
Repairing Damaged Screen Pipes with Tube Hydroforming: Experiments and Feasibility Analysis

Abstract
:1. Introduction
2. Analytical Study
2.1. Fundamental Assumptions
2.2. Elastoplastic Mechanical Analysis of Hydroforming Patch
2.3. Residual Contact Stress after Patching
3. Hydroforming Properties of AISI 321 Patch Tube
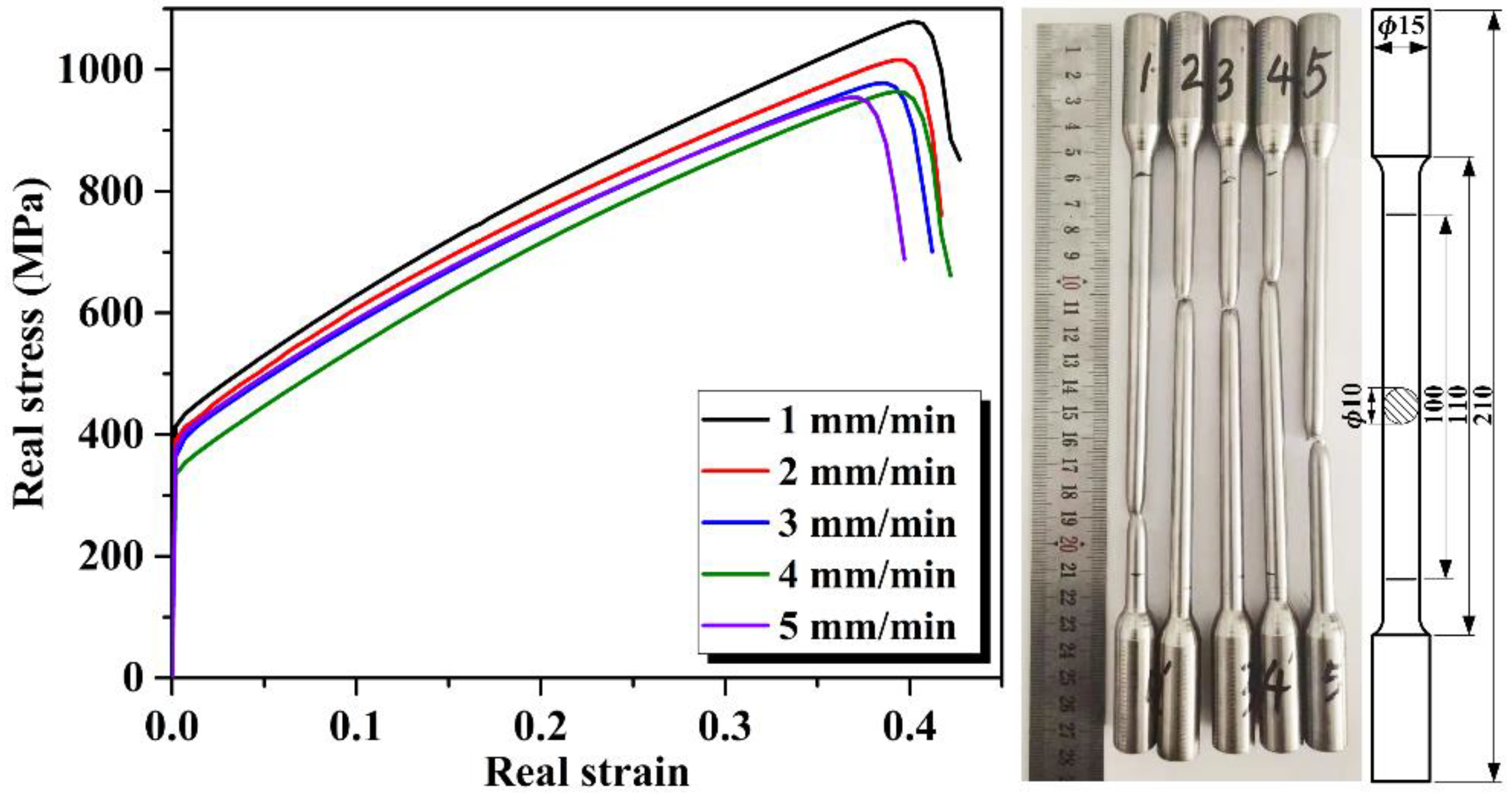
3.1. Material Properties of AISI 321
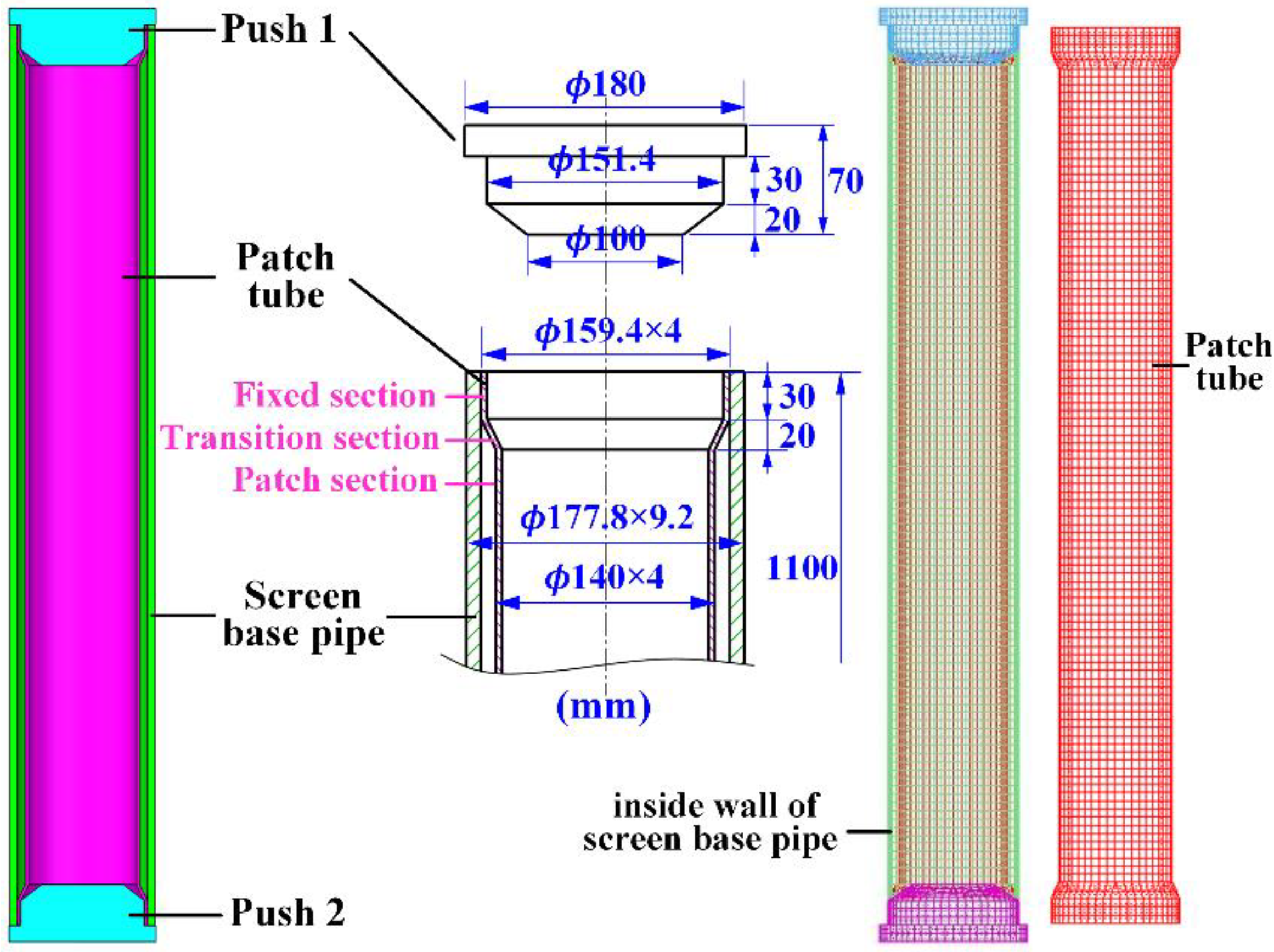
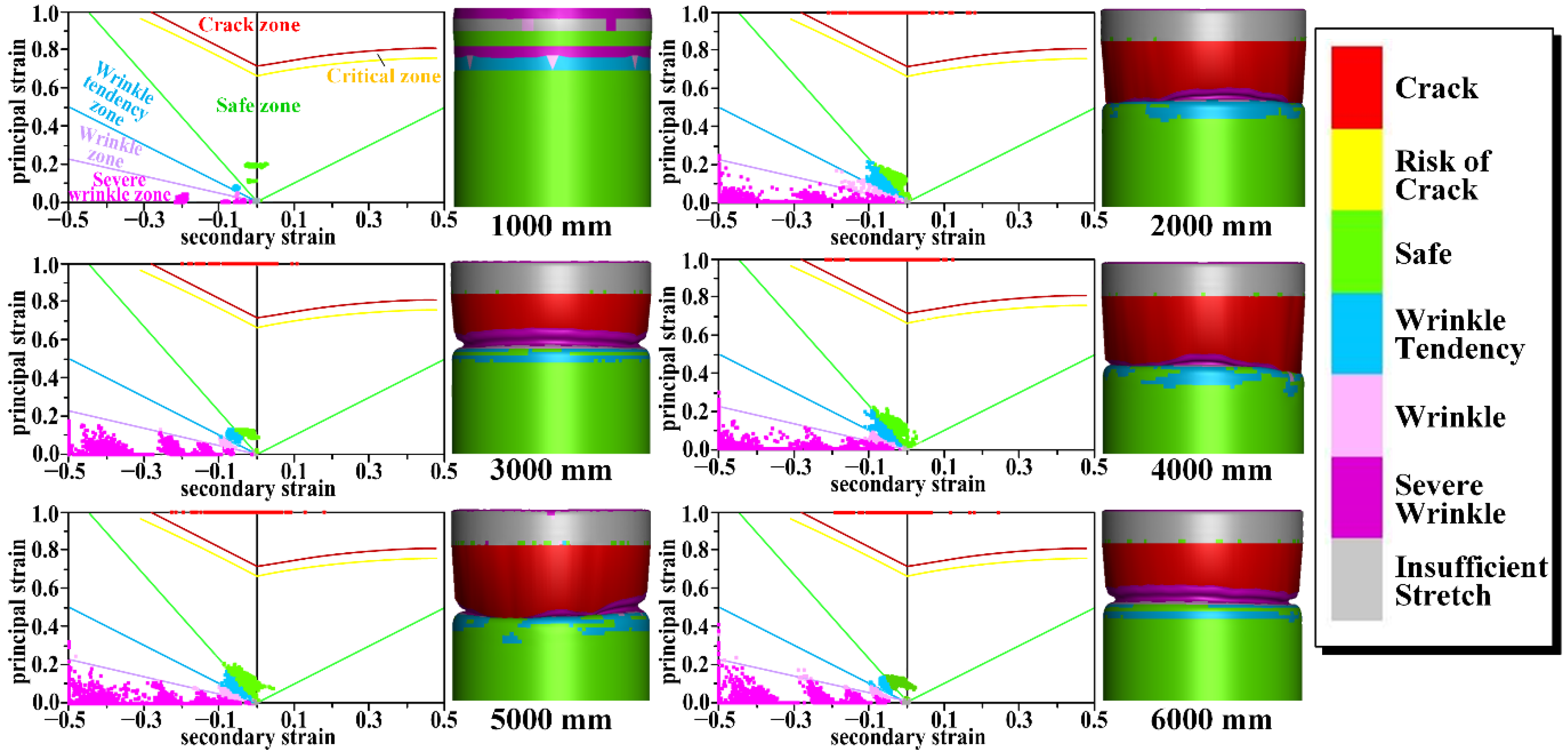
3.2. Simulation of Hydroforming Patch
- (1)
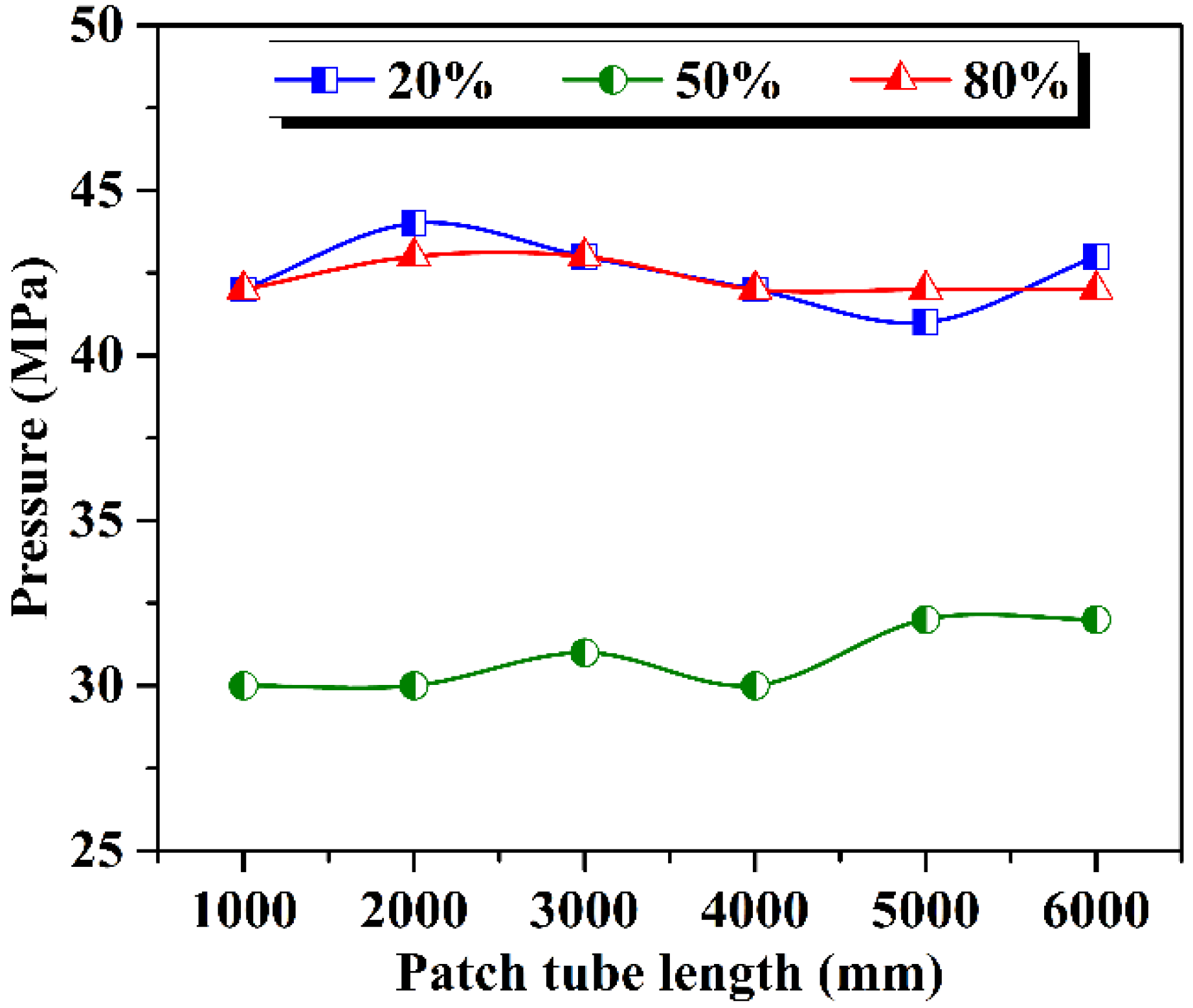
- Length of patch tube
- (2)
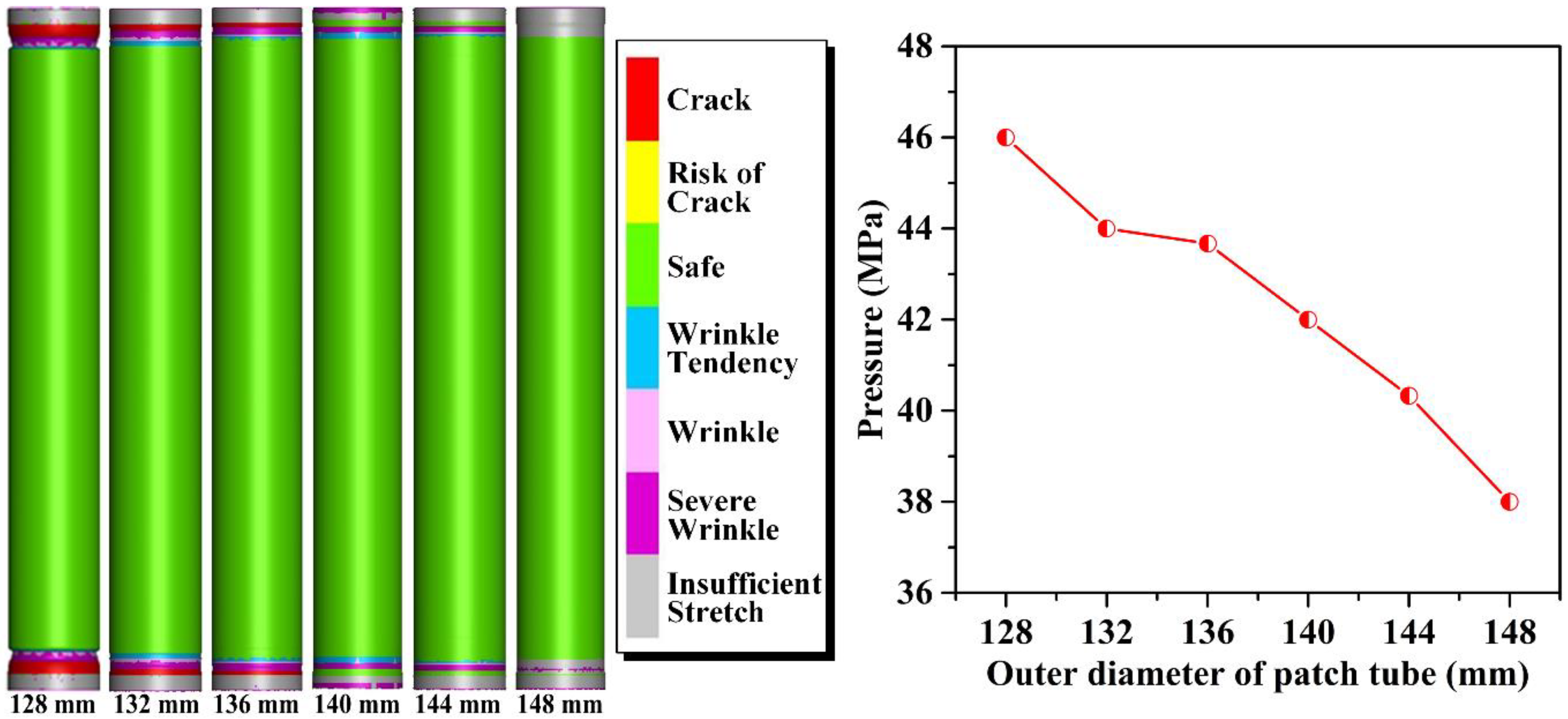
- Initial outer diameter of patch tube
- (3)
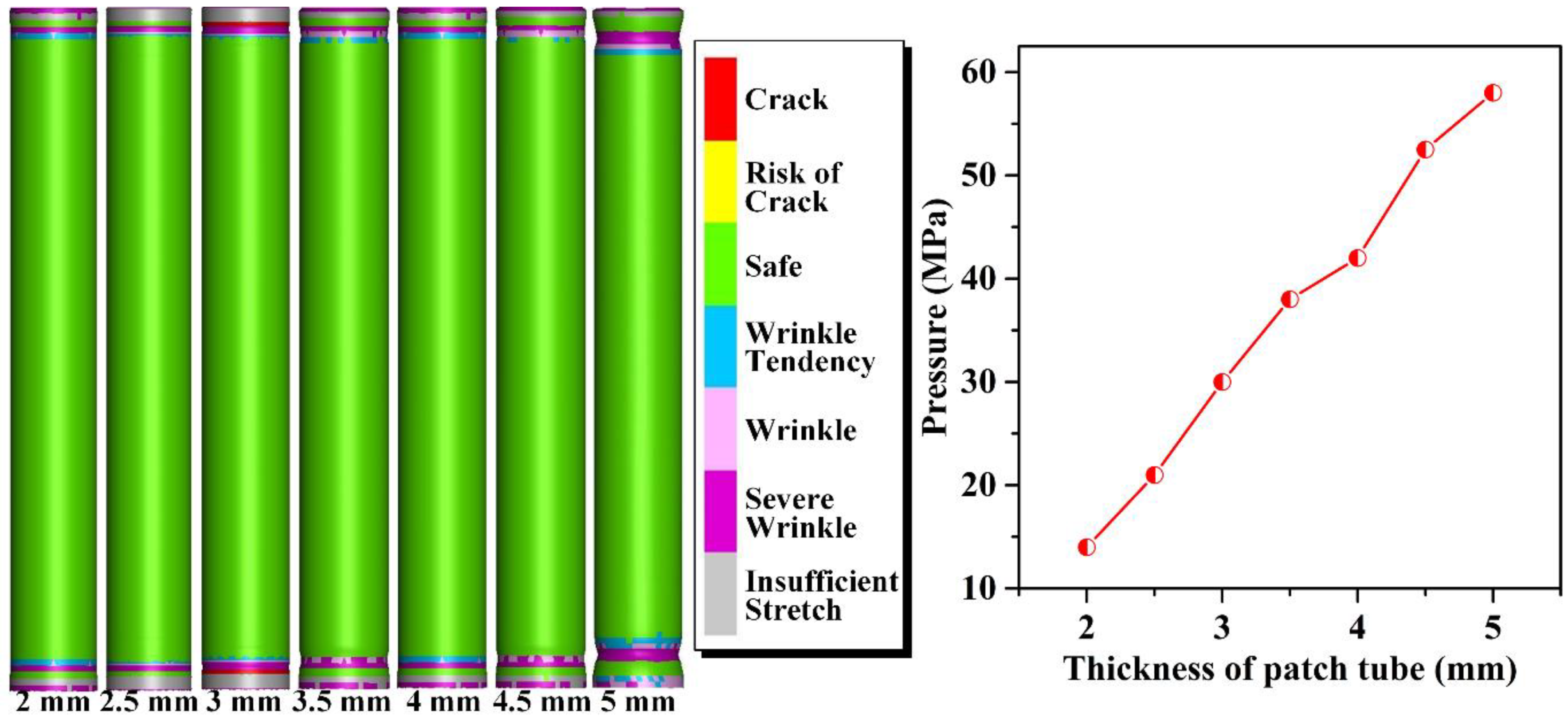
- Thickness of patch tube
4. Test Verification
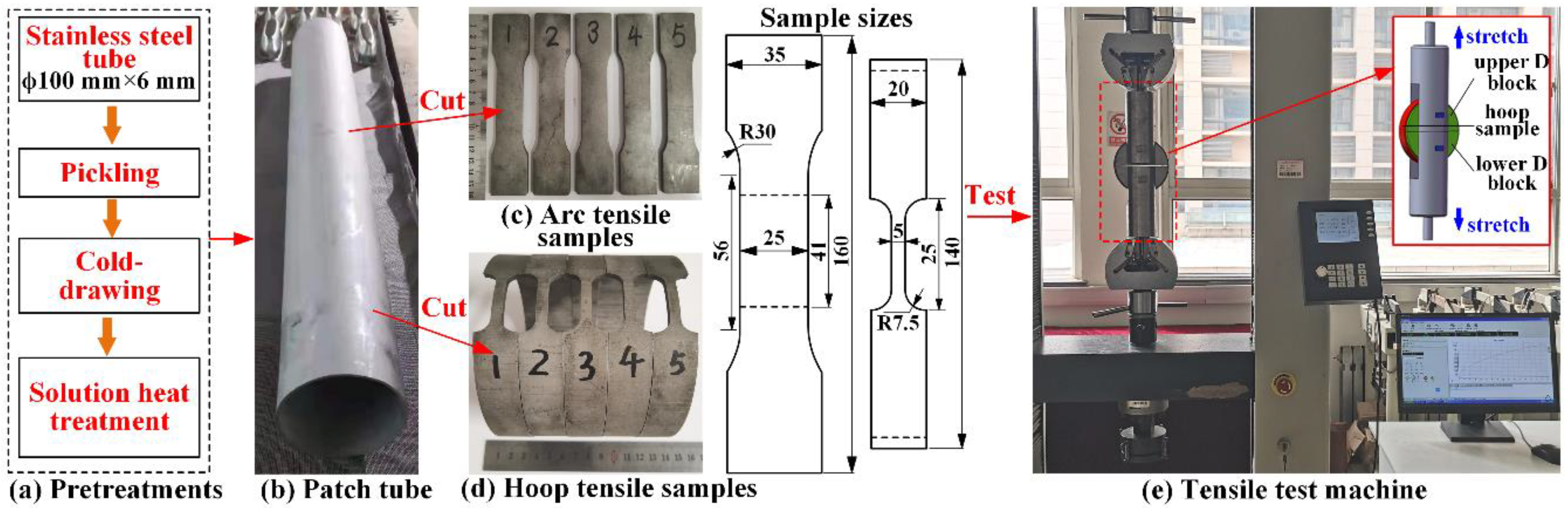
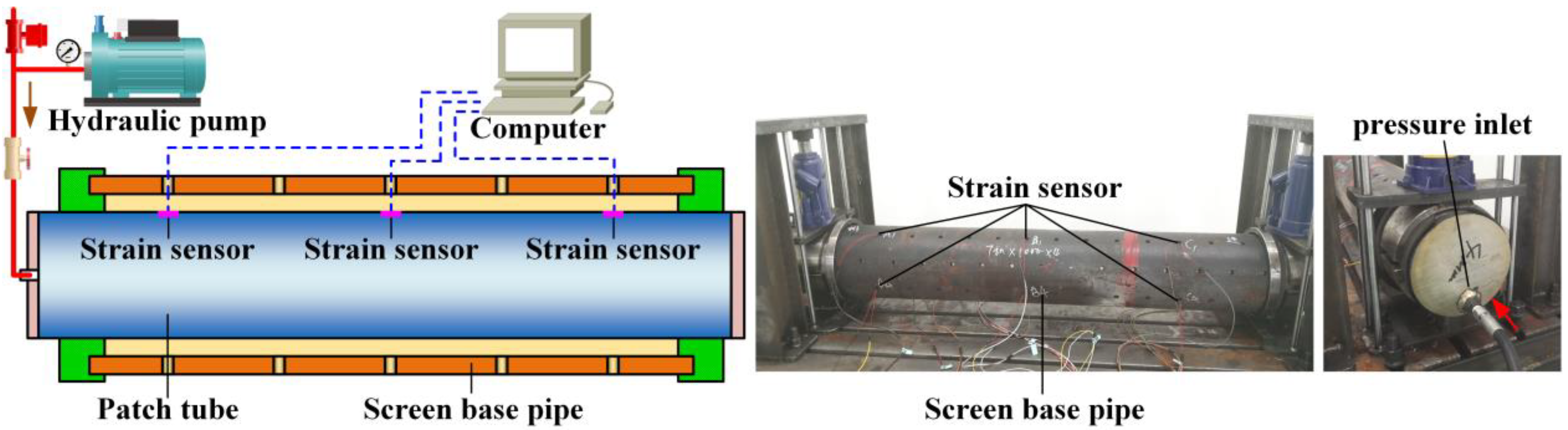
4.1. Hydroforming Test
4.2. Suspension Force Test
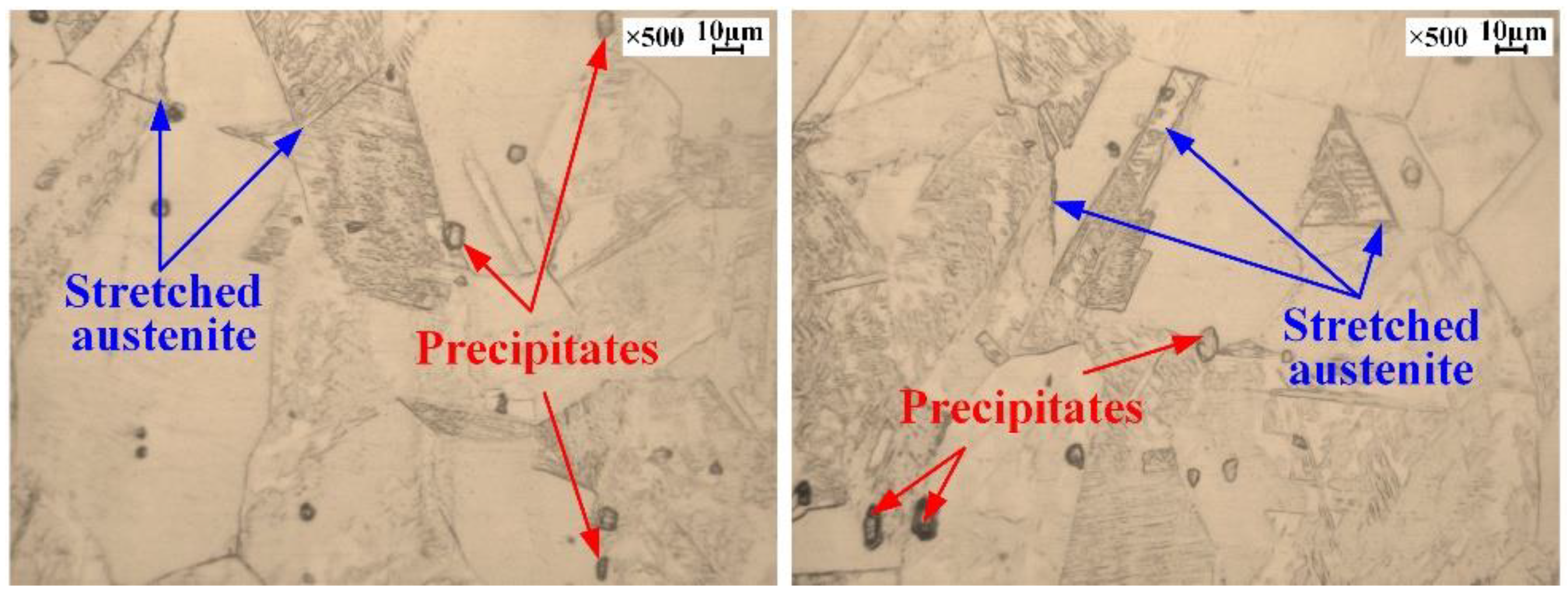
4.3. Microstructural Analysis
5. Conclusions
- (1)
- Mechanical property tests showed that AISI 321, after cold drawn and solution treatments, had better elasticity and plasticity at low forming speed.
- (2)
- A numerical simulation model of a hydroforming patch composed of AISI 321 steel was built using of Dynaform software, and the effect of structural parameters, such as the length, initial outer diameter, and thickness of the patch tube, on hydroforming patch performance was investigated. Simulation results show that the forming pressure did not significantly change with an increase in patch tube length, but decreased with the initial outer diameter, and increased with thickness.
- (3)
