1. Introduction
While supporting socio-economic development, the constant large-scale mining of coal resources causes many problems, such as the ecological destruction of mining areas and accelerated depletion of resources (
Figure 1) [
1,
2]. On the one hand, coal mines produce a large amount of solid wastes (gangue) whose discharge accounts for about 10%~15% of coal production [
3,
4]. The general handling method is to discharge and accumulate the gangue on the surface in gangue dumps. Gangue dumps not only occupy land resources but also pollute the air and underground water and even result in disasters such as landslides and explosions [
5,
6,
7,
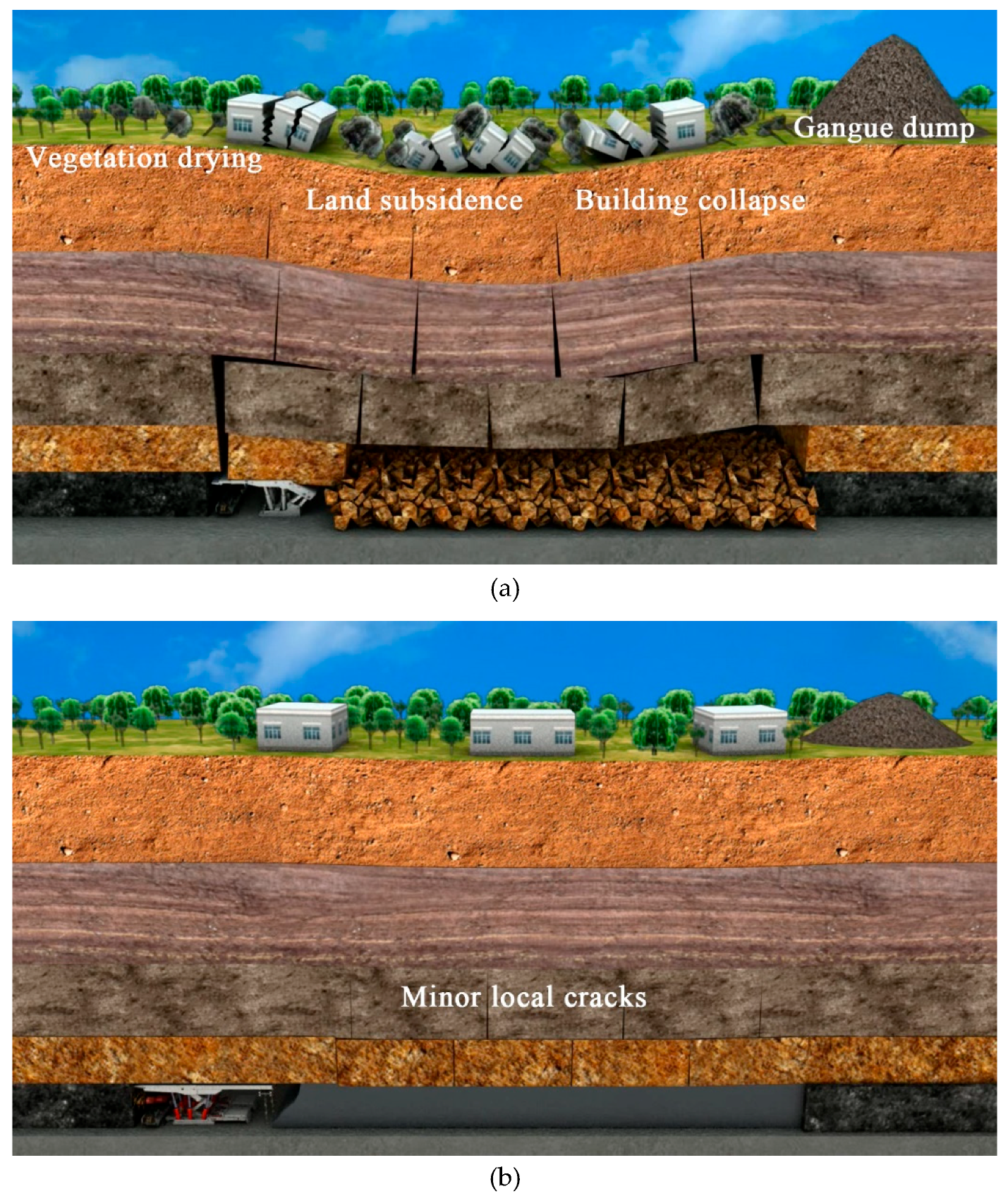
8]. On the other hand, high-intensity mining of coal often induces a series of geological and environmental disasters. By using a caving method to handle goafs, the roof loses the support of the lower coal seams [
9], subsidence and breakage occur under the self-weight of the strata and the effect of overburden pressure constantly develop to overly the strata, causing surface subsidence, thus resulting in problems [
10,
11,
12] such as soil and water loss, land subsidence, vegetation dieback, and building collapse.
To solve the problems caused by the high-intensity mining of coal, scholars in China proposed a coal mining method with backfilling of goafs [
13,
14,
15,
16]. Backfill materials prepared with solid wastes, such as gangue and fly ash, are directly backfilled into goafs in each backfill mining panel to replace coal resources and control strata movement and surface subsidence, thus achieving the goal of protecting the environment in mining areas. At present, backfill materials used in coal mines in China mainly include granular backfill material, cemented backfill material and high-water-content backfill material [
17,
18,
19,
20,
21,
22,
23,
24,
25]. All of these three materials have been applied in coal mines to good effect. Owing to the physico-mechanical properties of backfill materials determining the backfill effects of goafs, scholars have conducted numerous tests, simulation analyses and theoretical research. For granular backfill materials, changes in compaction-induced deformation, deformation modulus and relative density of backfill materials in compaction have been explored. Meanwhile, the influence of particle size distribution and load on the compaction characteristics of backfill materials have been studied. For example, by using a compacting steel cylinder, Zhang et al. [
18] investigated the compaction characteristics of samples under different gangue-to-fly ash ratios. Based on this, they found relationships linking stress with strain and compaction and determined that the optimal ratio of gangue to fly ash is 1:0.6. Zhou et al. [
19] explored compaction-induced deformation and energy dissipation of gangues of different particle sizes and loading rates by utilising a SANS testing machine and a self-made steel cylinder. Based on Talbol’s theory, Li et al. [
26] prepared the samples of gangue backfill materials at different ratios and investigated the relationships between stress, deformation modulus and the density of gangue backfill materials. According to the compaction characteristics of backfill materials at different ratios, they analysed the influences of compaction characteristics on strata movement and surface subsidence through numerical simulation and mechanical modelling. For cemented backfill materials, scholars have conducted numerous tests and theoretical research; however, owing to cemented backfill materials being prepared with different compositions, cemented backfill materials have a wide variety and show different physical and mechanical properties. Taheri et al. [
27,
28,
29,
30] prepared a cemented backfill material using gravels and tested small-strain and large-strain deformation behaviours thereof under different stress histories and test conditions. Deng et al. [
31] examined the rheological behaviours of ultra-fine cemented backfill (UCB) materials mixed with cement and tailings with 80% finer (d(80)) than 9.72 μm. The results demonstrate that UCB materials display distinctive rheological characteristics. Through testing, Jiang et al. [
32] studied the freezing behaviours of cemented backfill materials, mainly including changes in stress–strain, compressive strength and saturated hydraulic conductivity of the samples in a sub-zero environment. Based on a uniaxial compressive strength (UCS) test, Erol et al. [
33] tested the influence of the effects of sample size on cemented backfill materials and obtained the effects of sample size on water content and porosity. High-water-content backfill material [
34,
35,
36], as a special backfill material used in coal mines in China, contains more than 90% water, has been quite mature in the testing method of mechanical characteristics, backfilling technology and equipment, and has achieved a good backfilling effect in the application of coal mine engineering. As buildings and infrastructures in the ground surface should be protected during and after coal mining, backfill mining has been widely used in China [
37,
38,
39,
40,
41,
42].
The purpose of this study is to introduce the backfill materials that are used in coal mines in China and then summarise the backfilling methods. We analysed coal mines that are backfilled with backfill materials and elaborated the standard for selecting backfill materials. Moreover, we analysed three backfill materials in case study form. Finally, this study discussed the future development direction of backfill materials, aiming to provide references for selecting and applying backfill materials in coal mines.
2. Backfilling Technique for Coal Mines in China
Backfill coal mining techniques are developed in China to control strata and surface subsidence. Backfill mining techniques can effectively improve recovery rates and mine safety [
43,
44,
45]. Backfill mining is important in protecting the environment [
46,
47,
48,
49,
50,
51,
52,
53,
54,
55,
56]. Three backfill mining methods have been proposed in China using solid, cemented and high-water-content backfill materials and have obtained vigorous support from central and local governments. For instance, the 13th Five-Year Plan for the Development of the Coal Industry clearly points out that the state should promote green mining of coal and strengthen the management of the environment in mining areas.
