The Correlation of Roasting Conditions in Selective Potassium Extraction from K-Feldspar Ore



Abstract
:1. Introduction
2. Experimental Studies
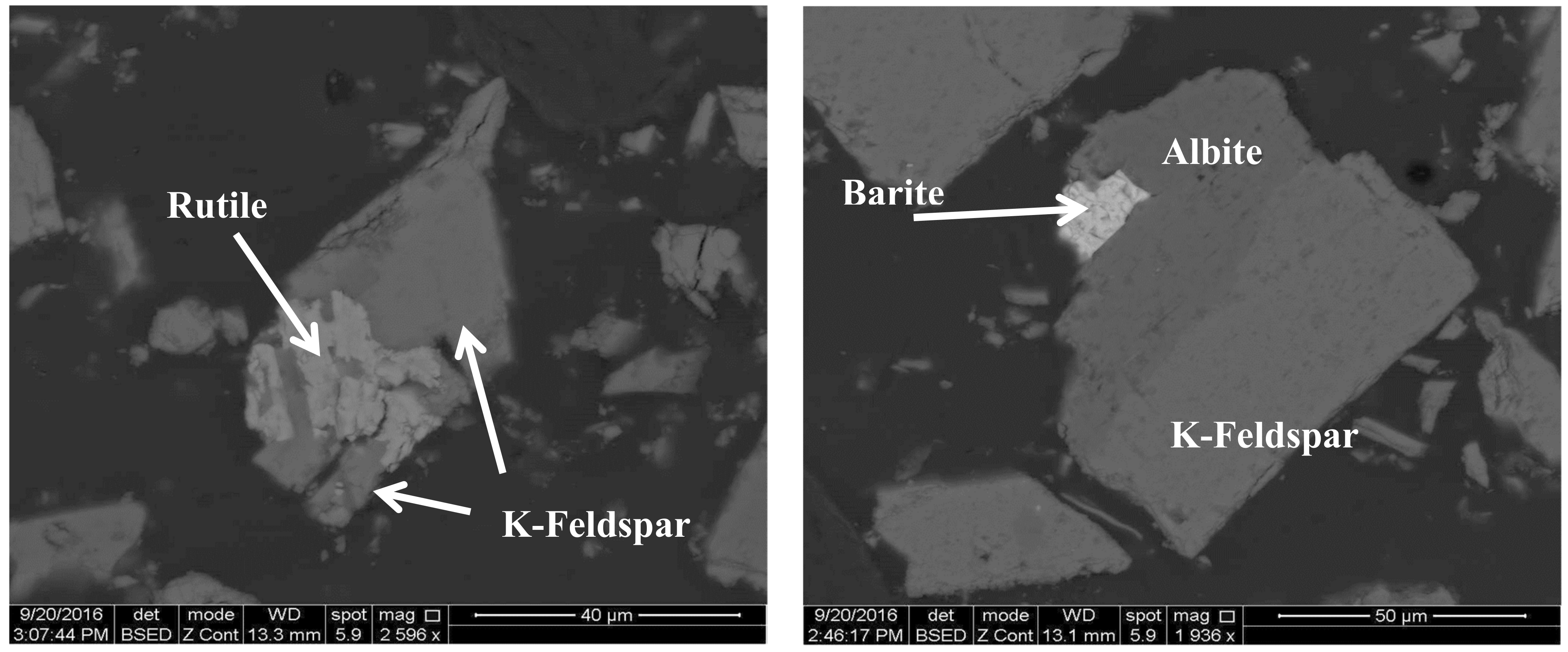
2.1. Material and Characterization
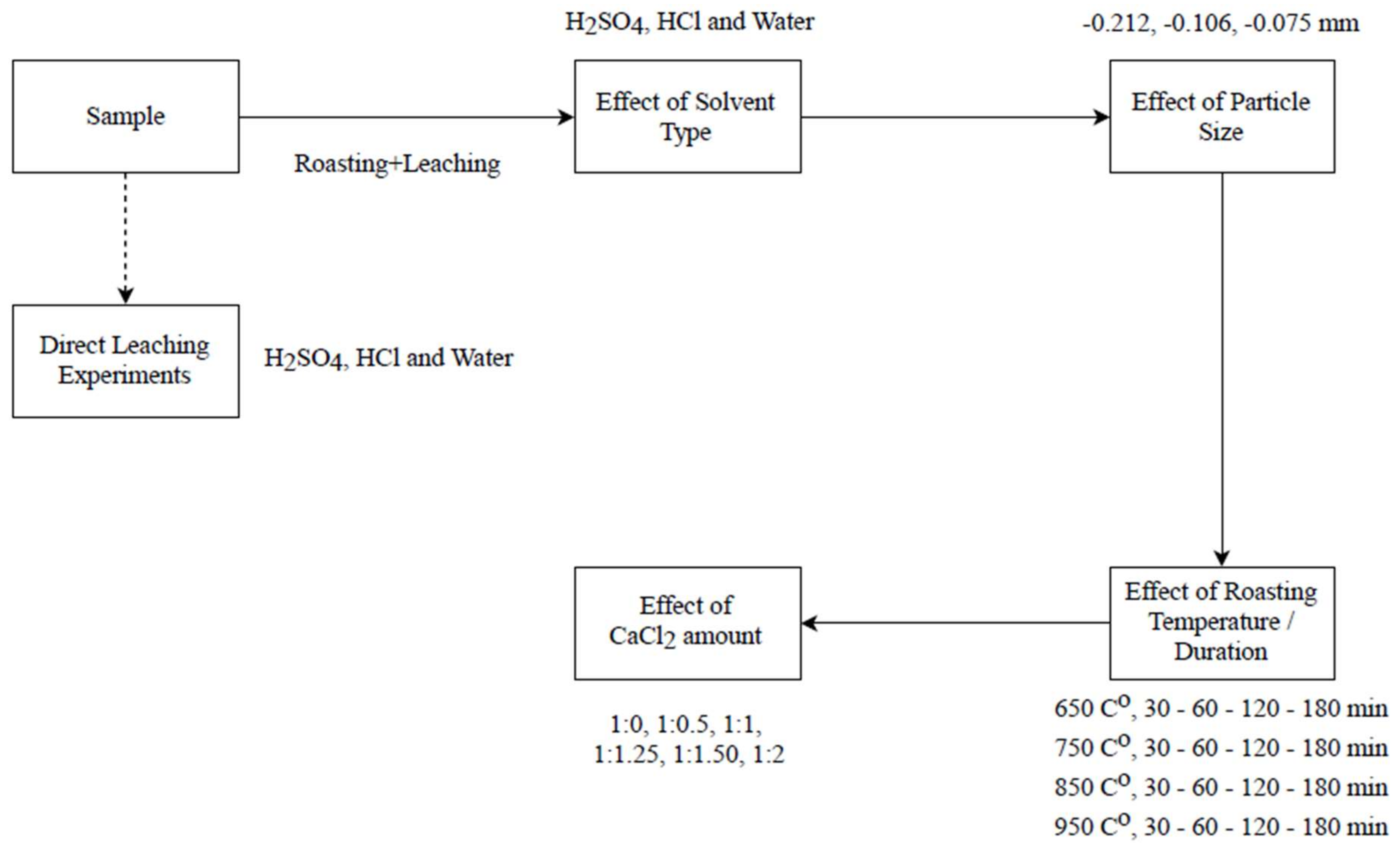
2.2. Beneficiation Methods
3. Results
3.1. Direct Leaching Experiments
3.2. The Roasting Followed by Leaching
3.2.1. Effect of Solvent Type
3.2.2. Effect of Particle Size
3.2.3. Effect of Roasting Temperature and Duration
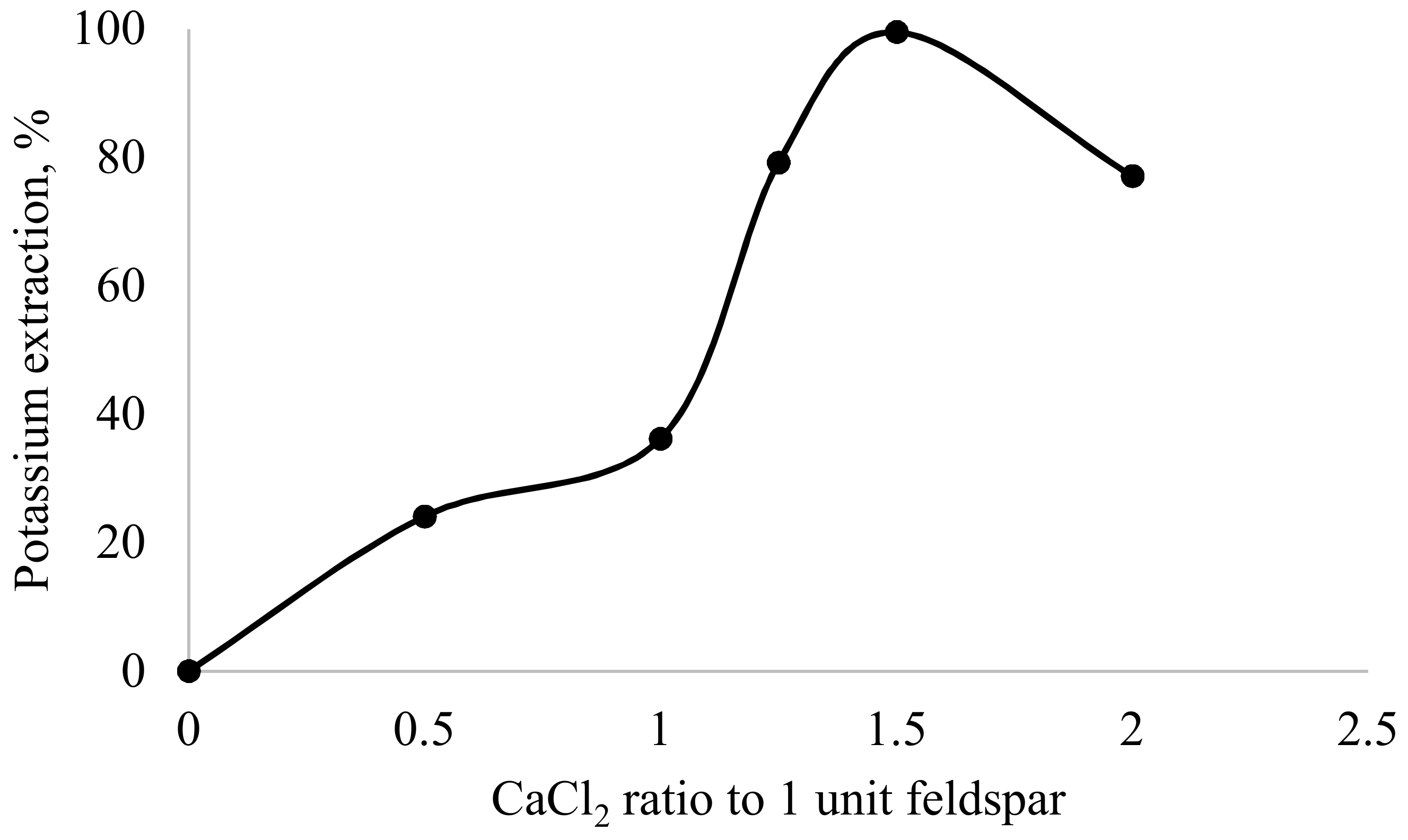
3.2.4. Effect of the CaCl2 Amount
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Scherer, H.W.; Mengel, K.; Dittmar, H.; Drach, M.; Vosskamp, R.; Trenkel, M.E.; Gutser, R.; Steffens, G.; Czikkely, V.; Niedermaier, T.; et al. Fertilizers. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2002. [Google Scholar]
- Rao, J.R.; Nayak, R.; Suryanarayana, A. Feldspar for potassium, fertilizers, catalysts and cement. Asian J. Chem. 1998, 10, 690–706. [Google Scholar]
- Ahmed, M.M.; Ibrahim, G.A.; Rizk, A.M.E.; Mahmoud, N.A. Reduce the iron content in Egyptian feldspar ore of Wadi Zirib for industrial applications. Int. J. Min. Eng. Miner. Process. 2016, 5, 25–34. [Google Scholar]
- Nayak, R.; Rao, J.R.; Suryanarayana, A.; Nayak, B.B. A Process for Extraction of Potassium from Feldspar. Indian Patent No. 217121, 31 March 2008. [Google Scholar]
