
Design and Simulation Analysis of Docking Interface of Linked In-Orbit Replacement Module


Abstract
:1. Introduction
2. Design of Docking Interface
2.1. Guide Assembly
2.2. Locking Component
Structural Design
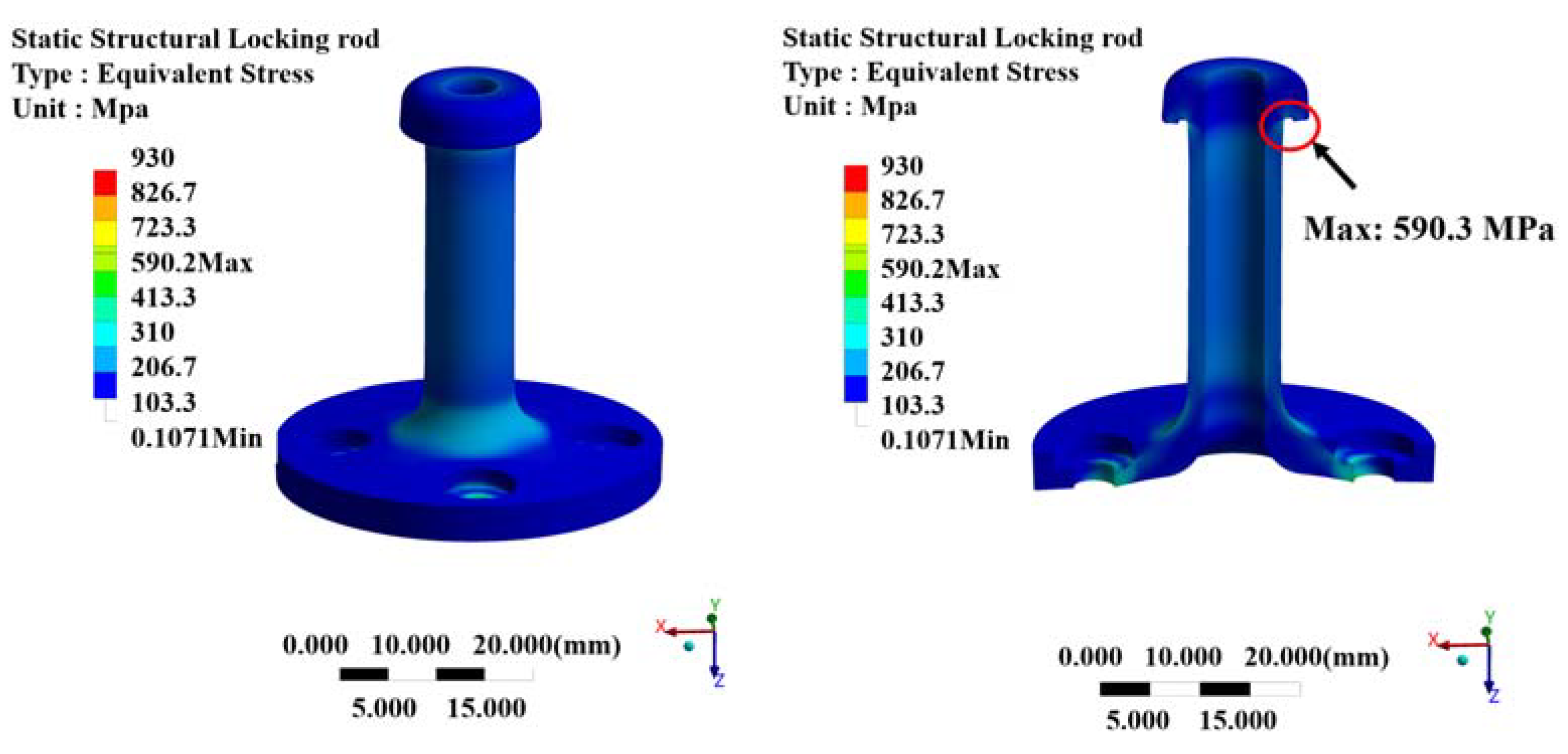
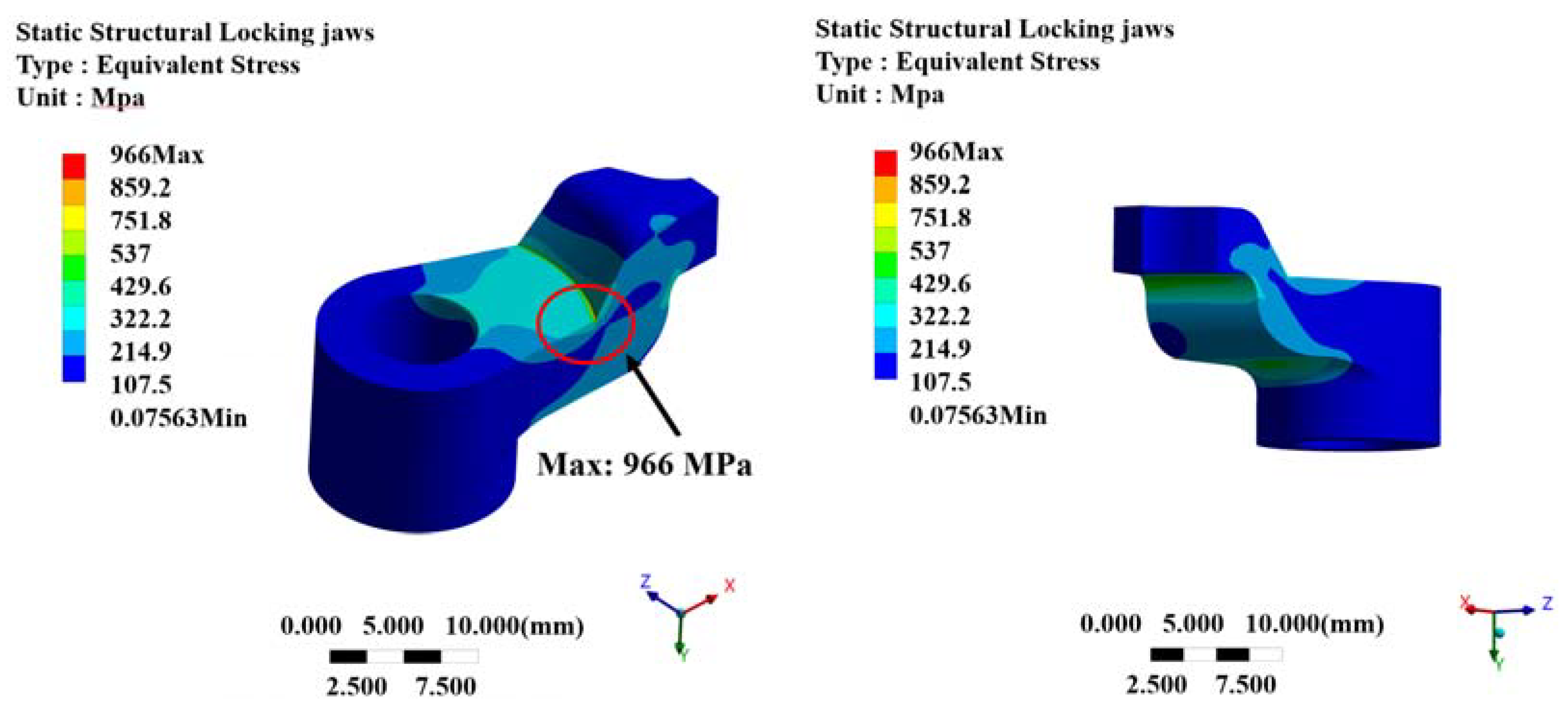
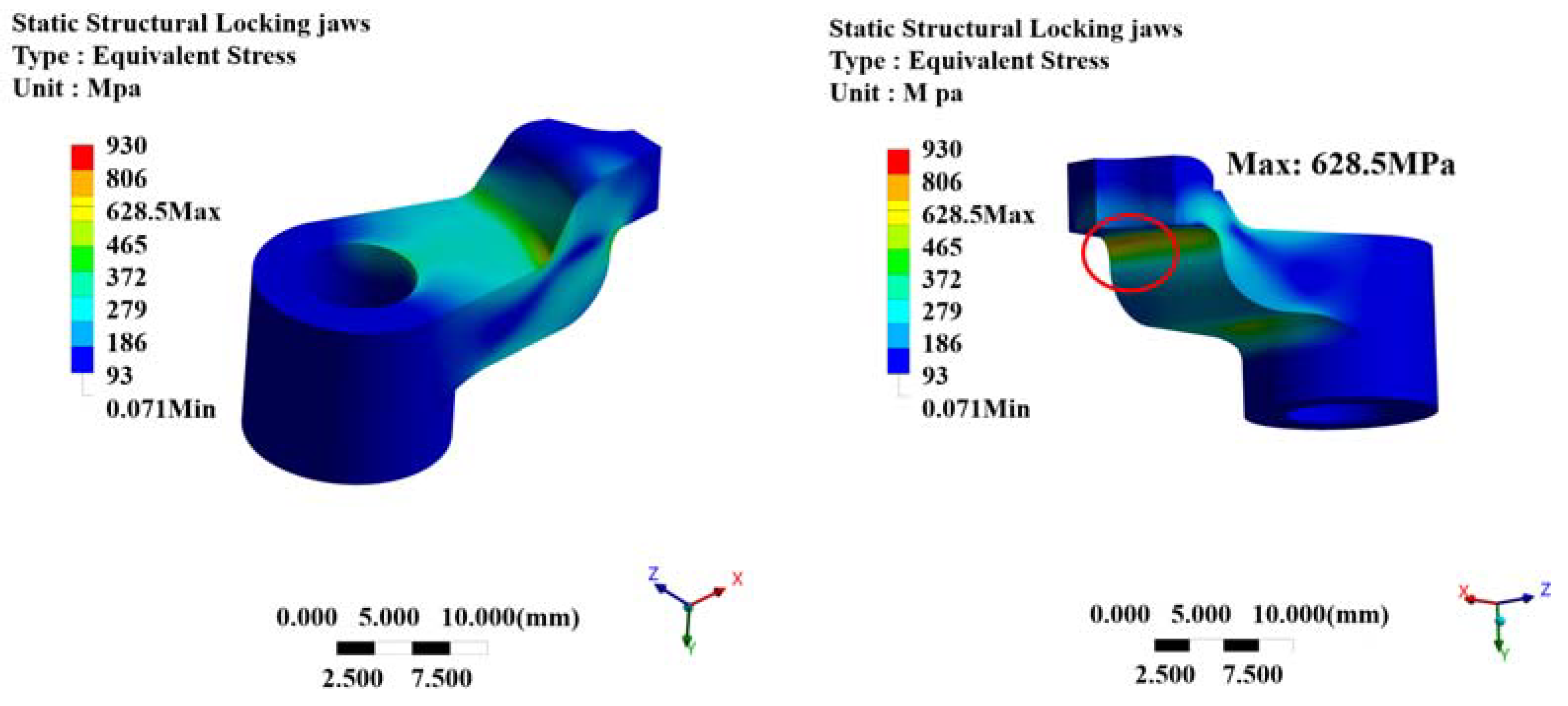
3. Strength Check and Optimization of Locking Components
4. Analysis of the Influencing Factors of the Guiding Process
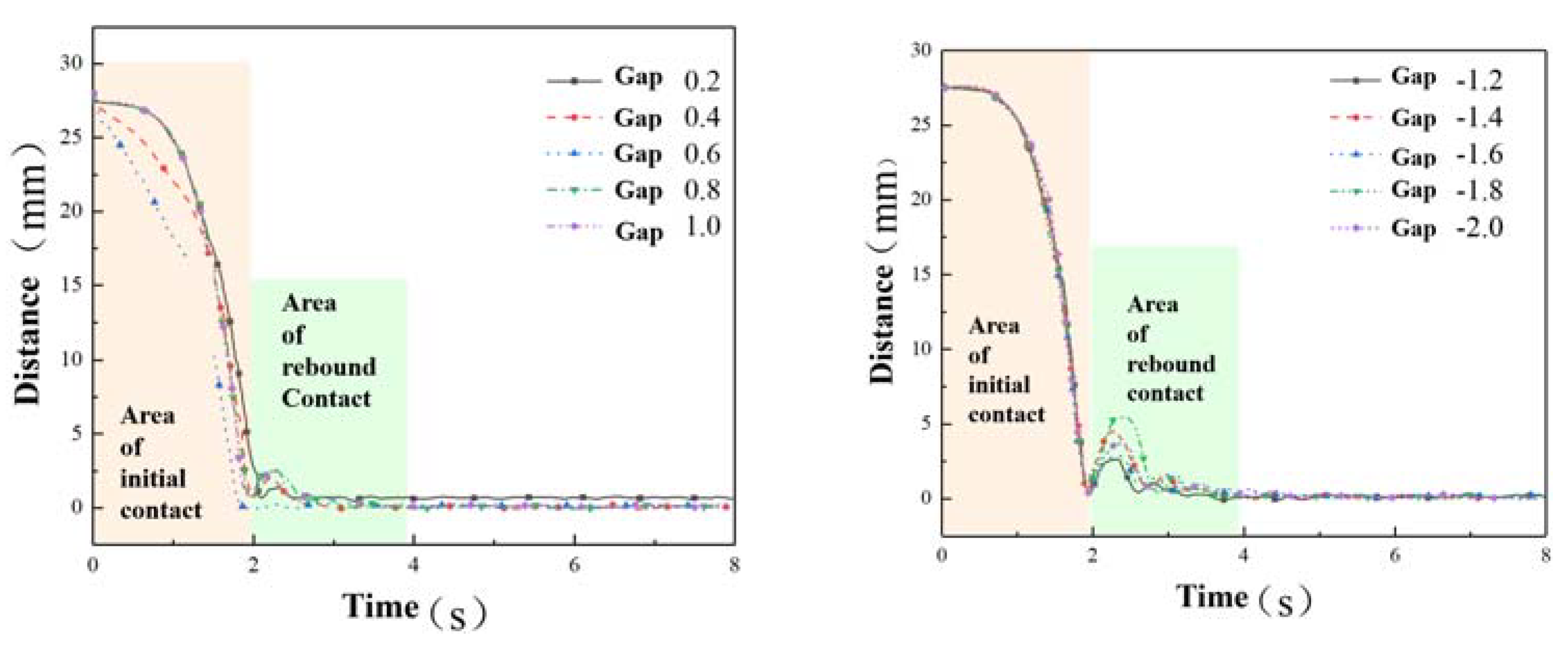
