Selective Separation of Arsenic from Lead Smelter Flue Dust by Alkaline Pressure Oxidative Leaching


Abstract
:1. Introduction
2. Materials and Methods
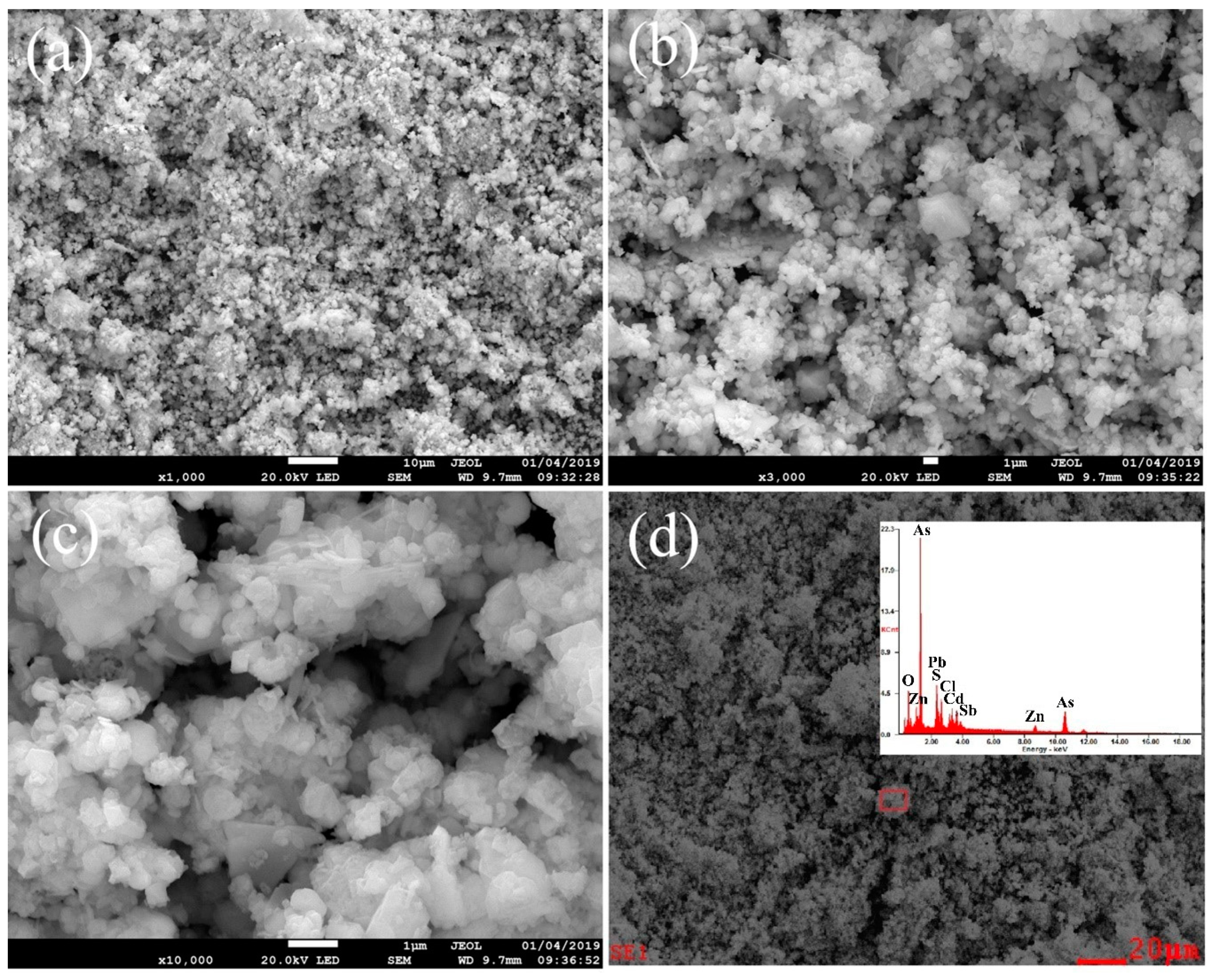
2.1. Materials
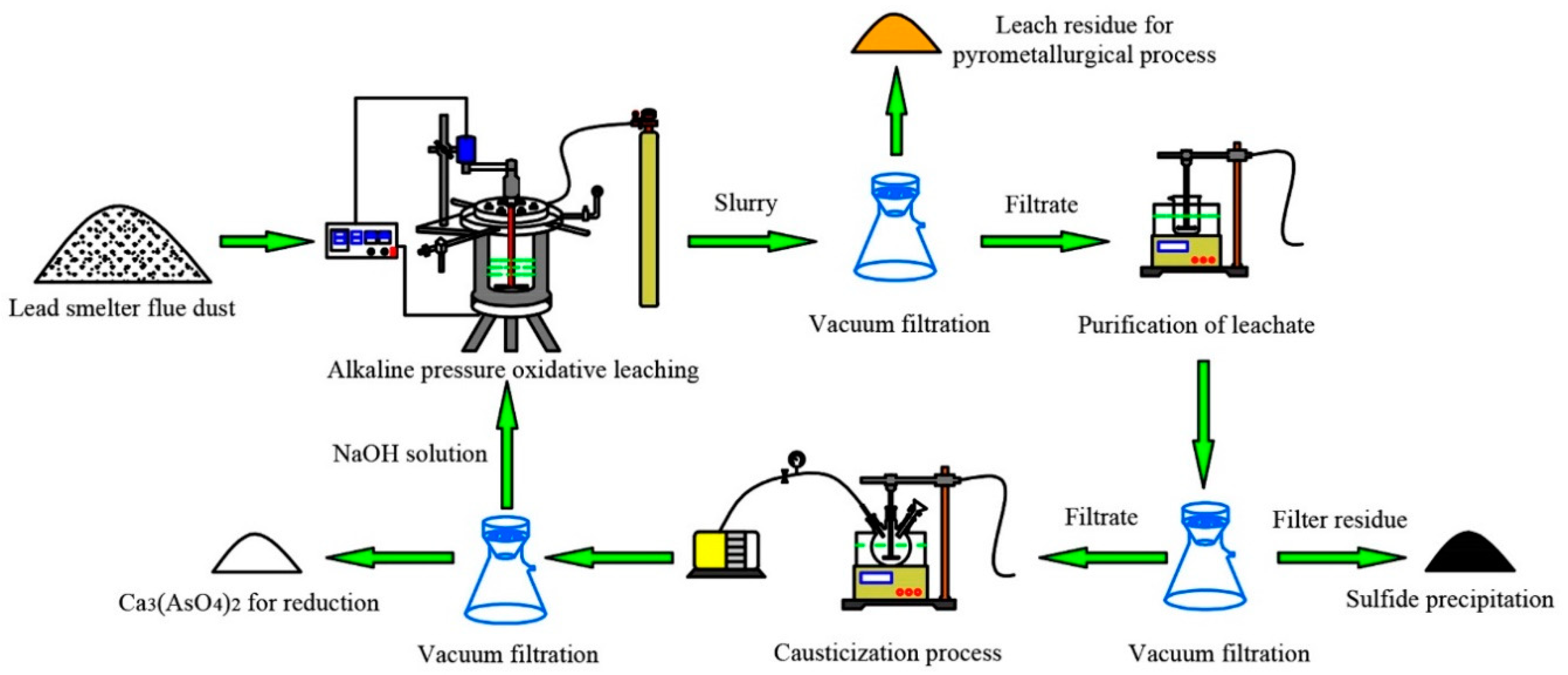
2.2. Experimental Setup and Procedure
2.3. Analytical Methods
3. Results and Discussion
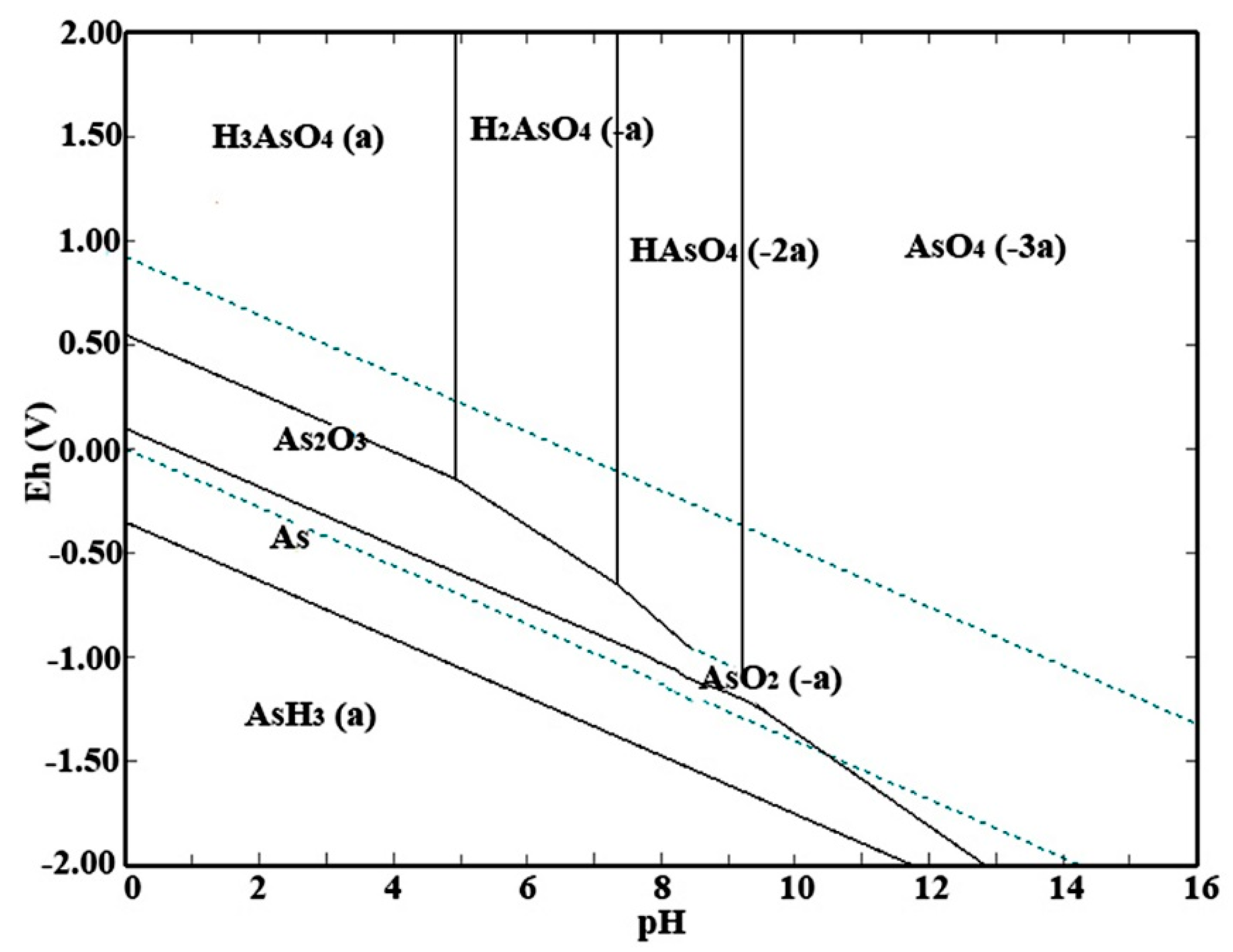
3.1. Eh–pH Diagram
3.2. Alkaline Pressure Oxidative Leaching
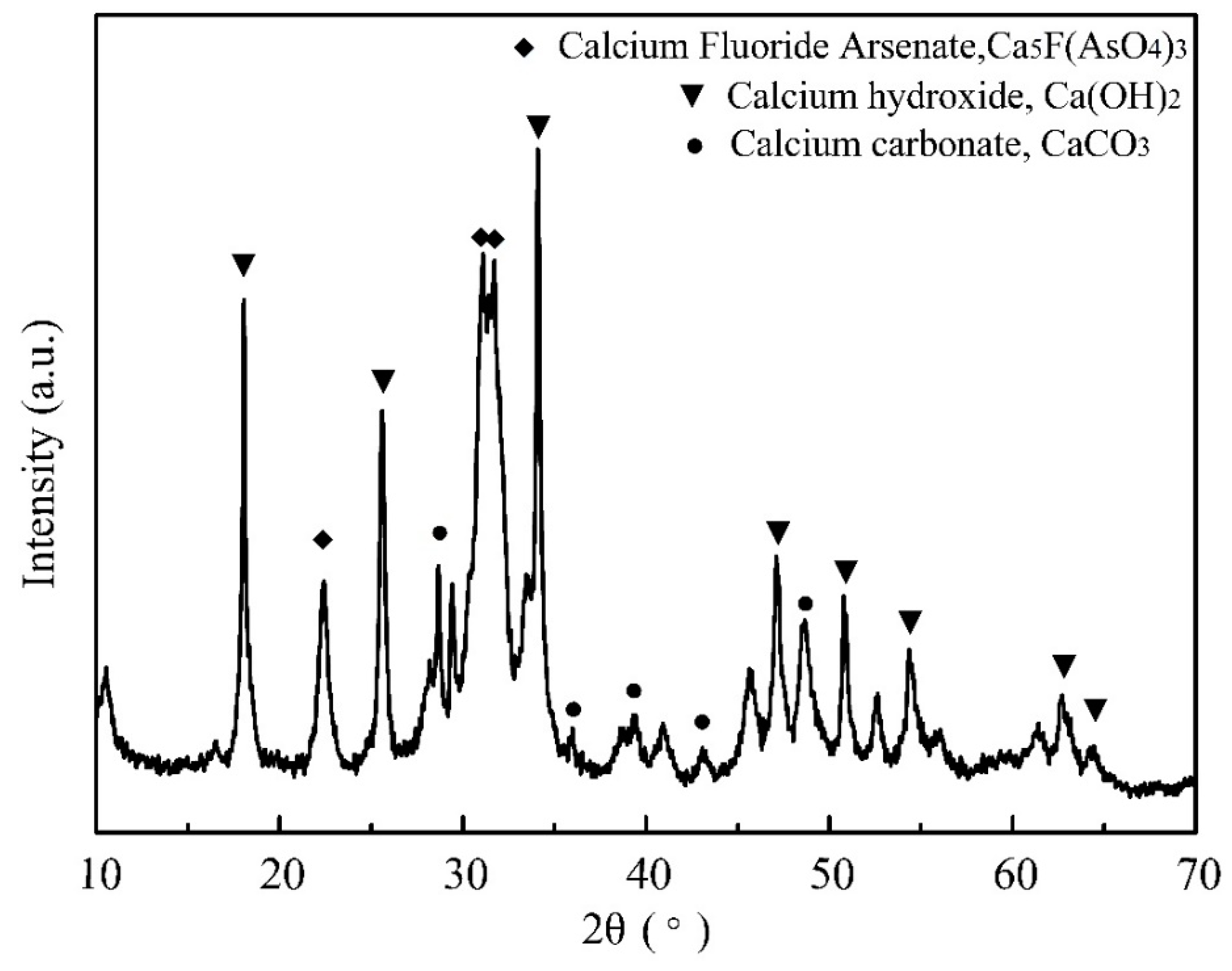
3.3. Purification of Leach Solution
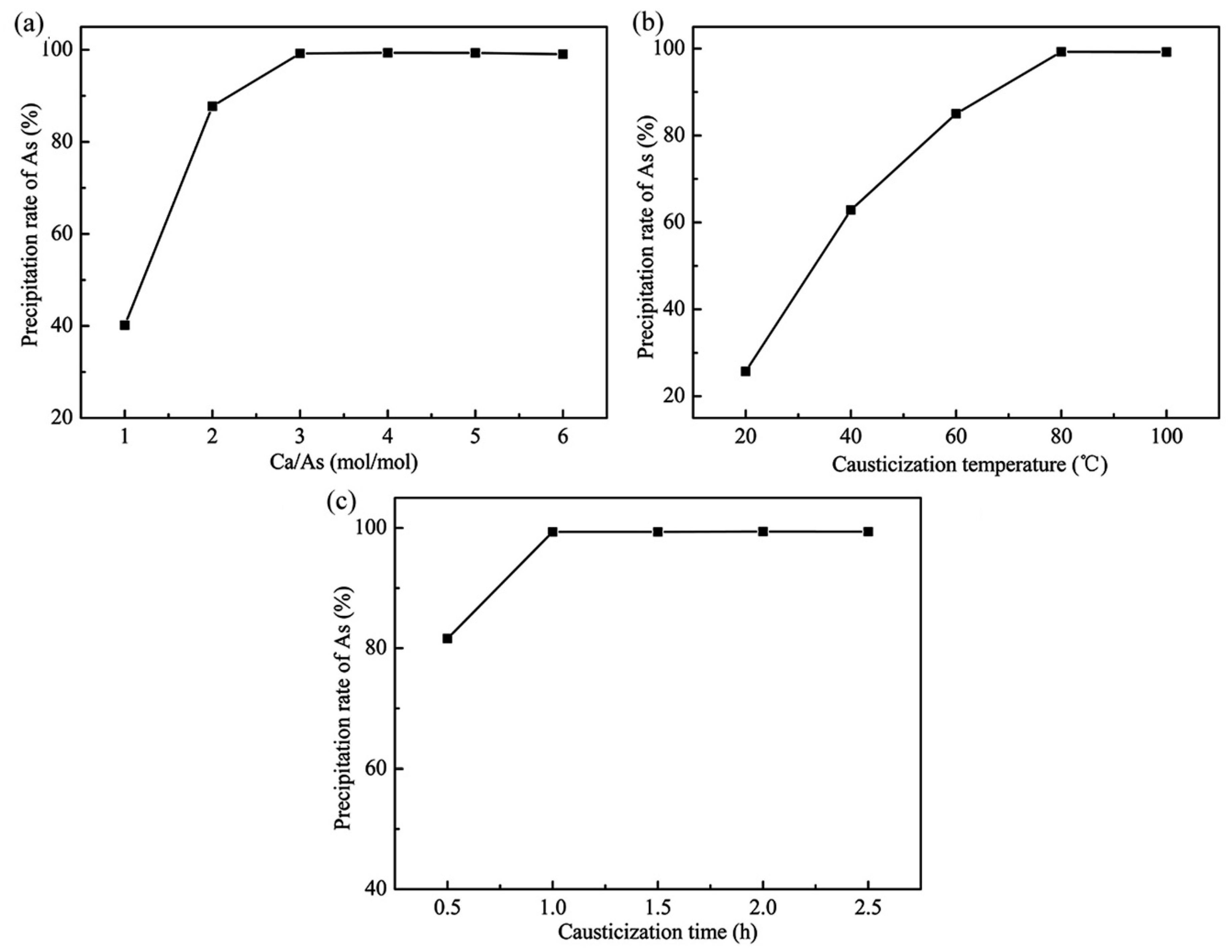
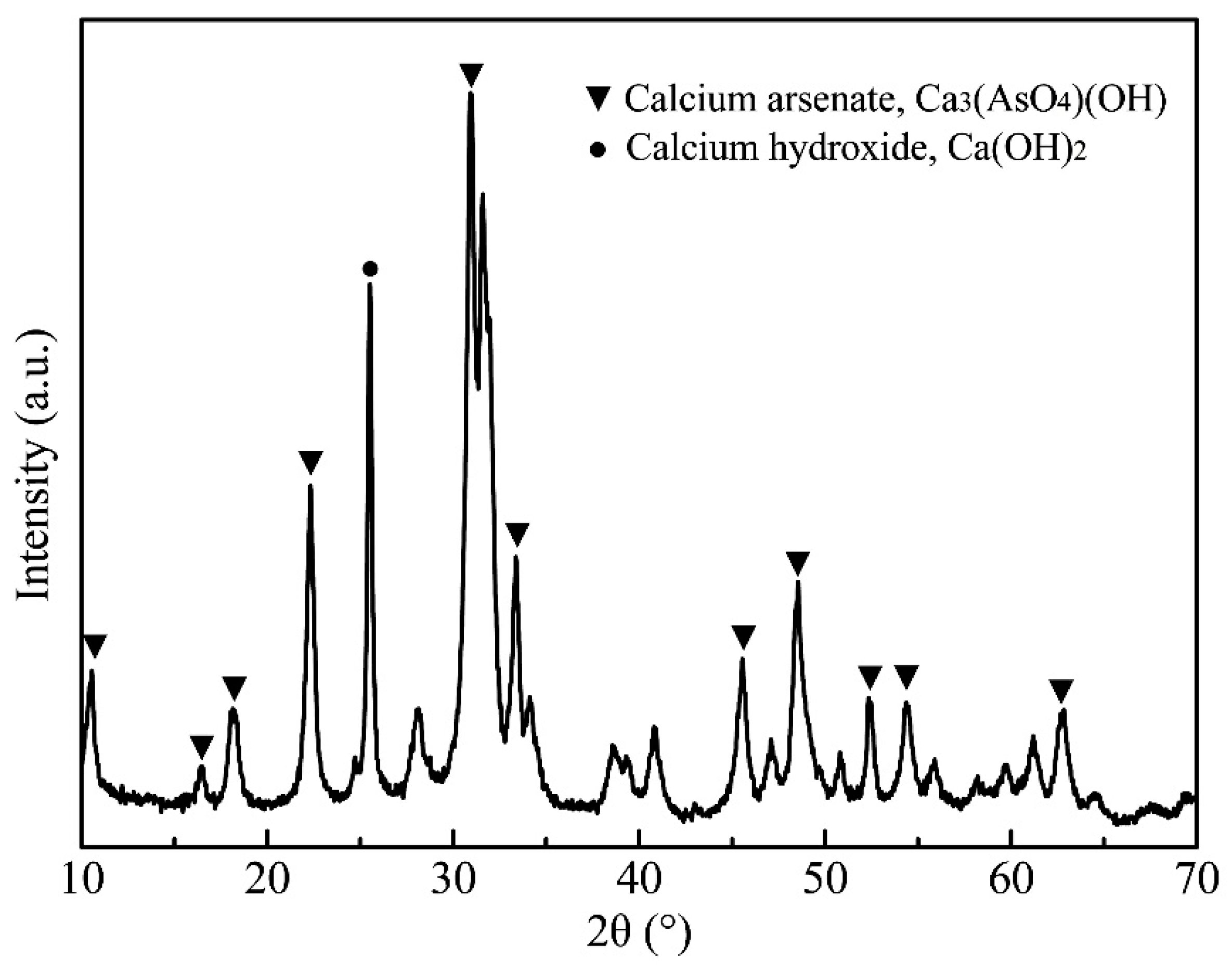
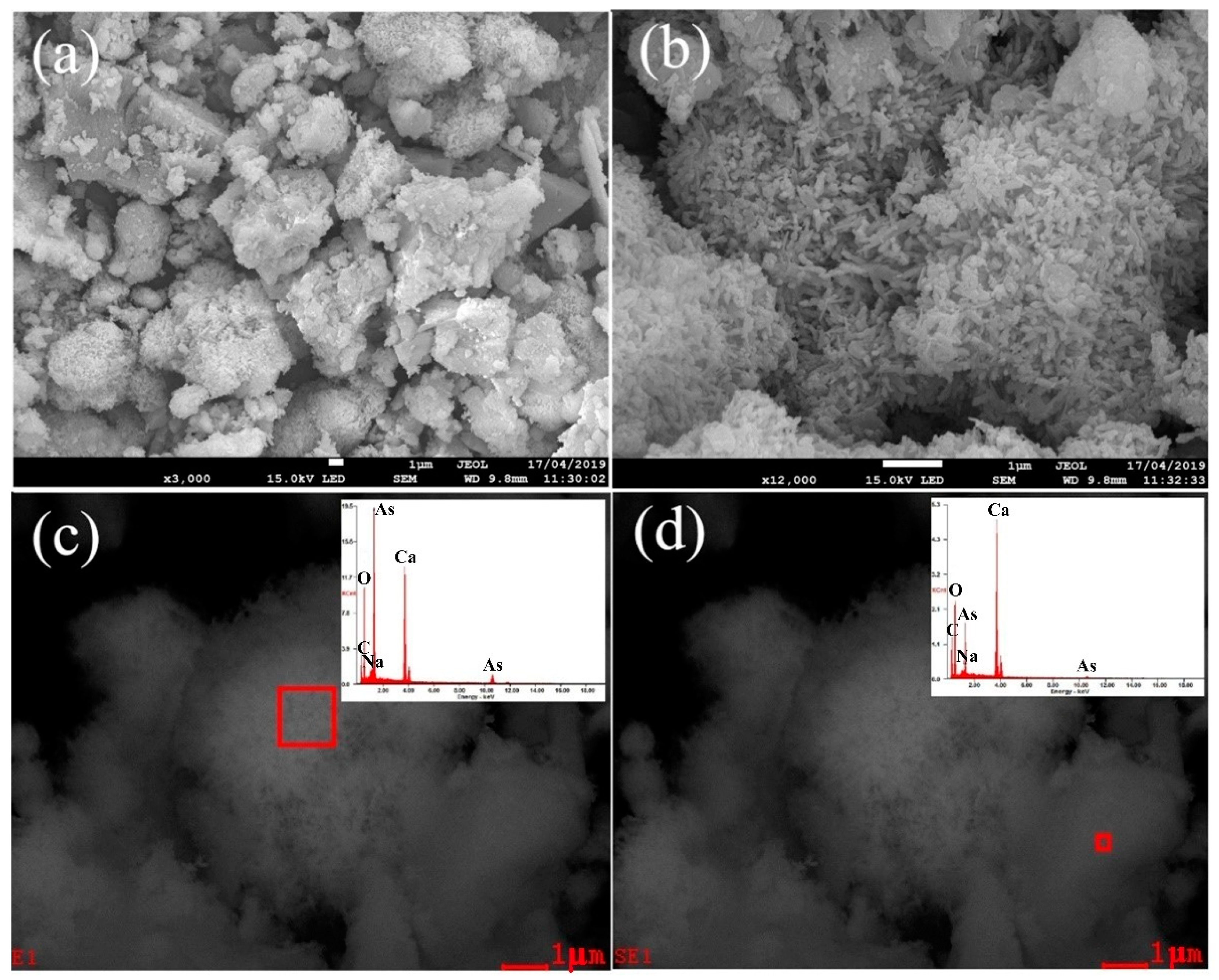
3.4. Causticization Process
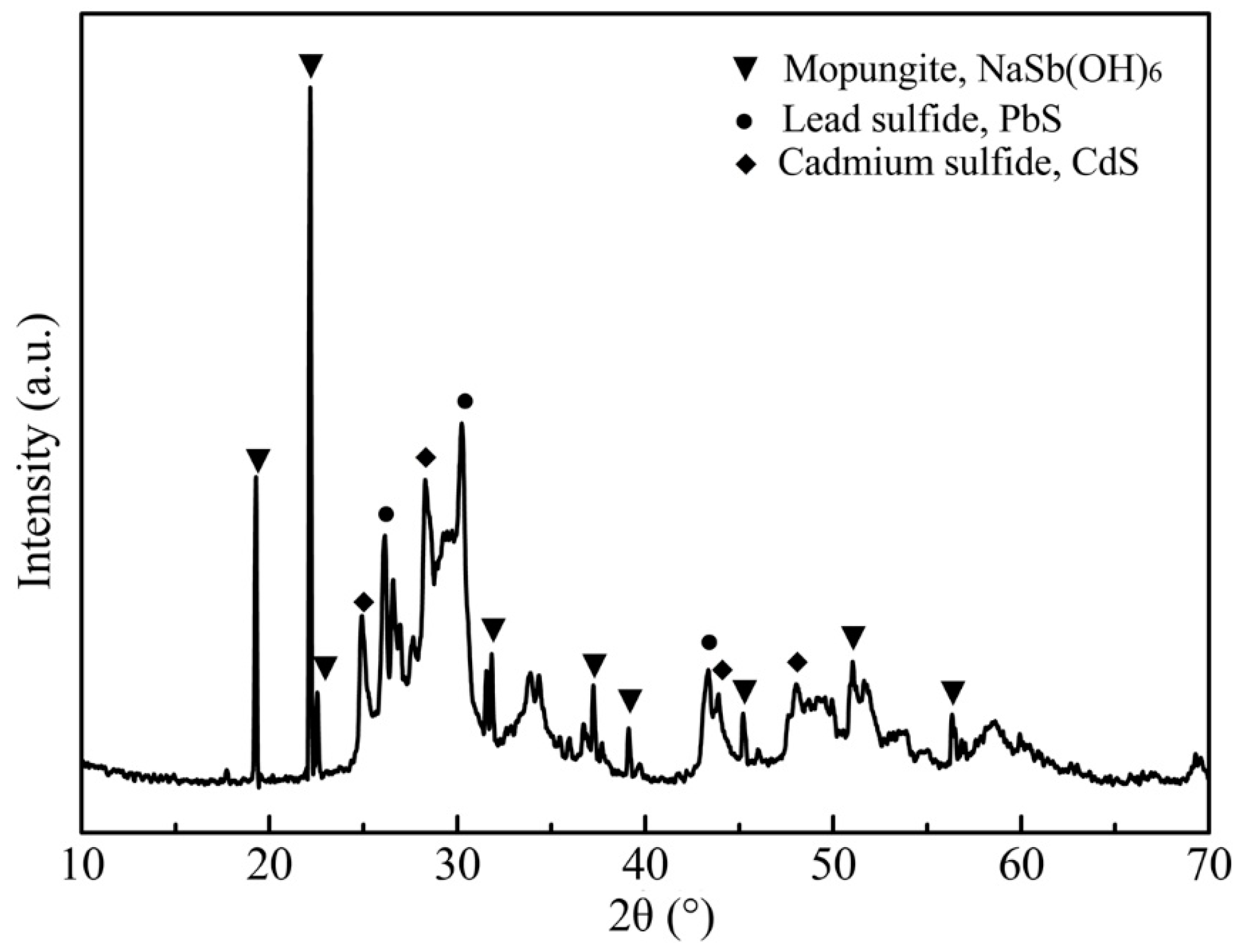
3.5. Leaching Toxicity Analysis of the Resulting Product
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Min, X.; Liao, Y.; Chai, L.; Yang, Z.; Xiong, S.; Liu, L.; Li, Q. Removal and stabilization of arsenic from anode slime by forming crystal scorodite. Trans. Nonferrous Metals Soc. China 2015, 25, 1298–1306. [Google Scholar] [CrossRef]
- Liu, H.; Wang, C.; Zou, C.; Zhang, Y.; Wang, J. Simultaneous volatilization characteristics of arsenic and sulfur during isothermal coal combustion. Fuel 2017, 203, 152–161. [Google Scholar] [CrossRef]
- Montenegro, V.; Sano, H.; Fujisawa, T. Recirculation of high arsenic content copper smelting dust to smelting and converting processes. Miner. Eng. 2013, 49, 184–189. [Google Scholar] [CrossRef]
