Cleaner Extraction of Lead from Complex Lead-Containing Wastes by Reductive Sulfur-Fixing Smelting with Low SO2 Emission

 ,
,  ,
, 
Abstract
:1. Introduction
2. Experimental
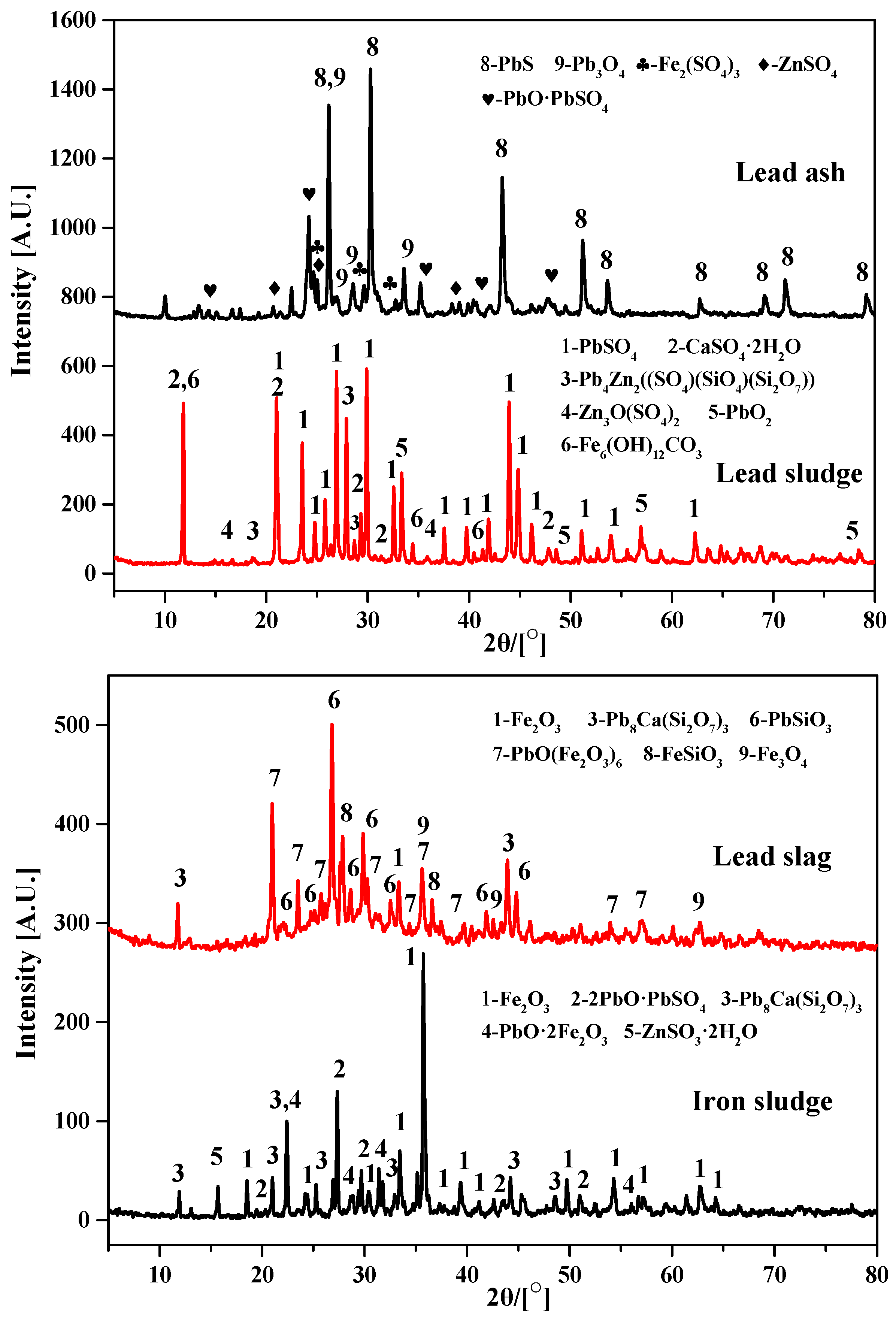
2.1. Materials
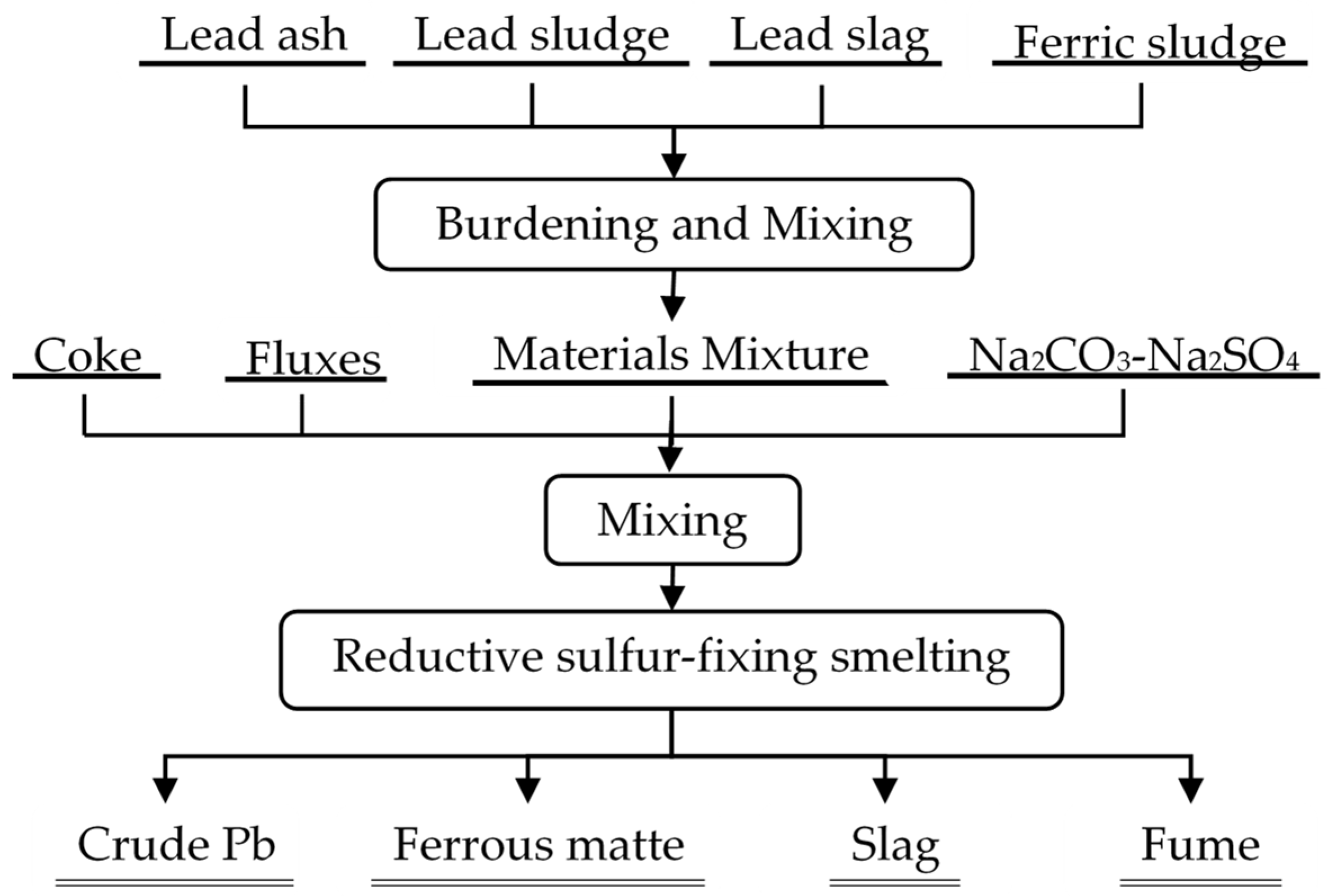
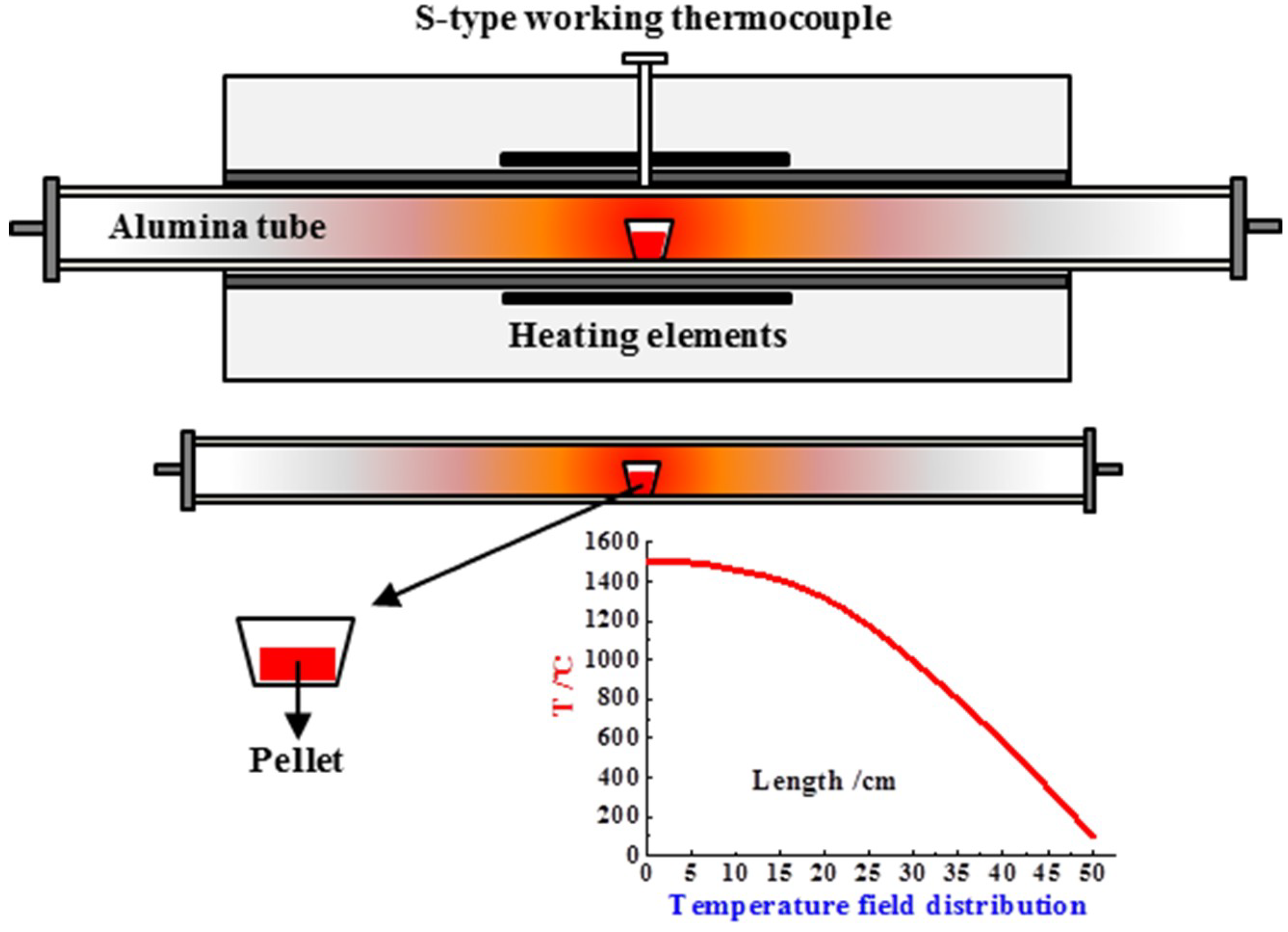
2.2. Methods
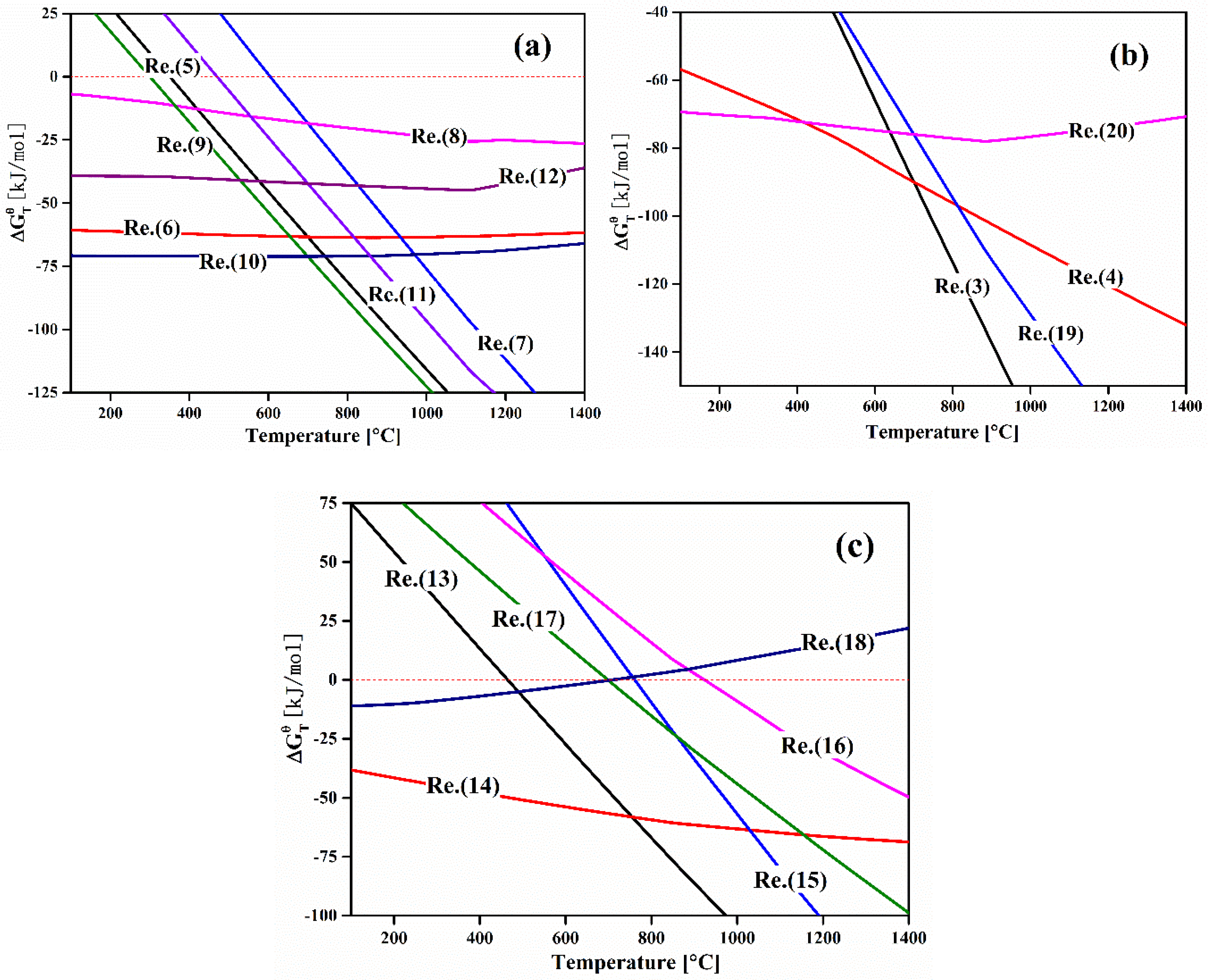
3. Thermodynamics Consideration
4. Results and Discussion
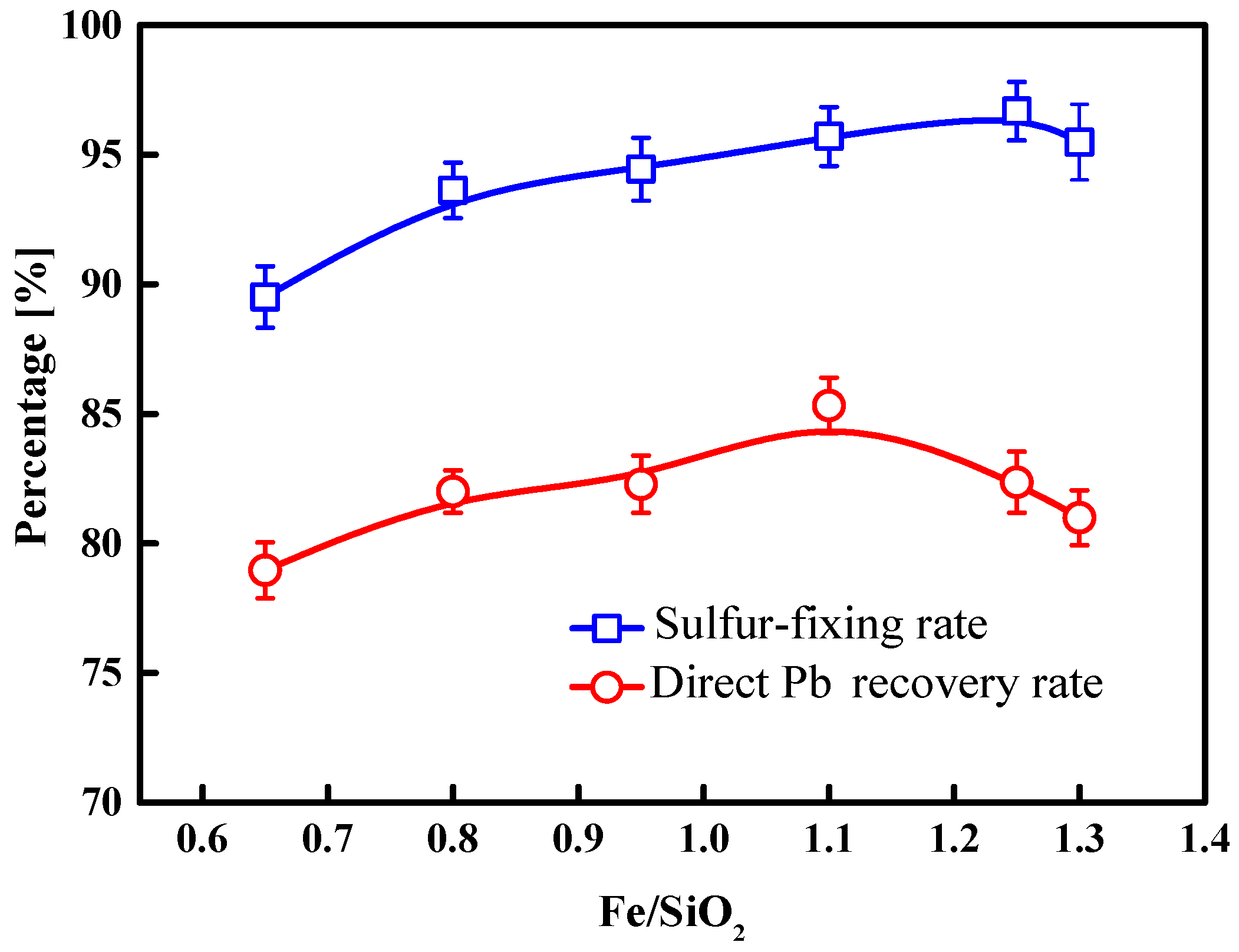
4.1. Effect of Fe/SiO2
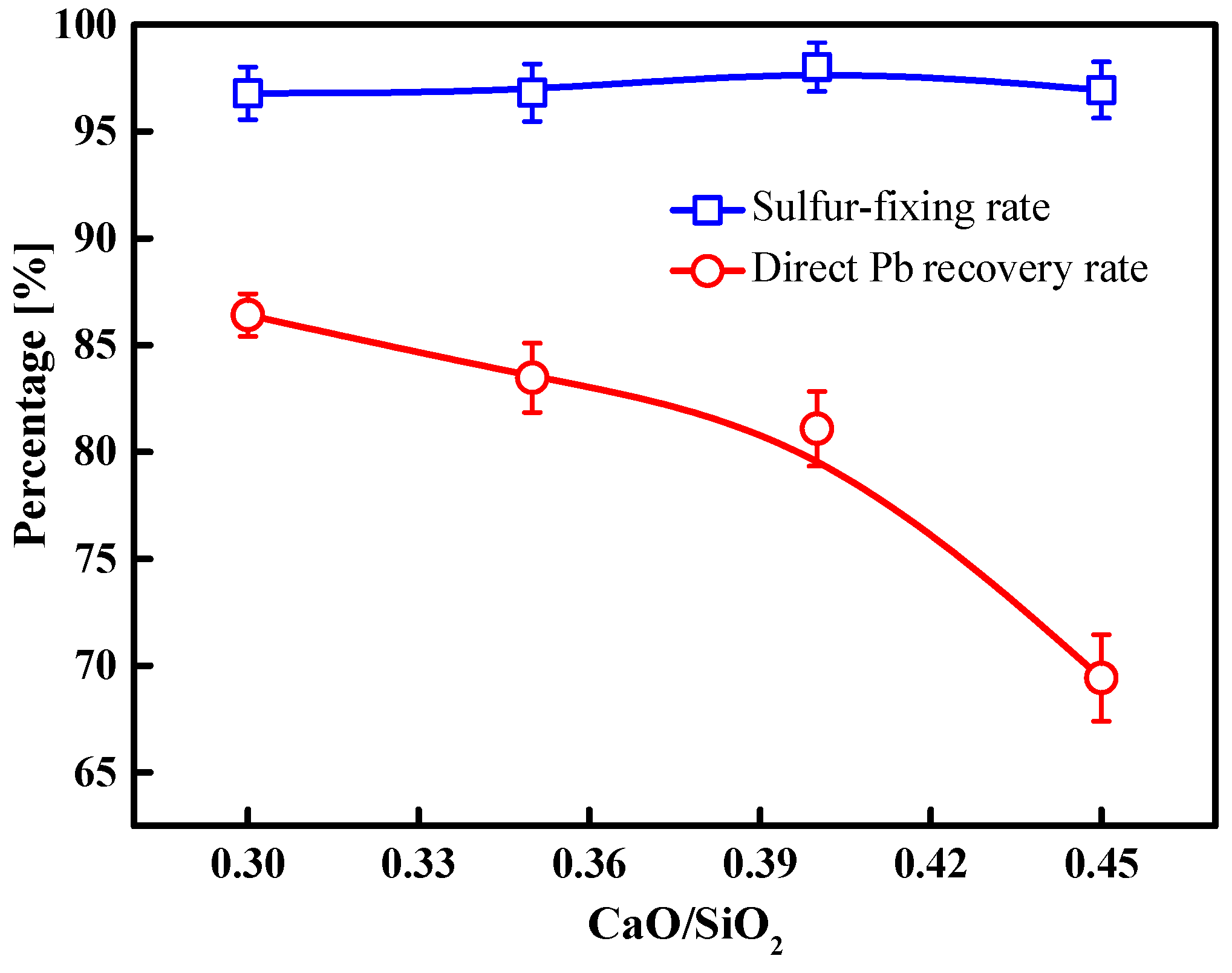
4.2. Effect of CaO/SiO2 Ratio of the Slag
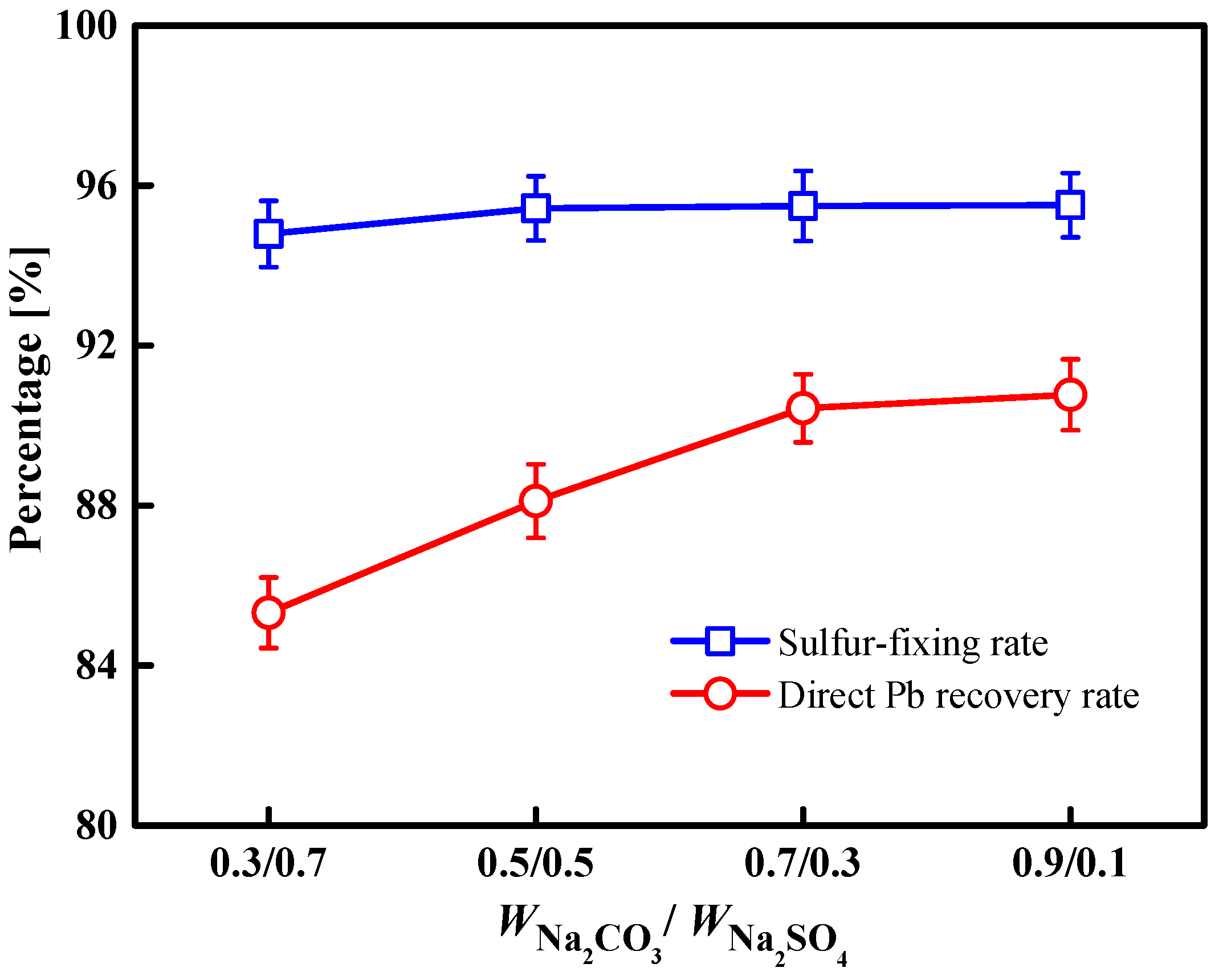
4.3. Effect of /
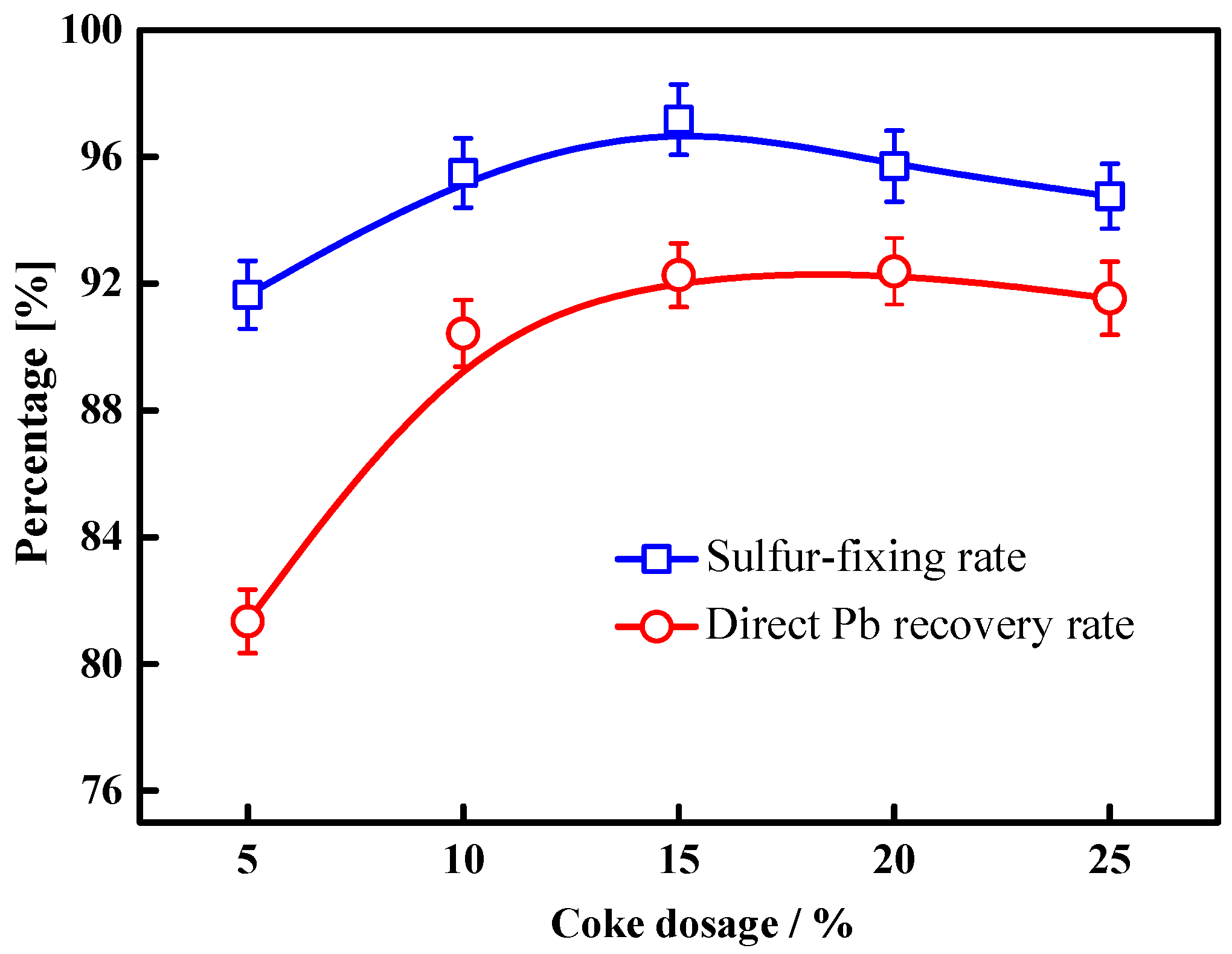
4.4. Effect of Coke Addition
4.5. Effect of Smelting Temperature
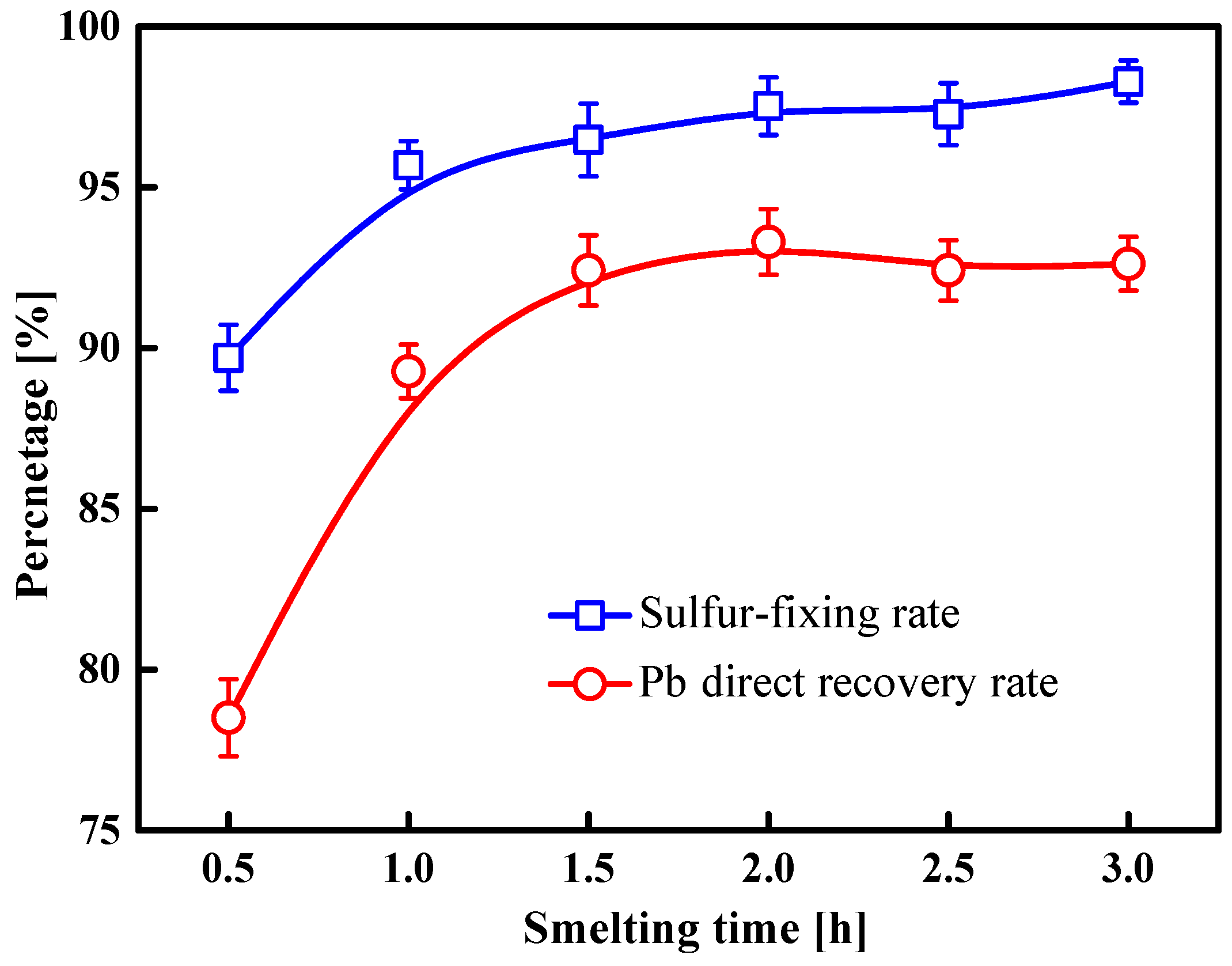
4.6. Effect of Smelting Time
4.7. Bench-Pilot Experiments
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Lassin, A.; Piantone, P.; Burnol, A.; Bodénan, F.; Chateau, L.; Lerouge, C.; Crouzet, C.; Guyonnet, D.; Bailly, L. Reactivity of waste generated during lead recycling: An integrated study. J. Hazard. Mater. 2007, 139, 430. [Google Scholar] [CrossRef]
- Ellis, T.W.; Mirza, A.H. The refining of secondary lead for use in advanced lead-acid batteries. J. Power Sources 2010, 195, 4525–4529. [Google Scholar] [CrossRef]
