Surface-Modified Garnet Particles for Reinforcing Epoxy Composites


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Ultrafine Grinding and Surface Modification of Garnet
2.3. Preparation of EP/MG Composites
2.4. Physicochemical Properties
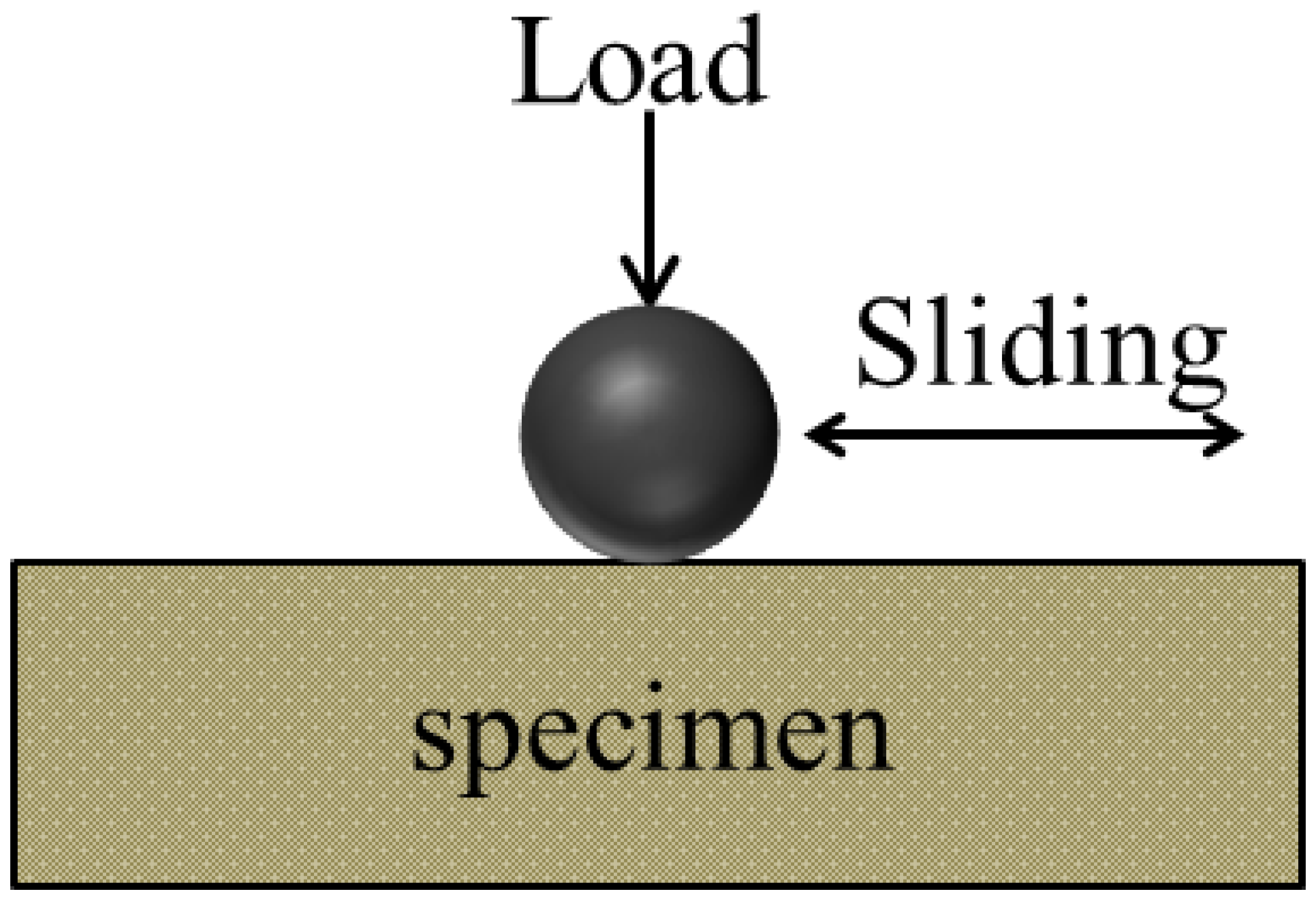
2.5. Wear Test and Tribological Characterization
3. Results and Discussion
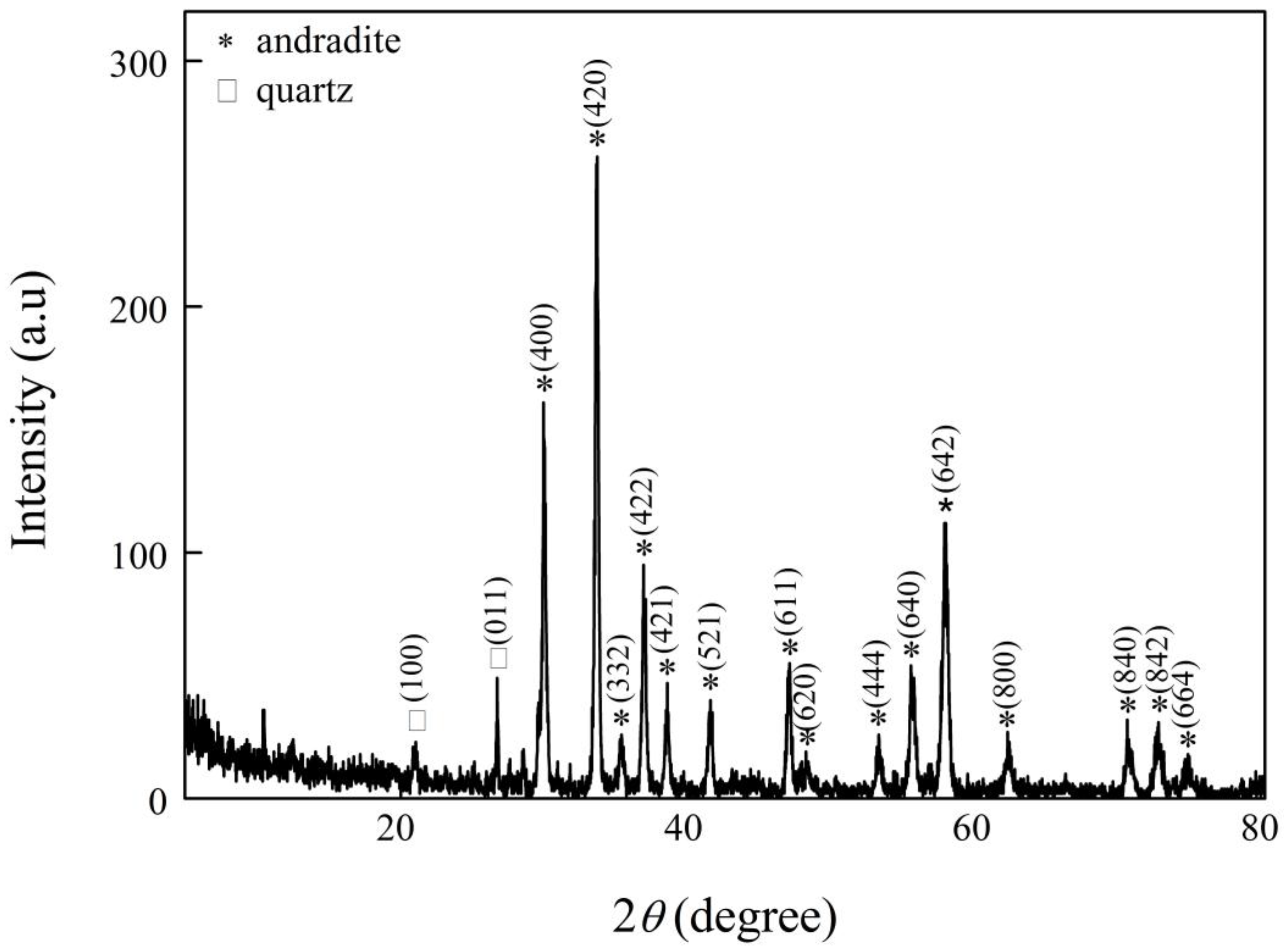
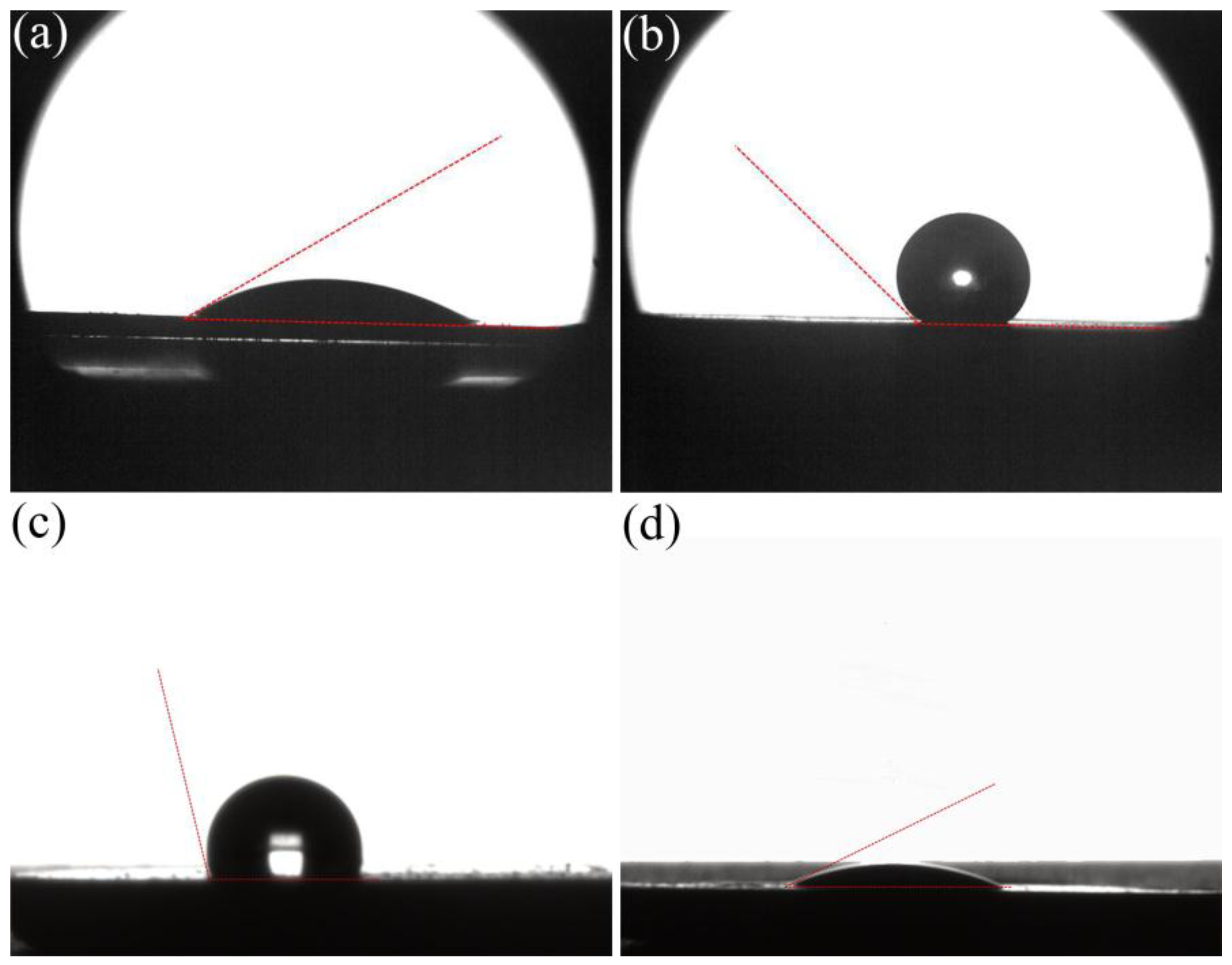
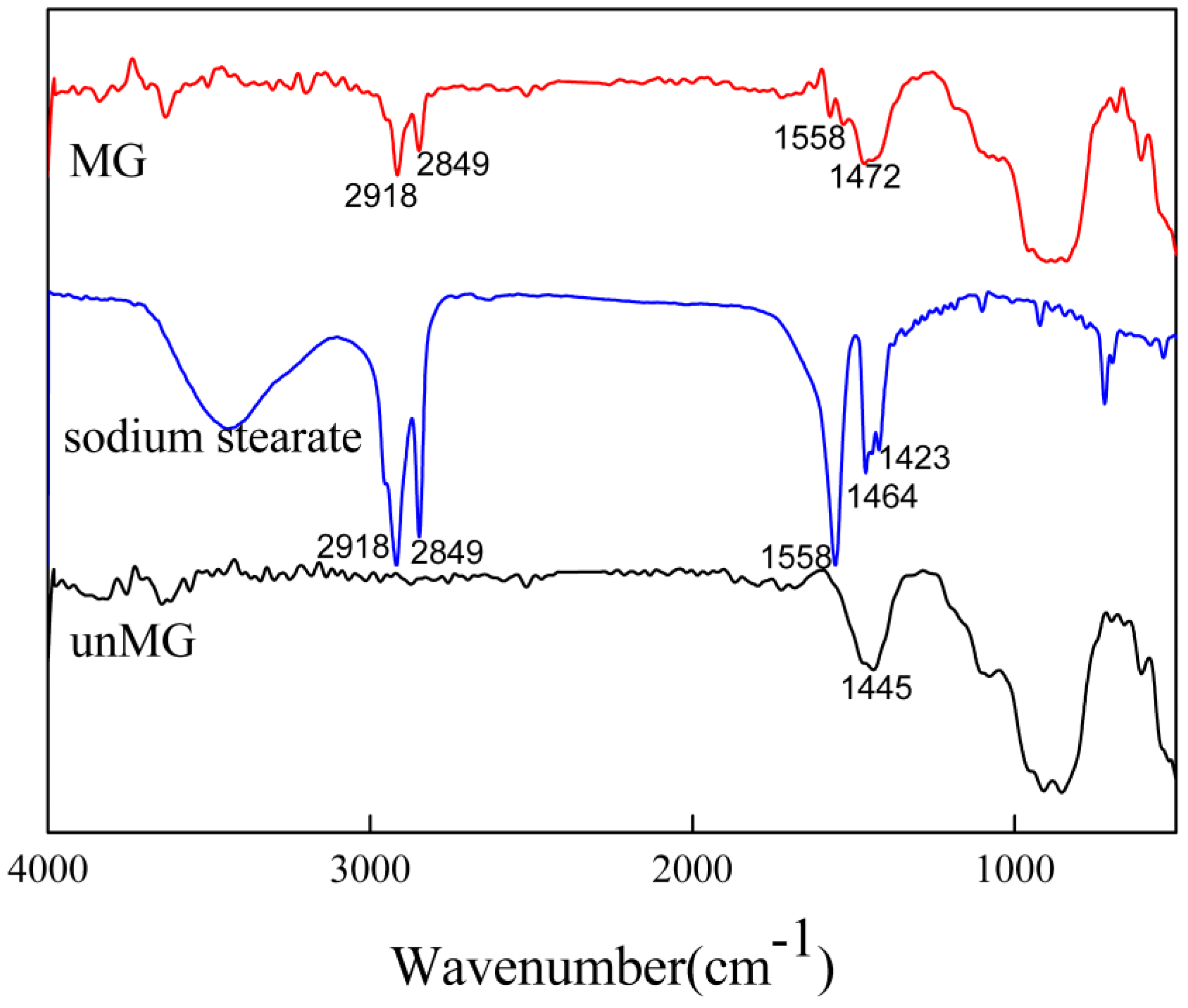
3.1. Physicochemical Properties of MG
3.2. Tribological Characterization and Wear Mechanisms
3.2.1. Effects of Content and Particle Size of MG on Coefficient of Friction
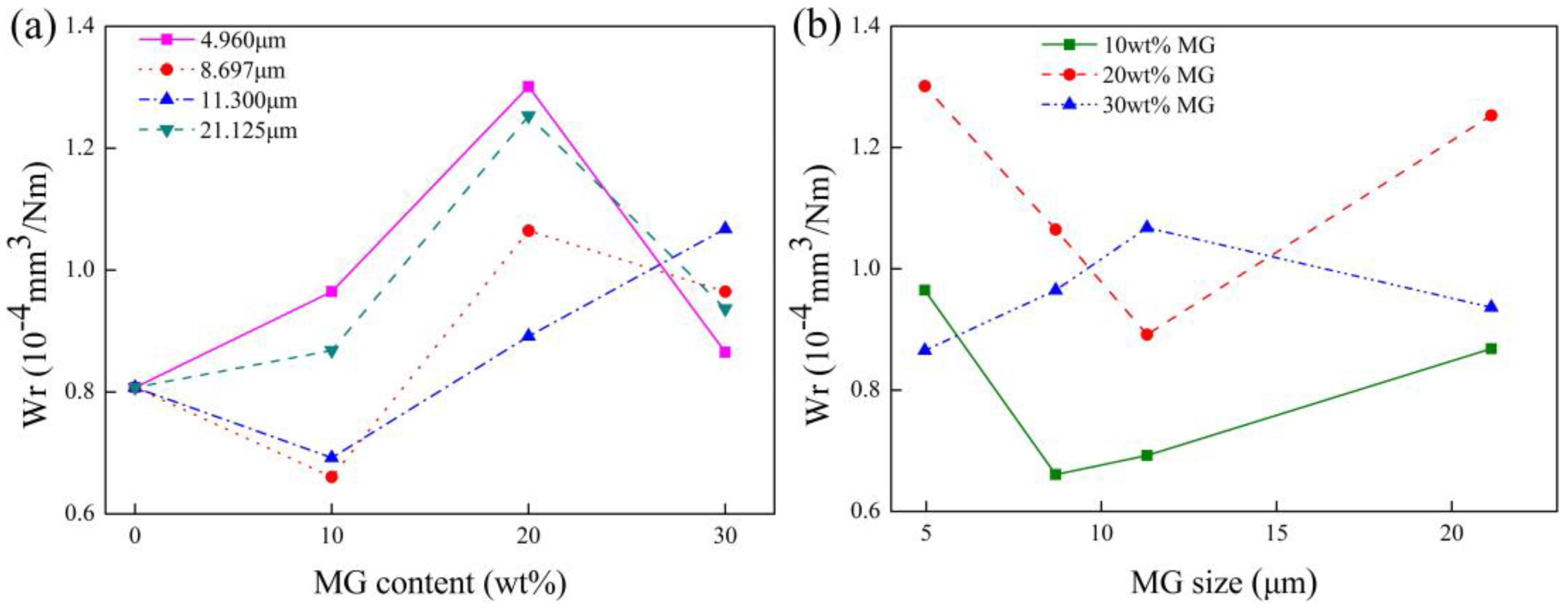
3.2.2. Effects of Content and Particle Size of MG on Specific Wear Rate
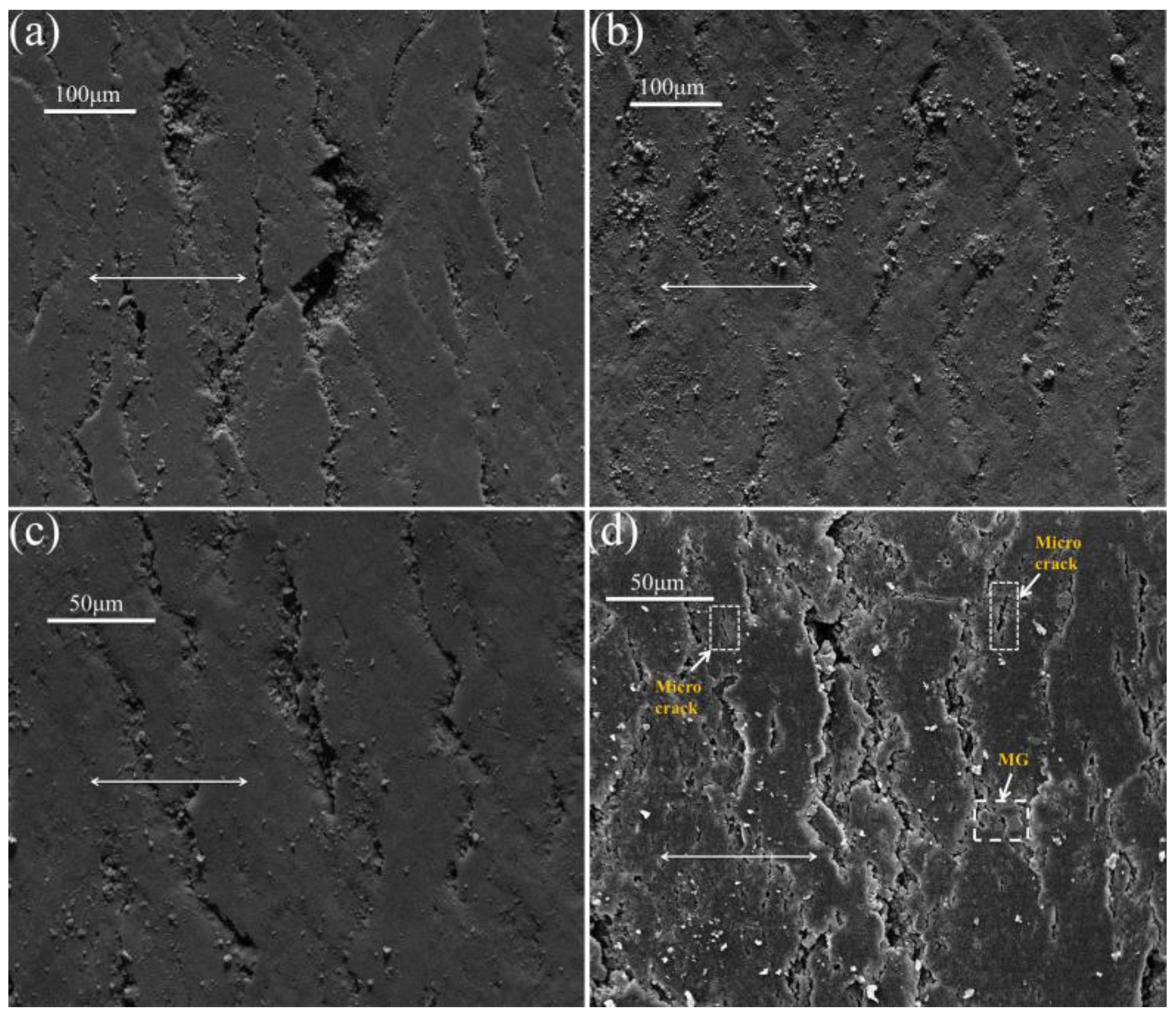
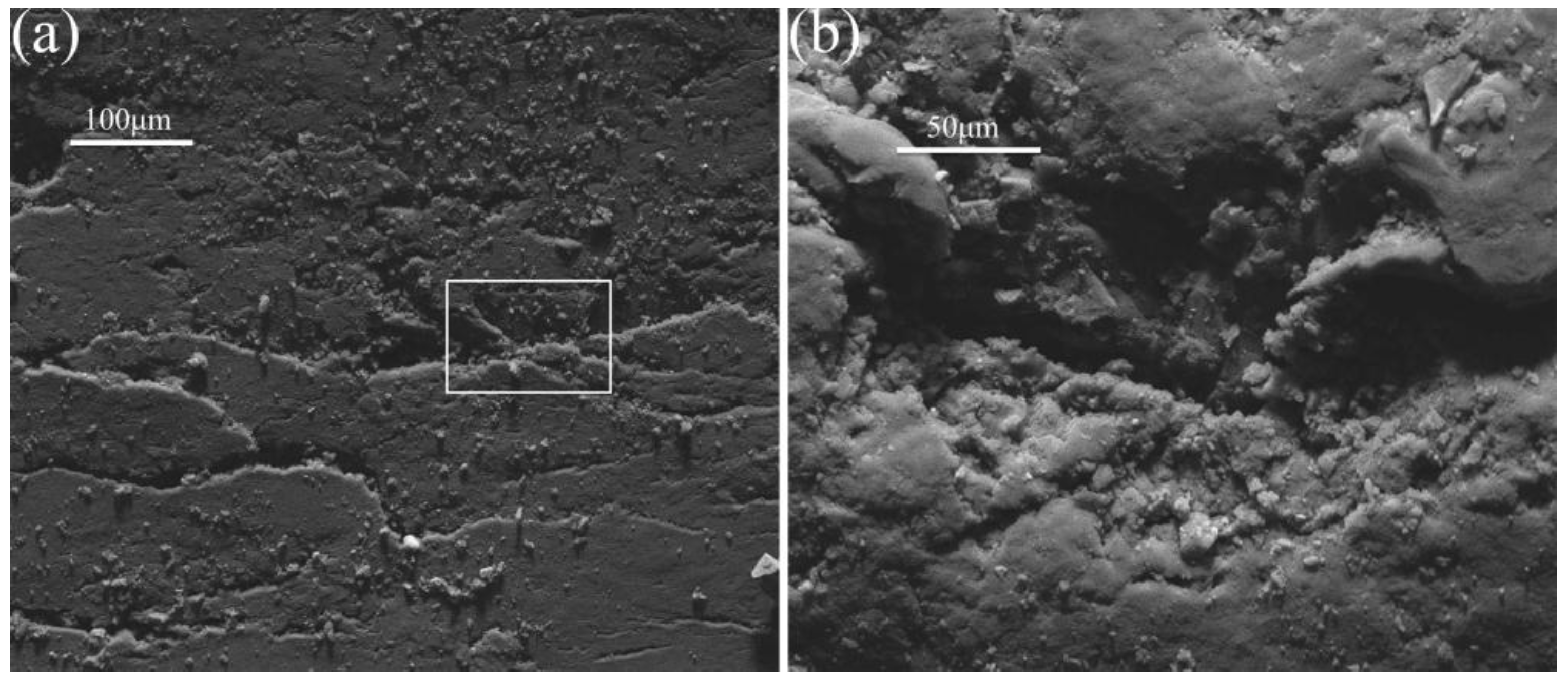
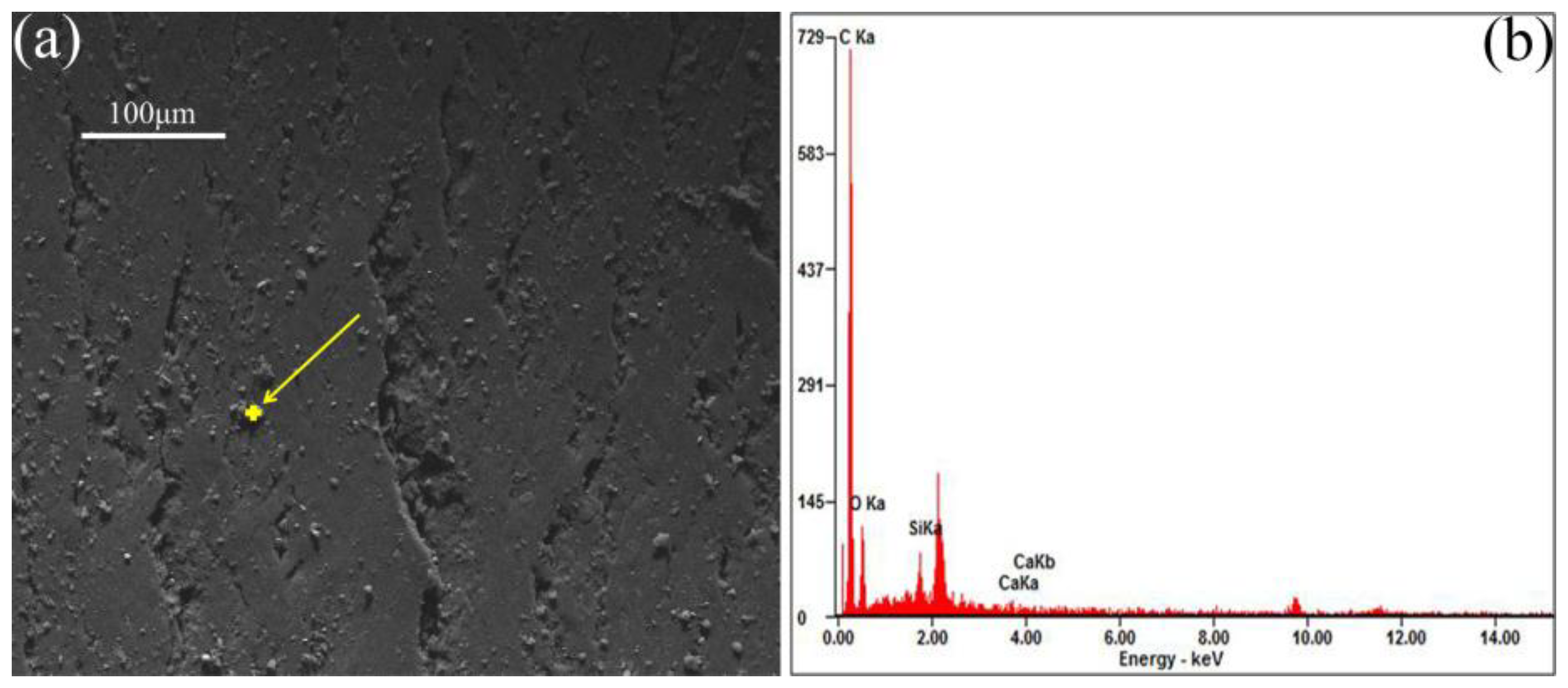
3.2.3. Wear Mechanisms
4. Conclusions
Supplementary Materials
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Chauhan, S.R.; Thakur, S. Effects of particle size, particle loading and sliding distance on the friction and wear properties of cenosphere particulate filled vinylester composites. Mater. Des. 2013, 51, 398–408. [Google Scholar] [CrossRef]
- Han, W.; Chen, S.; Campbell, J.; Zhang, X.; Tang, Y. Fracture toughness and wear properties of nanosilica/epoxy composites under marine environment. Mater. Chem. Phys. 2016, 177, 147–155. [Google Scholar] [CrossRef]