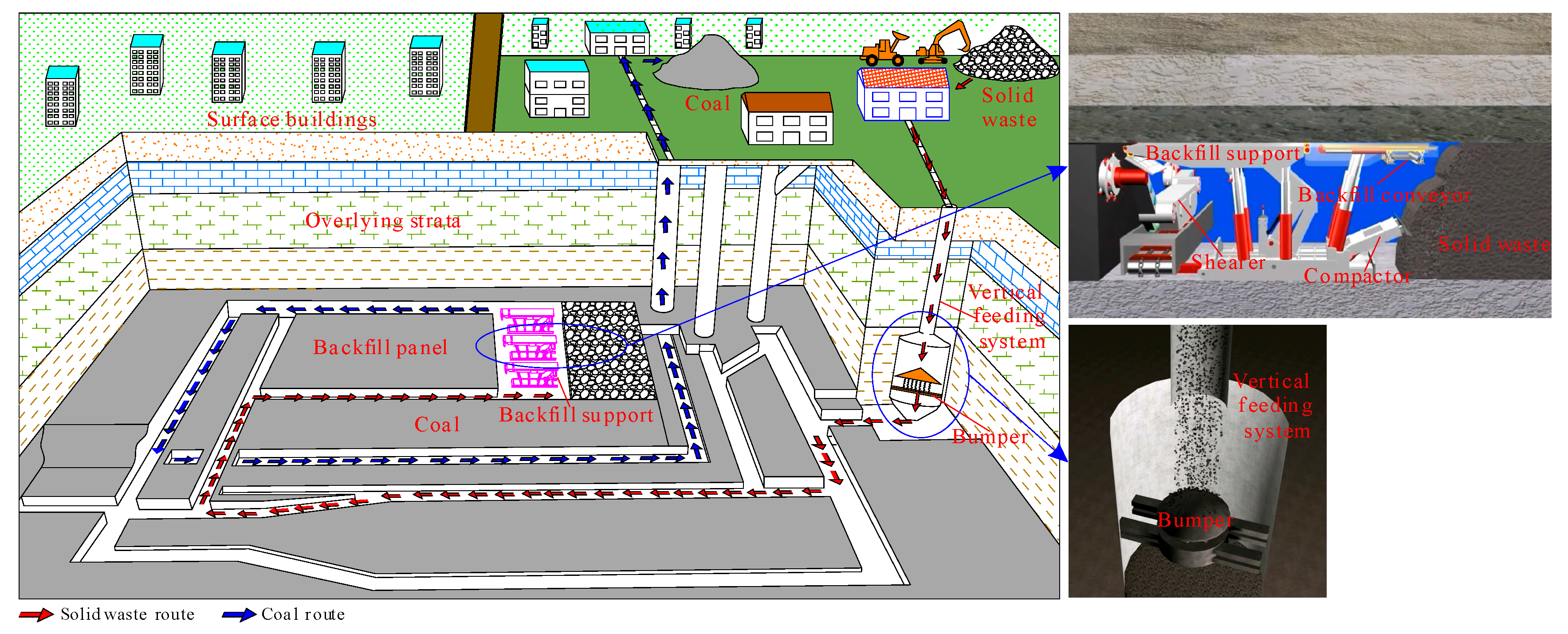
As one backfill mining method, solid backfill mining mainly uses a mechanical method for coal mining and transport of solid backfill materials such as gangue, fly ash, loess, and Aeolian sand, or their mixtures, underground through a transport system. The materials may be transported to the backfill mining panel by a belt conveyor. For goaf backfilling, key equipments in fully-mechanised backfill mining such as hydraulic supports and porous bottom unloading conveyors are used. In conjunction with a compaction system, materials are compacted up to the roof (
Figure 2).
The additional cost of backfilling mining mainly includes construction engineering fees (including civil engineering fees and feeding system engineering fees), equipment purchase costs (including feeding equipment purchase costs and backfilling equipment purchase costs), installation engineering fees (including feeding system installation costs and backfilling equipment installation costs) and production costs (mainly including backfilling materials costs, backfilling labor costs). Compared with the caved mining method, the cost per ton of coal usually increases by 30–100 RMB. The increased cost per ton of coal will decrease with the increase of coal reserves served by backfilling equipment and engineering.
When the roof is intact and panels are arranged irregularly, the cemented backfill mining method can be used. For this method, wastes, such as gangue and fly ash are used as the main backfill materials: These are mixed in certain proportions with cementing agents and stirred to become high-concentration slurries with no need for dehydration. Under the self-weight of a backfill pump and backfill materials, the slurries are transported to goafs in the backfill mining panel through backfill pipes [
57] (
Figure 3).
Project investment including the ground transportation and storage system (civil engineering), ground dispensing equipment, ground, cementation filling material preparation of the transport system (backfill material preparation, conveying system), downhole equipment purchase, installation, project cost, technology development, and engineering design expenses, etc., the specific increase cost is determined by geological conditions and mining technology programs.
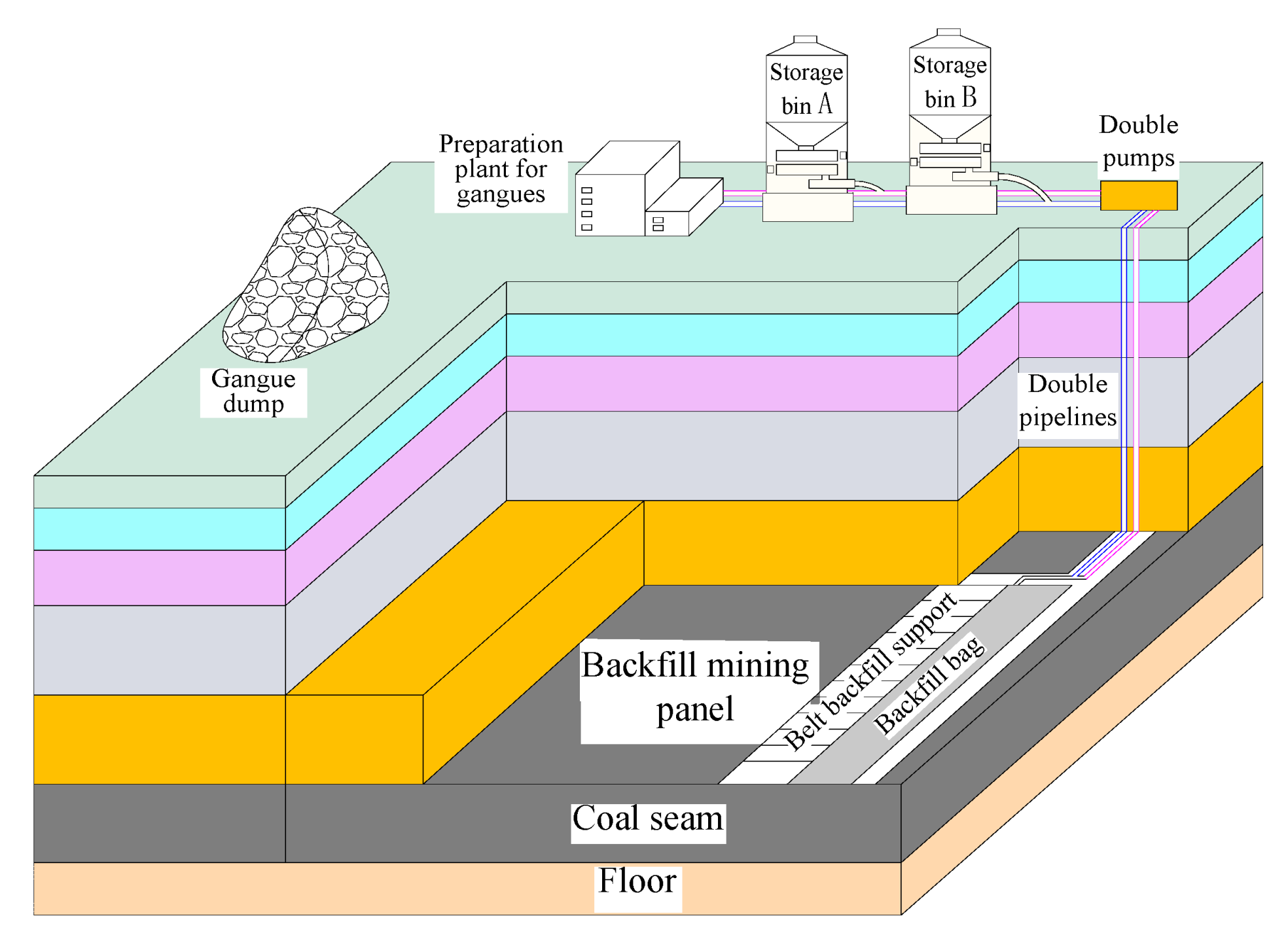
The backfill method with high-water-content materials mainly includes the bag backfill method and open backfill method. The bag backfill method refers to placing backfill bags in the goaf and then the bag is filled with high-water-content material; this directly supports the overlying strata after solidification, which has strong adaptability, reliable control of the backfilling rate, and a high degree of mechanisation, so it is widely used in mines with complex geological conditions and high production capacity. The open backfill method refers to backfilling the goaf with high-water-content material in the process of working face advancing, which is only suitable for inclined coal seam. This backfill mining method requires preparation of high-water-content backfill materials on or below-ground and then uses a pumping system to transport backfill materials into a large-flow two-fluid matching system for mixing. The resulting uniform mixtures are then transported to goafs for backfilling. In the field of engineering practice, gangues are generally mixed to improve the strength of the backfill body. The specific principle of the backfill mining method with the high-water-content material is displayed in
Figure 4.