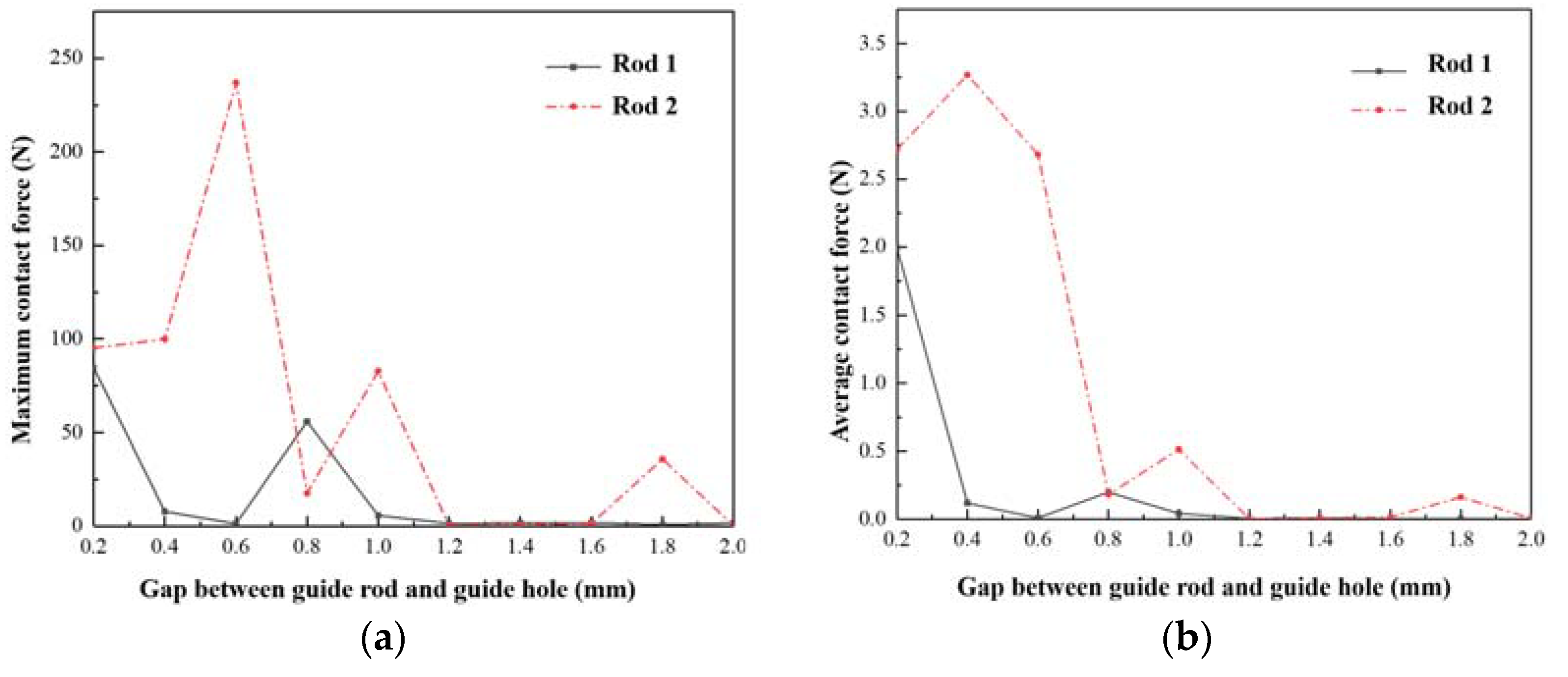
4.1. Gap between the Guide Rod and the Guide Hole
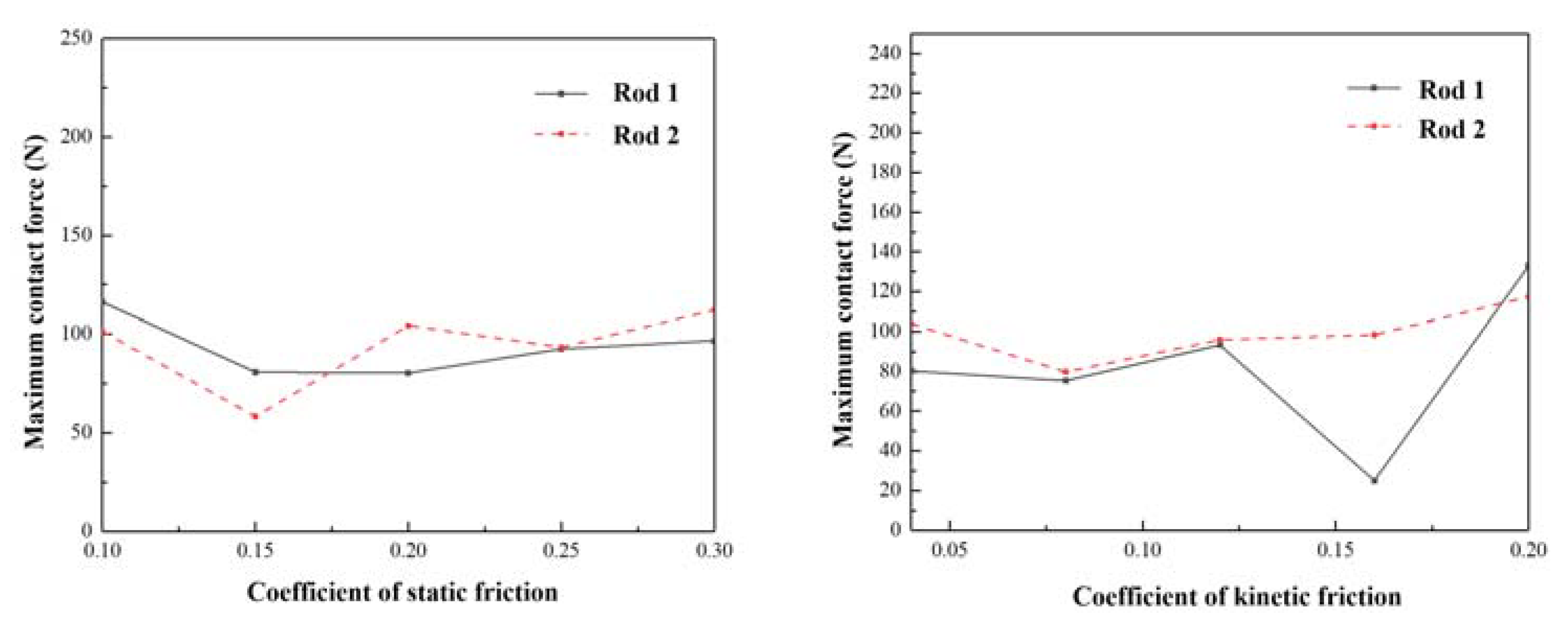
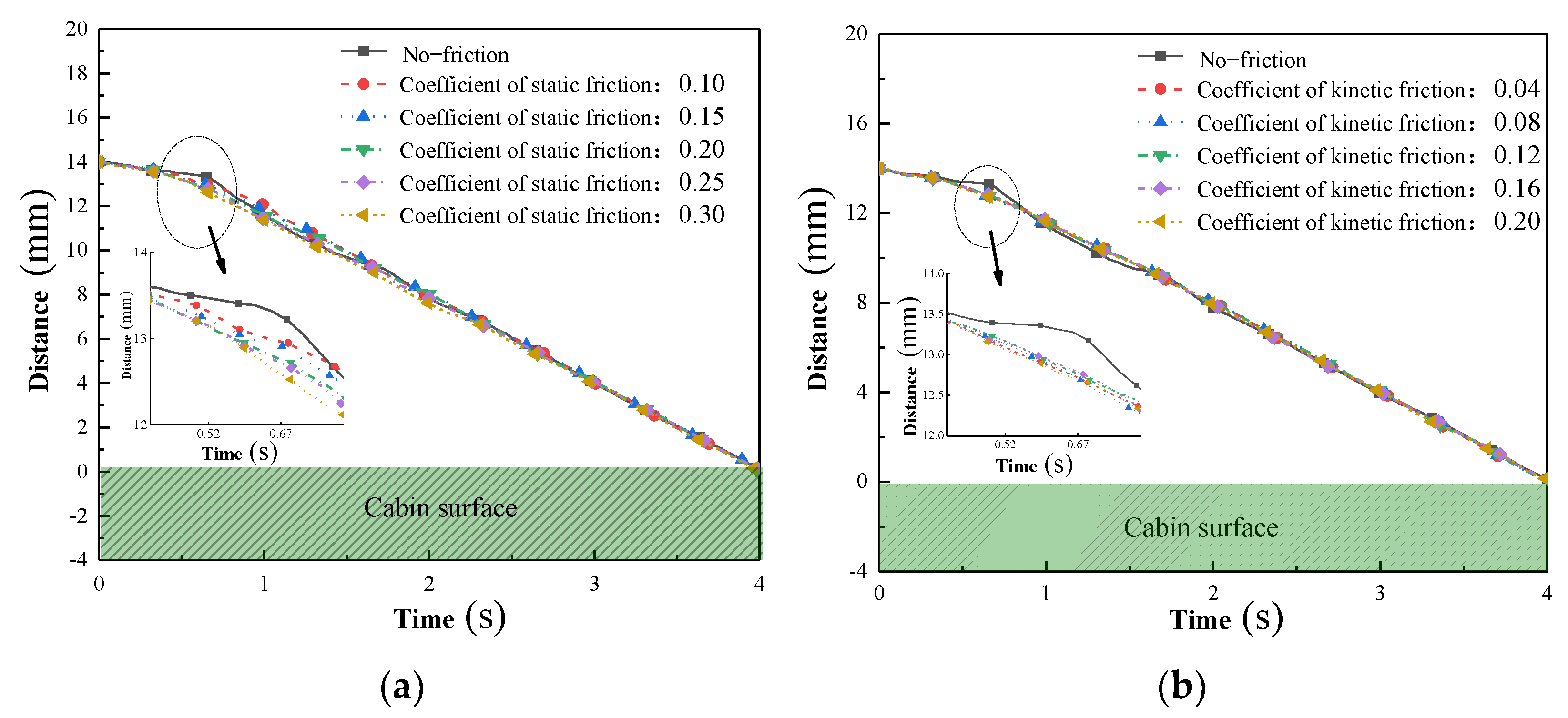
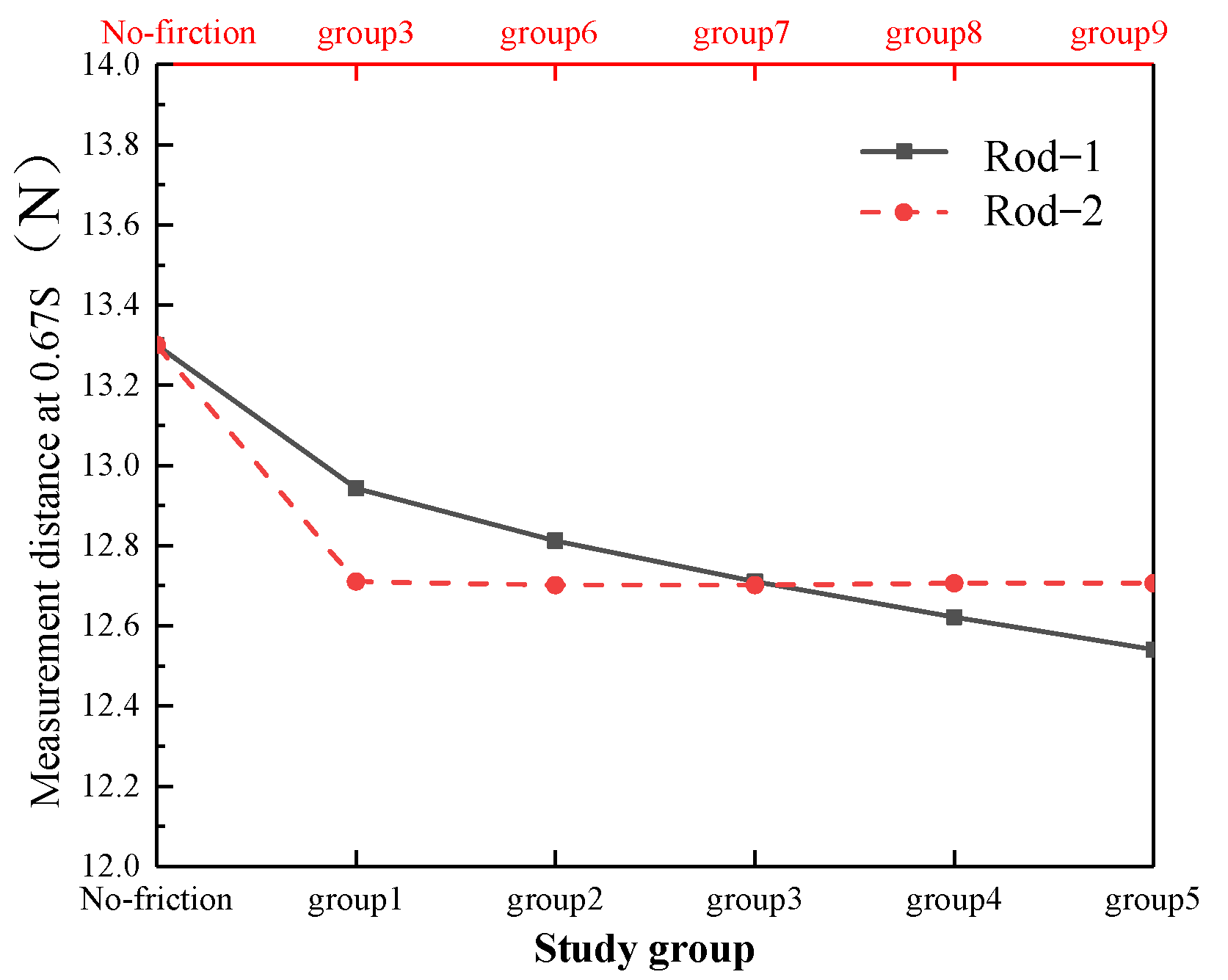
4.2. Friction Coefficient between the Guide Rod and the Guide Cone
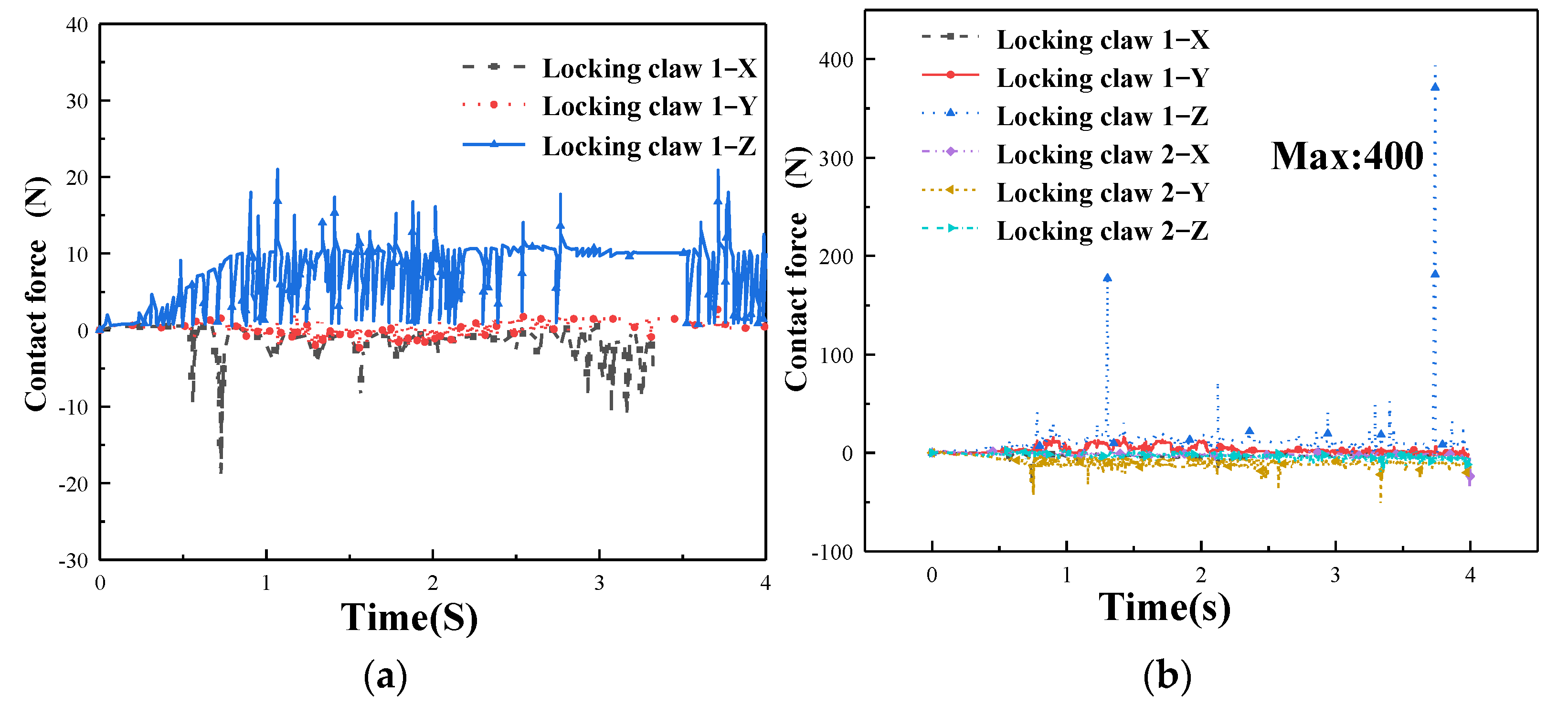
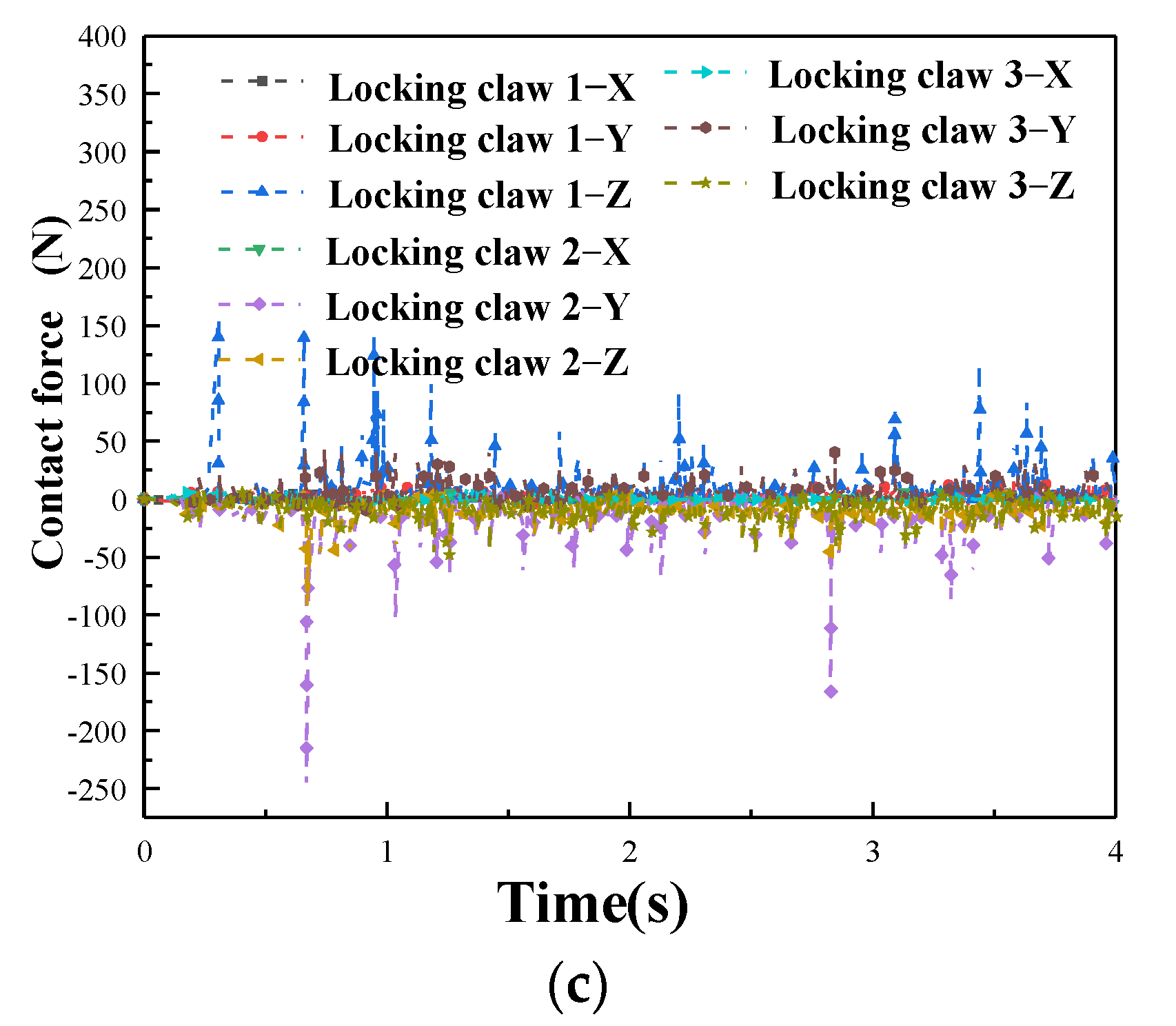
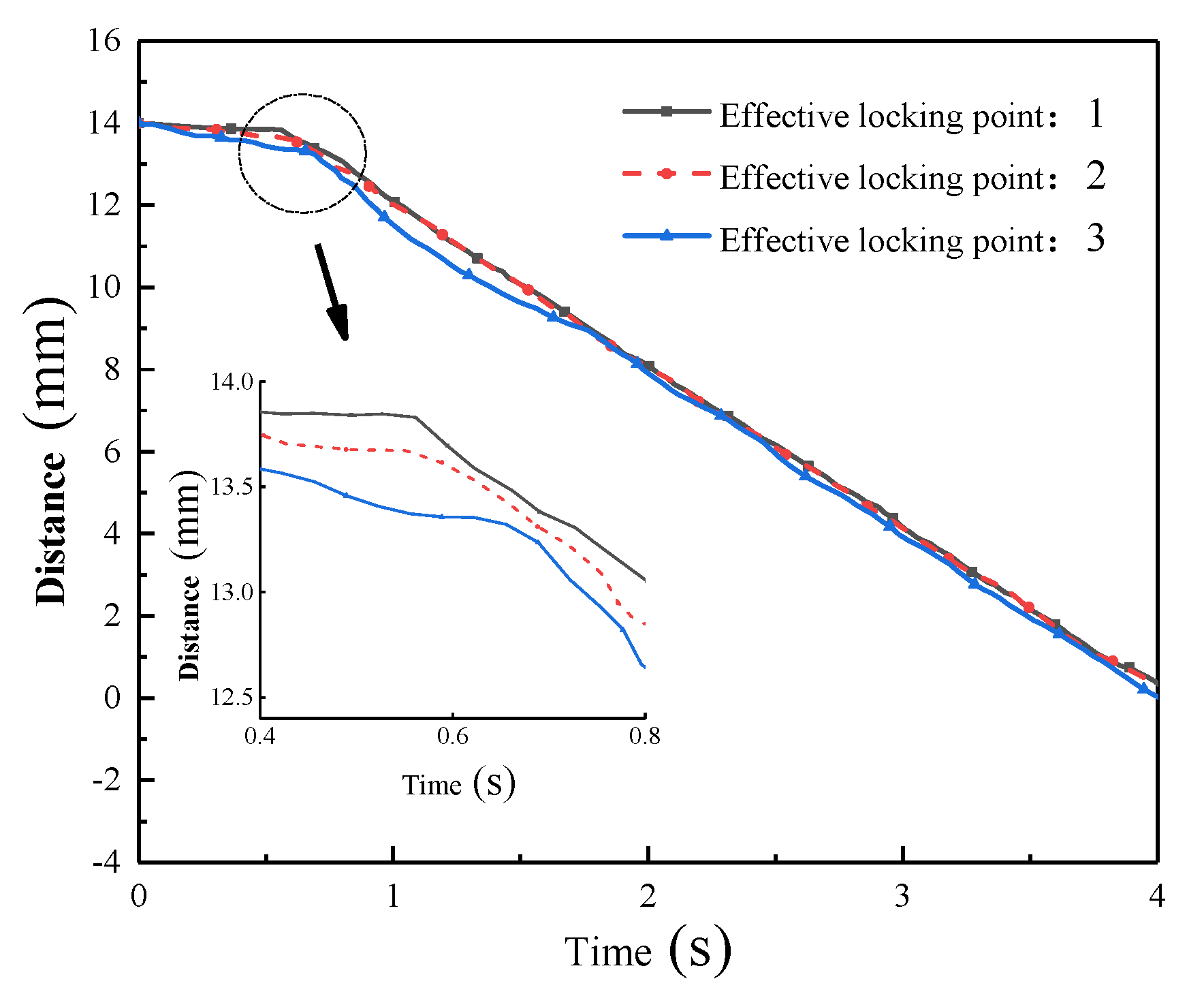
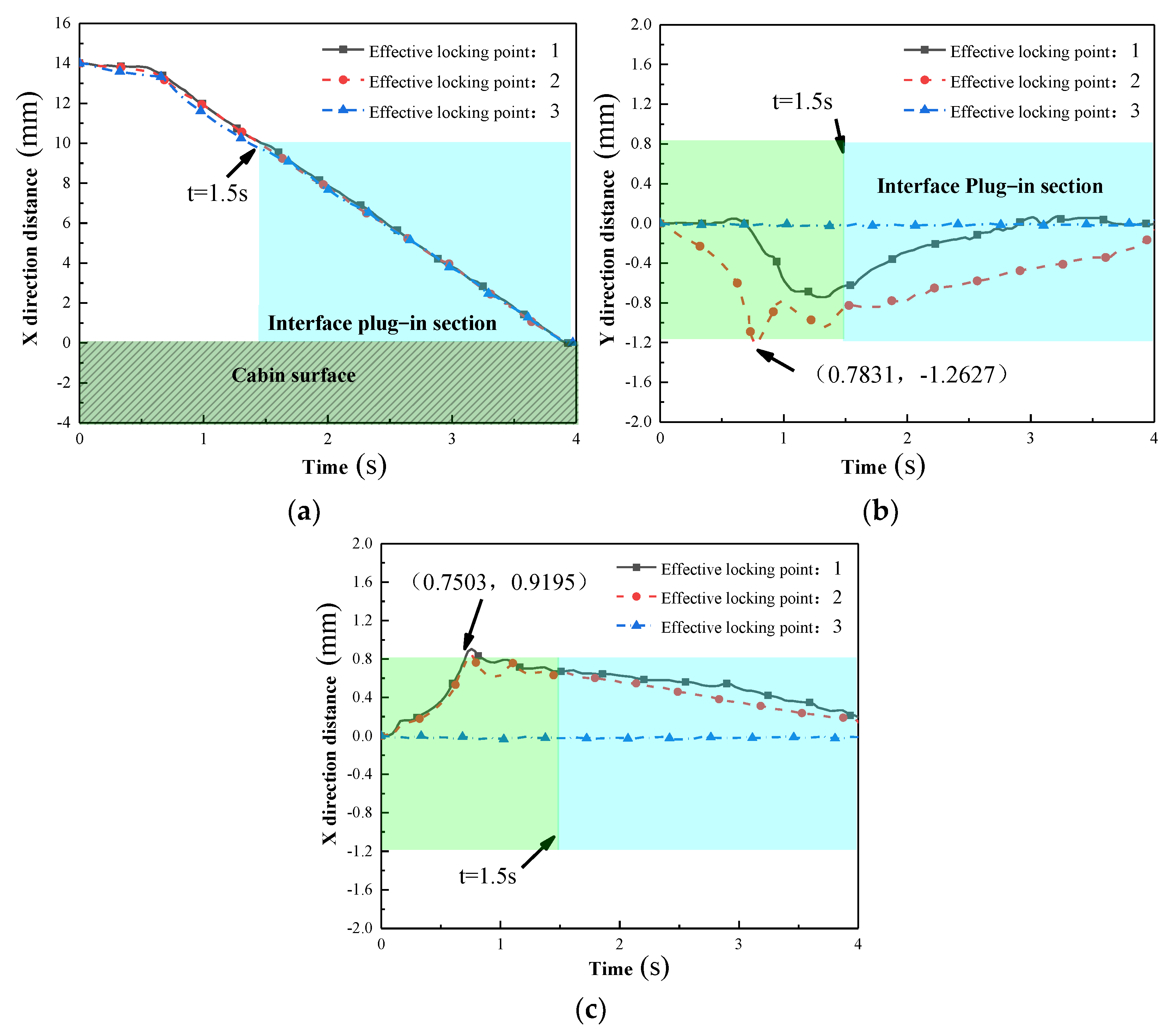
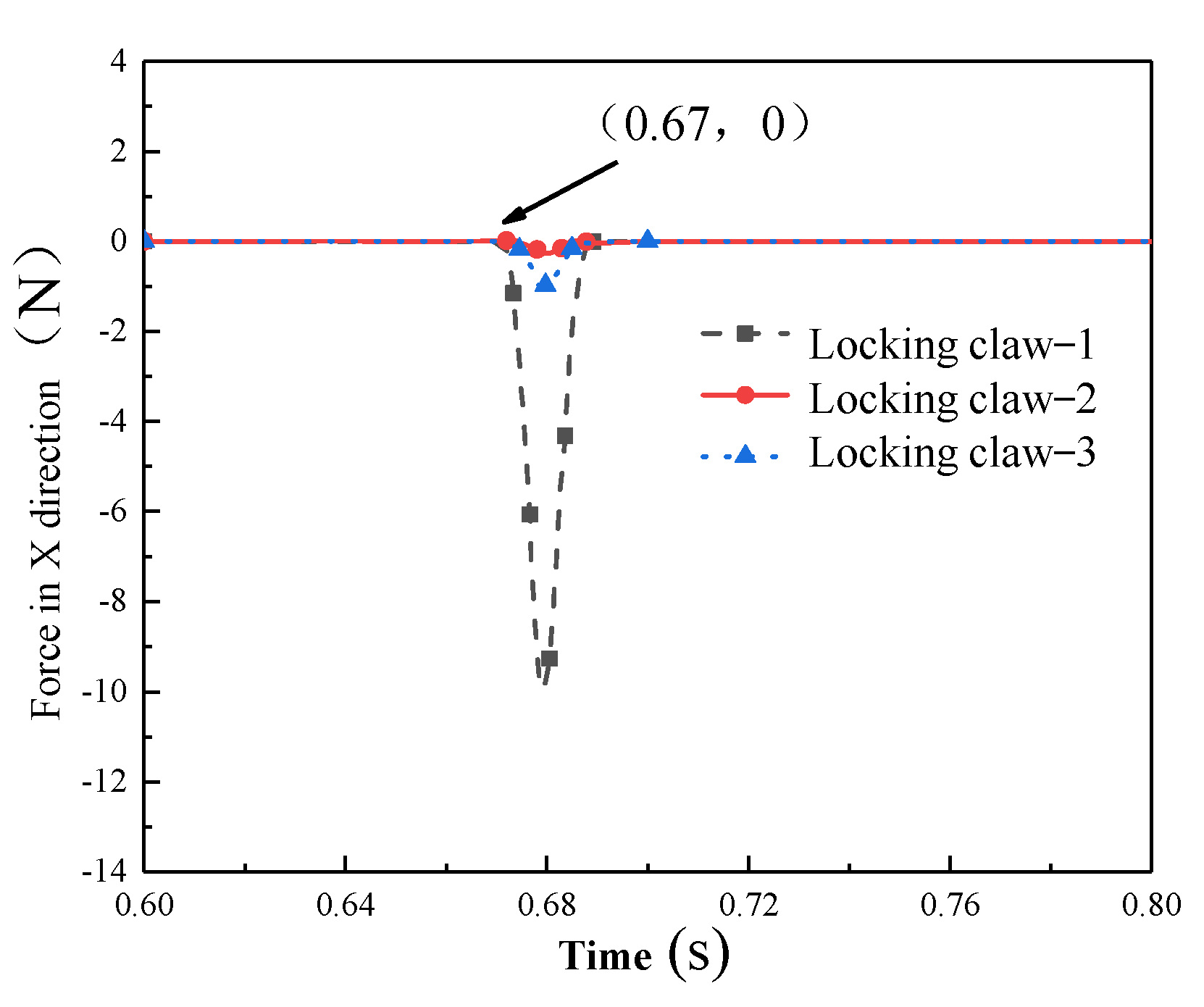