- Chang, L.; Zhang, Z. Tribological properties of epoxy nanocompositesPart II. A combinative effect of short carbon fibre with nano-TiO2. Wear 2006, 260, 869–878. [Google Scholar] [CrossRef]
- Zhang, Z.; Breidt, C.; Chang, L.; Haupert, F.; Friedrich, K. Enhancement of the wear resistance of epoxy: Short carbon fibre, graphite, PTFE and nano-TiO2. Compos. Part A Appl. Sci. Manuf. 2004, 35, 1385–1392. [Google Scholar] [CrossRef]
- Kadiyala, A.K.; Bijwe, J. Surface lubrication of graphite fabric reinforced epoxy composites with nano- and micro-sized hexagonal boron nitride. Wear 2013, 301, 802–809. [Google Scholar] [CrossRef]
- Rong, M.Z.; Zhang, M.Q.; Shi, G.; Ji, Q.L.; Wetzel, B.; Friedrich, K. Graft polymerization onto inorganic nanoparticles and its effect on tribological performance improvement of polymer composites. Tribol. Int. 2003, 36, 697–707. [Google Scholar] [CrossRef]
- Xing, X.S.; Li, R.K.Y. Wear behavior of epoxy matrix composites filled with uniform sized sub-micron spherical silica particles. Wear 2004, 256, 21–26. [Google Scholar] [CrossRef]
- Aliofkhazraei, M.; Moradi, M.H.; Toorani, M.; Golgoon, A.; Rouhaghdam, A.S. SiAlON-epoxy nanocomposite coatings: Corrosion and wear behavior. J. Appl. Polym. Sci. 2016, 133, 43855. [Google Scholar] [CrossRef]
- Esteves, M.; Ramalho, A.; Ferreira, J.A.M.; Nobre, J.P. Tribological and mechanical behaviour of epoxy/nanoclay composites. Tribol. Lett. 2013, 52, 1–10. [Google Scholar] [CrossRef]
