
Application of Flowsheet Simulation Methodology to Improve Productivity and Sustainability of Porcelain Tile Manufacturing

 ,
,  ,
,  ,
, 
Abstract
:1. Introduction
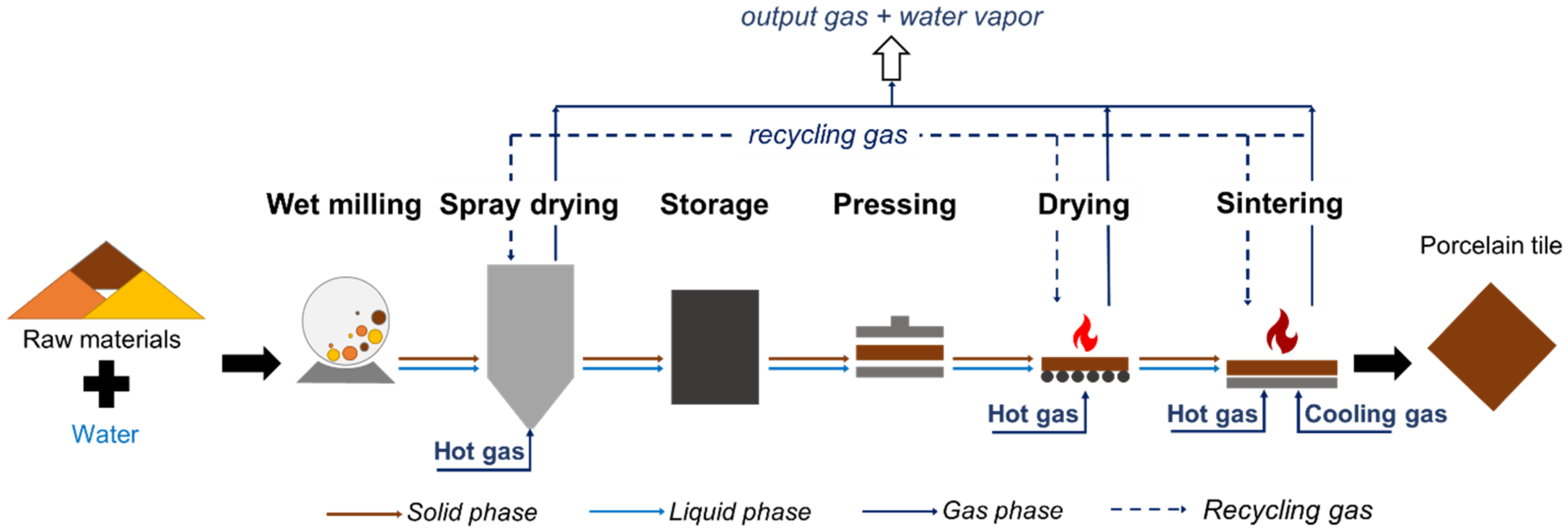