- Sahu, K.K.; Agrawal, A.; Pandey, B.D. Recent trends and current practices for secondary processing of zinc and lead. Part II: Zinc recovery from secondary sources. Waste Manag. Res. J. Int. Solid Wastes Public Cleansing Assoc. Iswa 2004, 22, 248–254. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.Y.; Huang, S.J.; Sun, S.Y.; Ning, X.A.; He, R.Z.; Li, X.M.; Chen, T.; Luo, G.Q.; Xie, W.M.; Wang, Y.J. Effects of sulfur on lead partitioning during sludge incineration based on experiments and thermodynamic calculations. Waste Manag. 2015, 38, 336–348. [Google Scholar] [CrossRef] [PubMed]
- Nomura, Y.; Fujiwara, K.; Terada, A.; Nakai, S.; Hosomi, M. Prevention of lead leaching from fly ashes by mechanochemical treatment. Waste Manag. 2010, 30, 1290. [Google Scholar] [CrossRef] [PubMed]
- Okada, T.; Tojo, Y.; Tanaka, N.; Matsuto, T. Recovery of zinc and lead from fly ash from ash-melting and gasification-melting processes of MSW-comparison and applicability of chemical leaching methods. Waste Manag. 2007, 27, 69–80. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Tang, C.; Chen, Y.; Yang, S.; Guo, L.; He, J.; Tang, M. One-Step Extraction of Lead from Spent Lead-Acid Battery Paste via Reductive Sulfur-Fixing Smelting: Thermodynamic Analysis, 8th International Symposium on High-Temperature Metallurgical Processing; Springer: Cham, Switzerland, 2017; pp. 767–777. [Google Scholar]