- Neitzel, I.; Mochalin, V.; Bares, J.A.; Carpick, R.W.; Erdemir, A.; Gogotsi, Y. Tribological properties of nanodiamond-epoxy composites. Tribol. Lett. 2012, 47, 195–202. [Google Scholar] [CrossRef]
- Sharma, A.; Arora, R.; Kumar, S.; Singh, G.; Pandey, O.P. Wear performance of garnet aluminium composites at high contact pressure. In Proceedings of the International Conference on Condensed Matter & Applied Physics, Bikaner, India, 30–31 October 2015. [Google Scholar]
- Sivakumar, S.; Padmanaban, K.; Uthayakumar, M. Wear behavior of the Al (LM24)-garnet particulate composites under dry sliding conditions. Proc. Inst. Mech. Eng. Part J J. Eng. 2014, 228, 1410–1420. [Google Scholar] [CrossRef]
- Sharma, A.; Kumar, S.; Singh, G.; Pandey, O.P. Effect of particle size on wear behavior of Al–Garnet composites. Part. Sci. Technol. 2014, 33, 234–239. [Google Scholar] [CrossRef]
- Bhimaraj, P.; Burris, D.L.; Action, J.; Sawyer, W.G.; Toney, C.G.; Siegel, R.W.; Schadler, L.S. Effect of matrix morphology on the wear and friction behavior of alumina nanoparticle/poly(ethylene) terephthalate composites. Wear 2005, 258, 1437–1443. [Google Scholar] [CrossRef]
- Jiguet, S.; Judelewicz, M.; Mischler, S.; Hofmann, H.; Bertsch, A.; Renaud, P. SU-8 nanocomposite coatings with improved tribological performance for MEMS. Surf. Coat. Technol. 2006, 201, 2289–2295. [Google Scholar] [CrossRef]