- Liu, R.P.; Yang, Z.C.; He, Z.L.; Wu, L.Y.; Hu, C.Z.; Wu, W.Z.; Qu, J.H. Treatment of strongly acidic wastewater with high arsenic concentrations by ferrous sulfide (FeS): Inhibitive effects of S(0)-enriched surfaces. Chem. Eng. J. 2016, 304, 986–992. [Google Scholar] [CrossRef] [Green Version]
- Yao, L.; Min, X.; Ke, Y.; Wang, Y.; Liang, Y.; Yan, X.; Xu, H.; Fei, J.; Li, Y.; Liu, D.; et al. Release Behaviors of Arsenic and Heavy Metals from Arsenic Sulfide Sludge during Simulated Storage. Minerals 2019, 9, 130. [Google Scholar] [CrossRef]
- Zhou, Q.; Xi, S. A review on arsenic carcinogenesis: Epidemiology, metabolism, genotoxicity and epigenetic changes. Regulat. Toxicol. Pharmacol. 2018, 99, 78–88. [Google Scholar] [CrossRef] [PubMed]
- Bellamri, N.; Morzadec, C.; Fardel, O.; Vernhet, L. Arsenic and the immune system. Curr. Opin. Toxicol. 2018, 10, 60–68. [Google Scholar] [CrossRef]
- Inam, A.M.; Khan, R.; Park, R.D.; Ali, A.B.; Uddin, A.; Yeom, T.I. Influence of pH and Contaminant Redox Form on the Competitive Removal of Arsenic and Antimony from Aqueous Media by Coagulation. Minerals 2018, 8, 574. [Google Scholar] [CrossRef]
- Long, G.; Peng, Y.; Bradshaw, D. A review of copper–arsenic mineral removal from copper concentrates. Miner. Eng. 2012, 36, 179–186. [Google Scholar] [CrossRef]
- Nazari, A.M.; Radzinski, R.; Ghahreman, A. Review of arsenic metallurgy: Treatment of arsenical minerals and the immobilization of arsenic. Hydrometallurgy 2017, 174, 258–281. [Google Scholar] [CrossRef]
