


Conical Grinding Wheel Ultrasonic-Assisted Grinding Micro-Texture Surface Formation Mechanism


Abstract
:1. Introduction
2. RUAG Kinematic Model
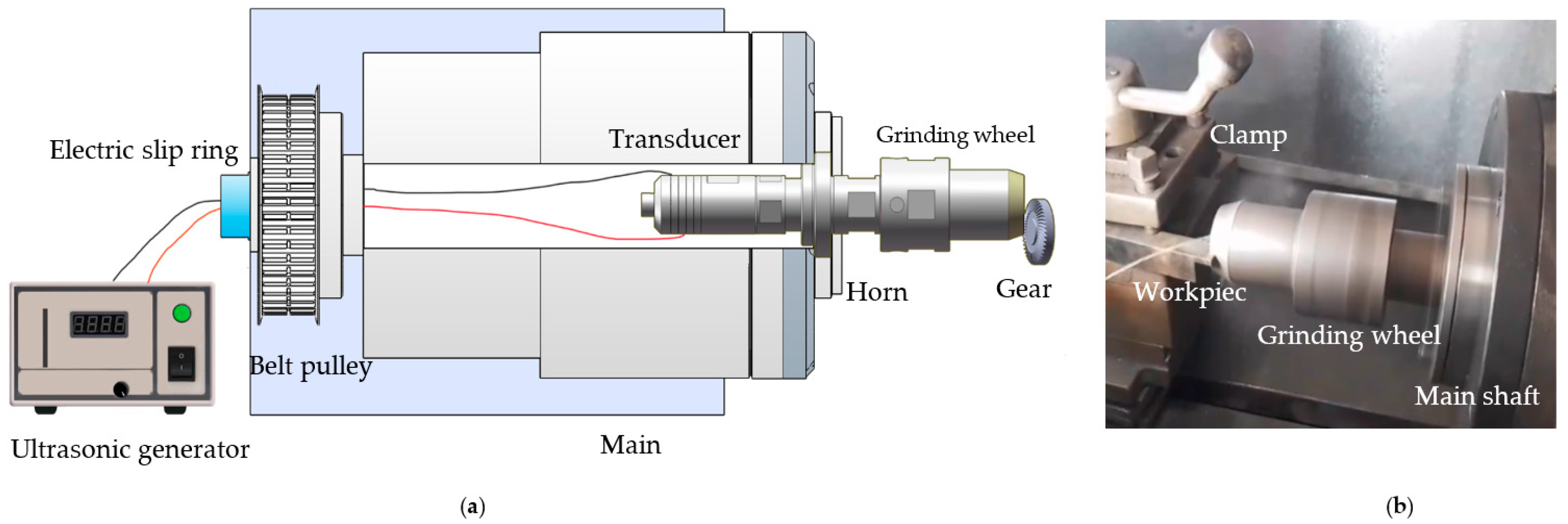
2.1. Experimental Setup
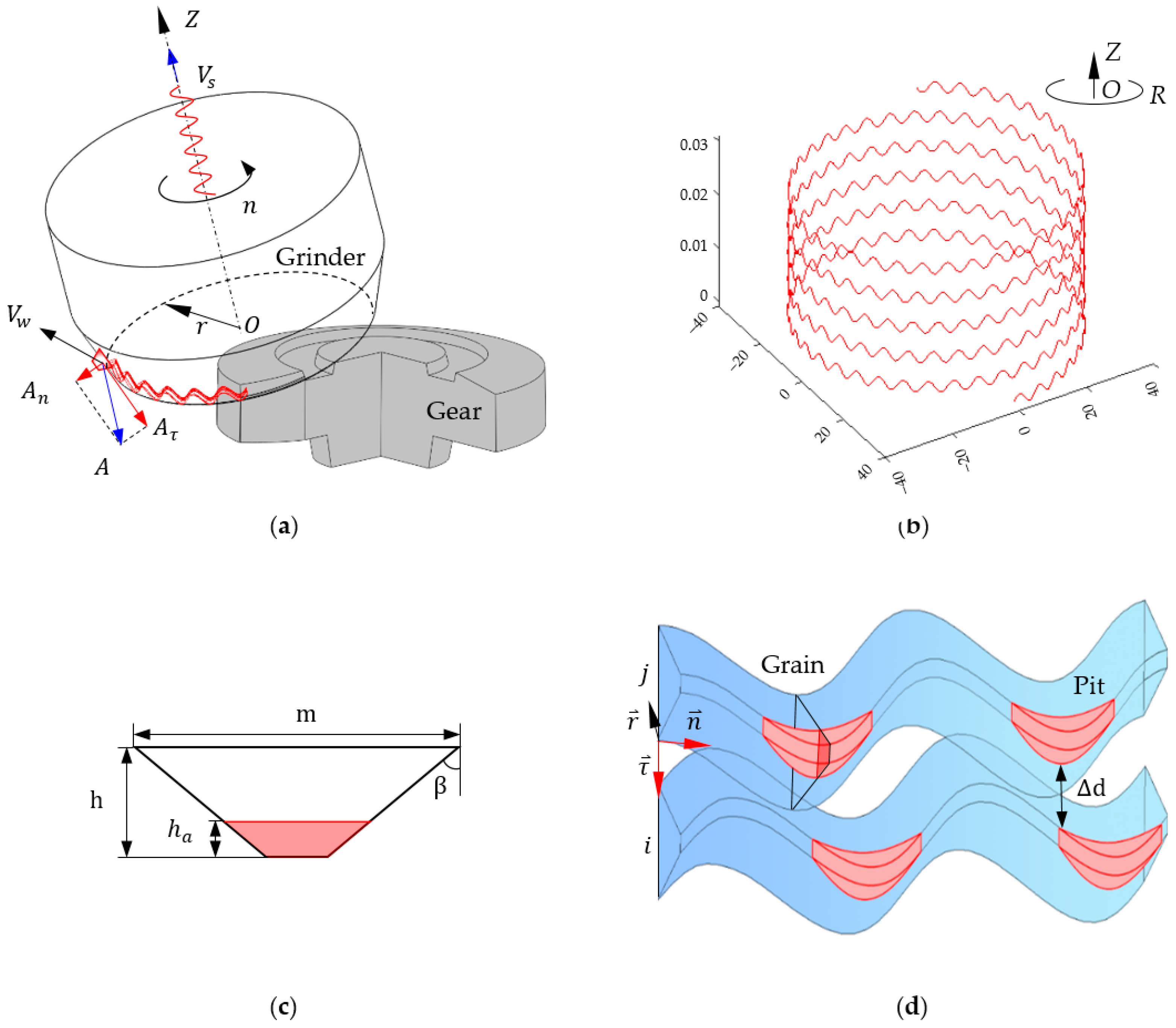
2.2. Theoretical Kinematic Model
3. Micro-Texture Feature Models
3.1. Pit Model
3.2. Grinding Depth Equation
3.2.1. Effective Abrasive Gains Number
3.2.2. Calculation of Grinding Depth
3.3. Calculation of Texture Spacing
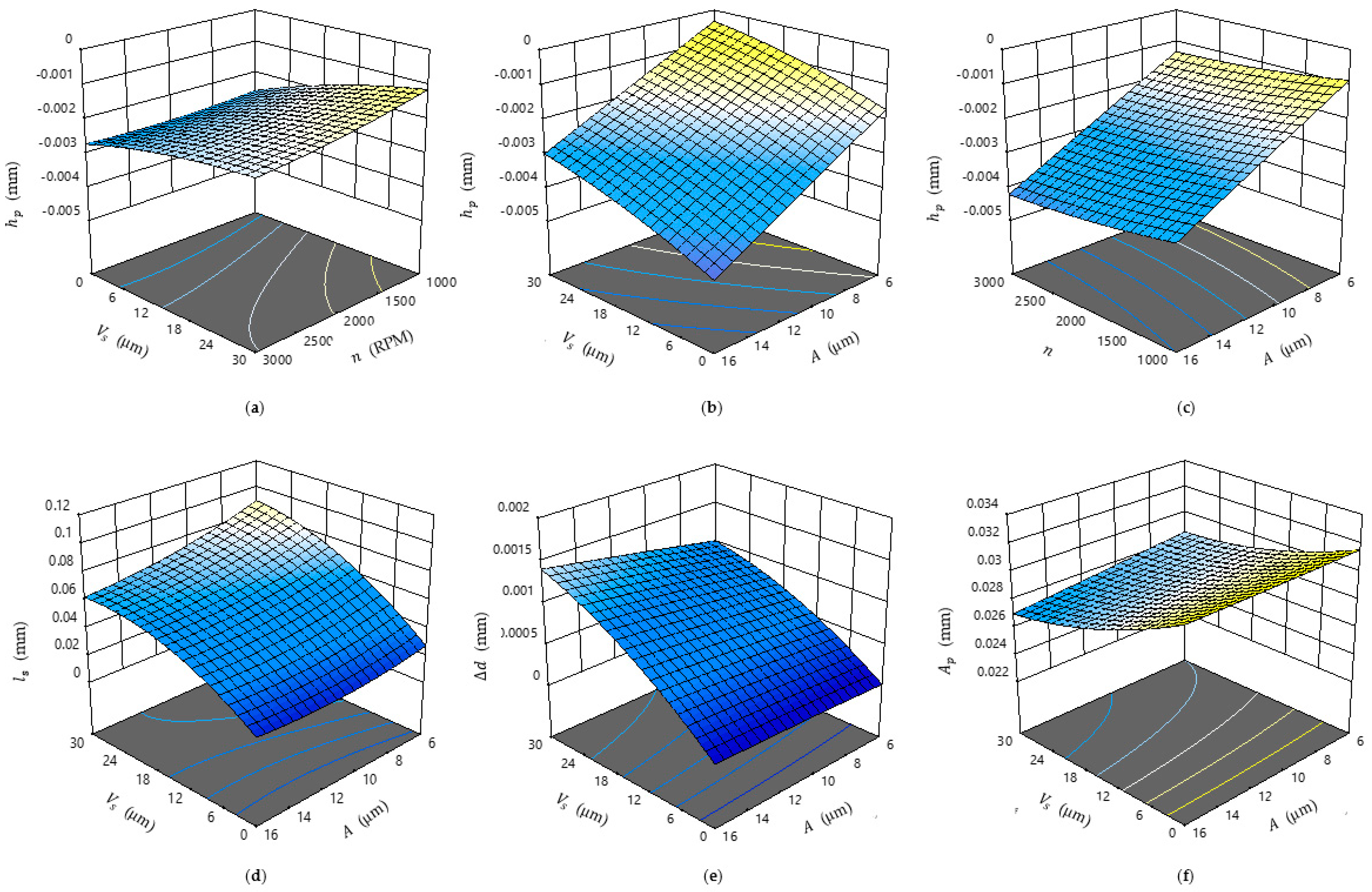
3.4. RSA of the Theoretical Model
3.4.1. Experimental Design and Result
3.4.2. Discussion of RSA
4. RUAG Progress Simulation
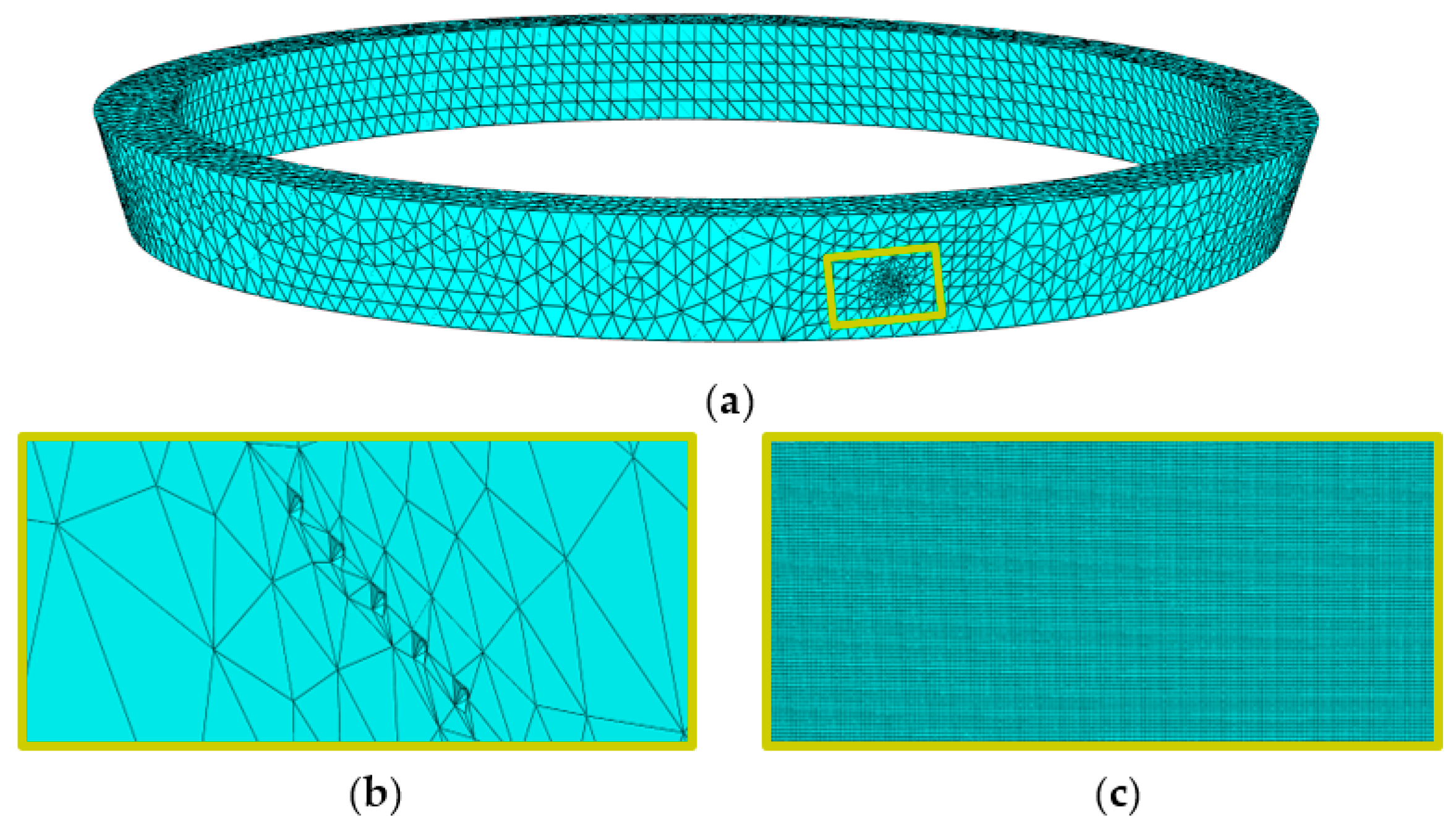
4.1. Finite Element Simulation Preprocessing
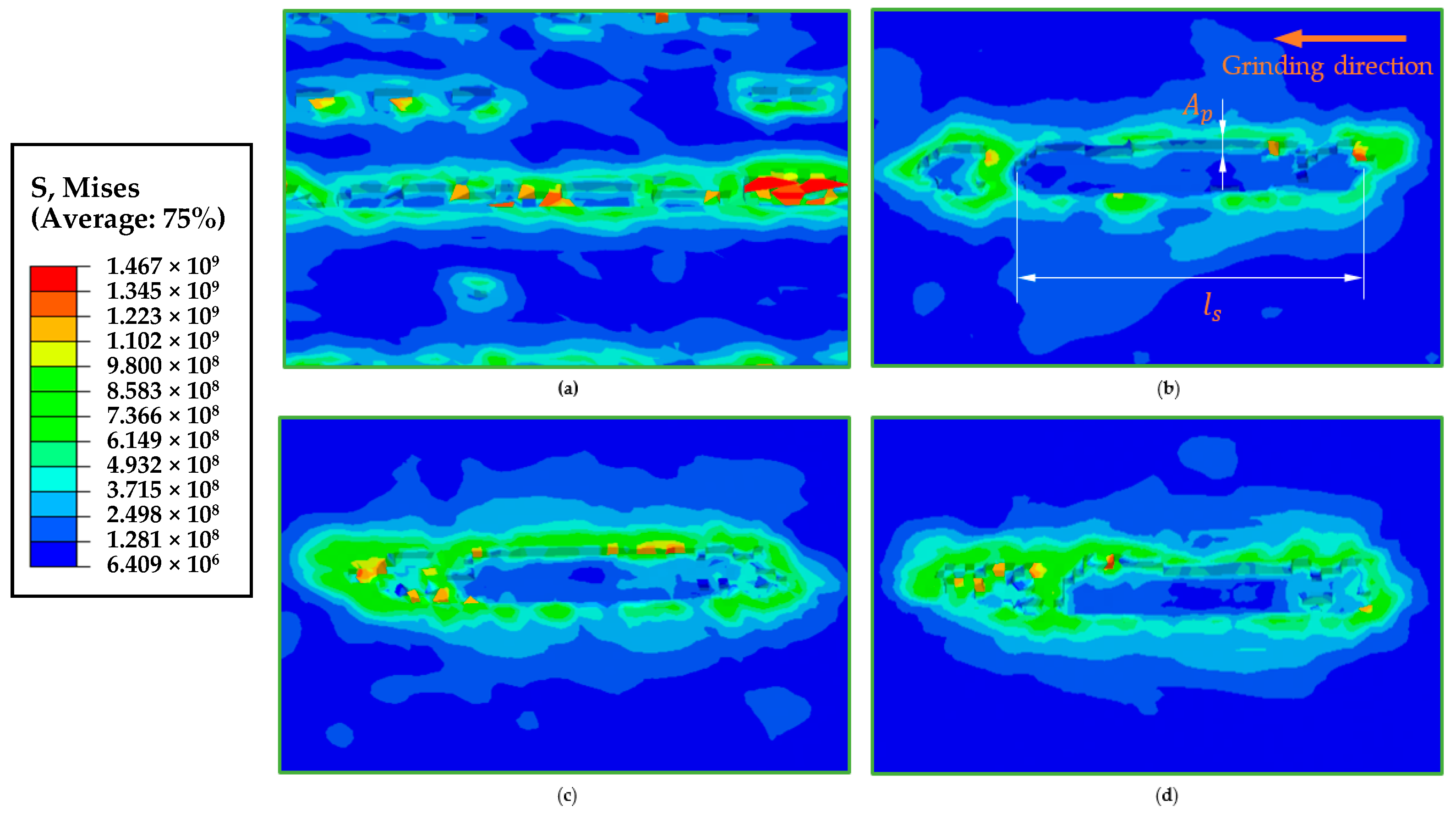
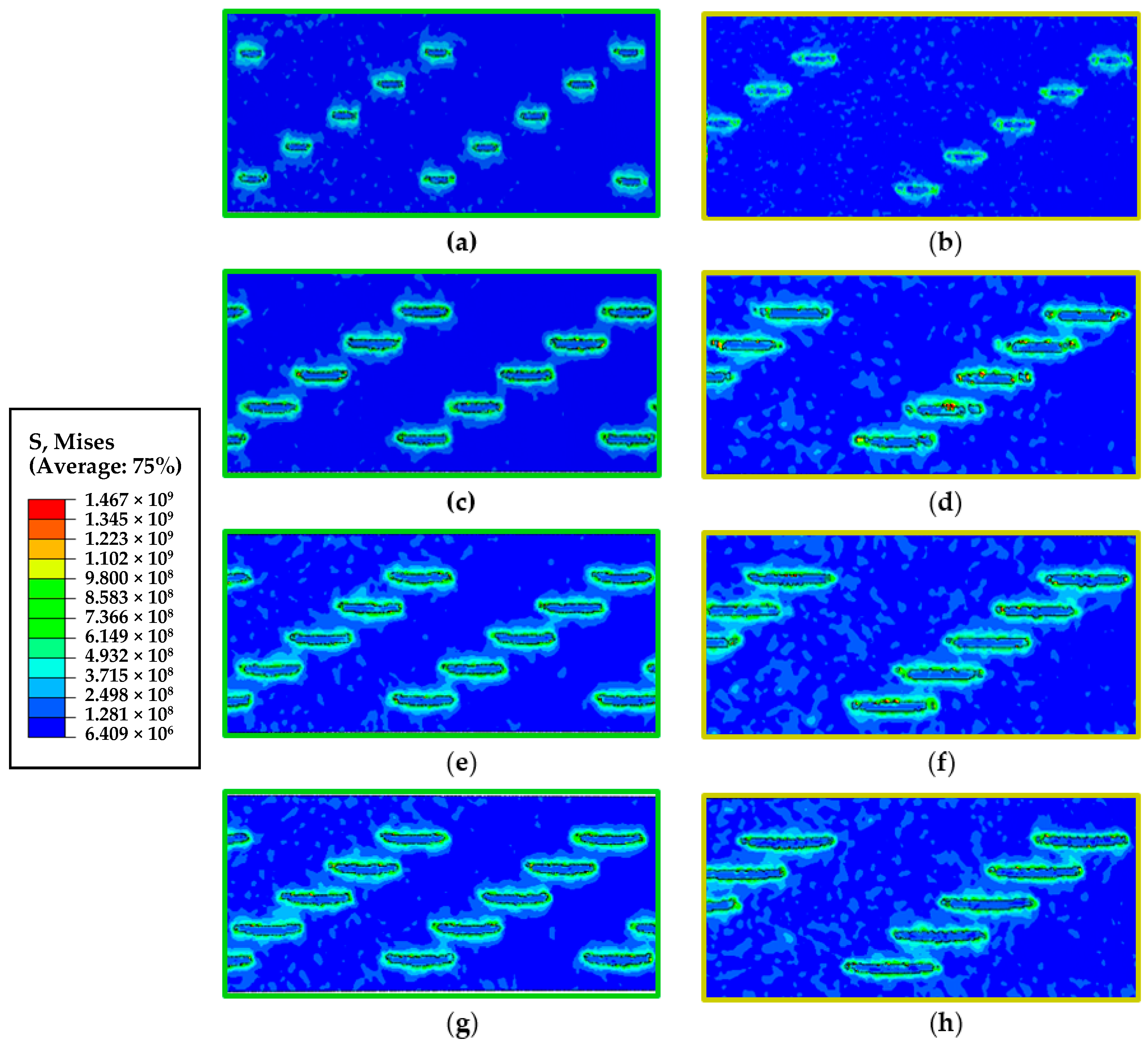
4.2. Micro-Texture Characteristic Analysis
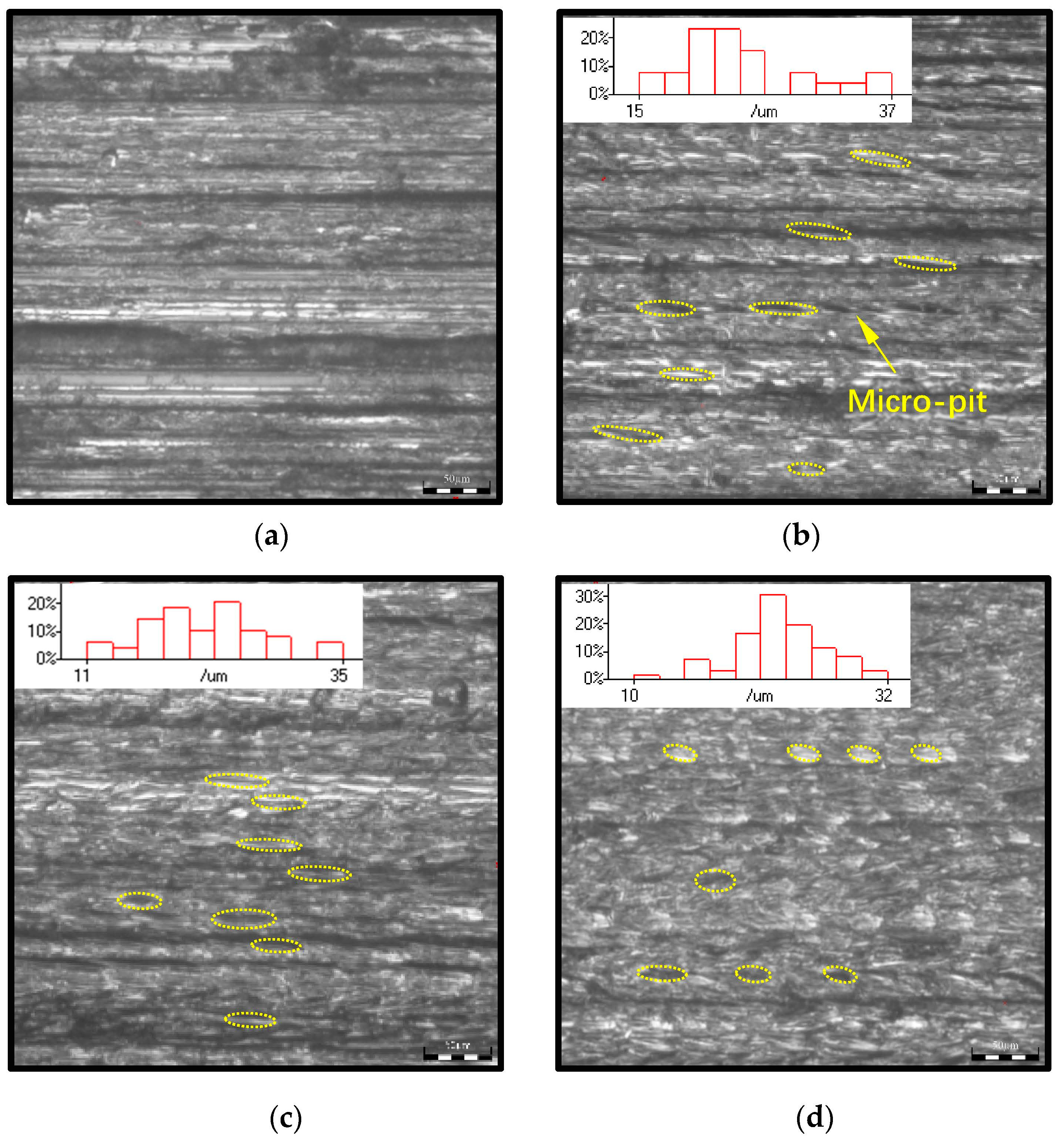
5. Experiment Results and Discussion
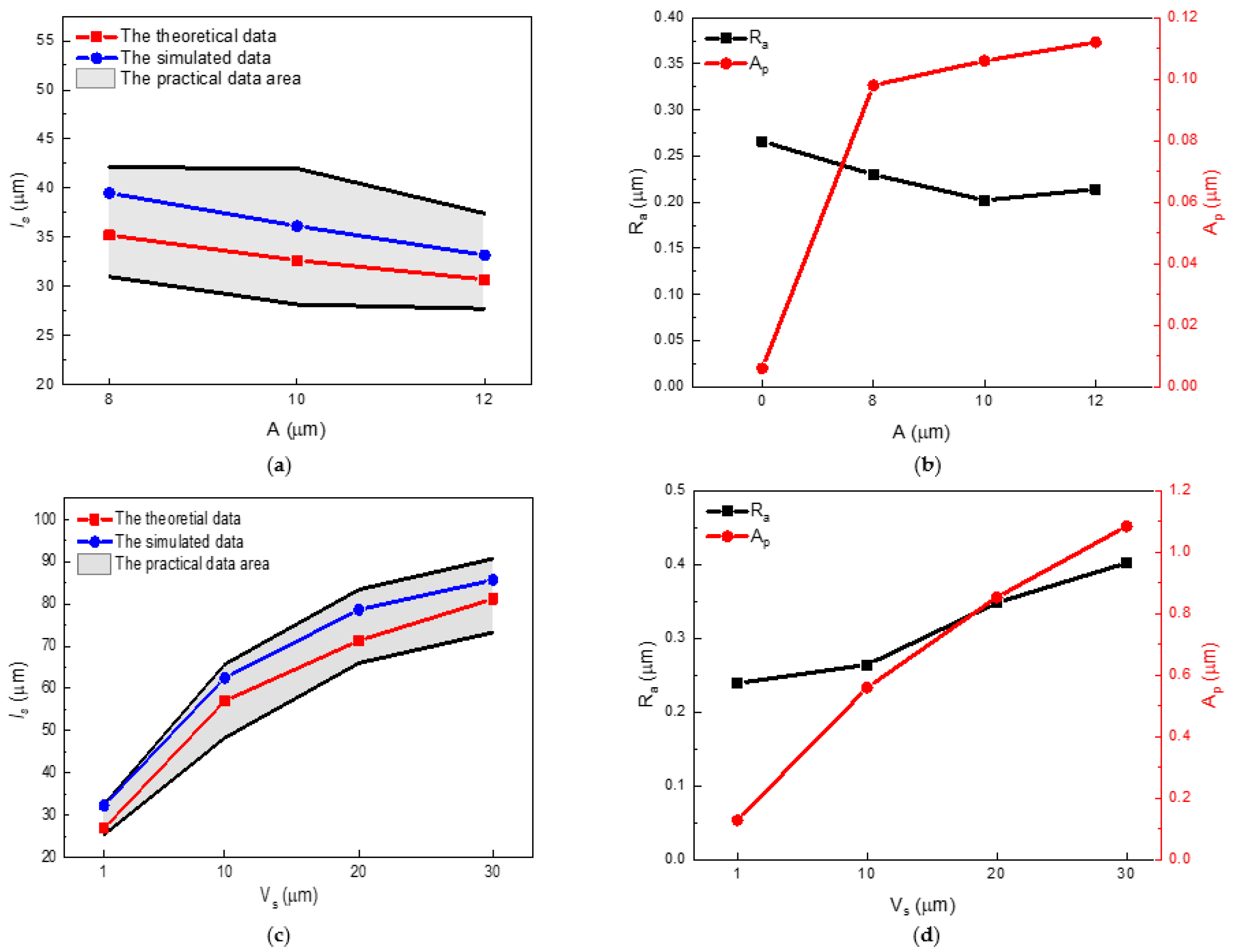
5.1. Influence of Amplitude
5.2. Influence of Feed and Rotational Speed
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Litvin, F.L.; Wang, A.G.; Handschuh, R.F. Computerized generation and simulation of meshing and contact of spiral bevel gears with improved geometry. Comput. Methods Appl. Mech. Eng. 1998, 158, 35–64. [Google Scholar] [CrossRef]