- Sun, Z.; Cao, H.; Zhang, X.; Lin, X.; Zheng, W.; Cao, G.; Sun, Y.; Zhang, Y. Spent lead-acid battery recycling in China—A review and sustainable analyses on mass flow of lead. Waste Manag. 2017, 64, 190–201. [Google Scholar] [CrossRef]
- Min, L.I.; Lin, Y.S. Lead pollution and its impact on human health in urban area. Admin. Tech. Environ. Monitor. 2006, 5, 6–10. [Google Scholar]
- Mishra, K.P.; Singh, V.K.; Rani, R.; Yadav, V.S.; Chandran, V.; Srivastava, S.P.; Seth, P.K. Effect of lead exposure on the immune response of some occupationally exposed individuals. Toxicology 2003, 188, 251–259. [Google Scholar] [CrossRef]
- Shen, H.; Forssberg, E. An overview of recovery of metals from slags. Waste Manag. 2003, 23, 933–949. [Google Scholar] [CrossRef]
- Zhang, W.; Yang, J.; Wu, X.; Hu, Y.; Yu, W.; Wang, J.; Dong, J.; Li, M.; Liang, S.; Hu, J. A critical review on secondary lead recycling technology and its prospect. Renew. Sust. Energy Rev. 2016, 61, 108–122. [Google Scholar] [CrossRef]
- He, D.; Yang, C.; Wu, Y.; Liu, X.; Xie, W.; Yang, J. PbSO4 leaching in citric acid/sodium citrate solution and subsequent yielding lead citrate via controlled crystallization. Minerals 2017, 7, 93. [Google Scholar] [CrossRef]