- A hydroforming test bench was constructed to experimentally test the patch method. Test results show that the patch tube could fit closely with the screen base pipe, and residual contact stress could be more than 139.78 kN/m2, which meets the repair requirements for an underground damaged screen tube.
- (4)
- The microstructures of patch tubes were compared and analyzed after different processes. Forming defects could easily occur in the cold-drawn patch tube. The solution treatment could effectively improve hydroforming quality and reduce construction pressure. Deformation strengthening due to hydroforming was conducive to improving the strength of the patch tube.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sun, X.; Bai, B. Comprehensive Review of Water Shutoff Methods for Horizontal Wells. Pet. Explor. Dev. 2017, 44, 1022–1029. [Google Scholar] [CrossRef]
- Shahsavari, M.H.; Khamehchi, E. Optimum Selection of Sand Control Method Using a Combination of MCDM and DOE Techniques. J. Pet. Sci. Eng. 2018, 171, 229–241. [Google Scholar] [CrossRef]
- Dastgerdi, M.E.; Manshad, A.K.; Mohammadi, A.H. Optimization of Perforated Liner Parameters in Horizontal Oil Wells. J. Pet. Explor. Prod. Technol. 2020, 10, 3505–3514. [Google Scholar] [CrossRef]
- Liao, H.; Dong, L.; Niu, J.; Ji, P.; Gu, B.; Xu, L. Study on the Erosion of Screen Pipe Caused by Sand-Laden Slurry. J. Eng. Res. 2020, 8, 258–271. [Google Scholar] [CrossRef]
- Zhang, R.; Hao, S.; Zhang, C.; Meng, W.; Zhang, G.; Liu, Z.; Gao, D.; Tang, Y. Analysis and Simulation of Erosion of Sand Control Screens in Deep Water Gas Well and Its Practical Application. J. Pet. Sci. Eng. 2020, 189, 106997. [Google Scholar] [CrossRef]
