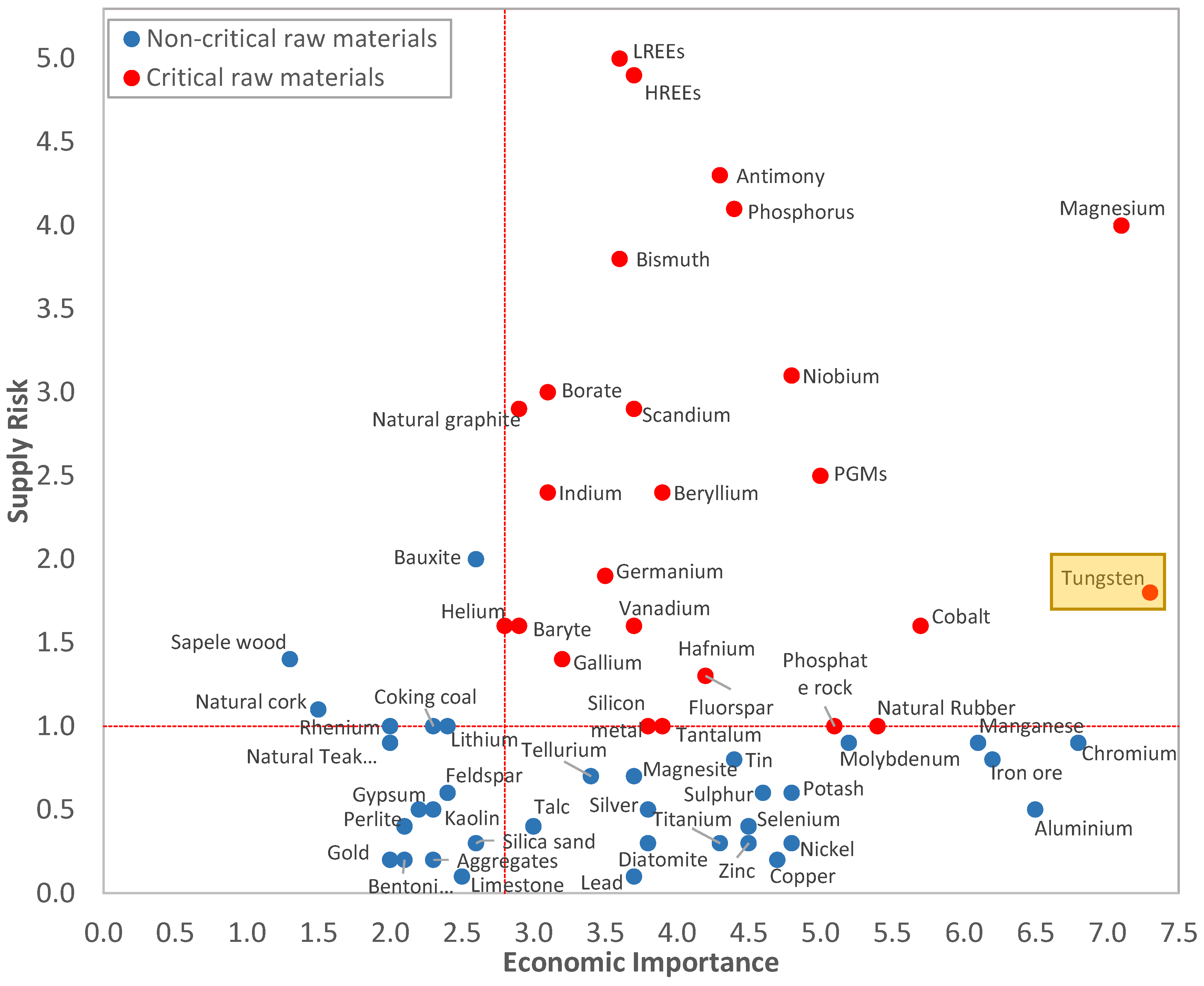
- European Commission. Study on the Review of the List of Critical Raw Materials; European Commission: Brussels, Belgium, 2017; pp. 33–35. [Google Scholar]
- European Commission. Report on Critical Raw Materials for the EU—Critical Raw Materials Profiles; European Commission: Brussels, Belgium, 2015; pp. 193–202. [Google Scholar]
- Chan, B.S.K.; Mozley, R.H.; Childs, G.J.C. Extended trials with the high tonnage multi-gravity separator. Miner. Eng. 1991, 4, 489–496. [Google Scholar] [CrossRef]
- Glass, H.J. Separating small particles with the multi-gravity separator. In Innovation in Physical Separation Technologies: Richard Mozley Memorial Volume. Papers Presented at the “Innovation in Physical Separation Technologies” Conference; IMM: London, UK, 1998; pp. 161–171. ISBN 978-1-870706-33-9. [Google Scholar]
- Ahmadabadi, A.D.; Hejazi, R.; Saghaeian, S.M. Statistical evaluation and optimization of multi-gravity separator (MGS) parameters for upgrading of chadormalu ultra-fine haematite tailings. In Proceedings of the International Mineral Processing Congress—IMPC 2012, New Delhi, India, 23–28 September 2012; pp. 2016–2025. [Google Scholar]
- Aslan, N. Application of response surface methodology and central composite rotatable design for modeling the influence of some operating variables of a Multi-Gravity Separator for coal cleaning. Fuel 2007, 86, 769–776. [Google Scholar] [CrossRef]
- Turner, J.W.G.; Hallewell, M.P. Process improvements for fine cassiterite recovery at Wheal Jane. Miner. Eng. 1993, 6, 817–829. [Google Scholar] [CrossRef]
- Venkateswara, G.; Sharma, S.K.; Markandeya, R. Modeling and optimization of Multigravity separator for recovery of Iron values from Sub Grade Iron Ore. In Proceedings of the International Mineral Processing Congress—IMPC 2014, Santiago, Chile, 20–24 October 2014. [Google Scholar]
- Aslan, N. Application of response surface methodology and central composite rotatable design for modeling and optimization of a multi-gravity separator for chromite concentration. Powder Technol. 2008, 185, 80–86. [Google Scholar] [CrossRef]
- Chaurasia, R.C.; Nikkam, S. Optimization Studies on a Multi-Gravity Separator Treating Ultrafine Coal. Int. J. Coal Prep. Util. 2017, 37, 195–212. [Google Scholar] [CrossRef]