- Ogundiran, M.B.; Nugteren, H.W.; Witkamp, G.J. Immobilisation of lead smelting slag within spent aluminate-fly ash based geopolymers. J. Hazard. Mater. 2013, S 248–249, 29–36. [Google Scholar] [CrossRef] [PubMed]
- Albitar, M.; Ali, M.S.M.; Visintin, P.; Drechsler, M. Effect of granulated lead smelter slag on strength of fly ash-based geopolymer concrete. Constr. Build. Mater. 2015, 83, 128–135. [Google Scholar] [CrossRef]
- Vítková, M.; Ettler, V.; Šebek, O.; Mihaljevič, M.; Grygar, T.; Rohovec, J. The pH-dependent leaching of inorganic contaminants from secondary lead smelter fly ash. J. Hazard. Mater. 2009, 167, 427–433. [Google Scholar] [CrossRef] [PubMed]
- Şahin, M.; Erdem, M. Cleaning of high lead-bearing zinc leaching residue by recovery of lead with alkaline leaching. Hydrometallurgy 2015, 153, 170–178. [Google Scholar] [CrossRef]
- Barna, R.; Moszkowicz, P.; Gervais, C. Leaching assessment of road materials containing primary lead and zinc slags. Waste Manag. 2004, 24, 945–955. [Google Scholar] [CrossRef]
- Turan, M.D.; Altundoğan, H.S.; Tümen, F. Recovery of zinc and lead from zinc plant residue. Hydrometallurgy 2004, 75, 169–176. [Google Scholar] [CrossRef]