The cost of the backfill method with high-water-content materials mainly includes the purchase and installation cost of the slurry preparation system (include main mixing machine, batching device, unloading device, additive preparation device, etc.) and slurry conveying and mixing system (include pump, single slurry transportation pipeline, mixer, mixing tube, etc.), high-water-content materials cost, labor cost, electricity cost, etc. The specific increased cost is determined by the mine geology condition and mining technology condition.
3. Types, and Backfill Processing, of Backfill Materials
3.1. Types of Backfill Materials
Backfill materials are essential components of backfill mining techniques and their types and properties determine the backfilling method process. Backfill materials mainly include three types: granular backfill material, cemented backfill material and high-water-content backfill material. The transport performances and bearing performances of the three backfill materials depend on the ratio of aggregates, types of cementing agents, and additive materials used.
3.1.1. Solid Backfill Materials
Granular backfill materials are mixed and prepared with one or multiple solid materials with different particle sizes following a mixture design. Particles of backfill materials are not cemented and have pores and water and air permeability. The commonly seen granular backfill materials include gangues, fly ash, open-pit mining slag, loess and aeolian sand.
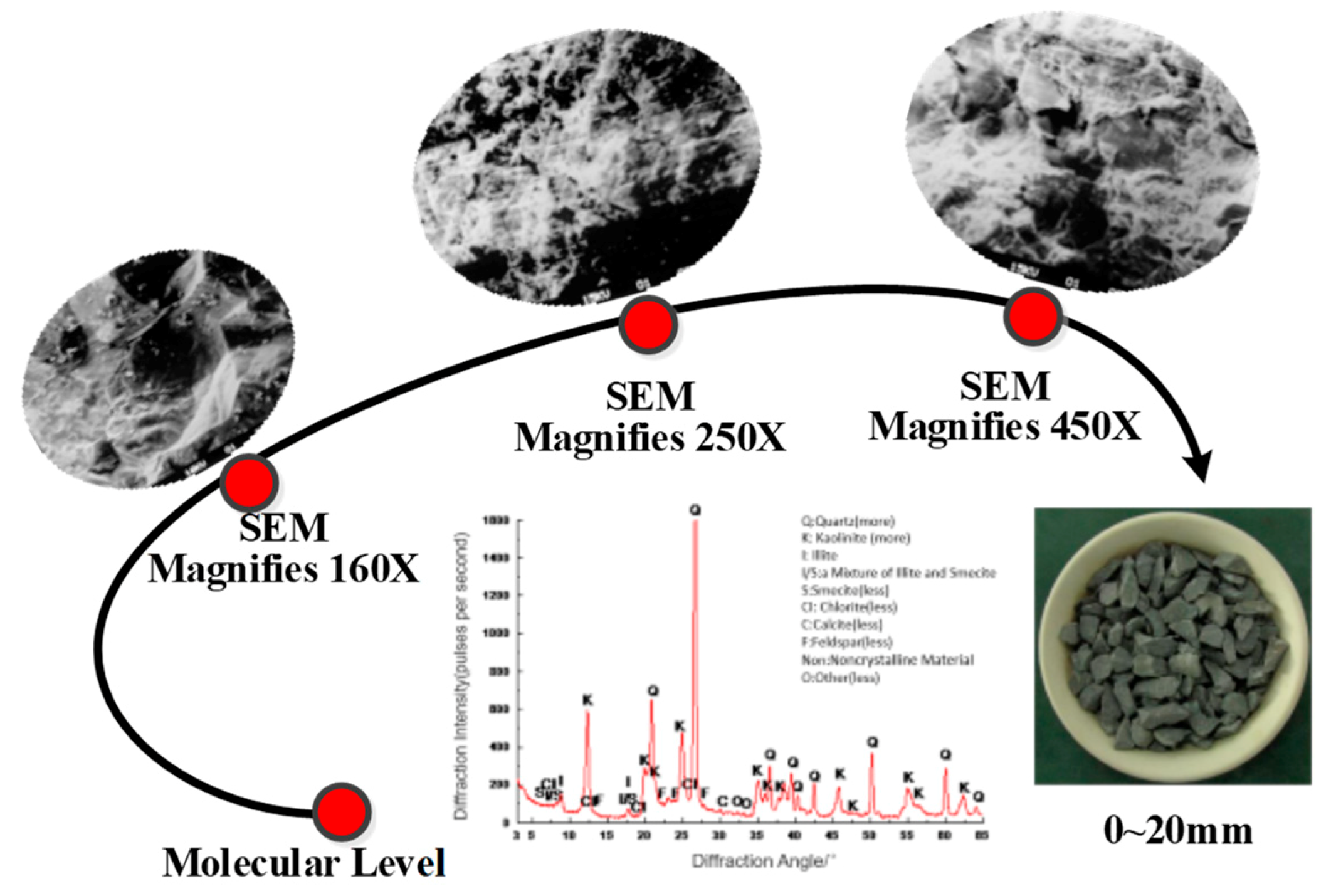
By taking gangues as an example and analysing the mineral and chemical compositions of solid backfill materials, gangues mainly comprise minerals, such as quartz, haolinite and illite, which are capable of improving the bearing capacity of particles. Furthermore, by analysing the mesostructural characteristics of gangues, it is found that gangue particles are compact and have uneven surfaces, while they do not contain large pores, cracks or lamellar distributions as fine partings. The mineral compositions and mesostructural characteristics of gangues are presented in
Figure 5.
The compaction characteristics of the backfill material play an important role in controlling the subsidence of the roof; therefore, it is necessary to study it. By employing a self-made compacting steel cylinder (a hollow cylinder which is used for compacting granular backfill material), the bearing performances of granular backfill materials are tested, thus obtaining stress–strain curves for comparison (
Figure 6). Through analysing
Figure 6, during compaction, we can see that the type of strain-stress curves of five backfill materials are similar. Moreover, with the increase of compaction stress, the increase in strain in the five backfill materials decreases and tends to be stable. In the whole compaction process, there are three stages: rapid compaction, slow compaction and stable compaction. When the stress was increased from 0 to 20 MPa, the deformation of five backfill materials mainly appeared under stresses within the range of 0 to 2.5 MPa. Therefore, certain lateral stresses can be applied to granular backfill materials in advance, so as to improve their densities.
3.1.2. Cemented Backfill Material
Cemented backfill materials, like single slurry backfill material, can solidify under load and hydration and show a certain strength: They have similar properties to concrete materials. In general, crushed gangues are used as coarse aggregates while fly ash is used as the fine aggregate. These materials, such as calcium oxide, calcium silicate and gypsum are added as cementing agents to activate the activity of fly ash and form hydration products such as calcium silicate hydrate, so as to strengthen the connections between particles and improve structure density and strength of cemented backfill materials [
50,
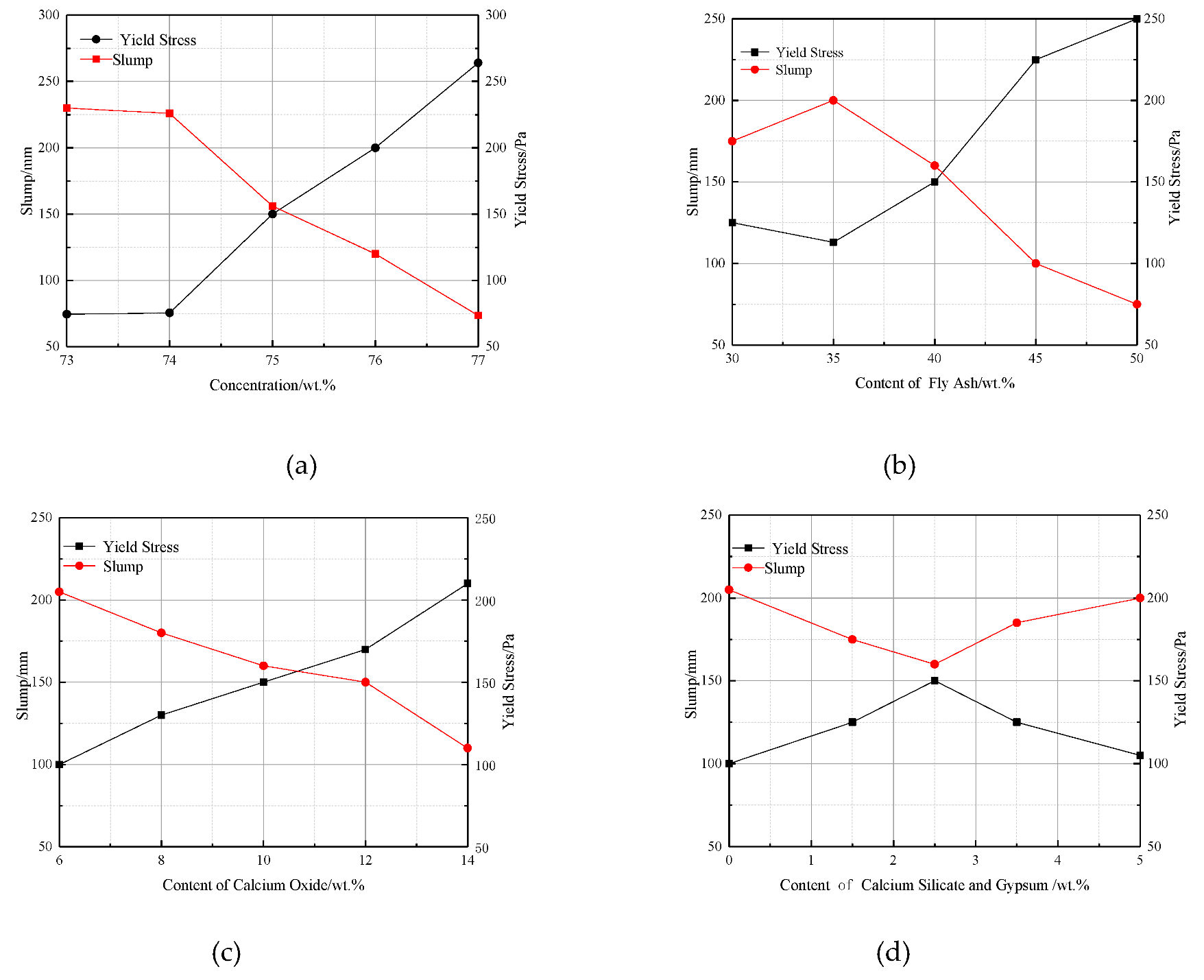
51]. The slurry transport performance and solidification strength of cemented backfill material are two important indexes for judging cemented backfill material, among which the transport performance is mainly related to slump, bleeding rate and other parameters. Therefore, slump is a very important index.