- Liu, N.; Gao, Q. Subsection Optimization Method Research of Slotted Screen Liner Parameters for Horizontal Wells. IOP Conf. Ser. Earth Environ. Sci. 2018, 189, 022075. [Google Scholar] [CrossRef]
- Ma, C.; Deng, J.; Dong, X.; Sun, D.; Feng, Z.; Luo, C.; Xiao, Q.; Chen, J. A New Laboratory Protocol to Study the Plugging and Sand Control Performance of Sand Control Screens. J. Pet. Sci. Eng. 2020, 184, 106548. [Google Scholar] [CrossRef]
- Al-Shaaibi, S.K.; Al-Ajmi, A.M.; Al-Wahaibi, Y. Three Dimensional Modeling for Predicting Sand Production. J. Pet. Sci. Eng. 2013, 109, 348–363. [Google Scholar] [CrossRef]
- Hayavi, M.T.; Abdideh, M. Establishment of Tensile Failure Induced Sanding Onset Prediction Model for Cased-Perforated Gas Wells. J. Rock Mech. Geotech. Eng. 2017, 9, 260–266. [Google Scholar] [CrossRef]
- Yan, M.; Deng, J.; Yu, B.; Li, M.; Zhang, B.; Xiao, Q.; Tian, D. Comparative Study on Sanding Characteristics between Weakly Consolidated Sandstones and Unconsolidated Sandstones. J. Nat. Gas Sci. Eng. 2020, 76, 103183. [Google Scholar] [CrossRef]
- Ma, C.; Deng, J.; Dong, X.; Sun, D.; Feng, Z.; Yan, X.; Hui, C.; Tian, D. Comprehensive Experimental Study on the Sand Retention Media of Pre-Filled Sand Control Screens. Part. Sci. Technol. 2021, 39, 261–270. [Google Scholar] [CrossRef]
- Zhang, R.; Li, Y.; Yang, B.; Jia, Z.; Zhang, F.; Wang, R.; Li, N.; Zhou, X. A Segmenting Method of Long Horizontal Wellbore for Staged Sand Control Completion Based on Multi-Dimension Sequential Clustering. J. Pet. Sci. Eng. 2019, 172, 1215–1225. [Google Scholar] [CrossRef]