- Ozgen, S. Modelling and optimization of clean chromite production from fine chromite tailings by a combination of multigravity separator and hydrocyclone. J. South. Afr. Inst. Min. Metall. 2012, 112, 387–394. [Google Scholar]
- Rao, G.V.; Markandeya, R.; Sharma, S.K. Process amenability studies of sub grade iron ore from Bacheli complex, Bailadila sector, India. In Proceedings of the International Mineral Processing Congress—IMPC 2012, New Delhi, India, 23–28 September 2012; pp. 1840–1860. [Google Scholar]
- Pascoe, R.D.; Power, M.R.; Simpson, B. QEMSCAN analysis as a tool for improved understanding of gravity separator performance. Miner. Eng. 2007, 20, 487–495. [Google Scholar] [CrossRef]
- Obeng, D.P.; Morrell, S.; Napier-Munn, T.J. Application of central composite rotatable design to modelling the effect of some operating variables on the performance of the three-product cyclone. Int. J. Miner. Process. 2005, 76, 181–192. [Google Scholar] [CrossRef]
- Napier-Munn, T.J. Statisitcal Methods for Mineral Engineers—How to Design Experiments and Analyse Data; Julius Kruttschnitt Mineral Research Centre: Indooroopilly, QLD, Australia, 2014; ISBN 978-0-9803622-4-4. [Google Scholar]
- Keats, W. Alteration and Replacement of Wolframite in the Hemerdon Tungsten Deposit, Devon. Ph.D. Thesis, Camborne School of Mines, Camborne, UK, 1981. [Google Scholar]
- Wills, B.A.; Finch, J. Wills’ Mineral Processing Technology, Eighth Edition: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery, 8th ed.; Butterworth-Heinemann: Oxford, UK, 2015; ISBN 978-0-08-097053-0. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coded Variable Value | |||||
|---|---|---|---|---|---|
| −β | −1 | 0 | +1 | +β | |
| xn,min | xn,max | ||||
| Rotational velocity, rpm (x1) | 130 | 134.1 | 140 | 145.9 | 150 |
| Wash water flowrate, lpm (x2) | 2 | 3 | 4.5 | 6 | 7 |
| Pulp density, % solids (x3) | 25 | 29.1 | 35 | 40.9 | 45 |
| Std Order | Coded | Uncoded | ||||
|---|---|---|---|---|---|---|
| x1 | x2 | x3 | Rotational Velocity, rpm | Wash Water Flowarate, lpm | Pulp Density, % Solids | |
| 1 | −1 | −1 | −1 | 134.1 | 3 | 29.1 |
| 2 | 1 | −1 | −1 | 145.9 | 3 | 29.1 |
| 3 | −1 | 1 | −1 | 134.1 | 6 | 29.1 |
| 4 | 1 | 1 | −1 | 145.9 | 6 | 29.1 |
| 5 | −1 | −1 | 1 | 134.1 | 3 | 40.9 |
| 6 | 1 | −1 | 1 | 145.9 | 3 | 40.9 |
| 7 | −1 | 1 | 1 | 134.1 | 6 | 40.9 |