- Tongamp, W.; Takasaki, Y.; Shibayama, A. Arsenic removal from copper ores and concentrates through alkaline leaching in NaHS media. Hydrometallurgy 2009, 98, 213–218. [Google Scholar] [CrossRef]
- Hanum, F.F.; Desfitri, R.E.; Hayakawa, Y.; Kambara, S. Preliminary Study on Additives for Controlling As, Se, B, and F Leaching from Coal Fly Ash. Minerals 2018, 8, 493. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, N.; Ye, L.; Xiong, S.; Yang, S. A cleaning process for the removal and stabilisation of arsenic from arsenic-rich lead anode slime. J. Clean. Prod. 2018, 176, 26–35. [Google Scholar] [CrossRef]
- He, Y.; Xu, R.; He, S.; Chen, H.; Li, K.; Zhu, Y.; Shen, Q. φ–pH diagram of As–N–Na–H2O system for arsenic removal during alkaline pressure oxidation leaching of lead anode slime. Trans. Nonferrous Metals Soc. China 2017, 27, 676–685. [Google Scholar] [CrossRef]
- Jarošíková, A.; Ettler, V.; Mihaljevič, M.; Drahota, P.; Culka, A.; Racek, M. Characterization and pH-dependent environmental stability of arsenic trioxide-containing copper smelter flue dust. J. Environ. Manag. 2018, 209, 71–80. [Google Scholar] [CrossRef]
- Geveci, A.; Topkaya, Y.; Ayhan, E. Sulfuric acid leaching of Turkish chromite concentrate. Miner. Eng. 2002, 15, 885–888. [Google Scholar] [CrossRef]