- Vimercati, M. Mathematical model for tooth surfaces representation of face-hobbed hypoid gears and its application to contact analysis and stress calculation. Mech. Mach. Theory 2007, 42, 668–690. [Google Scholar] [CrossRef]
- Uhlmann, E.; Spur, G. Surface Formation in Creep Feed Grinding of Advanced Ceramics with and without Ultrasonic Assistance. CIRP Ann. 1998, 47, 249–252. [Google Scholar] [CrossRef]
- Gao, G.F.; Zhao, B.; Xiang, D.H.; Kong, Q.H. Research on the surface characteristics in ultrasonic grinding nano-zirconia ceramics. J. Mater. Process. Technol. 2009, 209, 32–37. [Google Scholar] [CrossRef]
- Zhao, B.; Liu, C.S.; Gao, G.F.; Jiao, F. Surface characteristics in the ultrasonic ductile honing of ZrO2 ceramics using coarse grits. J. Mater. Process. Technol. 2002, 123, 54–60. [Google Scholar]
- Tawakoli, T.; Azarhoushang, B. Influence of ultrasonic vibrations on dry grinding of soft steel. Int. J. Mach. Tools Manuf. 2008, 48, 1585–1591. [Google Scholar] [CrossRef]
- Mohsen, G.N.; Mohammad, R.; Movahhedy, J.A. Ultrasonic-Assisted Grinding of Ti6Al4V Alloy. Procedia CIRP 2012, 1, 353–358. [Google Scholar]
- Zeng, W.M.; Li, Z.C.; Pei, Z.J.; Treadwell, C. Experimental observation of tool wear in rotary ultrasonic machining of advanced ceramics. Int. J. Mach. Tools Manuf. 2005, 45, 1468–1473. [Google Scholar] [CrossRef]