4.3. Analysis of the Influence of Effective Locking Points on the Locking Process
4.4. Analysis of the Influence of the Smoothness of the Locking Rod on the Module Locking Process
5. Lock Component Function Verification
6. Conclusions
- (1)
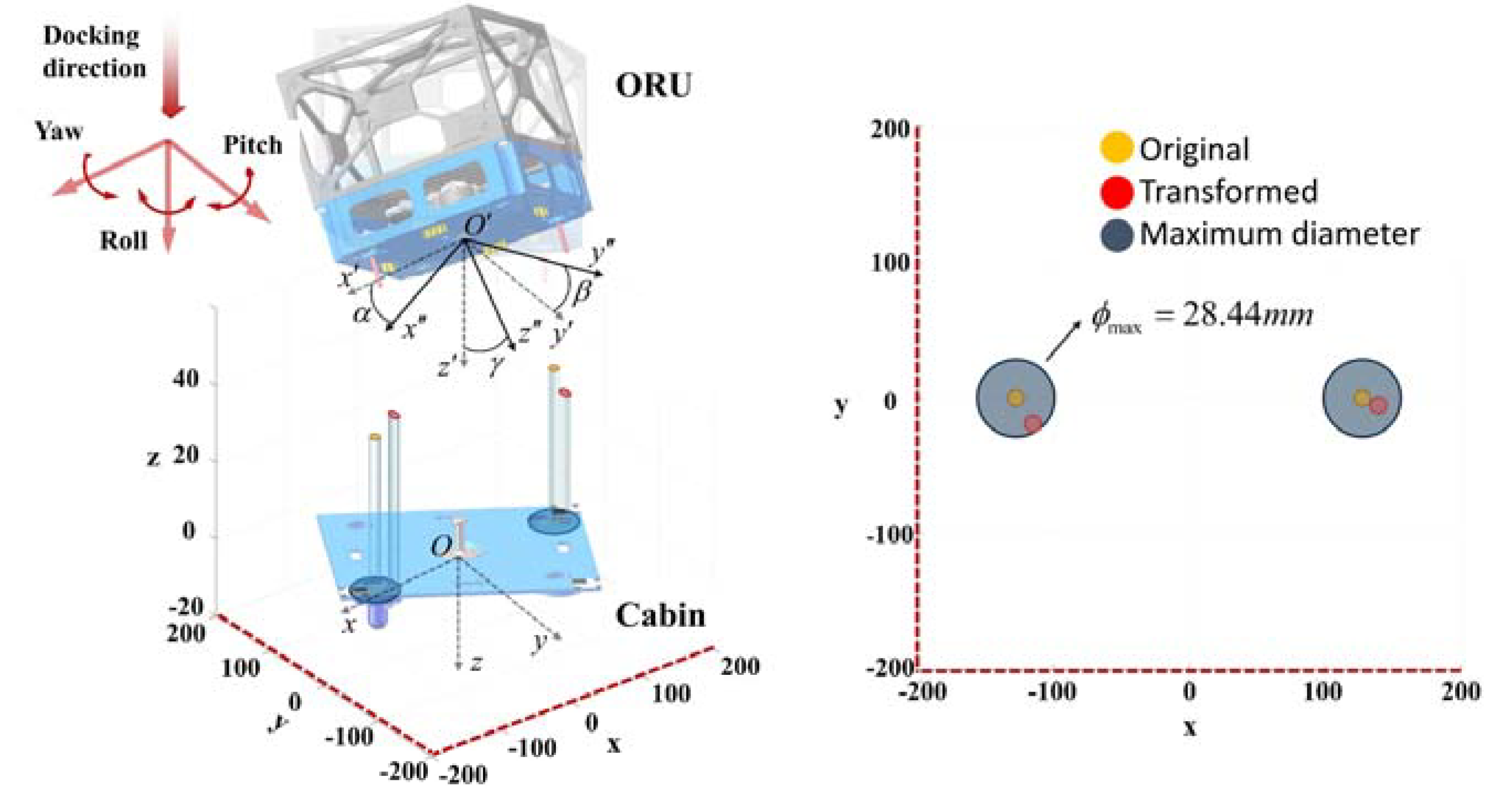
- Through the design of the mechanism, finite element simulation analysis and prototype processing, the conclusions are as follows: Each part of the linkage docking interface is designed in detail, through the analysis