- Kashiwakura, S.; Ohno, H.; Matsubae-Yokoyama, K.; Kumagai, Y.; Kubo, H.; Nagasaka, T. Removal of arsenic in coal fly ash by acid washing process using dilute H2SO4 solvent. J. Hazard. Mater. 2010, 181, 419–425. [Google Scholar] [CrossRef] [PubMed]
- Awe, S.A.; Sandström, Å. Selective leaching of arsenic and antimony from a tetrahedrite rich complex sulphide concentrate using alkaline sulphide solution. Miner. Eng. 2010, 23, 1227–1236. [Google Scholar] [CrossRef]
- Liu, W.; Yang, T.; Zhang, D.; Chen, L.; Liu, Y. Pretreatment of copper anode slime with alkaline pressure oxidative leaching. Int. J. Miner. Process. 2014, 128, 48–54. [Google Scholar] [CrossRef]
- Han, J.; Liang, C.; Liu, W.; Qin, W.; Jiao, F.; Li, W. Pretreatment of tin anode slime using alkaline pressure oxidative leaching. Sep. Purif. Technol. 2017, 174, 389–395. [Google Scholar] [CrossRef]
- Yu, G.; Zhang, Y.; Zheng, S.; Zou, X.; Wang, X.; Zhang, Y. Extraction of arsenic from arsenic-containing cobalt and nickel slag and preparation of arsenic-bearing compounds. Trans. Nonferrous Metals Soc. China 2014, 24, 1918–1927. [Google Scholar] [CrossRef]
- Jarošíková, A.; Ettler, V.; Mihaljevič, M.; Penížek, V.; Matoušek, T.; Culka, A.; Drahota, P. Transformation of arsenic-rich copper smelter flue dust in contrasting soils: A 2-year field experiment. Environ. Pollut. 2018, 237, 83–92. [Google Scholar] [CrossRef] [PubMed]
- Han, J.; Jiao, F.; Liu, W.; Qin, W.; Xu, T.; Xue, K.; Zhang, T. Innovative Methodology for Comprehensive Utilization of Spent MgO-Cr2O3 Bricks: Copper Flotation. Acs Sustain. Chem. Eng. 2016, 4. [Google Scholar] [CrossRef]