- Antao, S.M. Three cubic phases intergrown in a birefringent andradite-grossular garnet and their implications. Phys. Chem. Miner. 2013, 40, 705–716. [Google Scholar] [CrossRef]
- Deer, W.A.; Howie, R.A.; Zussman, J. Rock Forming Minerals, Volume 1A: Orthosilicates; The Geological Society: London, UK, 1982; p. 488. [Google Scholar]
- Antao, S.M.; Klincker, A.M. Origin of birefringence in andradite from Arizona, Madagascar, and Iran. Phys. Chem. Miner. 2013, 40, 575–586. [Google Scholar] [CrossRef]
- Antao, S.M.; Klincker, A.M. Crystal structure of a birefringent andradite-grossular from Crowsnest Pass. Powder Diffr. 2013, 29, 20–27. [Google Scholar] [CrossRef]
- Phichaikamjornwut, B.; Skogby, H.; Ounchanum, P.; Limtrakun, P.; Boonsoong, A. Hydrous components of grossular-andradite garnets from Thailand: Thermal stability and exchange kinetics. Eur. J. Mineral. 2012, 24, 107–121. [Google Scholar] [CrossRef]
- Quartieri, R.; Dalconi, S.; Boscherini, M.C.; Iezzi, F.; Boiocchi, G. Site preference and local geometry of Sc in garnets: Part I. Multifarious mechanisms in the pyrope-grossular join. Am. Mineral. 2006, 91, 1230–1239. [Google Scholar] [CrossRef]
- Katiyar, J.K.; Sinha, S.K.; Kumar, A. Friction and wear durability study of epoxy-based polymer (SU-8) composite coatings with talc and graphite as fillers. Wear 2016, 362–363, 199–208. [Google Scholar] [CrossRef]