- Wu, Y.B.; Yokoyama, S.; Sato, T.; Lin, W.M.; Tachibana, T. Development of a new rotary ultrasonic spindle for precision ultrasonically assisted grinding. Int. J. Mach. Tools Manuf. 2009, 49, 933–938. [Google Scholar] [CrossRef]
- Liang, Z.Q.; Wu, Y.B.; Wang, X.B.; Zhao, W.X. A new two-dimensional ultrasonic assisted grinding (2D-RUAG) method and its fundamental performance in monocrystal silicon machining. Int. J. Mach. Tools Manuf. 2010, 50, 728–736. [Google Scholar] [CrossRef]
- Liang, Z.Q.; Wang, X.B.; Wu, Y.B.; Xie, L.J.; Jiao, L.; Zhao, W.X. Experimental study on brittle–ductile transition in elliptical ultrasonic assisted grinding (ERUAG) of monocrystal sapphire using single diamond abrasive grain. Int. J. Mach. Tools Manuf. 2013, 71, 41–51. [Google Scholar] [CrossRef]
- Wang, Y.; Bin, L.; Cao, X.Y.; Wang, S.L. An experimental investigation of system matching in ultrasonic vibration assisted grinding for titanium. J. Mater. Process. Technol. 2014, 214, 1871–1878. [Google Scholar] [CrossRef]
- Egashira, K.; Kumagai, R.; Okina, R.; Yamaguchi, K.; Ota, M. Drilling of microholes down to 10 μm in diameter using ultrasonic grinding. Precis. Eng. 2014, 38, 605–610. [Google Scholar] [CrossRef]