- Han, J.; Liu, W.; Qin, W.; Zhang, T.; Chang, Z.; Xue, K. Effects of sodium salts on the sulfidation of lead smelting slag. Miner. Eng. 2017, 108, 1–11. [Google Scholar] [CrossRef]
- Feng, Q.; Zhao, W.; Wen, S. Surface modification of malachite with ethanediamine and its effect on sulfidization flotation. Appl. Surf. Sci. 2018, 436, 823–831. [Google Scholar] [CrossRef]
- Han, J.; Liu, W.; Qin, W.; Peng, B.; Yang, K.; Zheng, Y. Recovery of zinc and iron from high iron-bearing zinc calcine by selective reduction roasting. J. Ind. Eng. Chem. 2015, 22, 272–279. [Google Scholar] [CrossRef]
- Han, J.; Liu, W.; Qin, W.; Yang, K.; Wang, D.; Luo, H. Innovative methodology for comprehensive utilization of high iron bearing zinc calcine. Sep. Purif. Technol. 2015, 154, 263–270. [Google Scholar] [CrossRef]
- Han, J.; Liu, W.; Qin, W.; Zheng, Y.; Luo, H. Optimization Study on the Leaching of High Iron-Bearing Zinc Calcine After Reduction Roasting. Metall. Mater. Trans. Part B 2016, 47, 686–693. [Google Scholar] [CrossRef]
- Han, J.; Liu, W.; Wang, D.; Jiao, F.; Zhang, T.; Qin, W. Selective Sulfidation of Lead Smelter Slag with Pyrite and Flotation Behavior of Synthetic ZnS. Metall. Mater. Trans. B 2016, 47, 2400–2410. [Google Scholar] [CrossRef]
- Gu, K.; Li, W.; Han, J.; Liu, W.; Qin, W.; Cai, L. Arsenic removal from lead-zinc smelter ash by NaOH-H2O2 leaching. Sep. Purif. Technol. 2019, 209, 128–135. [Google Scholar] [CrossRef]