- Kumaresan, K.; Chandramohan, G.; Senthilkumar, M.; Suresha, B.; Indran, S. Dry sliding wear behaviour of carbon fabric-reinforced epoxy composite with and without silicon carbide. Compos. Interfaces 2011, 18, 509–526. [Google Scholar] [CrossRef]
- Marczak, J.; Kargol, M.; Psarski, M.; Celichowski, G. Modification of epoxy resin, silicon and glass surfaces with alkyl- or fluoroalkylsilanes for hydrophobic properties. Appl. Surf. Sci. 2016, 380, 91–100. [Google Scholar] [CrossRef]
- Kang, Y.; Chen, X.; Song, S.; Yu, L.; Zhang, P. Friction and wear behavior of nanosilica-filled epoxy resin composite coatings. Appl. Surf. Sci. 2012, 258, 6384–6390. [Google Scholar] [CrossRef]
- Hofmeister, A.M.; Mcaloon, B.P. Single-crystal IR spectroscopy of grossular-andradite garnets. Am. Mineral. 1995, 80, 1145–1156. [Google Scholar] [CrossRef]
- Hofmeister, A.M.; Fagan, T.J.; Campbell, K.M.; Schaa, R.B. Single-crystal IR spectroscopy of pyrope-almandine garnets with minor amounts of Mn and Ca. Am. Mineral. 1996, 81, 418–428. [Google Scholar] [CrossRef]
- Geiger, C.A.; Kolesov, B.A. Raman spectra of silicate garnets. Phys. Chem. Miner. 1998, 25, 142–151. [Google Scholar] [CrossRef]
- Raymond, R.K.; White, W.B.; Long, T.V. Vibrational Spectra of the common silicate: I. The Garnets. Am. Mineral. 1971, 56, 54–71. [Google Scholar]
- Bakirdere, S.; Yilmaz, M.T.; Tornuk, F.; Keyf, S.; Yilmaz, A.; Sagdic, O.; Kocabas, B. Molecular characterization of silver-stearate nanoparticles (AgStNPs): A hydrophobic and antimicrobial material against foodborne pathogens. Food Res. Int. 2015, 76, 439–448. [Google Scholar] [CrossRef] [PubMed]