A typical cemented backfill material is taken as an example, the proportion of the dry material is 35% of fly ash, 10% of white ash, 2% of cement, 53% of gangue, and the solid content of slurry is 79%. Through the slump cone test, the transport performance and yield stress of cemented backfill materials were tested, and the larger the slump and the smaller the yield stress of backfill materials, the better the flow performance (
Figure 7). By these test results, the changes in transport performance of backfill materials can be divided into two stages with the increase of solid content. When the solid content is less than 74 wt.%, the slump decreases slightly with the increase in solid content; otherwise, it decreases dramatically. In general, with the gradual increase of solid content, the flow performance of cemented materials steadily decreases (
Figure 7a).
Figure 7b shows that the flow performance of cemented backfill materials first increases and then decreases with increasing fly ash content. When more than 35 wt.% of fly ash is used, it results in free water being adsorbed on the fly ash, which increases the shear stress on backfill materials and reduces their flow performance.
Figure 7c,d show that the addition of calcium oxide can increase the activity of fly ash, strengthen slurry viscosity and decrease flow performance, while calcium silicate and gypsum play the role of generating hydrates and lubricants. As the calcium silicate and gypsum contents increase, the flow performance of backfill materials first decreases and then increases. The strength of cemented backfill materials is also affected by curing time [
36,
52]. With increased curing time, the strength of such materials continually increases.
3.1.3. High-Water-Content Backfill Material
In high-water-content backfill materials, the amount of solid materials is lower, and the volume of water is above 90%, showing the characteristics of a fast solidification rate and high early strength. Solid materials consist of two main materials (A and B), and two additive materials A-A and B-B. Material A mainly refers to cement clinkers such as bauxite and limestone, while material B mainly comprises a mixture of gypsum and quicklime. Furthermore, additive materials A-A and B-B are a compound retarder and accelerator, respectively. Induration of high-water-content backfill materials mainly includes ettringite (CaO·Al
2O
3·3CaSO
4·32H
2O) accompanied by a small amount of gel materials. The generation amout, generation rate and stability of ettringite and gel materials are key performance variables for high-water-content backfill materials [
53,
54]. Meanwhile, high-water-content backfill materials contain plenty of water and thereby offer extraordinary flow performance, while they are cemented materials with early strength and fast solidification rates. Once materials A and B are mixed, the mixture can solidify within 10 minutes [
55]. Therefore, materials A and B need to be separately transported underground and mixed according to the desired ratio before backfilling.
Relations between compressive strength and volumetric strain versus curing time of high-water-content backfill materials are shown in
Figure 8, and the values in legend represent different water content. By analysing the figure, induration of high-water-content backfill materials provides early strength, that, within the first 2 h and 8 h account for 21% to 90% of the final strength, thus improving the mining and backfilling efficiency of the panels [
56,
57]. Furthermore, by analysing the volume of induration of high-water-content backfill materials, the volumetric strain in high-water-content materials changes slightly with time, indicating that the material is incompressible and exerts adequate control over the capacity of overlying strata.
3.2. Backfilling Processes
From preparation to backfilling the goafs, backfill materials have to undergo surface transportation and underground transportation. Due to different types of backfill materials and differences of transport and bearing performances, the three backfill materials that were introduced earlier have unique backfill processes and characteristics.
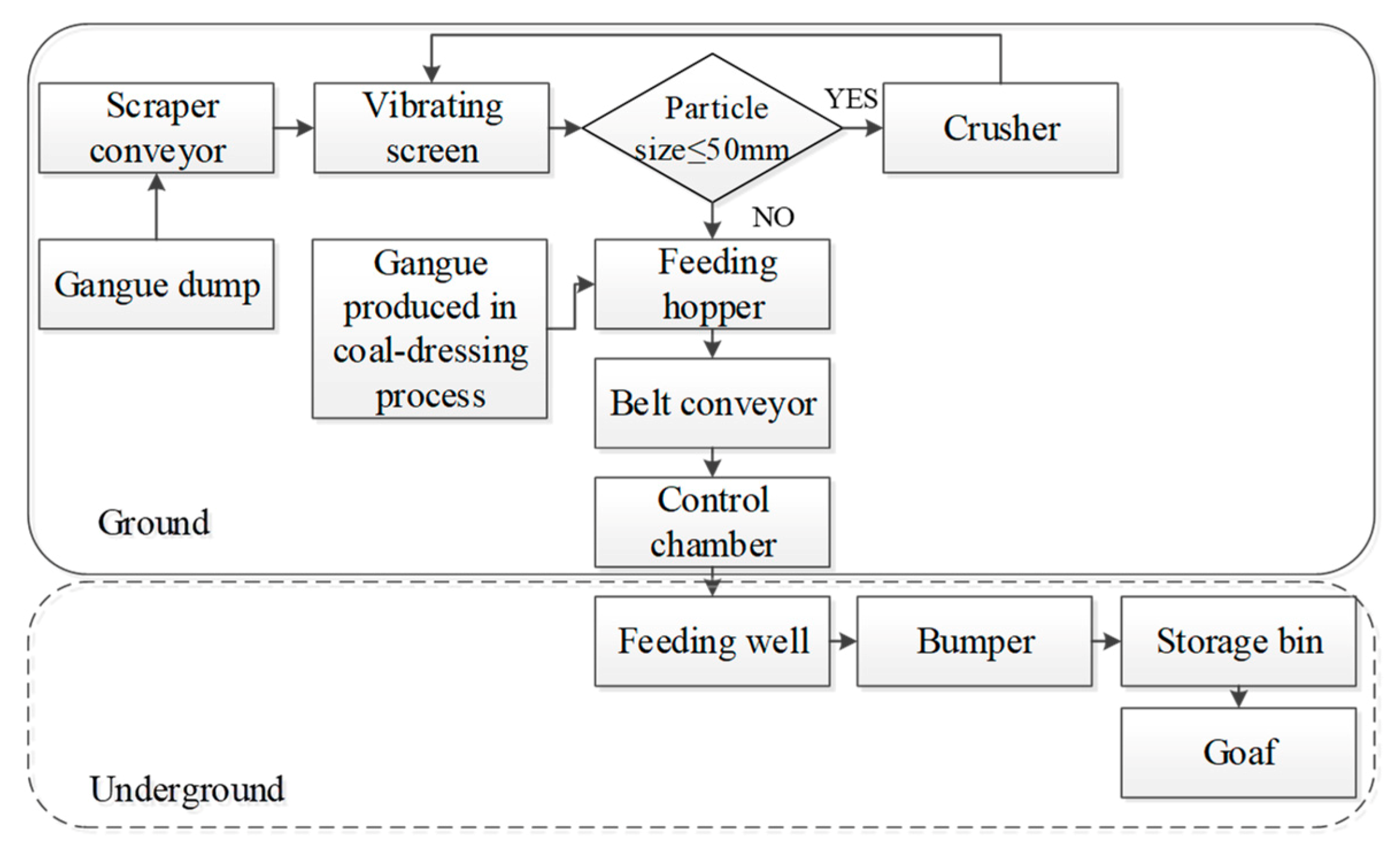
Granular backfill materials are generally prepared at the surface. By taking gangue as an example, the excavated gangues (of large diameter) are transported from a gangue dump to a scraper conveyor by using a loader and then transported to a feeding hopper after screening and crushing. Gangues are then transported to the vertical feeding well through a belt conveyor. Gangues of small diameter produced in the coal-dressing process are transported to the mouth of the feeding well through the belt conveyor. Gangues entering the vertical feed inlet drop by gravity and enter the storage bin after buffering through a bumper. In backfilling, backfill materials are transported to the underground belt conveyor through the feeder, and then to the panel (
Figure 9).
In backfill mining with cemented backfill materials, a huge amount of materials are consumed and much room is needed for preparation. In general, the preparation system is arranged on the ground surface. Backfilling process includes: preparing dry materials, mixing additive materials, stirring after adding water, and backfilling with a bump. By taking cemented backfill materials using gangues as coarse aggregates, an example of backfilling procedure is given below:
- (1)
Gangues are crushed into particles (20 mm down) and transported to a storage bin where fly ash and cemented materials are separately stored in bins for later use.