- Al-Abri, O.S.; Pervez, T. Structural Behavior of Solid Expandable Tubular Undergoes Radial Expansion Process—Analytical, Numerical, and Experimental Approaches. Int. J. Solids Struct. 2013, 50, 2980–2994. [Google Scholar] [CrossRef] [Green Version]
- Li, T. Solid Expandable Tubular Patching Technique for High-Temperature and High-Pressure Casing Damaged Wells. Pet. Explor. Dev. 2015, 42, 408–413. [Google Scholar] [CrossRef]
- Ismail, I.M.; Geddes, M.W. Fifteen Years of Expandable-Sand-Screen Performance and Reliability. SPE Drill. Complet. 2014, 29, 141–149. [Google Scholar] [CrossRef]
- Al-Abri, O.S.; Pervez, T.; Qamar, S.Z.; Al-Busaidi, A.M. Optimum Mandrel Configuration for Efficient Down-Hole Tube Expansion. J. Manuf. Sci. Eng. Trans. ASME 2015, 137, 061005. [Google Scholar] [CrossRef]
- Xu, S.; Wang, C.; Wang, S.; Zhang, L.; Li, X.; Zhang, H. Experimental Study of Mechanical Properties and Residual Stresses of Expandable Tubulars with a Thread Joint. Thin-Walled Struct. 2017, 115, 247–254. [Google Scholar] [CrossRef]
- Park, G.; Jeong, S.; Kang, H.; Lee, C. Improvement of Circumferential Ductility by Reducing Discontinuities in a High-Mn TWIP Steel Weldment. Mater. Charact. 2018, 139, 293–302. [Google Scholar] [CrossRef]
- Zhao, L.; Zhang, H.; Tu, Y.; Duan, Q. Research on Testing a Prototype of an Expandable Profile Liner in a Directional-Well Section in a High-Fidelity Laboratory Environment. SPE J. 2019, 24, 2047–2063. [Google Scholar] [CrossRef]
- Zhou, F.; Jiang, W.; Huang, S.; Luo, Y. Solid Expandable Tubular Forming Behavior Based on Twin Shear Stress Yield Criterion: Analytical, Numerical Simulation and Experiment. Thin Walled Struct. 2020, 155, 106922. [Google Scholar] [CrossRef]