2. Materials and Methods
3. Results and Discussion
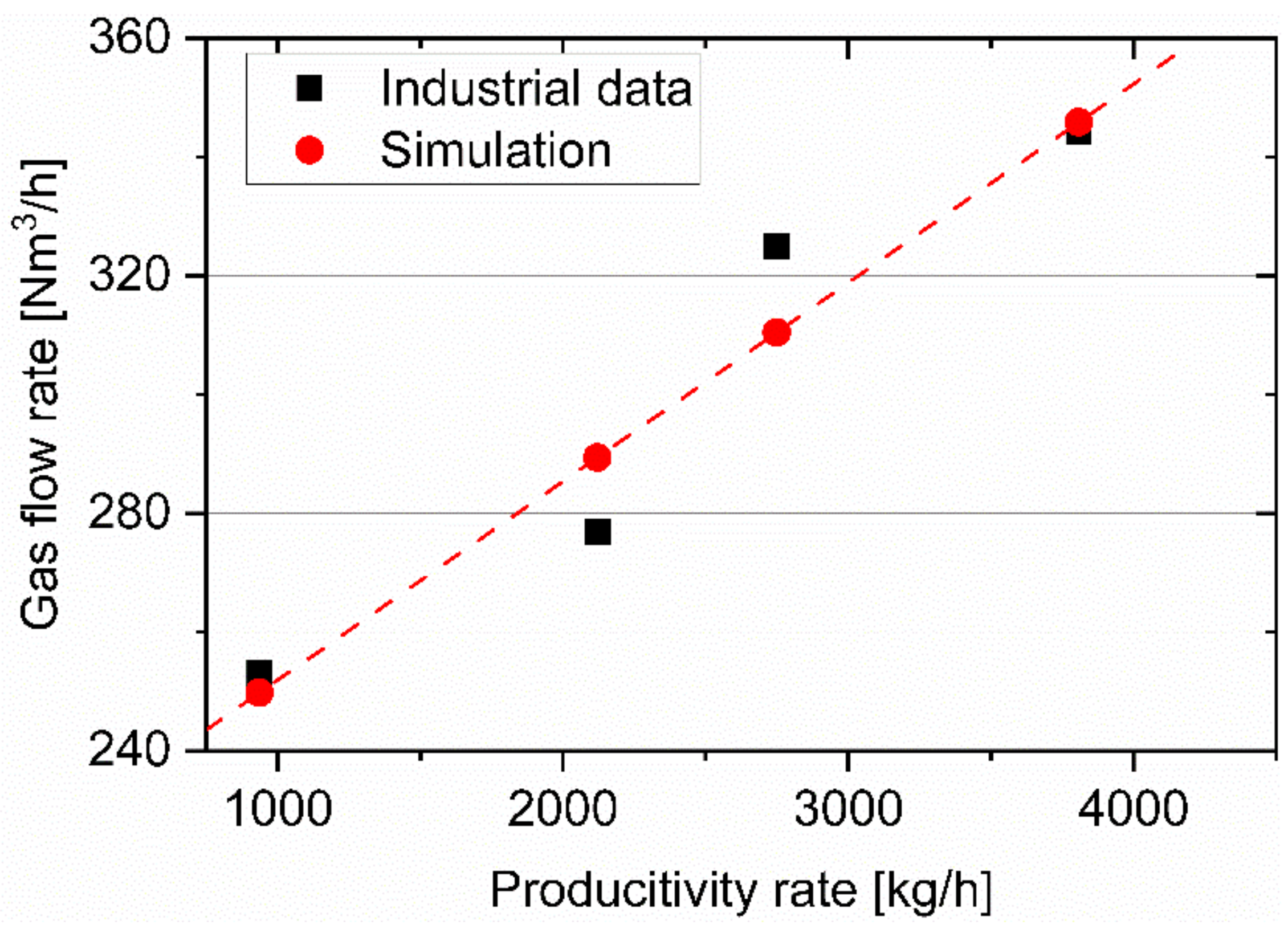
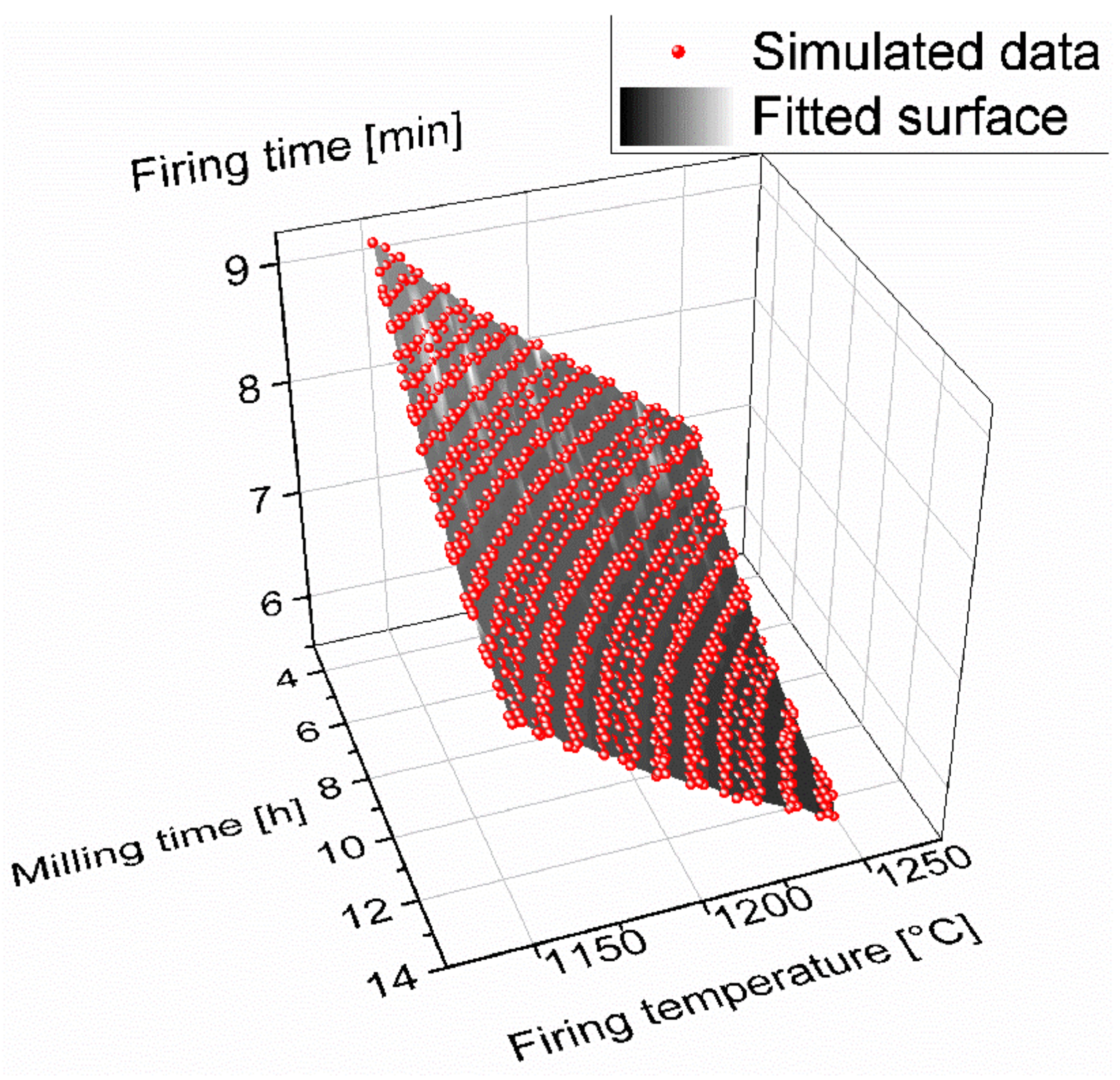
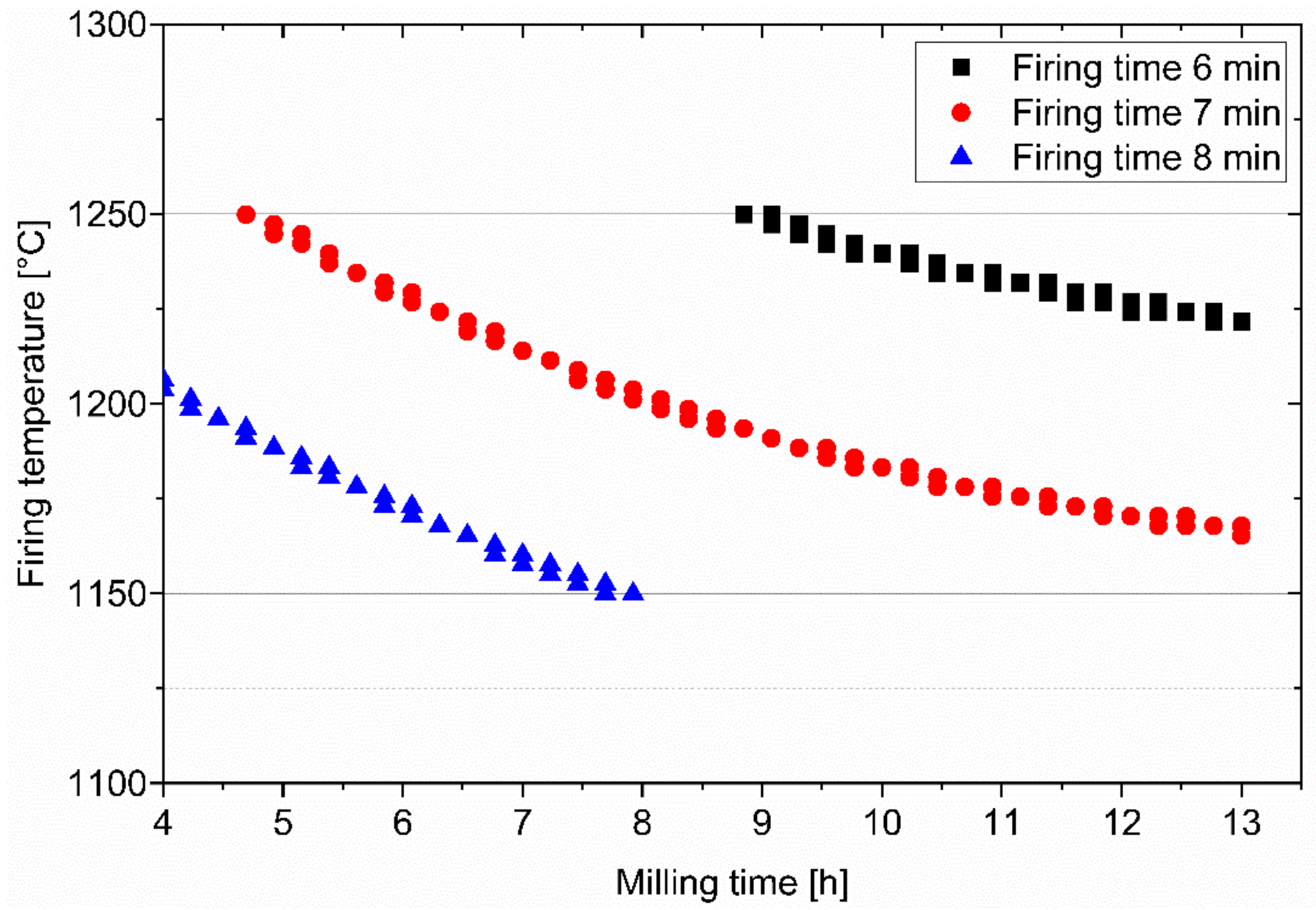
3.1. Simulation Results
3.2. Economic Impact
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fortune Business Insights. Market Research Report—Ceramic Tiles Market Size: Share & COVID-19 Impact Analysis, by Implaction Area (Floor, Walls, Others), by End-Use (Residential, Non Residential), and Regional Forecast, 2021–2028; Fortune Business Insights: Pune, India, 2022; Available online: https://www.fortunebusinessinsights.com/ceramic-tiles-market-102377 (accessed on 15 November 2022).