- Li, Y.; Liu, Z.; Li, Q.; Liu, F.; Liu, Z. Alkaline oxidative pressure leaching of arsenic and antimony bearing dusts. Hydrometallurgy 2016, 166, 41–47. [Google Scholar] [CrossRef]
- Zhao, H.; Zhang, Y.; Zhang, X.; Qian, L.; Sun, M.; Yang, Y.; Zhang, Y.; Wang, J.; Kim, H.; Qiu, G. The dissolution and passivation mechanism of chalcopyrite in bioleaching: An overview. Miner. Eng. 2019, 136, 140–154. [Google Scholar] [CrossRef]
- Guo, X.; Yi, Y.; Shi, J.; Tian, Q. Leaching behavior of metals from high-arsenic dust by NaOH–Na2S alkaline leaching. Trans. Nonferrous Metals Soc. China 2016, 26, 575–580. [Google Scholar] [CrossRef]
- Lewis, A.E. Review of metal sulphide precipitation. Hydrometallurgy 2010, 104, 222–234. [Google Scholar] [CrossRef]
- Liu, W.; Li, W.; Han, J.; Wu, D.; Li, Z.; Gu, K.; Qin, W. Preparation of calcium stannate from lead refining slag by alkaline leaching-purification-causticization process. Sep. Purif. Technol. 2019, 212, 119–125. [Google Scholar] [CrossRef]
- Leist, M.; Casey, R.J.; Caridi, D. The management of arsenic wastes: Problems and prospects. J. Hazard. Mater. 2000, 76, 125–138. [Google Scholar] [CrossRef]
- Fujita, T.; Taguchi, R.; Shibata, E.; Nakamura, T. Preparation of an As(V) solution for scorodite synthesis and a proposal for an integrated As fixation process in a Zn refinery. Hydrometallurgy 2009, 96, 300–312. [Google Scholar] [CrossRef]