- Chen, Y.; Xiao, G.P.; Zhong, W.J.; Yi, H. Investigation of Mechanical Numerical Simulation and Expansion Experiment of Expandable Liner Hanger in Oil and Gas Completion. Shock Vib. 2020, 2020, 1–13. [Google Scholar] [CrossRef]
- Shi, C.; Chen, K.; Zhu, X.; Fu, D.; Qi, Y.; Li, J.; Cheng, F. Prevention Study on Defective Solid Expandable Tubular Fracture. Eng. Fail. Anal. 2021, 121, 105121. [Google Scholar] [CrossRef]
- Zhao, L.; Duan, Q. Forming optimisation and mechanical analysis of an expandable profile liner for leakage plugging in oil and gas wells. Int. J. Oil Gas Coal Technol. 2021, 28, 191–209. [Google Scholar] [CrossRef]
- Siegert, K.; Häussermann, M.; Lösch, B.; Rieger, R. Recent Developments in Hydroforming Technology. J. Mater. Process. Technol. 2000, 98, 251–258. [Google Scholar] [CrossRef]
- Bell, C.; Corney, J.; Zuelli, N.; Savings, D. A State of the Art Review of Hydroforming Technology: Its Applications, Research Areas, History, and Future in Manufacturing. Int. J. Mater. Form. 2020, 13, 789–828. [Google Scholar] [CrossRef] [Green Version]
- Liu, S.; Wang, H.; Liu, Y.; Zhang, X.; Che, J.; Ma, S. Analysis and Experimental Study of Patch Tube Mechanical Properties Based on Screen Pipe Hydroforming Patch Technology. AIP Adv. 2022, 12, 055301. [Google Scholar] [CrossRef]
- Alexandrov, S.; Lyamina, E.; Lang, L. Description of the Expansion of a Two-Layer Tube: An Analytic Plane-Strain Solution for Arbitrary Pressure-Independent Yield Criterion and Hardening Law. Metals 2021, 11, 793. [Google Scholar] [CrossRef]
- Cheng, T.; Jiang, M.; Dong, K.; Li, W.; Bao, Z.; Zhang, Q. Post-Buckling Analysis of Two-Layer Contact Concentric Tubular Strings in Pipe. J. Pet. Sci. Eng. 2021, 207, 109272. [Google Scholar] [CrossRef]