method, three-dimensional transformation method, mechanism design requirements and so on. It provides a reference for the subsequent design of space locking mechanisms with different design requirements.
- (2)
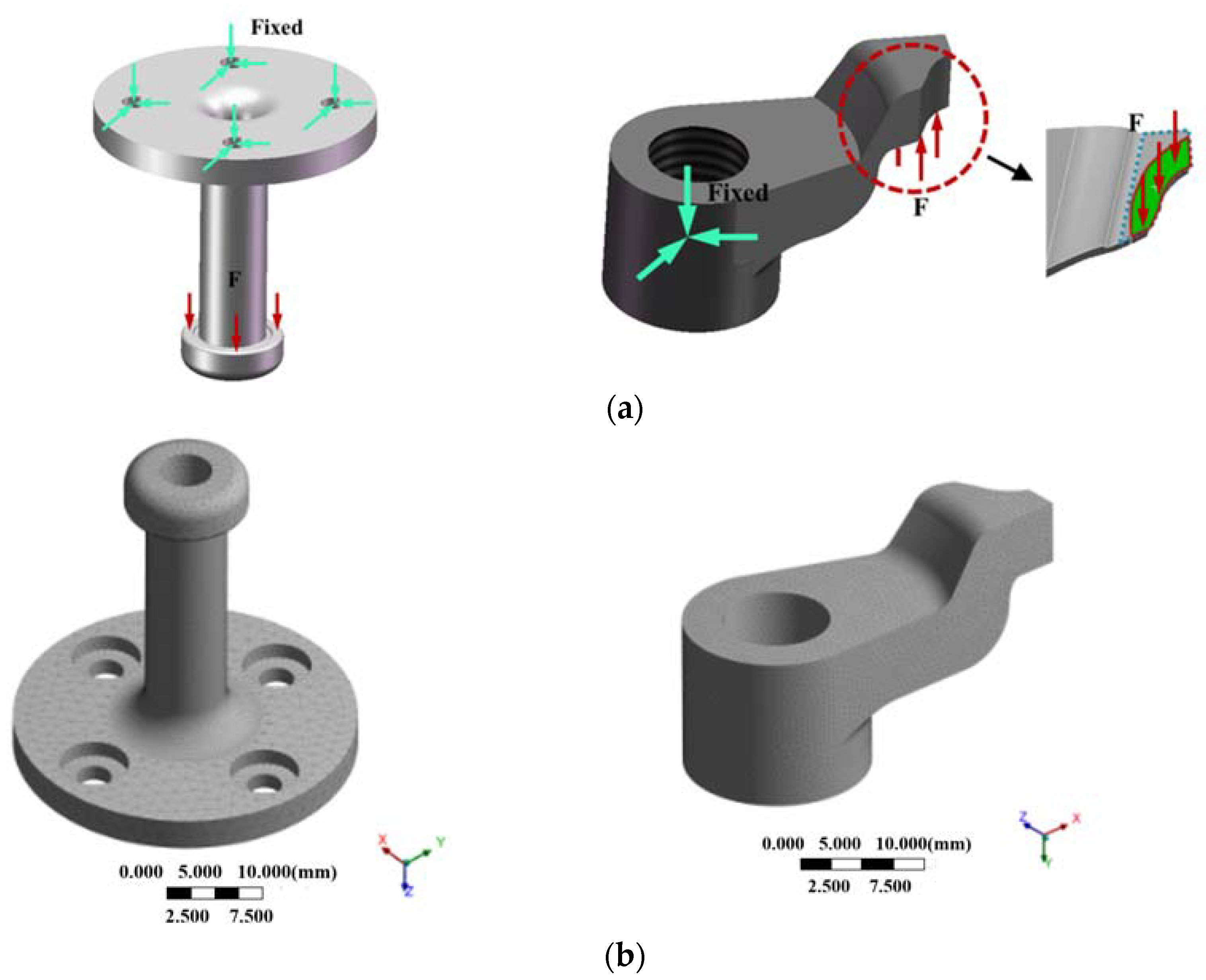
- The linkage docking interface is simulated and analyzed using ABAQUS finite element software. The results show that when the device bears the maximum axial tensile load, the locking rod meets the design requirements. Stress concentration occurs in the locking claw. Through the optimization of the structure, the maximum stress of the locking claw is 628.5 MPa, which is much smaller than the yield strength of the material, and the strength of the device is reliable.
- (3)
- The effect of guide rod hole clearance and friction coefficient on the guiding process was analyzed using ADAMS software. The effect of the number of effective points and the friction coefficient of the locking lever and locking pawl on the locking process is analyzed. The results show that the contact force in the guiding process is small when the clearance of the locking rod hole is 0.8 mm. When the friction coefficient between the locking rod and the hole is small, it is beneficial to the guiding process. When the effective points of the locking claw pulling the locking rod are 1 and 2, the locking process can be completed. When the friction force between the locking rod and the locking claw is large, it is beneficial to the locking process.