- Zhang, H.; Sun, D.S.; Bao, H. The extraction of potassium from feldspar by molten salt leaching method with composite additives. Adv. Mater. Res. 2012, 524, 1136–1139. [Google Scholar] [CrossRef]
- Xie, H.; Wang, Y.; Ju, Y.; Liang, B.; Zhu, J.; Zhang, R.; Xie, L.; Liu, T.; Zhou, X.; Zeng, H.; et al. Simultaneous mineralization of CO2 and recovery of soluble potassium using earth-abundant potassium feldspar. Chin. Sci. Bull. 2013, 58, 128–132. [Google Scholar] [CrossRef]
- Jena, S.K.; Dhawan, N.; Rao, D.S.; Misra, P.K.; Mishra, B.K.; Das, B. Studies on extraction of potassium values from nepheline syenite. Int. J. Miner. Process. 2014, 133, 13–22. [Google Scholar] [CrossRef]
- Pradhan, G.K.; Singh, Y.P.; Dhawan, N. Silicate Rocks-A potash source for fertilizers. In Proceedings of the India International Science Festival-Young Scientists’ Meet, Delhi, India, 4–8 December 2015; pp. 1–9. [Google Scholar]
- Yuan, B.; Li, C.; Liang, B.; Lü, L.; Yue, H.; Sheng, H.; Ye, L.; Xie, H. Extraction of potassium from K-feldspar via the CaCl2 calcination route. Chin. J. Chem. Eng. 2015, 23, 1557–1564. [Google Scholar] [CrossRef]
- Orosco, P.; del Carmen Ruiz, M. Potassium chloride production by microcline chlorination. Thermochim. Acta 2015, 613, 108–112. [Google Scholar] [CrossRef]