- Hu, L.; Teng, B.; Yuan, S. Effect of Internal Pressure on Hydro Bending of Double-Layered Tube. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 1717–1726. [Google Scholar] [CrossRef]
- Alexandrov, S.; Lyamina, E.; Aoh, J.N.; Jeng, Y.R. Description of Residual Stresses in Autofrettaged Open-Ended Cylinders Made of High-Strength Steel. Materials 2020, 13, 2940. [Google Scholar] [CrossRef]
- Liu, F.; Zheng, J.; Xu, P.; Xu, M.; Zhu, G. Forming Mechanism of Double-Layered Tubes by Internal Hydraulic Expansion. Int. J. Press. Vessel. Pip. 2004, 81, 625–633. [Google Scholar] [CrossRef]
- Lang, L.; Alexandrov, S.; Rynkovskaya, M. An Analytic Solution for an Expanding/Contracting Strain-Hardening Viscoplastic Hollow Cylinder at Large Strains and Its Application to Tube Hydroforming Design. Processes 2021, 9, 2161. [Google Scholar] [CrossRef]
- Akisanya, A.R.; Khan, F.U.; Deans, W.F.; Wood, P. Cold Hydraulic Expansion of Oil Well Tubulars. Int. J. Press. Vessel. Pip. 2011, 88, 465–472. [Google Scholar] [CrossRef] [Green Version]
- Yuan, L.; Kyriakides, S. Liner Wrinkling and Collapse of Girth-Welded Bi-Material Pipe under Bending. Appl. Ocean Res. 2015, 50, 209–216. [Google Scholar] [CrossRef]
- Updike, D.P.; Kalnins, A.; Caldwell, S.M. Residual Stresses in Tube-Tubesheet Joints with Grooves. J. Press. Vessel Technol. 1992, 114, 249–251. [Google Scholar] [CrossRef]
- Park, T.; Chung, K. Non-Associated Flow Rule with Symmetric Stiffness Modulus for Isotropic-Kinematic Hardening and Its Application for Earing in Circular Cup Drawing. Int. J. Solids Struct. 2012, 49, 3582–3593. [Google Scholar] [CrossRef] [Green Version]