- Ministry of Environmental Protection of China. Identification Standards for Hazardous Wastes—Identification for Extraction Toxicity; GB 5085.3-2007; Ministry of Environmental Protection of China: Beijing, China, 2007. (In Chinese)
- Ministry of Environmental Protection of China. Solid Waste-Extraction Procedure for Leaching Toxicity—Sulphuric Acid and Nitric Acid Method; Ministry of Environmental Protection of China: Beijing, China, 2007. (In Chinese)











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | As | Cl | Pb | O | Sb | Cd | Zn |
| wt. % | 34.20 | 14.10 | 11.10 | 9.35 | 7.36 | 6.63 | 5.66 |
| Composition | Ca | S | Sn | In | F | Bi | Else |
| wt. % | 5.00 | 3.28 | 1.06 | 0.73 | 0.73 | 0.20 | 0.60 |
| T/°C | ΔH/KJ | ΔS(J/K) | ΔG/KJ |
|---|---|---|---|
| 80 | −723.85 | −50.50 | −706.01 |
| 100 | −722.50 | −46.79 | −705.04 |
| 120 | −721.19 | −43.36 | −704.14 |
| 140 | −752.32 | −121.20 | −702.24 |
| 160 | −751.10 | −118.34 | −699.85 |
| 180 | −749.96 | −115.81 | −697.50 |
| No. | As | Sb | Cd | In | Pb | Zn |
|---|---|---|---|---|---|---|
| I | 92.9 | 3.8 | 0.02 | 4.1 | 3.2 | 33.2 |
| II | 95.4 | 7.7 | 0.02 | 1.4 | 7.2 | 34.7 |
| III | 98.6 | 3.5 | 0.05 | 1.3 | 2.9 | 27.3 |
| Average | 95.6 | 5.0 | 0.03 | 2.3 | 4.4 | 31.7 |
| No. | As | Sb | Cd | In | Pb | Zn | Weight |
|---|---|---|---|---|---|---|---|
| I | 3.8 | 15.7 | 15.6 | 1.9 | 26.8 | 6.5 | 20.6 |