- (2)
According to the mix design, components of each dry material are mixed according to a certain ratio through a metering device. After mixing and preparation, the mixture is stirred by adding water following the designed concentration of cemented backfill materials.
- (3)
After stirring, the prepared mixed slurries are poured into the backfill pump and then pumped to goafs in the panel through backfill pipelines (
Figure 10).
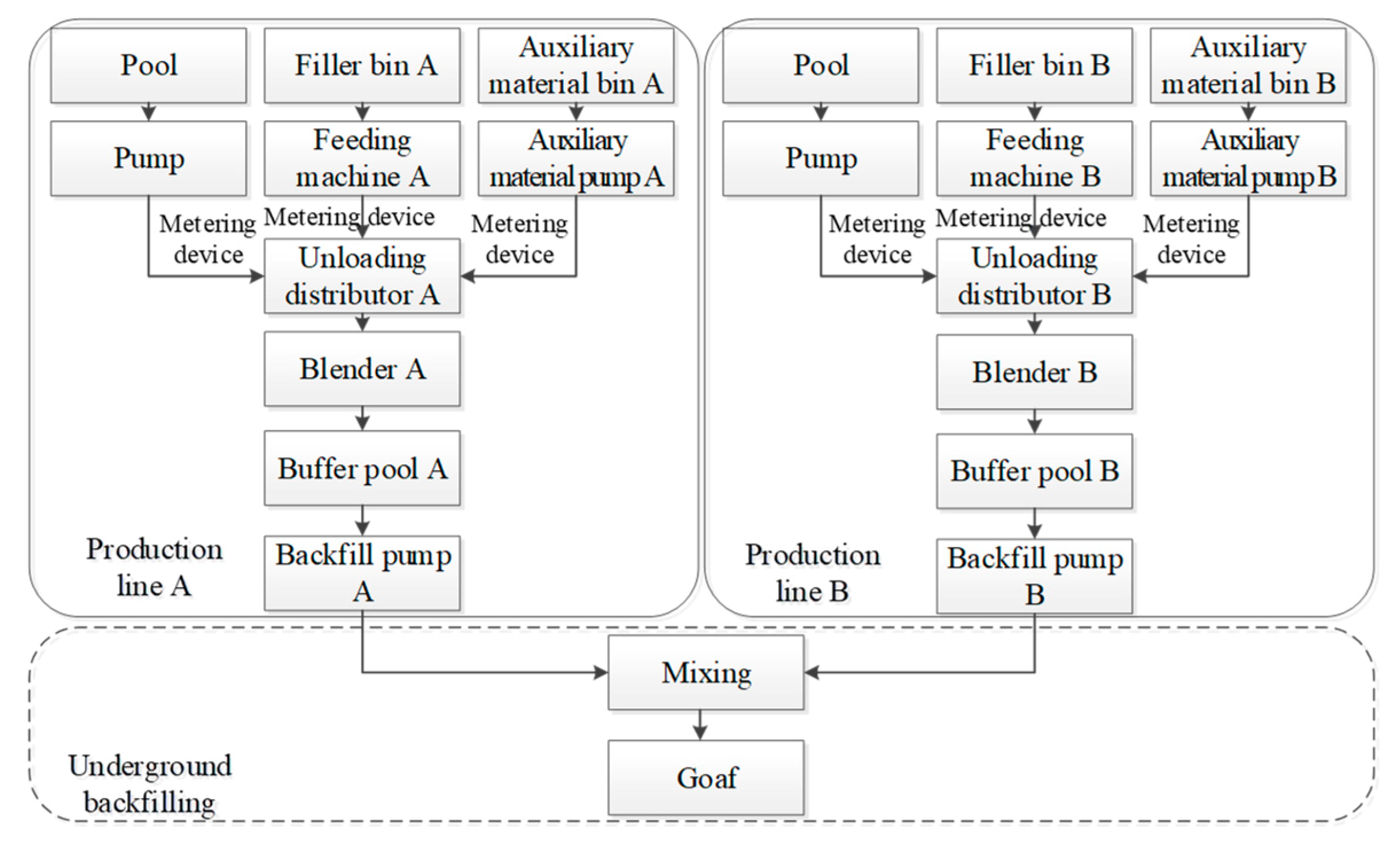
The backfill process of high-water-content materials also includes four steps: preparing dry materials, mixing additive materials, stirring, pumping, and backfilling. The difference between this and the backfilling process used for cemented materials is that high-water-content backfill materials A and B need to be separately prepared, mixed, stirred, and pumped. According to different backfilling capacities and locations (the system for preparing a slurry of high-water-content backfill materials can be arranged either above or below-ground), materials A and B, when pumped underground, need to be mixed equally before backfilling goafs, in order to maintain stable performance. The backfilling process of high-water-content backfill materials is presented in
Figure 11.
4. Case Studies
4.1. Distribution Characteristics of Mines Backfilled with Materials
In China, mines utilising backfill mining techniques are mainly distributed across east China, north China and north-west China; different types of backfill materials are used in different mining areas. Moreover, physical and mechanical properties of backfill materials show large variations. As demonstrated in
Figure 12, mines using granular backfill materials are most widely distributed and mainly placed in Shandong, Henan, and Hebei Provinces, mainly aiming to solve the mining of coal resources under constructed areas. In recent years, the distribution has gradually extended to western mining areas where backfill materials are mainly local loess and aeolian sand. The mines backfilled with cemented materials mainly lie in Shandong and Anhui Provinces, while mines backfilled with high-water-content materials are mainly located in Shandong and Hebei Provinces. The cemented materials are also used for roadside backfilling, wall backfilling, alley backfilling, and fire prevention.
4.2. Selection of Backfill Materials
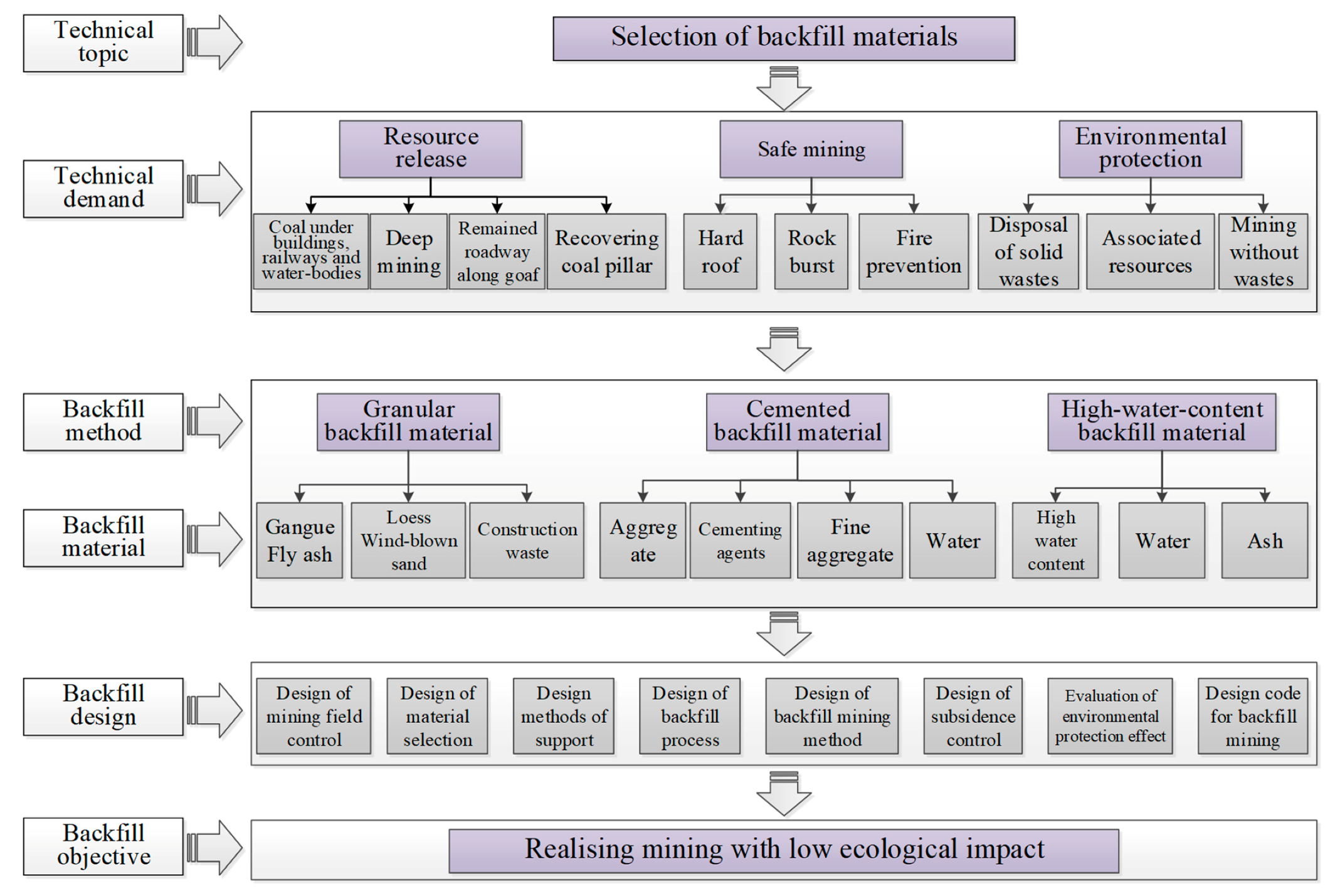
Backfill mining methods demonstrate obvious technical advantages in controlling strata movement and surface subsidence and managing solid wastes. At present, backfilling methods are used to solve socio-environmental issues of coal mining. These include managing ground settlement in developed areas, roof control, increasing mine recovery, extracting deep resources, and eliminating the problem of mining waste. For underground mining with backfill, there are many requirements for backfill materials. The quality of the backfill materials affects the mining cost, the performance of the mining equipment and the backfilling ratio. As a result, the selection of backfill materials and its mixture design is essential. Moreover, sourcing backfill materials from the nearest working face can greatly reduce cost and the discharge of the solid waste from mines, improve the environment in mining areas, and help to realise green mining. The use of an appropriate backfilling ratio can ensure that the strength of the backfill body meets the requirements of mining processes, facilitates the processing and transportation of material, and simplifies the construction process. A comparison of the characteristics of different backfill materials is presented in
Table 1. The selection and control of backfill materials should be scientifically designed according to the conditions of overlying strata and control objectives (
Figure 13), so as to realise safe, efficient and green mining of coal resources while striving to achieve the goal of mining with a low ecological impact.