- Ning, F.D.; Cong, W.L.; Pei, Z.J.; Treadwell, C. Rotary ultrasonic machining of CFRP: A comparison with grinding. Ultrasonics 2016, 66, 125–132. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Hu, Y.B.; Cong, W.L.; Hu, Z.L. A mechanistic model on feeding directional cutting force in surface grinding of CFRP composites using rotary ultrasonic machining with horizontal ultrasonic vibration. Int. J. Mech. Sci. 2019, 155, 450–460. [Google Scholar] [CrossRef]
- Yang, Z.C.; Zhu, L.D.; Ni, C.B.; Ning, J.S. Investigation of surface topography formation mechanism based on abrasive workpiece contact rate model in tangential ultrasonic vibration assisted CBN grinding of ZrO2 ceramics. Int. J. Mech. Sci. 2019, 155, 66–82. [Google Scholar] [CrossRef]
- Xu, W.X.; Wu, Y.B. A novel approach to fabricate high aspect ratio micro-rod using ultrasonic vibration-assisted centreless grinding. Int. J. Mech. Sci. 2018, 141, 21–30. [Google Scholar] [CrossRef]
- Li, C.; Zhang, F.H.; Meng, B.B.; Liu, L.F.; Rao, X.S. Material removal mechanism and grinding force modelling of ultrasonic vibration assisted grinding for SiC ceramics. Ceram. Int. 2017, 43, 2981–2993. [Google Scholar] [CrossRef]
- Wei, S.L.; Zhao, H.; Jing, J.T. Investigation on three-dimensional surface roughness evaluation of engineering ceramic for rotary ultrasonic grinding machining. Appl. Surf. Sci. 2015, 357, 139–146. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Zhao, W.X.; Liang, Z.Q.; Wang, X.B.; Zhou, T.F.; Wu, Y.B.; Jiao, L. Investigation of diamond wheel topography in Elliptical Ultrasonic Assisted Grinding (ERUAG) of monocrystal sapphire using fractal analysis method. Ultrasonics 2018, 84, 87–95. [Google Scholar] [CrossRef]