| 8 | 1 | 1 | 1 | 145.9 | 6 | 40.9 |
| 9 | −β | 0 | 0 | 130.1 | 4.5 | 35 |
| 10 | +β | 0 | 0 | 149.9 | 4.5 | 35 |
| 11 | 0 | −β | 0 | 140 | 2 | 35 |
| 12 | 0 | +β | 0 | 140 | 7 | 35 |
| 13 | 0 | 0 | −β | 140 | 4.5 | 25.1 |
| 14 | 0 | 0 | +β | 140 | 4.5 | 44.9 |
| 15 | 0 | 0 | 0 | 140 | 4.5 | 35 |
| 16 | 0 | 0 | 0 | 140 | 4.5 | 35 |
| 17 | 0 | 0 | 0 | 140 | 4.5 | 35 |
| 18 | 0 | 0 | 0 | 140 | 4.5 | 35 |
| 19 | 0 | 0 | 0 | 140 | 4.5 | 35 |
| 20 | 0 | 0 | 0 | 140 | 4.5 | 35 |
| Analysis Type | WO3 | Fe3 | Mn | Sn2 | Si2 |
|---|---|---|---|---|---|
| XRF | 22.95 | 53.09 | 0.72 | 1.33 | 0.18 |
| QEMSCAN | 20.45 | 49.71 | 0.39 | 0.15 | 0.34 |
| Background | Wolframite | Ferberite | Hubnerite | Cassiterite | Fe Oxide | Quartz | |
|---|---|---|---|---|---|---|---|
| Background | 0.00 | 8.3 | 47.1 | 4.1 | 24.3 | 59.5 | 32.3 |
| Wolframite | 1.5 | 0.0 | 27.2 | 73.0 | 3.3 | 0.5 | 1.0 |
| Ferberite | 27.5 | 86.4 | 0.0 | 20.2 | 30.5 | 11.2 | 13.3 |
| Hubnerite | 0.0 | 0.8 | 0.1 | 0.0 | 0.0 | 0.0 | 0.0 |
| Cassiterite | 0.2 | 0.2 | 0.4 | 0.0 | 0.0 | 0.2 | 0.5 |
| Fe Oxide | 60.9 | 2.9 | 19.7 | 0.9 | 25.0 | 0.0 | 43.3 |
| Quartz | 2.2 | 0.4 | 1.5 | 0.0 | 4.2 | 2.8 | 0.0 |
| Model | Adjusted R2 Measure of Fit |
|---|---|
| WO3 Grade | 95.4% |
| Recovery | 91.5% |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fitzpatrick, R.; Hegarty, P.; Fergusson, K.; Rollinson, G.; Xie, W.; Mildren, T. Optimisation of a Multi-Gravity Separator with Novel Modifications for the Recovery of Ferberite. Minerals 2018, 8, 191. https://doi.org/10.3390/min8050191
Fitzpatrick R, Hegarty P, Fergusson K, Rollinson G, Xie W, Mildren T. Optimisation of a Multi-Gravity Separator with Novel Modifications for the Recovery of Ferberite. Minerals. 2018; 8(5):191. https://doi.org/10.3390/min8050191
Chicago/Turabian StyleFitzpatrick, Robert, Patrick Hegarty, Keith Fergusson, Gavyn Rollinson, Weiguo Xie, and Treve Mildren. 2018. "Optimisation of a Multi-Gravity Separator with Novel Modifications for the Recovery of Ferberite" Minerals 8, no. 5: 191. https://doi.org/10.3390/min8050191
APA StyleFitzpatrick, R., Hegarty, P., Fergusson, K., Rollinson, G., Xie, W., & Mildren, T. (2018). Optimisation of a Multi-Gravity Separator with Novel Modifications for the Recovery of Ferberite. Minerals, 8(5), 191. https://doi.org/10.3390/min8050191