- Kumanan, M.; Sathya, G.; Nandakumar, V.; Berchmans, L.J. Extraction of potash from K-Feldspar mineral by acid and molten salt leaching processes. IASET Int. J. Metall. Mater. Chem. Eng. 2016, 7, 1–10. [Google Scholar]
- Jena, S.K.; Misra, P.K.; Das, B. Studies on extraction of potassium from feldspar by roast-leach method using phosphogypsum and sodium chloride. Min. Process. Extr. Metall. 2016, 37, 323–332. [Google Scholar] [CrossRef]
- Jena, S.K.; Dhawan, N.; Rath, S.S.; Rao, D.S.; Das, B. Investigation of microwave roasting for potash extraction from nepheline syenite. Sep. Purif. Technol. 2016, 161, 104–111. [Google Scholar] [CrossRef]
- Jena, S.K.; Dhawan, N.; Rao, D.S.; Misra, P.K.; Das, B. Extraction of potash values from pyrophyllite mine waste. Sep. Sci. Technol. 2015, 51, 269–277. [Google Scholar] [CrossRef]
- Jasinski, S.M. Potash. In United States Geological Survey Minerals Yearbook; U.S. Geological Survey: Reston, VA, USA, 2017; pp. 128–129. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Content, % | Element | Content, % |
|---|---|---|---|
| Si | 28.50 | Ca | 0.22 |
| Al | 12.26 | Mg | 0.11 |
| K | 7.98 | Ti | 0.06 |
| Na | 2.83 | P | 0.3 |
| Fe | 0.85 |
| Solvent Type | Extraction, % | |
|---|---|---|