- Ferrer, S.; Mezquita, A.; Aguilella, V.; Monfort, E. Beyond the energy balance: Exergy analysis of an industrial roller kiln firing porcelain tiles. Appl. Therm. Eng. 2019, 150, 1002–1015. [Google Scholar] [CrossRef]
- Bombazaro, J.L.; Bernardin, A.M. Improving plasticity of kaolins by high-energy milling for use in porcelain tile compositions. Open Ceram. 2022, 10, 100256. [Google Scholar] [CrossRef]
- Alves, C.L.; De Noni, A., Jr.; Janßen, R.; Hotza, D.; Neto, J.R.; González, S.G.; Dosta, M. Integrated process simulation of porcelain stoneware manufacturing using flowsheet simulation. CIRP J. Manuf. Sci. Technol. 2021, 33, 473–487. [Google Scholar] [CrossRef]
- Monfort, E.; Mezquita, A.; Granel, R.; Vaquer, E.; Escrig, A.; Miralles, A.; Zaera, V. Analysis of energy consumption and carbon dioxide emissions in ceramic tile manufacture. Bol. Soc. Esp. Ceram. Vidr. 2010, 49, 303–310. [Google Scholar]
- Ciacco, E.F.; Rocha, J.R.; Coutinho, A.R. The energy consumption in the ceramic tile industry in Brazil. Appl. Therm. Eng. 2017, 113, 1283–1289. [Google Scholar] [CrossRef]
- Darolt, R.D.; Cargnin, M.; Peterson, M.; De Noni, A., Jr. Additional high-energy milling to enhance the performance of porcelain stoneware manufacturing. Int. J. Appl. Ceram. Technol. 2020, 17, 1742–1751. [Google Scholar] [CrossRef]
- Taskiran, M.; Demirkol, N.; Capoglu, A. Influence of mixing/milling on sintering and technological properties of anorthite based porcelainised stoneware. Ceram. Int. 2006, 32, 325–330. [Google Scholar] [CrossRef]
- Refaey, H.A.; Abdel-Aziz, A.A.; Salem, M.; Abdelrahman, H.; Al-Dosoky, M. Thermal performance augmentation in the cooling zone of brick tunnel kiln with two types of guide vanes. Int. J. Therm. Sci. 2018, 130, 264–277. [Google Scholar] [CrossRef]
- Refaey, H.; Abdel-Aziz, A.A.; Ali, R.; Abdelrahman, H.; Salem, M. Augmentation of convective heat transfer in the cooling zone of brick tunnel kiln using guide vanes: An experimental study. Int. J. Therm. Sci. 2017, 122, 172–185. [Google Scholar] [CrossRef]
- Refaey, H.A.; Almohammadi, B.A.; Abdel-Aziz, A.A.; Abdelrahman, H.; El-Ghany, H.A.; Karali, M.A.; Al-Dosoky, M. Transient thermal behavior in brick tunnel kiln with guide vanes: Experimental study. Case Stud. Therm. Eng. 2022, 33, 101959. [Google Scholar] [CrossRef]
- Delpech, B.; Milani, M.; Montorsi, L.; Boscardin, D.; Chauhan, A.; Almahmoud, S.; Axcell, B.; Jouhara, H. Energy efficiency enhancement and waste heat recovery in industrial processes by means of the heat pipe technology: Case of the ceramic industry. Energy 2018, 158, 656–665. [Google Scholar] [CrossRef]
- Beltran, J. Cogeneration systems in the ceramics tile sector. In Proceedings of the Workshop on New Technologies for the Rational Use of Energy in the Ceramics Tiles Industry, Castellon de La Plana, Spain, 28 April 1994. [Google Scholar]
- Agrafiotis, C.; Tsoutsos, T. Energy saving technologies in the European ceramic sector: A systematic review. Appl. Therm. Eng. 2001, 21, 1231–1249. [Google Scholar] [CrossRef]
- Oliveira, M.C.; Iten, M.; Cruz, P.L.; Monteiro, H. Review on Energy Efficiency Progresses, Technologies and Strategies in the Ceramic Sector Focusing on Waste Heat Recovery. Energies 2020, 13, 6096. [Google Scholar] [CrossRef]
- European Commission. Available online: https://ec.europa.eu/info/ (accessed on 16 November 2022).