- Peng, R.; Ren, H.J.; Zhang, X.P. Metallurgy of lead and zinc; Science Press: Beijing, China, 2003; pp. 250–312. [Google Scholar]
- Liu, Q.; Tan, J.; Liu, C.Q.; Yin, Z.L.; Chen, Q.Y.; Zhou, L.; Xie, F.C.; Zhang, P.M. Thermodynamic study of metal sulfate decomposition process in bath smelting. Chinese J. Nonferr. Metals 2014, 24, 1629–1636. [Google Scholar]
- Street, S.; Brooks, G.; Reilly, L.; Worner, H.K. Environment and other bath smelting processes for treating organic and ferrous wastes. JOM 1998, 50, 43–47. [Google Scholar] [CrossRef]
- Pichler, C.; Antrekowitsch, J. Recycling of zinc- and lead-bearing residues with pyrolysis gas. JOM 2015, 67, 2038–2046. [Google Scholar] [CrossRef]
- Lin, D.; Qiu, K. Recycling of waste lead storage battery by vacuum methods. Waste Manag. 2011, 31, 1547–1552. [Google Scholar] [CrossRef] [PubMed]
- Ma, Y.; Qiu, K. Recovery of lead from lead paste in spent lead acid battery by hydrometallurgical desulfurization and vacuum thermal reduction. Waste Manag. 2015, 40, 151–156. [Google Scholar] [CrossRef] [PubMed]
- Smirnov, M. Direct smelting of lead at low temperature. Nonferr. Metals 1990, 5, 34–36. [Google Scholar]
- Margulis, E.V. Low temperature smelting of lead metallic scrap. Erzmetall 2000, 53, 85–89. [Google Scholar]