- Ye, L.Z.; Zhu, X.J.; Wang, L.J.; Guo, C. Study on characteristics of single cavitation bubble considering condensation and evaporation of kerosene steam under ultrasonic vibration honing. Ultrason. Sonochem. 2018, 40, 988–994. [Google Scholar] [CrossRef]
- Wdowwik, R.; Porzycki, J.; Magdziak, M. Measurements of Surface Micro-structure Parameters after Ultrasonic Assisted and Conventional Grinding of ZrO2 Based Ceramic Material Characterized by Different States of Sintering. Procedia CIRP 2017, 62, 293–298. [Google Scholar] [CrossRef]
- Guo, B.; Zhao, Q.L. Ultrasonic vibration assisted grinding of hard and brittle linear micro-structured surfaces. Precis. Eng. 2017, 48, 98–106. [Google Scholar] [CrossRef]
- Zheng, F.F.; Kang, R.K.; Dong, Z.G.; Guo, J.; Liu, J.T.; Zhang, J.T. A theoretical and experimental investigation on ultrasonic assisted grinding from the single-grain aspect. Int. J. Mech. Sci. 2018, 148, 667–675. [Google Scholar] [CrossRef]
- Wen, Y.Q.; Tang, J.Y.; Zhou, W.; Zhu, C.C. Study on contact performance of ultrasonic-assisted grinding surface. Ultrasonics 2019, 91, 193–200. [Google Scholar] [CrossRef]