- (4)
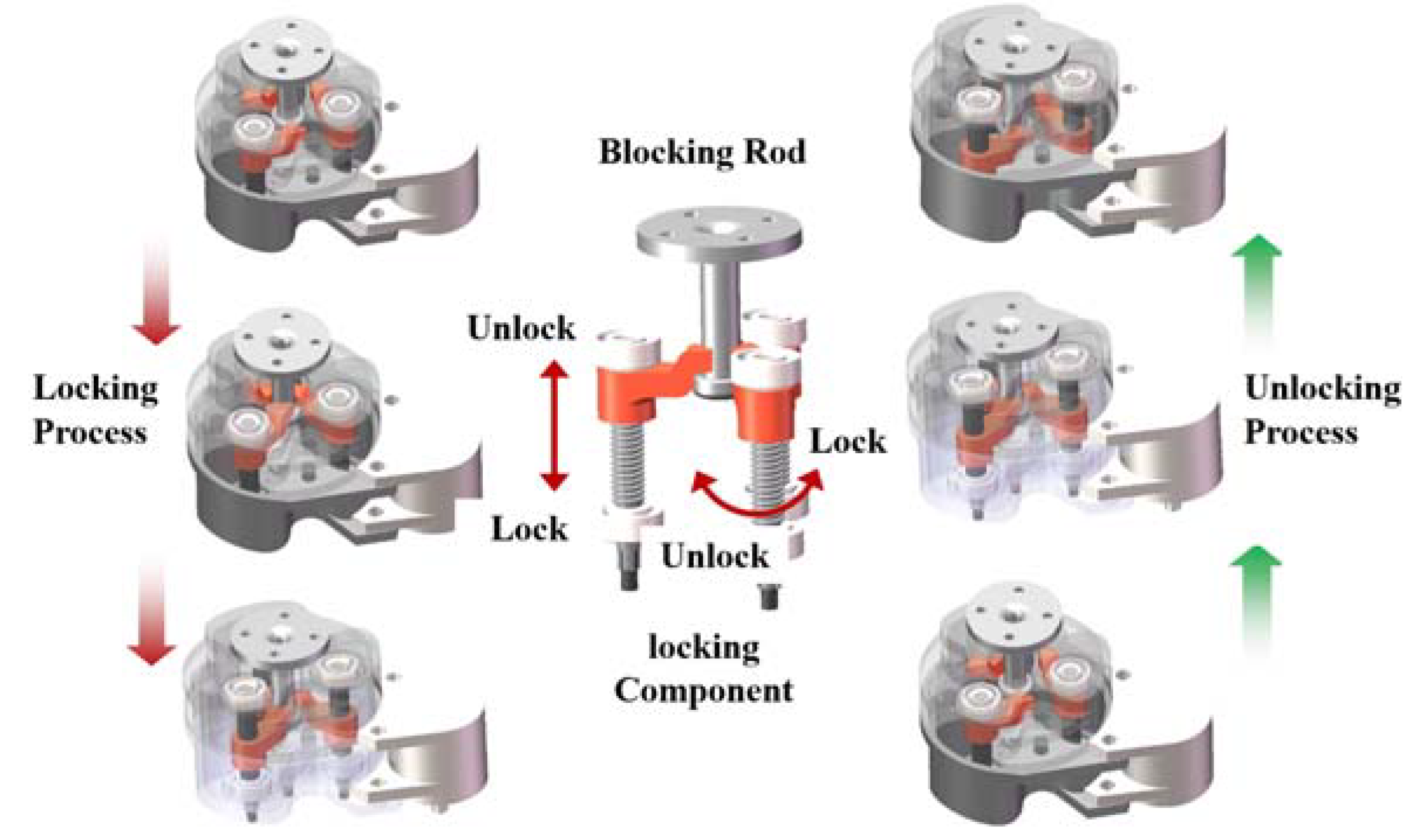
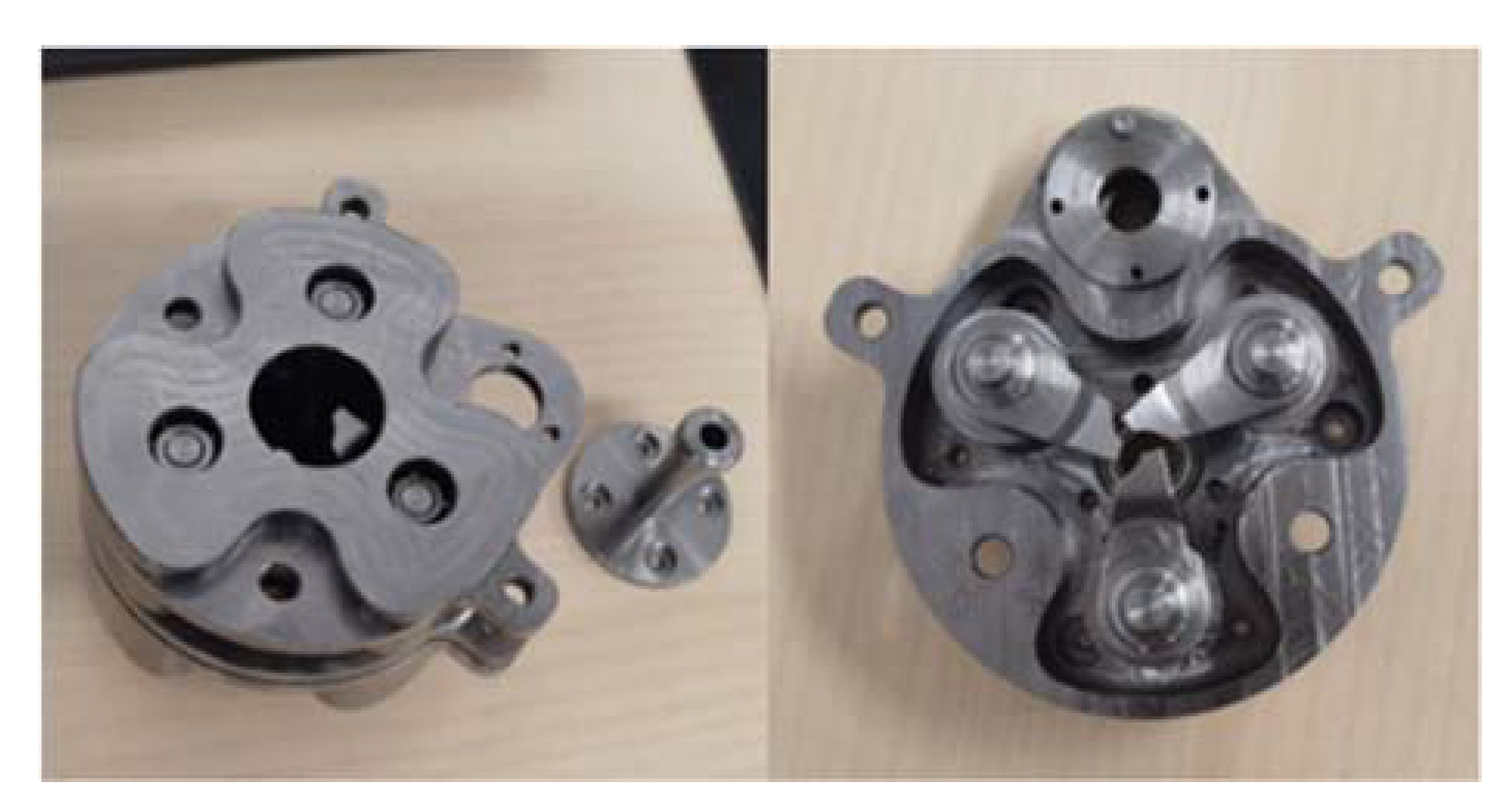
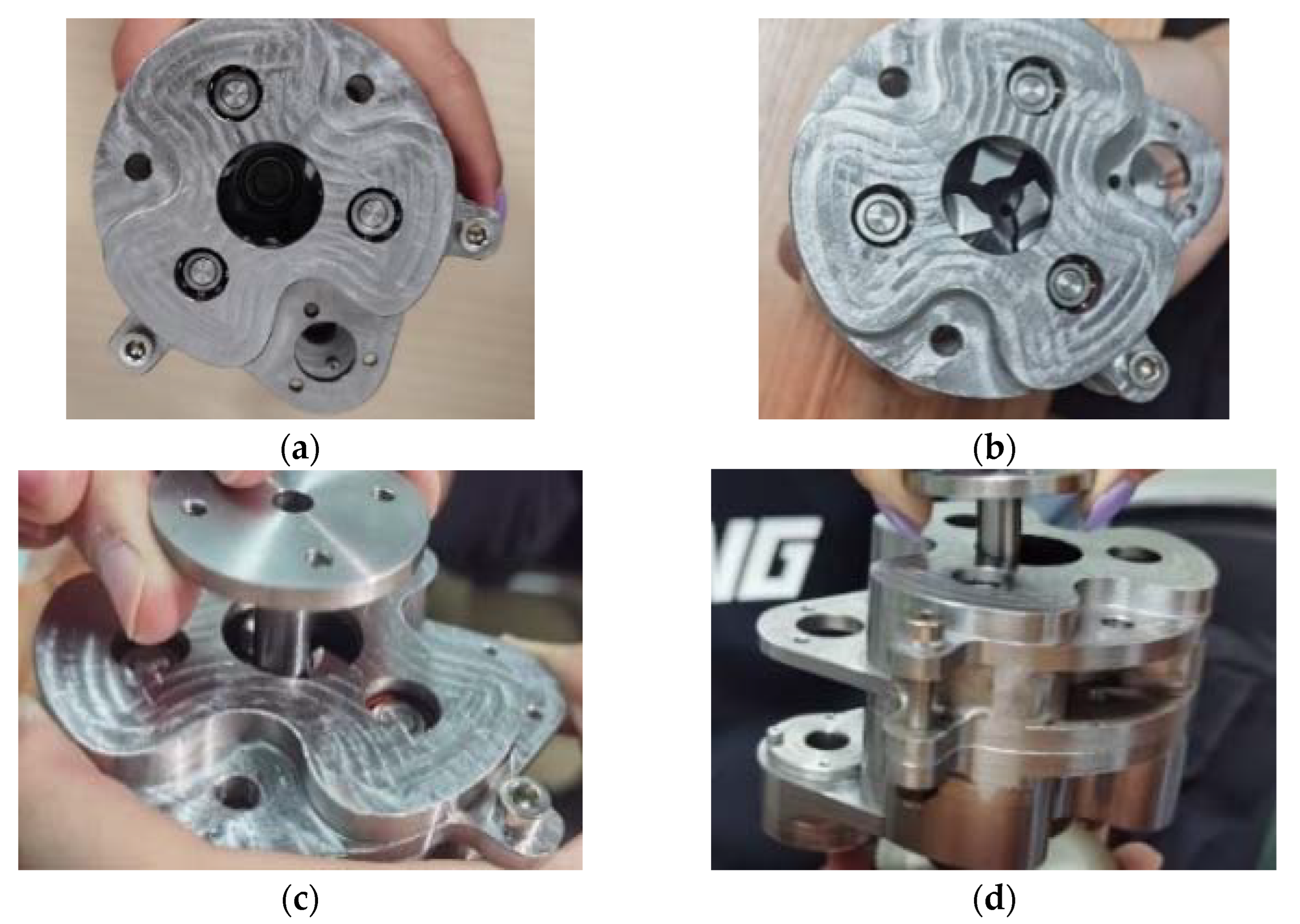
- Linkage locking components are processed and assembled, and the principle is verified. The verification results show that the designed linkage locking assembly can meet the function of axially drawing and locking. The research results of this paper can provide design reference and theoretical guidance for the development of repeatable locking mechanisms of small space docking structures in the future.