- Li, Y.; Chen, Y.; Xue, H.; Tang, C.; Yang, S.; Tang, M. One-step extraction of antimony in low temperature from stibnite concentrate using iron oxide as sulfur-fixing agent. Metals 2016, 6, 153. [Google Scholar] [CrossRef]
- He, D.W.; Yang, J.G.; Tang, C.B.; Chen, Y.M.; Tang, M.T. Separation of bismuth from a bismuth glance concentrate through a low-temperature smelting process. Miner. Proc. Extrac. Metall. Rev. 2013, 34, 73–80. [Google Scholar] [CrossRef]
- Ye, L.G.; Tang, C.B.; Chen, Y.M.; Yang, S.H.; Yang, J.G.; Zhang, W.H. One-step extraction of antimony from low-grade stibnite in sodium carbonate–sodium chloride binary molten salt. J. Cleaner Produc. 2015, 93, 134–139. [Google Scholar] [CrossRef]
- Roine, A. HSC chemistry 9.2.6. Outotec Research Oy, Pori, Finland. 2018. Available online: http://www.chemistry-software.com/ (accessed on 9 February 2018).
- M.v., MTDATA ver. 8.2., NPL, Teddington, U.K. 2015. Available online: https://mtdata.com.au/ (accessed on 9 February 2018).
- Gisby, J.; Taskinen, P.; Pihlasalo, J.; Li, Z.; Tyrer, M.; Pearce, J.; Avarmaa, K.; Björklund, P.; Davies, H.; Korpi, M.; et al. MTDATA and the prediction of phase equilibria in oxide systems: 30 years of industrial collaboration. Metall. Mater. Trans. B 2017, 48, 91–98. [Google Scholar] [CrossRef]