- Thanakijkasem, P.; Uthaisangsuk, V.; Pattarangkun, A.; Mahabunphachai, S. Effect of Bright Annealing on Stainless Steel 304 Formability in Tube Hydroforming. Int. J. Adv. Manuf. Technol. 2014, 73, 1341–1349. [Google Scholar] [CrossRef]
- Pragana, J.P.M.; Bragança, I.M.F.; Silva, C.M.A.; Martins, P.A.F. Revisiting the Ring Hoop Test in Additively Manufactured Metal Tubes. J. Strain Anal. Eng. Des. 2021, 1–9. [Google Scholar] [CrossRef]
- Feng, Y.; Zhang, H.; Luo, Z.; Wu, Q. Loading Path Optimization of T Tube in Hydroforming Process Using Response Surface Method. Int. J. Adv. Manuf. Technol. 2019, 101, 1979–1995. [Google Scholar] [CrossRef]
- Thanakijkasem, P.; Pattarangkun, A.; Mahabunphachai, S.; Uthaisangsuk, V.; Chutima, S. Comparative Study of Finite Element Analysis in Tube Hydroforming of Stainless Steel 304. Int. J. Automot. Technol. 2015, 16, 611–617. [Google Scholar] [CrossRef]
- Zhu, X.; Cheng, F.; Shi, C.; Li, J.; Chen, K. Design and Analysis of Sealed Suspension Module Based on Solid Expandable Tubular Repair Technology. J. Mech. Sci. Technol. 2020, 34, 681–688. [Google Scholar] [CrossRef]
- Naizabekov, A.; Arbuz, A.; Lezhnev, S.; Panin, E.; Volokitina, I. The Development and Testing of a New Method of Qualitative Analysis of the Microstructure Quality, for Example of Steel AISI 321 Subjected to Radial Shear Rolling. Phys. Scr. 2019, 94, 105702. [Google Scholar] [CrossRef]
- Neslušan, M.; Šugárová, J.; Haušild, P.; Minárik, P.; Čapek, J.; Jambor, M.; Šugár, P. Barkhausen Noise Emission in AISI 321 Austenitic Steel Originating from the Strain-Induced Martensite Transformation. Metals 2021, 11, 429. [Google Scholar] [CrossRef]