- Barbosa, D.S.; Silva, J.E.; Machado, R.A.F.; Hotza, D. Controle e automação na indústria cerâmica: Estudo de caso na fabricação de porcelanato no Brasil. Rev. Cerâm. Ind. 2008, 13, 23–30. [Google Scholar]
- Dosta, M.; Litster, J.D.; Heinrich, S. Flowsheet simulation of solids processes: Current status and future trends. Adv. Powder Technol. 2020, 31, 947–953. [Google Scholar] [CrossRef]
- Skorych, V.; Buchholz, M.; Dosta, M.; Baust, H.K.; Gleiß, M.; Haus, J.; Weis, D.; Hammerich, S.; Kiedorf, G.; Asprion, N.; et al. Use of Multiscale Data-Driven Surrogate Models for Flowsheet Simulation of an Industrial Zeolite Production Process. Processes 2022, 10, 2140. [Google Scholar] [CrossRef]
- Haus, J.; Hartge, E.-U.; Heinrich, S.; Werther, J. Dynamic flowsheet simulation for chemical looping combustion of methane. Int. J. Greenh. Gas Control 2018, 72, 26–37. [Google Scholar] [CrossRef]
- Skorych, V.; Dosta, M.; Heinrich, S. Dyssol—An open-source flowsheet simulation framework for particulate materials. SofwareX 2020, 12, 100572. [Google Scholar] [CrossRef]
- Skorych, V.; Dosta, M.; Hartge, E.-U.; Heinrich, S. Novel system for dynamic flowsheet simulation of solids processes. Powder Technol. 2017, 314, 665–679. [Google Scholar] [CrossRef]
- Alves, C.L.; Skorych, V.; De Noni, A.; Hotza, D.; Gómez González, S.Y.; Heinrich, S.; Dosta, M. Improving the sustainability of porcelain tile manufacture by flowsheet simulation. Ceram. Int. 2023, in press. [Google Scholar] [CrossRef]
- Nassetti, G.; Ferrari, F.; Fregni, A.; Maestri, G. Piastrelle Ceramiche & Energia: Banca Dati dei Consumi Energetici Nell’ Industria delle Piastrelle di Ceramica; Assopiastrelle: Bologna, Italy, 1998. [Google Scholar]
- Tsakalakis, K.G.; Stamboltzis, G.A. Modelling the specific griding energy and ball-mill scaleup. IFAC Proc. Vol. 2004, 37, 53–58. [Google Scholar] [CrossRef]
- Morrell, S. Power draw of wet tumbling mills and its relationship to charge dynamics—Part 1: A continuum approach to a mathematical modelling of mill power draw. Miner. Process. Extr. Metall. 1996, 105, C43–C53. [Google Scholar]
- Walzel, P. Spraying and Atomizing of Liquids, Ullmann’s Encyclopedia of Industrial Chemestry; Wiley-VCH Verlag GmbH: Weinheim, Germany, 2012; pp. 79–98. [Google Scholar]
- Ali, M.; Mahmud, T.; Heggs, P.J.; Ghadiri, M.; Djurdjevic, D.; Ahmadian, H.; De Juan, L.M.; Amador, C.; Bayly, A. A one-dimensional plug-flow model of a counter-current spray drying tower. Chem. Eng. Res. Des. 2014, 92, 826–841. [Google Scholar] [CrossRef]
- De Noni, A.; Hotza, D.; Soler, V.C.; Vilches, E.S. Influence of composition on mechanical behaviour of porcelain tile. Part I: Microstructural characterization and developed phases after firing. Mater. Sci. Eng. A 2010, 527, 1730–1735. [Google Scholar] [CrossRef]
- Kriaa, W.; Bejaoui, S.; Mhiri, H.; Le Palec, G.; Bournot, P. Study of dynamic structure and heat and mass transfer of a vertical ceramic tiles dryer using CFD simulations. Heat Mass Transf. 2014, 50, 235–251. [Google Scholar]