4.3. Analysis of Case Studies
At present, granular, cemented and high-water-content backfill materials have been widely promoted and applied in more than 10 mining areas in China, and significant economic and social benefits have been obtained.
4.3.1. Application of Granular Backfill Material in Zhaizhen Coal Mine
Zhaizhen Coal Mine, located in Zhaizhen, Xintai City, Shandong Province has an approved production capacity of 1.9 × 106 t/year. Nearly 70% of coal resources in the Zhaizhen well field are under buildings, railways and water-bodies (the total amount of resources is 6.2605 × 107 t). The developments on the surface mainly include a provincial highway, a mine industry square, Zhaizhen Government building, administrative villages, and power transmission lines from Xinwen to Quangou. To mine these coal resources without disturbing the community and environment, gangues were selected as granular backfill materials.
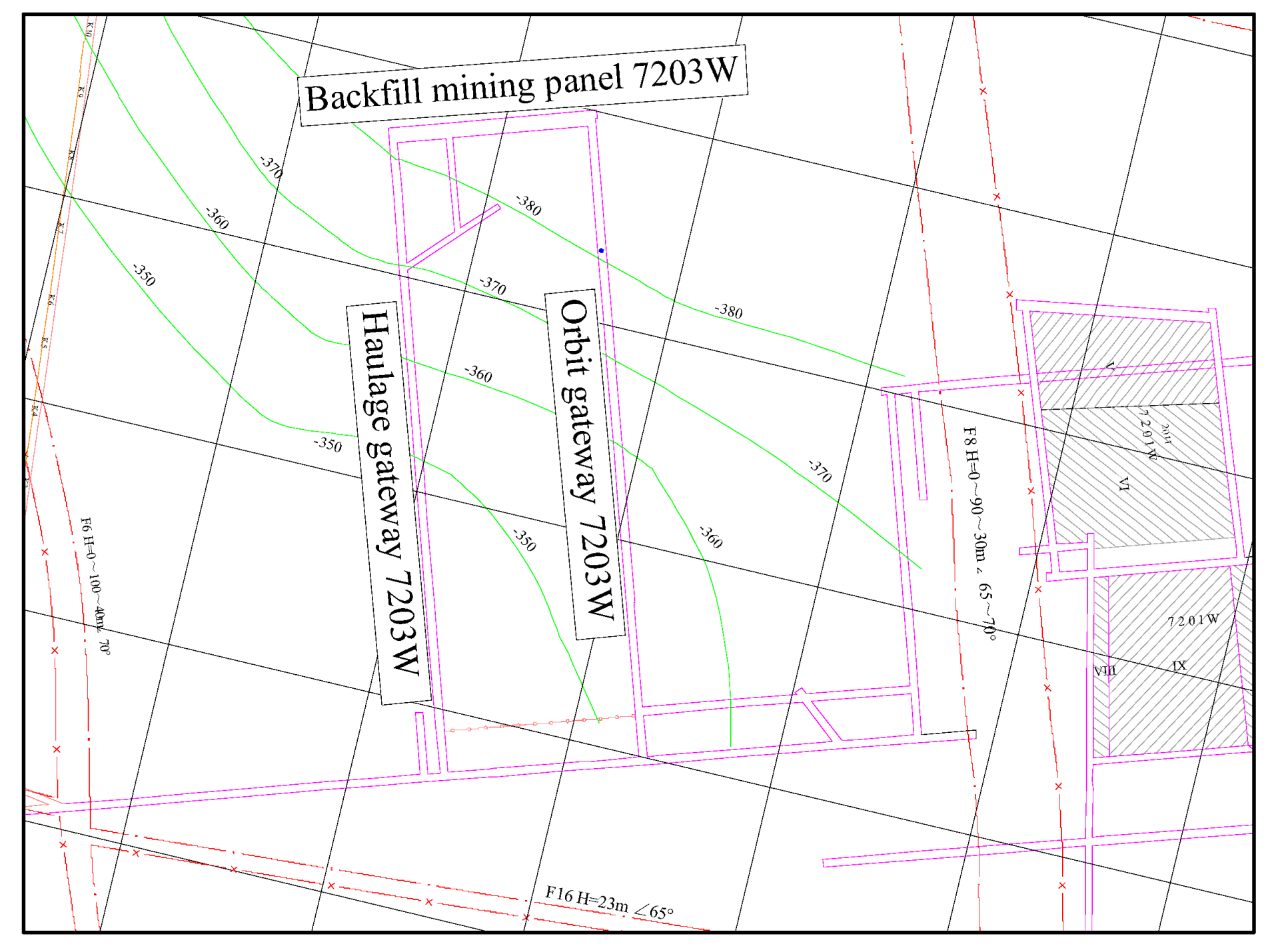
The application of backfilling material in the 7203W mining panel in the 7th mining area is explained as an example. The corresponding surface is the villages and farmland within about 120 m southeast of the intersection of zhai liang road and taixin road, east of the south gate of the mine. The vertical depth of the panel ranges from 517.1 m to 565.8 m and the average strike length is 286 m, while the average inclination length is 92.8 m. The coal seams to have a thickness of 2.73 m and the average inclination angle of 10.5° contains the recoverable reserve of about 9.38 × 10
4 t. The arrangement of the 7203W solid backfill mining panel is shown in
Figure 14.
In the panel, granular backfill materials are gangues from a gangue dump on the ground. The measured stress–strain curve of the backfill materials shows a quasi-logarithmic relationship and can be fitted as
(Firstly, the specimen is prepared according to the material proportion in the application field, and the experimental test is carried out in the laboratory. Finally, the experimental results are fitted to obtain the final stress–strain curve.) The backfill mining process of the 7203W panel is as follows: First, move the multihole-bottom-dump chain conveyor to the rear of the rear roof beam of the support. When the materials discharged from a dump hole have accumulated to a certain height, the next dump hole is opened and immediately a compactor in the rear of the support in which the last dump hole lies starts to compact the discharged backfill materials. Such processes are repeated several times until the materials are compacted. After completing the first round of backfilling, push the multihole-bottom-dump chain conveyor by one step to the front of the rear roof beam of the support for the second round of backfilling. The compaction process of a single support is carried out with alternative unloading and compaction. The compaction system is turned on for compaction as soon as backfill materials are discharged (
Figure 15).
After using these backfill mining techniques, the recovery rate of panel mining areas rises from 85% to 93% and the backfilling rate is controlled at 92.5%, which effectively controls the breakage and migration of overlying strata. The maximum subsidence of roof is about 202 mm (
Figure 16). The maximum roof subsidence value is far less than that of caving mining [
58] and the maximum allowable security value of 600 mm.
4.3.2. Application of Cemented Backfill Material in Gonggeyingzi Coal Mine
Gonggeyingzi Coal Mine of Chifeng Syllamulu Group is located in the north of Gonggeyingzi Village, Chifeng City, Inner Mongolia Autonomous Region, China. In the mine, the 6-2 coal seam with an average thickness of 21 m, average inclination angle of 5°, and burial depth of about 104 m, is the primary mineable coal bed. The quaternary loose soil is 25.7 m thick, including a layer of sand and gravel aquifer with a thickness of 21.7 m and a layer of sandstone aquifer with a thickness of 5 m below. The maximum water inflow per unit of time in the aquifers is 3.154 L/(s∙m), and the average permeability is 17.34 m/d. The distance from the roof of the coal seam to the floor of the aquifer is 52.3 m. The coal thickness is 21 m, but the design mining height is only 2 m, and many coal pillars were set up to prevent water inrush so that the recovery rate is only 39.2%, while the maximum water inflow of the panel is still as high as 245 m3/h. The cemented backfill mining technique was used to solve the mining of an extra-thick coal seam under aquifers.