- Park, I.; Kim, E.-Y.; Yang, W.-J. Microstructural Investigation of Stress Corrosion Cracking in Cold-Formed AISI 304 Reactor. Metals 2021, 11, 7. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Measuring Accuracy | Elastic Modulus E, GPa | Yield Strength σs, MPa | Tensile Strength σb, MPa | Poisson’s Ratio μ |
|---|---|---|---|---|---|
| AISI 321 | ±0.5% | 190 | 278 | 702 | 0.290 |
| Strain strength coefficient K | Material hardening exponent n | Elongation η | Hardness HBW | ||
| 1519.5 | 0.42 | ≥59% | 217.5 |
| Element | C | Si | Mn | P | S | Ni | Cr | Ti | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Content | 0.051 | 0.375 | 1.144 | 0.031 | 0.002 | 8.186 | 17.403 | 0.157 | 72.651 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Wang, H.; Lan, W.; Liu, Y.; Che, J.; Ma, S. Repairing Damaged Screen Pipes with Tube Hydroforming: Experiments and Feasibility Analysis. Machines 2022, 10, 391. https://doi.org/10.3390/machines10050391
Liu S, Wang H, Lan W, Liu Y, Che J, Ma S. Repairing Damaged Screen Pipes with Tube Hydroforming: Experiments and Feasibility Analysis. Machines. 2022; 10(5):391. https://doi.org/10.3390/machines10050391
Chicago/Turabian StyleLiu, Shufeng, Hanxiang Wang, Wenjian Lan, Yanxin Liu, Jiaqi Che, and Shaohua Ma. 2022. "Repairing Damaged Screen Pipes with Tube Hydroforming: Experiments and Feasibility Analysis" Machines 10, no. 5: 391. https://doi.org/10.3390/machines10050391
APA StyleLiu, S., Wang, H., Lan, W., Liu, Y., Che, J., & Ma, S. (2022). Repairing Damaged Screen Pipes with Tube Hydroforming: Experiments and Feasibility Analysis. Machines, 10(5), 391. https://doi.org/10.3390/machines10050391