- Qin, S.Q.; Zhu, L.; Hao, Y.P.; Shi, C.L.; Wang, S.F.; Yang, Z.C. Theoretical and experimental investigations of surface generation induced by ultrasonic assisted grinding. Tribol. Int. 2023, 179, 108120. [Google Scholar] [CrossRef]
- Jiang, J.L.; Sun, S.F.; Wang, D.X.; Yang, Y.; Liu, X.F. Surface texture formation mechanism based on the ultrasonic vibration-assisted grinding process. Int. J. Mach. Tools Manuf. 2020, 156, 103595. [Google Scholar] [CrossRef]
- Wang, Y.; Guangheng, D.Y.; Zhao, J.N.; Dong, Y.H.; Zhang, X.F.; Jiang, X.M.; Lin, B. Study on key factors influencing the surface generation in rotary ultrasonic grinding for hard and brittle materials. J. Manuf. Process. 2019, 38, 549–555. [Google Scholar] [CrossRef]
- Zhao, B.; Guo, X.C.; Bie, W.B.; Chang, B.Q.; Zhao, C.Y. Thermo-mechanical coupling effect on surface residual stress during ultrasonic vibration-assisted forming grinding gear. J. Manuf. Process. 2020, 59, 19–32. [Google Scholar] [CrossRef]
- Zhou, W.H.; Tang, J.Y.; Shao, W. Modelling of surface micro-structure and parameters matching considering the interaction of multiple rotation cycles in ultrasonic assisted grinding. Int. J. Mech. Sci. 2020, 166, 105246. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Liang, Z.Q.; Wang, X.B.; Bai, S.W.; Yeo, S.H.; Jia, S. Modelling and analysis of generation mechanism of micro-surface topography during elliptical ultrasonic assisted grinding. J. Mater. Process. Technol. 2020, 279, 116585. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Wheel diameter (mm) | 60.00 |