- Khalili, K.; Bagherian, M.; Khisheh, S. Numerical Simulation of Drying Ceramic Using Finite Element and Machine Vision. Procedia Technol. 2014, 12, 388–393. [Google Scholar] [CrossRef] [Green Version]
- Gómez, S.; Hotza, D. Predicting powder densification during sintering. J. Eur. Ceram. Soc. 2018, 38, 1736–1741. [Google Scholar] [CrossRef]
- Martín-Márquez, J.; Rincón, J.M.; Romero, M. Effect of firing temperature on sintering of porcelain stoneware tiles. Ceram. Int. 2008, 34, 1867–1873. [Google Scholar] [CrossRef] [Green Version]
- SACMI Iberica. Tecnología Cerámica Aplicada; Faenza Editrice Ibérica, S.L., Faenza, R.A., Eds.; Litográfica Faenza SRL: Faenza, Italy, 2001; Volume 1. [Google Scholar]
- Van Gelder, A. Tecnología Cerámica Aplicada; SACMI: Imola, Italy, 2004; Volume 2. [Google Scholar]
- SACMI. Asociación Española de Técnicos Cerámicos, Tecnología Cerámica Aplicada; Faenza Editrice Iberica: Castellón de la Plana, Spain, 2004. [Google Scholar]
- Remmey, G.B. Firing Ceramics; World Scientific: Singapore, 1994. [Google Scholar]
- Refaey, H.A.; Specht, E.; Salem, M.R. Influence of fuel distribution and heat transfer on energy consumption in tunnel kilns. Int. J. Adv. Eng. Technol. 2015, 8, 281. [Google Scholar]
- Beltrán, V.; Ferrer, C.; Bagán, V.; Sánchez, E.; Garcia, J.; Mestre, S. Influence of pressing powder characteristics and firing temperature on the porous microstructure and stain resistance of porcelain tile. In Proceedings of the Qualicer 96, IV World Congress on Ceramic Tile Quality, General Conferences and Communications II, Castellon, Spain, 13 March 1996. [Google Scholar]
- Peng, J.; Zhao, Y.; Jiao, L.; Zheng, W.; Zeng, L. CO2 Emission Calculation and Reduction Options in Ceramic Tile Manufacture-The Foshan Case. Energy Procedia 2012, 16, 467–476. [Google Scholar] [CrossRef] [Green Version]
- Ros-Dosdá, T.; Fullana-I-Palmer, P.; Mezquita, A.; Masoni, P.; Monfort, E. How can the European ceramic tile industry meet the EU’s low-carbon targets? A life cycle perspective. J. Clean. Prod. 2018, 199, 554–564. [Google Scholar] [CrossRef]
- Runst, P.; Höhle, D. The German eco tax and its impact on CO2 emissions. Energy Policy 2022, 160, 112655. [Google Scholar] [CrossRef]
- Härtel, P.; Korpås, M. Demystifying market clearing and price setting effects in low-carbon energy systems. Energy Econ. 2021, 93, 105051. [Google Scholar] [CrossRef]
- Bengochea-Morancho, A.; Higón-Tamarit, F.; Martinez-Zarzoso, I. Economic Growth and CO2 Emissions in the European Union. Environ. Resour. Econ. 2001, 19, 165–172. [Google Scholar] [CrossRef]
- Carter, R.E. Kinetic Model for Solid-State Reactions. J. Chem. Phys. 1961, 34, 2010–2015. [Google Scholar] [CrossRef]
- Amorós, J.; Orts, M.; García-Ten, J.; Gozalbo, A.; Sánchez, E. Effect of the green porous texture on porcelain tile properties. J. Eur. Ceram. Soc. 2007, 27, 2295–2301. [Google Scholar] [CrossRef]
- Sánchez-Vilches, E.; Sanz-Solana, V.; Bordes, M.C.; Sales, J.; Kayaci, K.; Taşkiran, M.; Anil, Ü.; Türk, S.; Tarhan, M. Firing Deformation in Large Size Porcelain Tiles. Effect of Compositional and Process Variables; Qualicer: Castellon, Spain, 2018. [Google Scholar]