- Ye, L.G.; Hu, Y.J.; Xia, Z.M.; Tang, C.B.; Chen, Y.M.; Tang, M.T. Solution behavior of ZnS and ZnO in eutectic Na2CO3–NaCl molten salt used for sb smelting. J. Cent. South Univ. 2017, 24, 1269–1274. [Google Scholar] [CrossRef]
- Chen, Y.M.; Ye, L.G.; Tang, C.B.; Yang, S.H.; Tang, M.T.; Zhang, W.H. Solubility of sb in binary Na2CO3-NaCl molten salt. Trans. Nonferrous Met. Soc. China 2015, 25, 3146–3151. [Google Scholar] [CrossRef]
- Ye, L.; Tang, C.; Chen, Y.; Yang, S.; Tang, M. The thermal physical properties and stability of the eutectic composition in a Na2CO3–NaCl binary system. Thermochimica Acta 2014, 596, 14–20. [Google Scholar] [CrossRef]
- Bale, C.W.; Bélisle, E.; Chartrand, P.; Decterov, S.A.; Eriksson, G.; Gheribi, A.E.; Hack, K.; Jung, I.H.; Kang, Y.B.; Melançon, J.; et al. Factsage thermochemical software and databases, 2010–2016. Calphad 2016, 54, 35–53. [Google Scholar] [CrossRef]
- Li, Y.; Yang, S.; Taskinen, P.; He, J.; Liao, F.; Zhu, R.; Chen, Y.; Tang, C.; Wang, Y.; Jokilaakso, A. Novel recycling process for lead-acid battery paste without SO2 generation-reaction mechanism and industrial pilot campaign. J. Clean. Produc. 2019, 217, 162–172. [Google Scholar] [CrossRef]
- Guoda Nonferrous Metals Smelting Co., L., Chenzhou, China. Company profile, 2009. Available online: http://www.czgdys.com.cn (accessed on 9 February 2018).