| Outside pressure angle (°) | 17.92 |
| Inside pressure angle (°) | 22.08 |
| Point width (mm) | 0.73 |
| Outside edge radius (mm) | 0.50 |
| Inside edge radius (mm) | 0.50 |
| Mean radius (mm) | 23.14 |
| Material Properties | Workpiece (45# Steel) | Grain (CBN) |
|---|---|---|
| Density () | 7850 | 15,700 |
| Elastic modulus (GPa) | 210 | 705 |
| Poisson’s ratio | 0.33 | 0.23 |
| Specific heat capacity () | 526.3 | 178 |
| Thermal conductivity () | 6.7 | 24 |
| Linear expansion coefficient () | 9 | 5 |
| Groups | Amplitude | Feed Speed | Rotational Speed (rpm) |
|---|---|---|---|
| 1 | 0/8/10/12 | 1 | 3000 |
| 2 | 8 | 1/10/20/30 | 2000 |
| 3 | 8 | 1/10/20/30 | 3000 |
| Amplitude A | Theoretical Length | Theoretical Depth
| Theoretical Spacing
| Simulated Length
| Grinding Depth
|
|---|---|---|---|---|---|
| 0 | - | 0.006 | 31.787 | - | 0.006 |
| 8 | 35.215 | 0.098 | 31.359 | 39.51 | −2.363 |
| 10 | 32.663 | 0.106 | 31.325 | 36.153 | −2.971 |
| 12 | 30.717 | 0.112 | 31.296 | 33.186 | −3.580 |
| Feed Speed | Theoretical Length | Theoretical Depth
| Theoretical Spacing
| Simulated Length
| Grinding Depth
|
|---|---|---|---|---|---|
| 1 | 26.850 | 0.128 | 31.224 | 32.260 | −2.333 |
| 10 | 57.038 | 0.559 | 29.275 | 62.500 | −1.902 |