- Stan, M.S.; Constanda, S.; Grumezescu, V.; Andronescu, E.; Ene, A.M.; Holban, A.M. Thin coatings based on ZnO@C18-usnic acid nanoparticles prepared by MAPLE inhibit the development of Salmonella enterica early biofilm growth. Appl. Surf. Sci. 2016, 374, 318–325. [Google Scholar] [CrossRef]
- Kim, K.; Lee, S.J. Diffuse reflectance infrared spectra of stearic acid self-assembled on fine silver particles. Vib. Spectrosc. 1998, 18, 187–201. [Google Scholar] [CrossRef]
- Silva, A.M.T.; Nouli, E.; Carmo-Apolinário, Â.C.; Xekoukoulotakis, N.P.; Mantzavinos, D. Sonophotocatalytic/H2O2 degradation of phenolic compounds in agro-industrial effluents. Catal. Today 2007, 124, 232–239. [Google Scholar] [CrossRef]
- Eswaramoorthi, I.; Sundaramurthy, V.; Das, N.; Dalai, A.K.; Adjaye, J. Application of multi-walled carbon nanotubes as efficient support to NiMo hydrotreating catalyst. Appl. Catal. A Gen. 2008, 339, 187–195. [Google Scholar] [CrossRef]
- Fu, Z.; Su, L.; Liu, M.; Li, J.; Li, J.; Zhang, Z.; Li, B. Confinement effect of silica mesopores on thermal behavior of phase change composites. J. Sol-Gel Sci. Technol. 2016, 80, 180–188. [Google Scholar] [CrossRef]
- Afkhami, M.; Hassanpour, A.; Fairweather, M.; Njobuenwu, D.O. Fully coupled LES-DEM of particle interaction and agglomeration in a turbulent channel flow. Comput. Chem. Eng. 2015, 78, 24–38. [Google Scholar] [CrossRef]