Author Contributions
Funding
Conflicts of Interest
References
- Daniele, C.; Marco, C. Design and Testing of Torveastro: An Outer Space Service Robot. Appl. Sci. 2023, 13, 1187. [Google Scholar]
- Flores-Abad, A.; Ma, O.; Pham, K.; Ulrich, S. A review of space robotics technologies for on-orbit servicing. Prog. Aerosp. Sci. 2014, 68, 1–26. [Google Scholar] [CrossRef]
- Pinson, R.; Howard, R.; Heaton, A. Orbital Express advanced video guidance sensor: Ground testing, flight results and comparisons. In Proceedings of the AIAA Guidance, Navigation and Control Conference and Exhibit, Honolulu, HI, USA, 18–21 August 2008; pp. 1–12. [Google Scholar]
- Zhai, X.; Li, X.H.; Zhou, S.Y. Structure design and analysis for the spacecraft On-Orbit Replacement Unit (ORU). Appl. Mech. Mater. 2013, 437, 449–453. [Google Scholar] [CrossRef]
- Kortmann, M.; Zeis, C.; Meinert, T.; Dueck, A.; Schroder, K.U. Design and qualification of a multifunctional interface for modular satellite systems. In Proceedings of the 69th International Astronautical Congress, Bremen, Germany, 1–5 October 2018; pp. 1–8. [Google Scholar]
- Jankovic, M.; Brinkmann, W.; Bartsch, S.; Palazzetti, R.; Yan, X.T. Concepts of active payload modules and end-effectors suitable for Standard Interface for Robotic Manipulation of Payloads in Future Space Missions (SIROM) interface. In Proceedings of the 2018 IEEE Aerospace Conference, Bremen, Germany, 1–5 October 2018; pp. 1–15. [Google Scholar]
- Wang, W.L.; Yang, J.Z. Spacecraft Docking & Capture Technology: Review. J. Mech. Eng. 2021, 57, 215–231. [Google Scholar]
- Ogilvie, A.; Allport, J.; Hannah, M.; Lymer, J. Autonomous robotic operations for on-orbit satellite servicing. Proc. SPIE Int. Soc. Opt. Eng. 2008, 6958, 1–12. [Google Scholar]
- Rossetti, D.; Keer, B.; Panek, J.; Ritter, B.; Reed, B.; Cepollina, F. Spacecraft modularity for serviceable satellites. In Proceedings of the AIAA SPACE 2014 Conference and Exposition, Pasadena, CA, USA, 5–9 May 2015; pp. 1–12. [Google Scholar]
- Fanti, L.; Pimpinelli, S. HP1: A functionally multifaceted protein. Curr. Opin. Genet. Dev. 2008, 18, 169–174. [Google Scholar] [CrossRef]
- Medina, A.; Tomassini, A.; Suatoni, M.; Aviles, M.; Solway, N.; Coxhill, I.; Paraskevas, I.S.; Rekleitis, G.; Papadopoulos, E.; Krenn, R.; et al. Towards a standardized grasping and refuelling on-orbit servicing for geo spacecraft. Acta Astronaut. 2017, 134, 1–10. [Google Scholar] [CrossRef]
- Yamagishi, A.; Kawaguchi, Y.; Hashimoto, H.; Yano, H.; Imai, E.; Kodaira, S.; Uchihori, Y.; Nakagawa, K. Environmental data and survival data of Deinococcus aetherius from the exposure facility of the Japan experimental module of the international space station obtained by the Tanpopo mission. Astrobiology 2018, 18, 1369–1374. [Google Scholar] [CrossRef]
- Olivieri, L.; Francesconi, A. Design and test of a semiandrogynous docking mechanism for small satellites. Acta Astronaut. 2016, 122, 219–230. [Google Scholar] [CrossRef]
- Zhang, W.; Li, F.; Li, J. Review of on-orbit robotic arm active debris capture removal methods. Aerospace 2023, 10, 13. [Google Scholar] [CrossRef]
- Piotr, P.; Karol, S. Impedance control using selected compliant prismatic joint in a free-floating space manipulator. Aerospace 2022, 9, 406. [Google Scholar]
- Ge, W.M.; Lei, Y.L.; Wang, X.F.; Zhang, H.J. A novel self-reconfigurable modular robot (M2SBot): Docking mechanism design and its kinematic analysis. Appl. Mech. Mater. 2013, 392, 281–284. [Google Scholar] [CrossRef]
- Tang, S.; Chen, B.D.; Bai, H.; Zhang, C.F.; Zhao, J.R. Innovation design of capture lock in the conical rod typed docking mechanism. J. Mach. Des. 2009, 26, 66–69. [Google Scholar]
- Davis, J.D.; Sevimli, Y.; Ackerman, M.K.; Chirikjian, G.S. A robot capable of autonomous robotic team repair: The Hex-DMR II system. Adv. Reconfigurable Mech. Robot. II 2016, 36, 619–631. [Google Scholar]
- Vedova, F.D.; Morin, P.; Roux, T. Interfacing sail modules for use with “space tugs”. Aerospace 2018, 5, 48. [Google Scholar] [CrossRef]
- Huang, Y.; Li, Q.; Chen, X.Q.; Zhao, Y. Modeling and Simulating of Independent On-orbit Servicing Spacecrafts' Docking Process. Comput. Simul. 2011, 28, 57–61. [Google Scholar]
- Qi, J.; Zhang, X.; Zhao, Y.; Huang, Y. Three-dimensional dynamic modeling and parametric analysis for quasi probe-cone soft docking used in miniature satellites. J. Vib. Shock. 2017, 36, 58–67. [Google Scholar]
- Ping, X.L.; Yang, Z.H. Design method of receiving cone taper for rod-cone typed docking mechanism. Mach. Des. Manuf. 2019, 97, 47–50. [Google Scholar]
- Hays, A.B.; Tchoryk, P., Jr.; Pavlich, J.C.; Ritter, G.A.; Wassick, G.J. Advancements in design of an autonomous satellite docking system. Proc. SPIE Int. Soc. Opt. Eng. 2004, 23, 286–299. [Google Scholar]
- Han, W.; Huang, Y.Y.; Zhang, X.; Chen, X.Q. Collision simulation analysis for flexible probe-cone docking mechanism. Aerosp. Shanghai 2012, 29, 49–53. [Google Scholar] [CrossRef]
- Christiansen, S.; Nilson, T. Docking System Mechanism Utilized on Orbital Express Program. In Proceedings of the 39th Aerospace Mechanisms Symposium, Huntsvillle, AL, USA, 7–9 May 2008; pp. 207–220. [Google Scholar]
- Hays, A.B.; Tchoryk, P., Jr.; Pavlich, J.C.; Wassick, G. Dynamic simulation and validation of a satellite docking system. Proc. SPIE-Int. Soc. Opt. Eng. 2003, 5088, 77–88. [Google Scholar]
- Boesso, A.; Francesconi, A. ARCADE small-scale docking mechanism for micro-satellites. Acta Astronaut. 2013, 86, 77–87. [Google Scholar] [CrossRef]
- Ma, R.Q.; Gao, X.Y.; Jiang, S.Q. Design and simulation analysis of small-size space docking mechanism. Manned Speaceflight 2019, 25, 783–788. [Google Scholar]
- Valle, S.C.; Urrutxua, H.; Solano-López, P. Relative dynamics and modern control strategies for rendezvous in libration point orbits. Aerospace 2022, 9, 798. [Google Scholar] [CrossRef]
- Li, X.; Wang, W.; Shi, J. Design analysis of a passive buffer system for space-assembled segmented mirrors. Appl. Sci. 2019, 9, 985. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Part | Elastic Modulus/GPa | Poisson Ratio | Yield Strength/MPa |
|---|---|---|---|
| Locking rod Locking claw | 960 | 0.36 | 930 |
| Group | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| Gap/mm | 0.2 | 0.4 | 0.6 | 0.8 | 1.0 | 1.2 | 1.4 | 1.6 | 1.8 | 2.0 |
| Name | Study Group1 | Study Group2 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| f1 | f2 | f3 | f4 | f5 | f3 | f6 | f7 | f8 | f9 | |
| Coefficient of static friction | 0.1 | 0.15 | 0.2 | 0.25 | 0.3 | 0.2 | 0.2 | 0.2 | 0.2 | 0.2 |
| Coefficient of kinetic friction | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 | 0.08 | 0.12 | 0.16 | 0.2 |
| Name | Study Group 1 | Study Group 2 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| f1 | f2 | f3 | f4 | f5 | f3 | f6 | f7 | f8 | f9 | |
| Coefficient of static friction | 0.1 | 0.15 | 0.2 | 0.25 | 0.3 | 0.2 | 0.2 | 0.2 | 0.2 | 0.2 |
| Coefficient of kinetic friction | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 | 0.08 | 0.12 | 0.16 | 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niu, Z.; Zhang, J.; Kong, N.; Ren, J.; Zhuang, Y.; Wang, B.; Han, R. Design and Simulation Analysis of Docking Interface of Linked In-Orbit Replacement Module. Machines 2023, 11, 491. https://doi.org/10.3390/machines11040491
Niu Z, Zhang J, Kong N, Ren J, Zhuang Y, Wang B, Han R. Design and Simulation Analysis of Docking Interface of Linked In-Orbit Replacement Module. Machines. 2023; 11(4):491. https://doi.org/10.3390/machines11040491
Chicago/Turabian StyleNiu, Zhuangwei, Jie Zhang, Ning Kong, Jie Ren, Yuan Zhuang, Bo Wang, and Runqi Han. 2023. "Design and Simulation Analysis of Docking Interface of Linked In-Orbit Replacement Module" Machines 11, no. 4: 491. https://doi.org/10.3390/machines11040491
APA StyleNiu, Z., Zhang, J., Kong, N., Ren, J., Zhuang, Y., Wang, B., & Han, R. (2023). Design and Simulation Analysis of Docking Interface of Linked In-Orbit Replacement Module. Machines, 11(4), 491. https://doi.org/10.3390/machines11040491