| K | Al | |
| 8 M HCl | 1.4 | 9.4 |
| 8 M H2SO4 | 1.1 | 8.9 |
| Water | 0.0 | 0.2 |
| Solvent Type | Extraction, % | |
|---|---|---|
| K | Al | |
| 2 M H2SO4 | 24.1 | 44.0 |
| 2 M HCl | 76.4 | 67.5 |
| Water | 52.6 | 0.0 |
| Feed Size, µm | Extraction, % | |
|---|---|---|
| K | Al | |
| 75 | 53.4 | 0.1 |
| 106 | 52.1 | 0.1 |
| 212 | 52.8 | 0.2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Serdengeçti, M.T.; Baştürkcü, H.; Burat, F.; Kangal, M.O. The Correlation of Roasting Conditions in Selective Potassium Extraction from K-Feldspar Ore. Minerals 2019, 9, 109. https://doi.org/10.3390/min9020109
Serdengeçti MT, Baştürkcü H, Burat F, Kangal MO. The Correlation of Roasting Conditions in Selective Potassium Extraction from K-Feldspar Ore. Minerals. 2019; 9(2):109. https://doi.org/10.3390/min9020109
Chicago/Turabian StyleSerdengeçti, Mete Tayhan, Hüseyin Baştürkcü, Fırat Burat, and Murat Olgaç Kangal. 2019. "The Correlation of Roasting Conditions in Selective Potassium Extraction from K-Feldspar Ore" Minerals 9, no. 2: 109. https://doi.org/10.3390/min9020109
APA StyleSerdengeçti, M. T., Baştürkcü, H., Burat, F., & Kangal, M. O. (2019). The Correlation of Roasting Conditions in Selective Potassium Extraction from K-Feldspar Ore. Minerals, 9(2), 109. https://doi.org/10.3390/min9020109