- Senthilnathan, J.; Rao, K.S.; Lin, W.H.; Liao, J.D.; Yoshimura, M. Low energy synthesis of nitrogen functionalized graphene/nanoclay hybrid via submerged liquid plasma approach. Carbon 2014, 78, 446–454. [Google Scholar] [CrossRef]
- Belon, C.; Schmitt, M.; Bistac, S.; Croutxé-Barghorn, C.; Chemtob, A. Friction and wear properties of hybrid sol-gel nanocomposite coatings against steel: Influence of their intrinsic properties. Appl. Surf. Sci. 2011, 257, 6618–6625. [Google Scholar] [CrossRef]
- Bandeira, P.; Monteiro, J.; Baptista, A.M.; Magalhães, F.D. Magalhães, Influence of oxidized graphene nanoplatelets and [DMIM][NTf2] ionic liquid on the tribological performance of an epoxy-PTFE coating. Tribol. Int. 2016, 97, 478–489. [Google Scholar] [CrossRef]
- Chang, L.; Zhang, Z.; Breidt, C.; Friedrich, K. Tribological properties of epoxy nanocomposites I. Enhancement of the wear resistance by nano-TiO2 particles. Wear 2005, 258, 141–148. [Google Scholar] [CrossRef]
- Dass, K.; Chauhan, S.R.; Gaur, B. Evaluation of mechanical, friction, and wear characteristics of nano-SiC filled ortho cresol novalac epoxy composites under dry sliding condition. Adv. Polym. Technol. 2015, 34, 21491. [Google Scholar] [CrossRef]
- Hedayati, M.; Salehi, M.; Bagheri, R.; Panjepour, M.; Naeimi, F. Tribological and mechanical properties of amorphous and semi-crystalline PEEK/SiO2 nanocomposite coatings deposited on the plain carbon steel by electrostatic powder spray technique. Prog. Org. Coat. 2012, 74, 50–58. [Google Scholar] [CrossRef]