- Lin, W.; Yang, S.; Tang, C.; Chen, Y.; Ye, L. One-step extraction of bismuth from bismuthinite in sodium carbonate–sodium chloride molten salt using ferric oxide as sulfur-fixing agent. RSC Adv. 2016, 6, 49717–49723. [Google Scholar] [CrossRef]
- Ouyang, Z.; Ye, L.; Tang, C.; Chen, Y. Phase and morphology transformations in sulfur-fixing and reduction roasting of antimony sulfide. Metals 2019, 9, 79. [Google Scholar] [CrossRef]
- Tang, L.; Tang, C.; Xiao, J.; Zeng, P.; Tang, M. A cleaner process for valuable metals recovery from hydrometallurgical zinc residue. J. Clean. Produc. 2018, 201, 764–773. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Pb | S | Fe | Zn | Ag * | SiO2 | CaO |
|---|---|---|---|---|---|---|---|
| Lead ash | 49.08 | 6.74 | 3.78 | 2.22 | 45 | 0.89 | 0.39 |
| Lead sludge | 30.51 | 12.19 | 3.77 | 6.72 | 65 | 5.93 | 8.61 |
| Lead slag | 18.56 | 0.72 | 8.89 | 0.42 | 35 | 44.13 | 0.79 |
| Iron sludge | 11.61 | 2.17 | 40.07 | 0.36 | 730 | 6.84 | 7.83 |
| Mixture | 30.00 | 8.00 | 12.41 | 4.2 | 236 | 7.19 | 6.07 |
| Coke | Industrial Analysis/% | Chemical Composiztion of the Ash/% | |||||
| Cfix* | Vd* | Ad* | Fetotal | SiO2 | CaO | Al2O3 | |
| 81.27 | 3.30 | 15.43 | 25.23 | 41.23 | 6.60 | 25.24 | |
| Reactions | [31] | Equation |
|---|---|---|
| 3Fe2O3 + C = 2Fe3O4 + CO(g) | (3) | |
| 3Fe2O3 + CO(g) = Fe3O4 + CO2(g) | (4) | |
| 3/16 PbSO4 + 1/16 Fe3O4 + C = 3/16 Pb + 3/16 FeS + CO(g) | (5) | |
| 3/16 PbSO4 + 1/16 Fe3O4 + CO(g) = 3/16 Pb + 3/16 FeS + CO2(g) | T ≤ 860 °C T ≥ 860 °C | (6) |
| 3/4 PbS + 1/4 Fe3O4 + C = 3/4 Pb + 3/4 FeS + CO(g) | (7) | |
| 3/4 PbS + 1/4 Fe3O4 + CO(g) = 3/4 Pb + 3/4 FeS + CO2(g) | (8) | |
| 1/5 PbSO4 + 1/5 ZnO + C = 1/5 Pb + 1/5 ZnS + CO(g) | (9) | |
| 1/5 PbSO4 + 1/5 ZnO + CO(g) = 1/5 Pb + 1/5 ZnS + CO2(g) | T ≤ 900 °C T ≥ 900 °C | (10) |
| PbS + ZnO + C = Pb + ZnS + CO(g) | (11) | |
| PbS + ZnO + CO(g) = Pb + ZnS + CO2(g) | 37.229 T ≤ 1100 °C 79.884 T ≥ 1100 °C | (12) |
| 1/6 PbSO4 + 1/6 Na2CO3 + C = 1/6 Pb + 1/6 Na2S + 7/6 CO(g) | (13) | |
| 1/5 PbSO4 + 1/5 Na2CO3 + CO(g) = 1/5 Pb + 1/5 Na2S + 6/5 CO2(g) | (14) | |
| 1/2 PbS+ 1/2 Na2CO3 + C = 1/2 Pb + 1/2 Na2S + 3/2 CO(g) | (15) | |
| PbS + Na2CO3 + CO(g) = Pb + Na2S + 2CO2(g) | (16) | |
| 2/7 Na2SO4 + 2/7 FeS + C = 2/7 NaFeS2 + 1/7 Na2O + CO(g) | (17) | |
| 2/7 Na2SO4 + 2/7 FeS + CO(g) = 2/7 NaFeS2 + 1/7 Na2O + CO2(g) | (18) | |
| PbO + C = Pb + CO(g) | (19) | |
| PbO + CO(g) = Pb + CO2(g) | T ≤ 880 °C T ≥ 880 °C | (20) |
| No. | Crude Pb | Ferrous Matte | Slag | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Pb | Fe | Ag * | Pb | Fe | S | Zn | Na | Pb | Fe | S | Zn | Na | CaO | SiO2 | |
| 1 | 96.06 | 2.12 | 821 | 2.54 | 48.80 | 24.07 | 2.36 | 7.47 | 0.61 | 23.01 | 4.21 | 1.51 | 8.65 | 8.59 | 27.30 |
| 2 | 97.02 | 1.72 | 845 | 2.30 | 50.19 | 24.51 | 3.30 | 6.94 | 0.72 | 24.58 | 3.07 | 1.83 | 8.24 | 8.97 | 28.71 |
| AVG. | 96.54 | 1.92 | 833 | 2.42 | 49.50 | 24.29 | 2.83 | 6.71 | 0.67 | 23.80 | 3.64 | 1.67 | 8.45 | 8.78 | 28.01 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Yang, S.; Lin, W.; Taskinen, P.; He, J.; Wang, Y.; Shi, J.; Chen, Y.; Tang, C.; Jokilaakso, A. Cleaner Extraction of Lead from Complex Lead-Containing Wastes by Reductive Sulfur-Fixing Smelting with Low SO2 Emission. Minerals 2019, 9, 119. https://doi.org/10.3390/min9020119
Li Y, Yang S, Lin W, Taskinen P, He J, Wang Y, Shi J, Chen Y, Tang C, Jokilaakso A. Cleaner Extraction of Lead from Complex Lead-Containing Wastes by Reductive Sulfur-Fixing Smelting with Low SO2 Emission. Minerals. 2019; 9(2):119. https://doi.org/10.3390/min9020119
Chicago/Turabian StyleLi, Yun, Shenghai Yang, Wenrong Lin, Pekka Taskinen, Jing He, Yuejun Wang, Junjie Shi, Yongming Chen, Chaobo Tang, and Ari Jokilaakso. 2019. "Cleaner Extraction of Lead from Complex Lead-Containing Wastes by Reductive Sulfur-Fixing Smelting with Low SO2 Emission" Minerals 9, no. 2: 119. https://doi.org/10.3390/min9020119
APA StyleLi, Y., Yang, S., Lin, W., Taskinen, P., He, J., Wang, Y., Shi, J., Chen, Y., Tang, C., & Jokilaakso, A. (2019). Cleaner Extraction of Lead from Complex Lead-Containing Wastes by Reductive Sulfur-Fixing Smelting with Low SO2 Emission. Minerals, 9(2), 119. https://doi.org/10.3390/min9020119