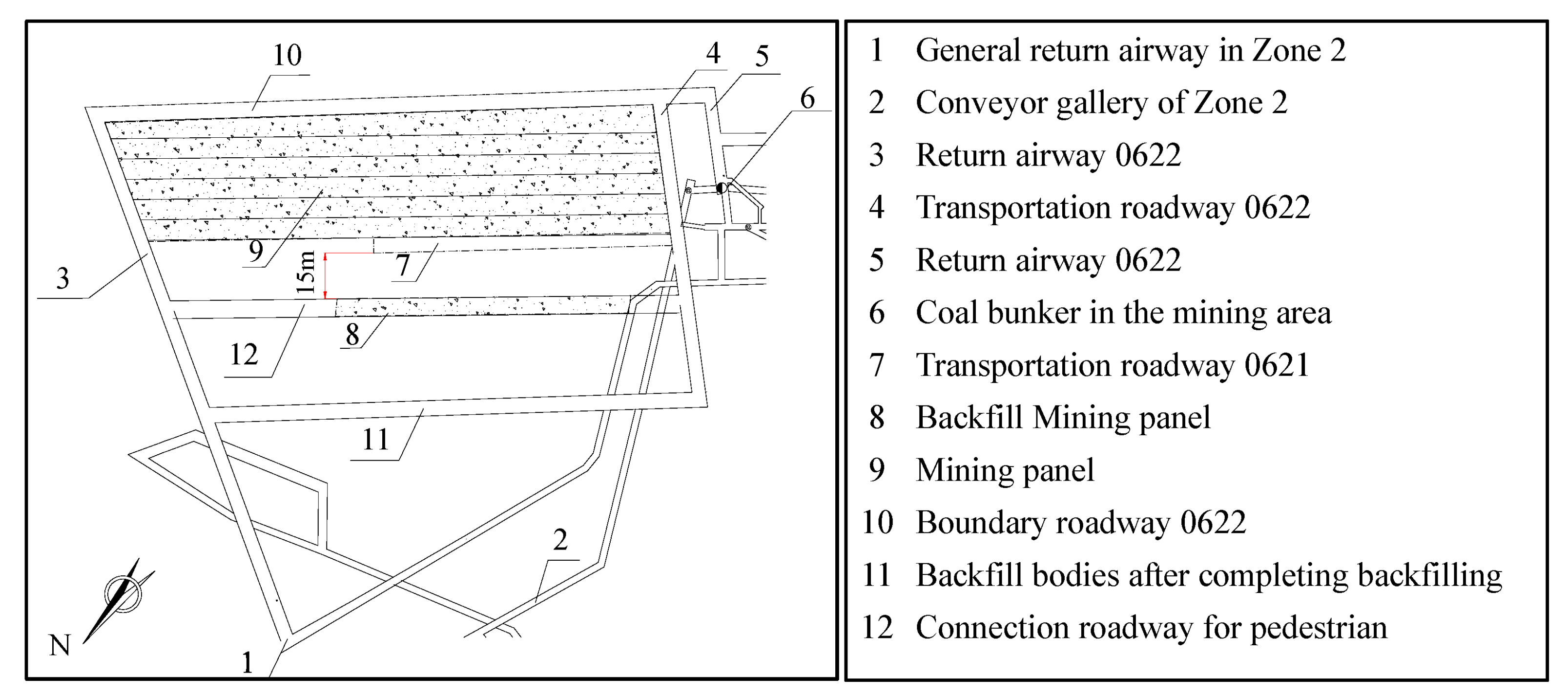
The 0622 mining area in Gonggeyingzi Coal Mine was selected as the test mining area. A coal seam with a thickness of 21 m was divided into six slices for mining and each slice thickness was 3.5 m. The coal was mined from the transportation roadway to the air return roadway by means of excavating the roadway. The connection roadway for backfill mining had a width of 5 m and the distance between two adjacent connection roadways was 15 m (
Figure 17). After the coal mining, the roadway and the return airway were connected, they were backfilled and then the next roadway was excavated along the stabilised backfill body. This cyclic process continues until all roadways were excavated and backfilled [
57,
58].
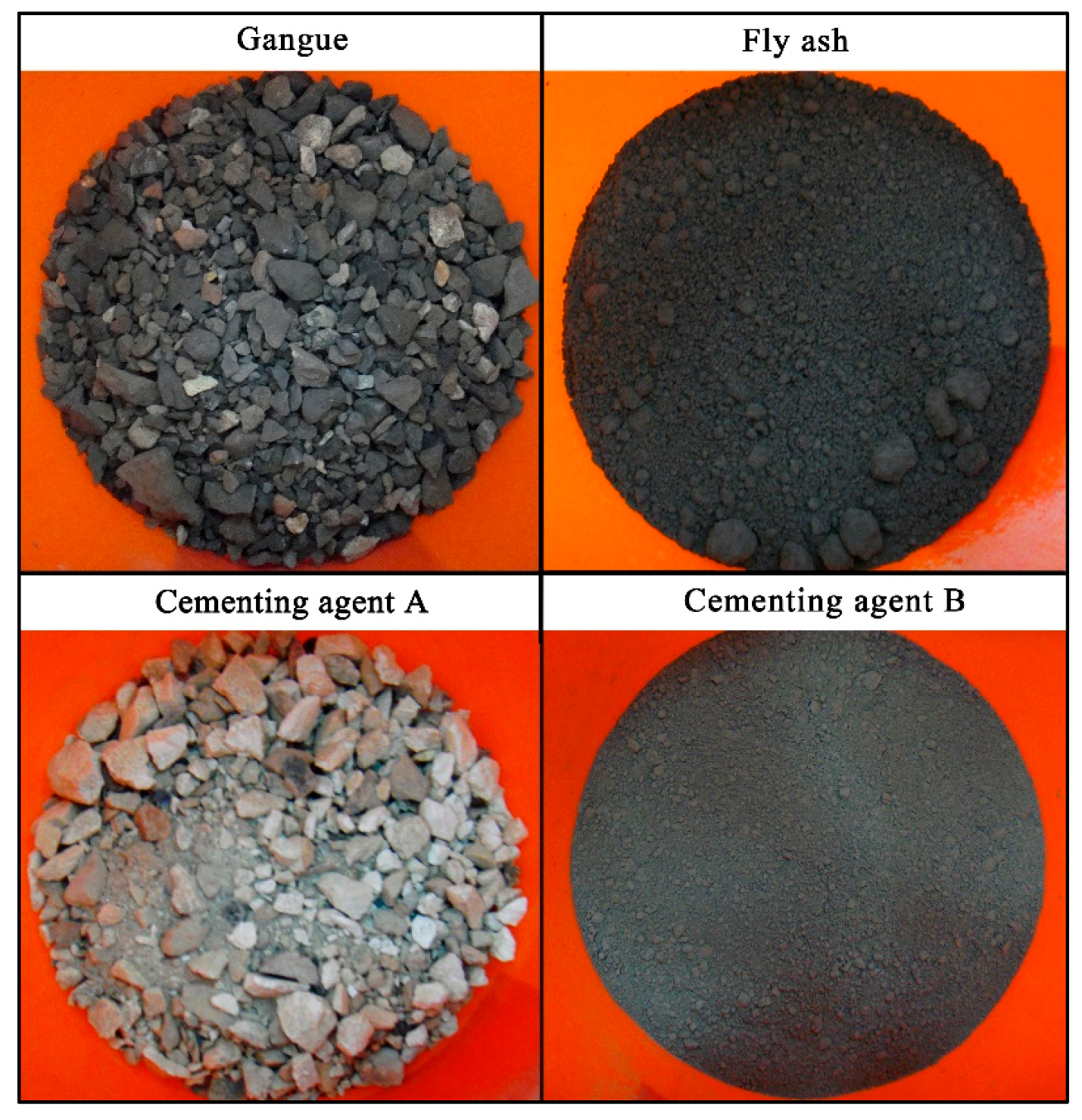
For cemented backfill materials, the crushed coal gangues are used as coarse aggregates and fly ash is utilised as the fine aggregate. The mixture of cementing agents A and B is selected for the cementation of the cemented backfill materials (
Figure 18). The main component of material A is calcium oxide, and the main component of material B is cement. By using the X-ray diffraction (XRD) method, XRD spectra and mineral compositions of cemented backfill materials were obtained. The mineral compositions mainly include quartz, calcite, feldspar mica, berlinite, and siderite as well as a small amount of bustamite and soda mica. The mechanical performance of cemented backfill materials are affected by the interaction of ratio and age. At different curing times, unconfined compressive strength and tensile strength increased with an increase in the solid content of the slurry and the amount of binder (agent B). Strength values, however, first increased and then decreased with the increasing amount of fly ash and cementing agent A. The optimal mixture design is determined to be 40% fly ash, 45.5% gangue, and 14.5% of additives A and B, and solid content of the slurry is 75%. UCS values of backfill material at ages of 7 d and 28 d, resepectively, are equal to 1.69 MPa and 2.92 MPa.
After using the upward multi-slice longwall mining and backfilling of roadways, the annual production capacity of the panel was 3.09 × 105 t, and the recovery rate and backfilling rate in this mining area reached 95% and 98%, respectively. This effectively manages solid wastes produced in the mine and controls the damage zone around longwall pannels. The water inflow to the mine decreased from 245 m3/h to between 110 and 120 m3/h, so the overlying aquifer remains unaffected. Therefore, safe and efficient mining at a high recovery rate in extra-thick coal seams under aquifers is achieved; the maximum surface subsidence is 265 mm.