- Ozsoy, I.; Mimaroglu, A.; Unal, H. Influence of micro- and nanofiller contents on friction and wear behavior of epoxy composites. Sci. Eng. Compos. Mater. 2015, 24, 485–494. [Google Scholar] [CrossRef]
- Wu, Y.; Yu, Z.; Liu, X. Tribological performance of in-situ epoxy composites filled with micro-sized ZrB2 particles. Compos. Part B 2017, 123, 148–153. [Google Scholar] [CrossRef]
- Yu, S.; Hu, H.; Ma, J.; Yin, J. Tribological properties of epoxy/rubber nanocomposites. Tribol. Int. 2008, 41, 1205–1211. [Google Scholar] [CrossRef]













© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Xu, F.; Liu, K.; Feng, Q. Surface-Modified Garnet Particles for Reinforcing Epoxy Composites. Minerals 2018, 8, 217. https://doi.org/10.3390/min8050217
Jiang Y, Xu F, Liu K, Feng Q. Surface-Modified Garnet Particles for Reinforcing Epoxy Composites. Minerals. 2018; 8(5):217. https://doi.org/10.3390/min8050217
Chicago/Turabian StyleJiang, Yiming, Fengping Xu, Kun Liu, and Qiming Feng. 2018. "Surface-Modified Garnet Particles for Reinforcing Epoxy Composites" Minerals 8, no. 5: 217. https://doi.org/10.3390/min8050217
APA StyleJiang, Y., Xu, F., Liu, K., & Feng, Q. (2018). Surface-Modified Garnet Particles for Reinforcing Epoxy Composites. Minerals, 8(5), 217. https://doi.org/10.3390/min8050217