- Walker, W.J.J.; Reed, J.S.; Verma, S.K. Influence of Slurry Parameters on the Characteristics of Spray-Dried Granules. J. Am. Ceram. Soc. 1999, 82, 1711–1719. [Google Scholar] [CrossRef]
- Reed, J.S. Principles of Ceramics Processing; Wiley: Hoboken, NJ, USA, 1995; pp. 378–393. [Google Scholar]
- Dondi, M. Powder Granulation and Compaction. In Encyclopedia of Materials: Technical Ceramics and Glasses; Pomeroy, M., Ed.; Elsevier: Amsterdam, The Netherlands, 2021; pp. 136–145. [Google Scholar] [CrossRef]
- Küçüker, A.S.; Kara, A.; Kayacı, K.; Gerl, S. Cost Effective Slurry Preparation in Porcelain Tile Production; Ceramic Forum International: Baden-Baden, Germany, 2009; ISSN 0173-9913. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Value | Units | |
|---|---|---|---|
| Reference temperature | 1190 | °C | |
| Specific weight of the tile | 20 | kg/m2 | |
| Mass ratio of combustion fumes and dilution air to the amount of tiles | 2.15 | - | |
| Specific heat capacity of combustion fumes | 0.25 | kcal/kg·°C | |
| Specific heat capacity of the tiles | 0.22 | kcal/kg·°C | |
| Lower heating value of natural gas | 8500 | kcal/Nm3 | |
| Endothermic reactions energy | 50 | kcal/kg | |
| Required gas flow for empty kiln | 218.52 | Nm3/h | |
| Kiln length | 150 | m | |
| Kiln width | 2.5 | m |
| Minimum Value | Maximum Value | Unit | |
|---|---|---|---|
| Milling time | 4 | 13 | h |
| Firing temperature | 1150 | 1250 | °C |
| Total firing cycle time | 24 | 60 | min |
| Brazil | Spain | Units | |
|---|---|---|---|
| Raw material | 28.5 | 28.5 | USD/ton |
| Glazing | 475 | 475 | USD/ton |
| Electrical energy | 0.0665 | 0.0497 | USD/kWh |
| Spray drying cost | 0.076 | 0.0606 | USD/kg of dried material |
| Fuel | 0.7733 | 1.5609 | USD/Nm3 |
| Taxes on CO2 emissions | - | 16.58 | USD/ton CO2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alves, C.L.; Skorych, V.; De Noni Jr., A.; Hotza, D.; González, S.Y.G.; Heinrich, S. Application of Flowsheet Simulation Methodology to Improve Productivity and Sustainability of Porcelain Tile Manufacturing. Machines 2023, 11, 137. https://doi.org/10.3390/machines11020137
Alves CL, Skorych V, De Noni Jr. A, Hotza D, González SYG, Heinrich S. Application of Flowsheet Simulation Methodology to Improve Productivity and Sustainability of Porcelain Tile Manufacturing. Machines. 2023; 11(2):137. https://doi.org/10.3390/machines11020137
Chicago/Turabian StyleAlves, Carine Lourenco, Vasyl Skorych, Agenor De Noni Jr., Dachamir Hotza, Sergio Yesid Gómez González, and Stefan Heinrich. 2023. "Application of Flowsheet Simulation Methodology to Improve Productivity and Sustainability of Porcelain Tile Manufacturing" Machines 11, no. 2: 137. https://doi.org/10.3390/machines11020137
APA StyleAlves, C. L., Skorych, V., De Noni Jr., A., Hotza, D., González, S. Y. G., & Heinrich, S. (2023). Application of Flowsheet Simulation Methodology to Improve Productivity and Sustainability of Porcelain Tile Manufacturing. Machines, 11(2), 137. https://doi.org/10.3390/machines11020137