4.3.3. Application of High-water-content Backfill Material in Xingdong Coal Mine
Xingdong Coal Mine is located within the third ring road of Xingtai City, Hebei Province, China and is speard over an area of about 14.5 km2. In the area, there are 11 villages with different sizes and populations. The amount of coal under buildings, railways and water-bodies accounts for more than 82% of the total geological reserves in the mine. Due to thick coal seams and large burial depth (the maximum is above 1200 m), underground mining has a signifact effect on the community and surface infrastructure. Traditional mining methods cannot be implemented due to the huge cost of relocation of villages and low recovery rate.
The 1128 panel of Xingdong Coal Mine has a length of about 60 m, with a depth of 1100 m and coal seam thickness of 4.5 m. Due to the considerable mining depth, thick coal seams and the small inclination angle of coal seams, hybrid backfill method combined with bag backfill method and open backfill method are adopted. Roofing management with backfill supports ensures normal coal mining and provides a safe space for hanging bags [
59,
60,
61].
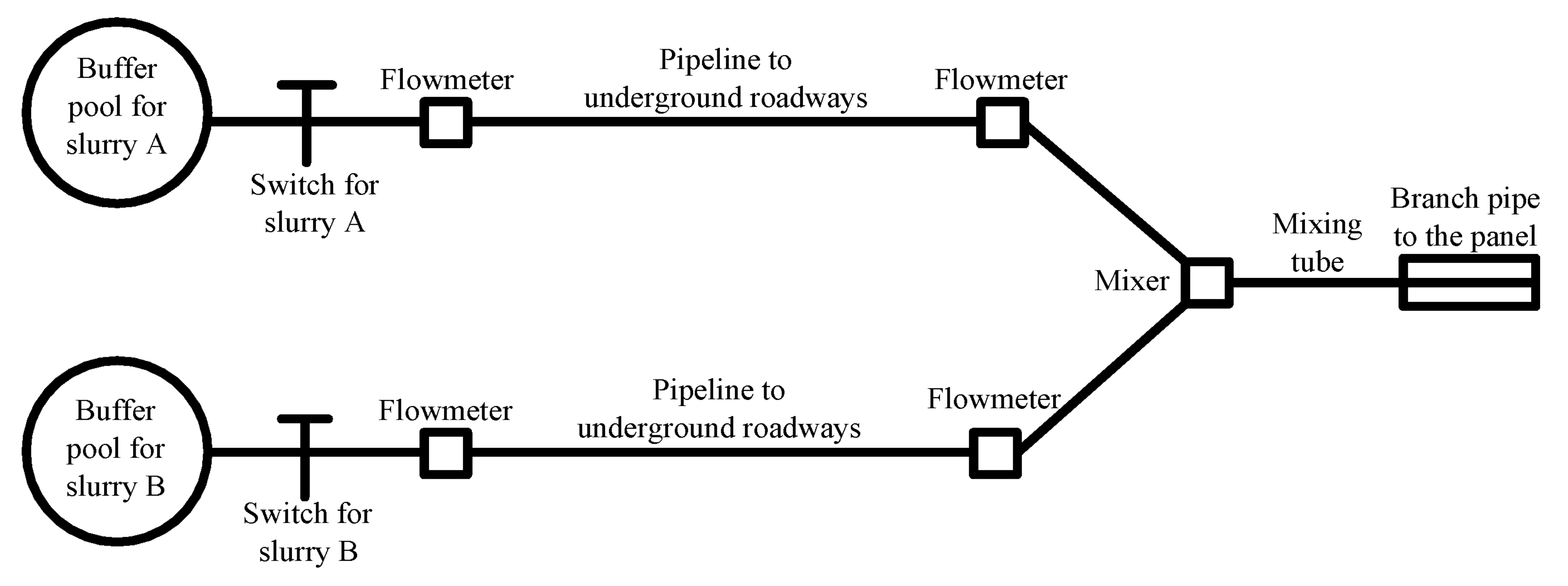
High-water-content backfill materials are mixed and solidified by two types of slurries with high water content and good flow performance. This is because a single slurry cannot solidify rapidly, while the two chosen kinds of slurries can immediately solidify after mixing. Therefore, high-water-content backfill materials are transported through pipelines and backfill stations are built on the ground for preparing high-water-content backfill materials. After preparation, the two slurries are transported to the underground by using two pipelines and mixed at a position 120 m ahead of the panel. Then, the slurries are transported to the rear of the panel by pipeline for backfilling. Transportation of high-water-content backfill materials is shown in
Figure 19. The strength of induration of high-water-content backfill materials changes with time and the induration shows both high water and free water contents. Materials can be weathered in the air, so mechanical performances of induration can be influenced to a significant extent. Induration of high-water-content backfill materials provides good early strength, accounting for about 50% of the final strength: The strength increases slowly after 7 d.
When high-water-content backfill materials are transported into goafs, the bearing capacity of the surrounding rocks is increased and the zone of disturbance in the front of the panel extends for about 27.7 m. The depth of the damaged zone in the floor strata decreases. The maximum damage depth is about 22 m. In comparison with the complete caving method, the backfill mining panel reduces the depth of the damaged zone in the floor strata, reduces the extent of the disturbed zone in front of the panel and effectively controls the risk of rock burst.
5. Discussion and Future Prospects
The backfill mining technique has significant technical advantages in controlling strata movement and surface subsidence, preventing potential disasters, handling mining waste, protecting the environment, and improving the recovery rate of coal resources. As one of the core techniques for green mining in coal mines, it is the best technical option for promoting the coordinated development of resource exploitation and the environment in mining areas. Backfill materials have widely been applied in Chinese coal mines. Physico-mechanical characteristics of backfill materials have been widely investigated in regard to transportation and preparation of material. In addition, mining equipment is developed to tranport, mix, place, and compact backfilling materials. With extensive extraction of shallow coal resources in China and, therefore, gradual depletion of coal resources in the eastern regions, deeper resources should be explored and extracted. Therefore, deep coal mining is becoming a new norm in the development of China’s coal industry and resources.
Significant changes in the deep mining environment mean that deep backfill mining faces many major technical problems. Firstly, mechanisms of strata movement in backfill mining change under high in-situ stress conditions. Secondly, high ground temperatures may change the mechanical properties of backfill material. Thirdly, high gas causes difficulties in coal mining and gas extraction. Fourth, seepage characteristics of deep backfill coal and rock masses are unknown. Fifth, high-intensity mining restricts the arrangement of the integrated mining system. How to deal with these challenges, innovatively solving the scientific problem of deep backfill mining, developing basic theories for controlling strata movement relating to backfill mining, forming green mining systems, improving the dressing of deep coal, and backfilling of goafs, warrants further research.
Furthermore, aiming at the major technical problems of deep backfill mining, based on the theme of backfill bodies in deep backfill mining controlling strata movement, safe, cost-effective and environmentally-friendly backfill mining methods should be practised. It is necessary to innovate and develop strata control methods for deep backfill mining. Therefore, green mining concepts for mining and dressing of deep coal, as well as the backfilling of goafs, are proposed. In other words, coal mining, gangue separation and localised gangue backfilling can be realised below ground and clean coal is directly output as a result. Therefore, it is necessary to investigate such issues facing deep backfill mining operations, including: (1) strata control theory in deep backfill mining, (2) control of surface subsidence in deep backfill mining, (3) control of rocks around large underground openings, (4) efficient transport of backfill materials to the deep underground, and (5) mechanical behaviours of backfill materials deep underground.
6. Conclusions
This study summarised the types of backfill materials of coal mines in China and introduced backfill processes for each backfill material. The mines backfilled with these materials and their distribution characteristics were analysed, and the standard for selecting backfill materials and engineering design thereof were elaborated. In addition, case studies of coal mines in China were introduced and analysed. The main conclusions were as follows:
- (1)
The backfill materials that are mainly used in Chinese coal mines include granular, cemented, and high-water-content materials. The transport and bearing performances of the three backfill materials are determined by the ratio of aggregates of materials, types of cementing agents and additive materials. Moreover, the compositions of the three backfill materials and their physicomechanical properties are introduced.
- (2)
Backfill materials need to undergo two stages from preparation to backfilling into goafs: ground transportation and underground transportation. Due to differences in material types and in their transport performance and bearing performance, the three backfill materials require different backfilling processes and characteristics. The granular backfill materials can be solidified without adding cementing agents and can be directly backfilled into goafs in the panel after being crushed.
- (3)
The distribution of mines backfilled with the three materials was analysed. Based on comparative analysis of the characteristics of the three backfill materials and specific engineering objectives, an engineering design method for selecting backfill materials is proposed. Finally, several case studies on different backfilling methods are introduced and analysed.
- (4)
With long-term, constant, high-intensity mining of shallow coal resources in China and gradual depletion of coal resources in the eastern regions, mining depths are gradually increasing and safe, efficient, green backfill mining needs to be carried out from shallower to deeper parts of such mines. It is necessary to innovate and develop strata control theory and technical systems for deep backfill mining. The problems facing deep backfill mining are summarised, and future prospects for deep backfill mining are suggested.
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}