| II | 4.3 | 14.7 | 14.8 | 1.7 | 26.7 | 6.7 | 20.8 |
| III | 3.9 | 13.8 | 13.7 | 1.5 | 24.4 | 6.5 | 20.6 |
| Average | 4.0 | 14.7 | 14.7 | 1.7 | 26.0 | 6.6 | 20.7 |
| Composition | As | Pb | Sb | Zn |
|---|---|---|---|---|
| Mixed leachate (g/L) | 19.0 | 0.3 | 0.06 | 0.8 |
| Filtrate (g/L) | 18.0 | 0.007 | 0.02 | 0.001 |
| Precipitation Rate (%) | 9.2 | 97.1 | 58.9 | 99.8 |
| Composition | As | Ca |
|---|---|---|
| Filtrate (g/L) | 0.1 | 19.8 |
| Precipitate (%) | 15.1 | 34.4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, W.; Li, Z.; Han, J.; Li, W.; Wang, X.; Wang, N.; Qin, W. Selective Separation of Arsenic from Lead Smelter Flue Dust by Alkaline Pressure Oxidative Leaching. Minerals 2019, 9, 308. https://doi.org/10.3390/min9050308
Liu W, Li Z, Han J, Li W, Wang X, Wang N, Qin W. Selective Separation of Arsenic from Lead Smelter Flue Dust by Alkaline Pressure Oxidative Leaching. Minerals. 2019; 9(5):308. https://doi.org/10.3390/min9050308
Chicago/Turabian StyleLiu, Wei, Zihan Li, Junwei Han, Wenhua Li, Xun Wang, Na Wang, and Wenqing Qin. 2019. "Selective Separation of Arsenic from Lead Smelter Flue Dust by Alkaline Pressure Oxidative Leaching" Minerals 9, no. 5: 308. https://doi.org/10.3390/min9050308
APA StyleLiu, W., Li, Z., Han, J., Li, W., Wang, X., Wang, N., & Qin, W. (2019). Selective Separation of Arsenic from Lead Smelter Flue Dust by Alkaline Pressure Oxidative Leaching. Minerals, 9(5), 308. https://doi.org/10.3390/min9050308