| 20 | 71.307 | 0.853 | 27.949 | 78.620 | −1.609 |
| 30 | 81.210 | 1.084 | 26.904 | 85.680 | −1.378 |
| Feed Speed | Theoretical Length | Theoretical Depth
| Theoretical Spacing
| Simulated Length
| Grinding Depth
|
|---|---|---|---|---|---|
| 1 | 35.215 | 0.098 | 46.660 | 46.660 | −2.363 |
| 10 | 74.951 | 0.435 | 82.060 | 82.060 | −2.027 |
| 20 | 93.371 | 0.668 | 100.790 | 100.790 | −1.794 |
| 30 | 106.772 | 0.854 | 114.170 | 114.170 | −1.608 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, J.; Jiang, Y.; Li, X.; Li, Q. Conical Grinding Wheel Ultrasonic-Assisted Grinding Micro-Texture Surface Formation Mechanism. Machines 2023, 11, 428. https://doi.org/10.3390/machines11040428
Han J, Jiang Y, Li X, Li Q. Conical Grinding Wheel Ultrasonic-Assisted Grinding Micro-Texture Surface Formation Mechanism. Machines. 2023; 11(4):428. https://doi.org/10.3390/machines11040428
Chicago/Turabian StyleHan, Jiaying, Yiqi Jiang, Xinrui Li, and Qing Li. 2023. "Conical Grinding Wheel Ultrasonic-Assisted Grinding Micro-Texture Surface Formation Mechanism" Machines 11, no. 4: 428. https://doi.org/10.3390/machines11040428
APA StyleHan, J., Jiang, Y., Li, X., & Li, Q. (2023). Conical Grinding Wheel Ultrasonic-Assisted Grinding Micro-Texture Surface Formation Mechanism. Machines, 11(4), 428. https://doi.org/10.3390/machines11040428