Development of a Device Compatible with Universal Testing Machine to Perform Hole Expansion and Erichsen Cupping Tests

 ,
,  ,
, 
Abstract
:1. Introduction
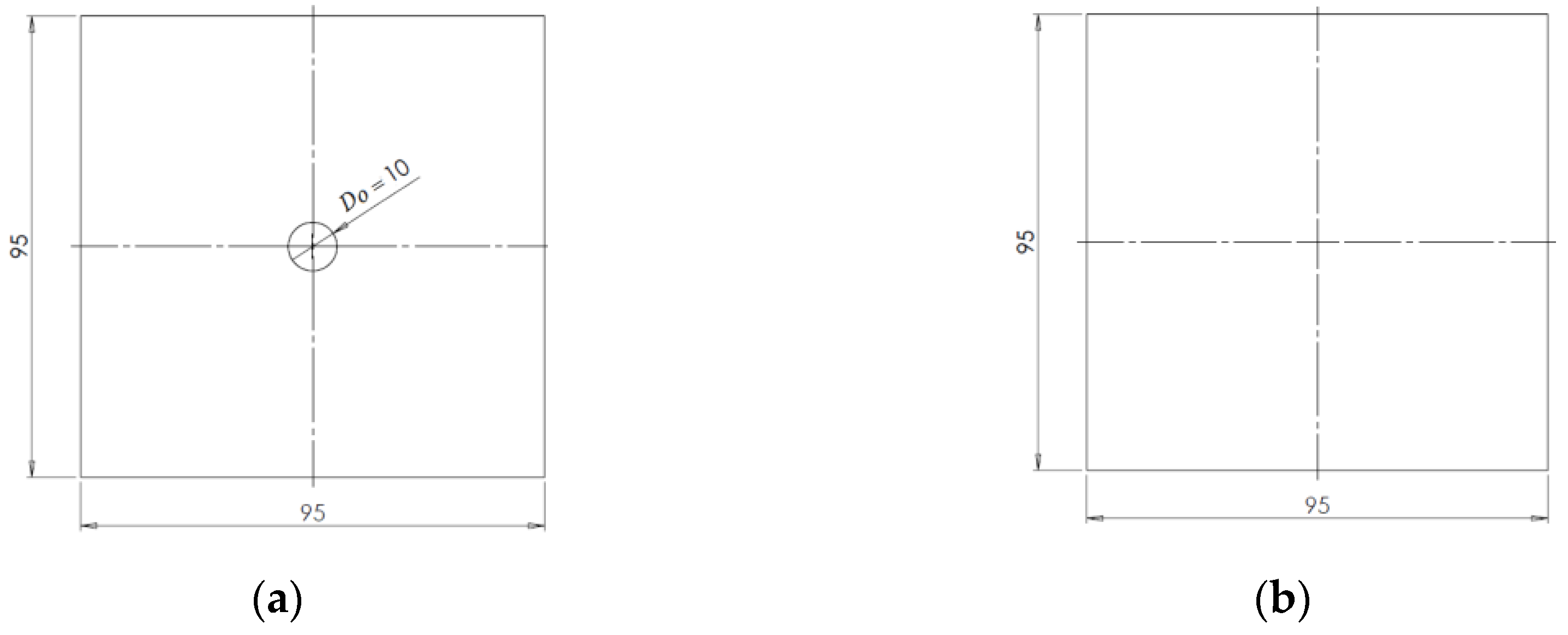
2. Materials and Methods
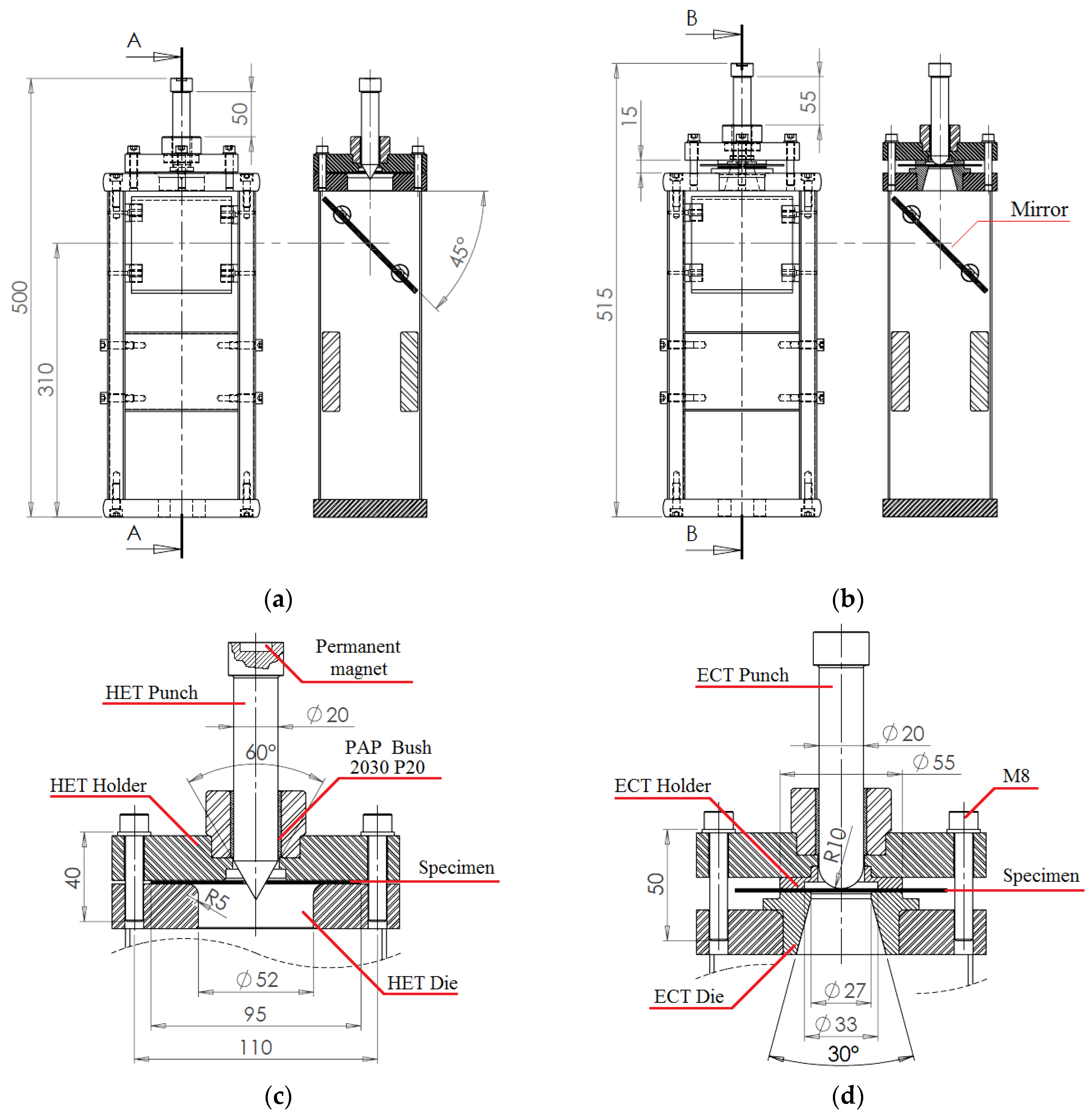
Design of HET and ECT Device
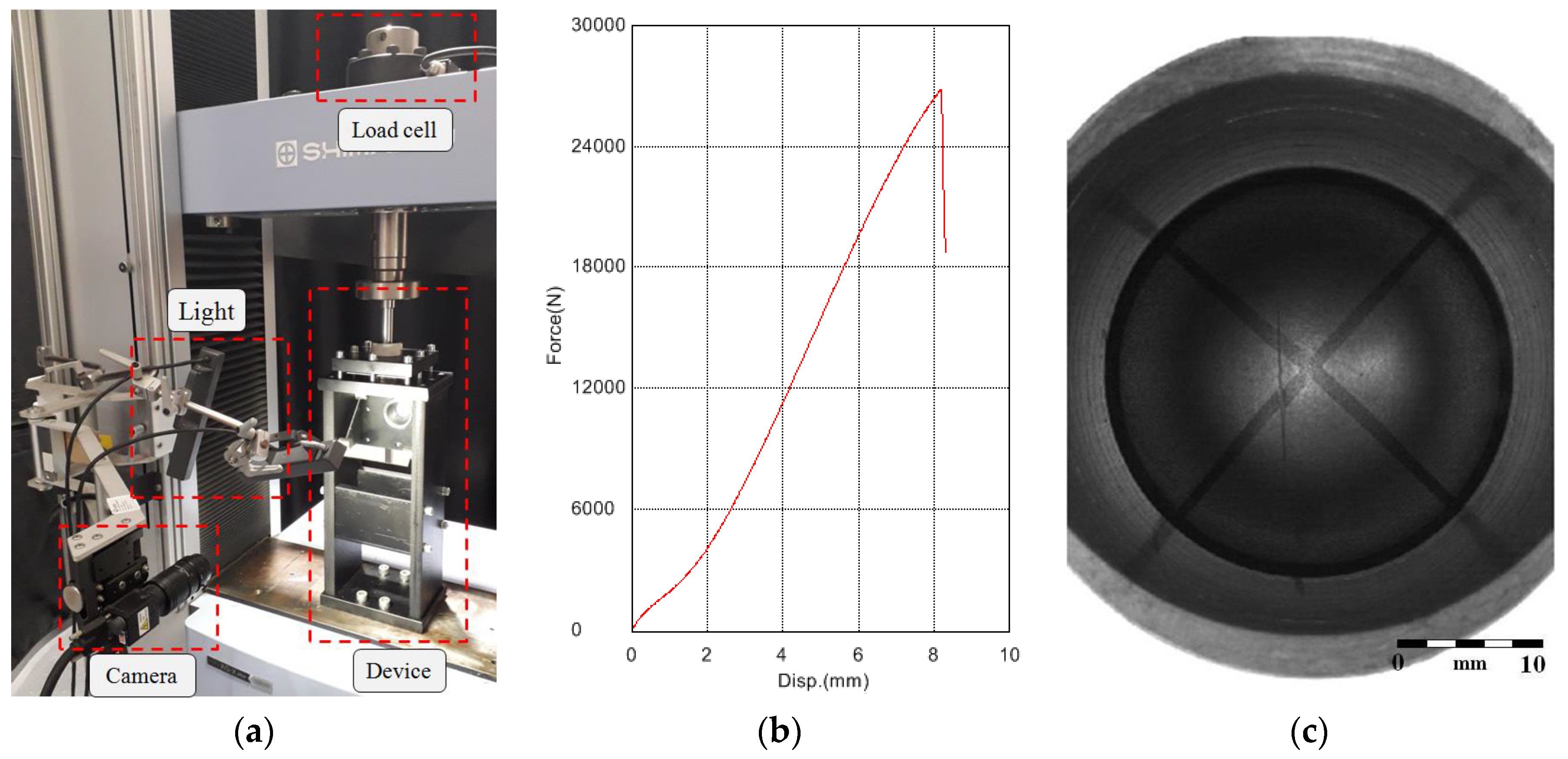
3. Results
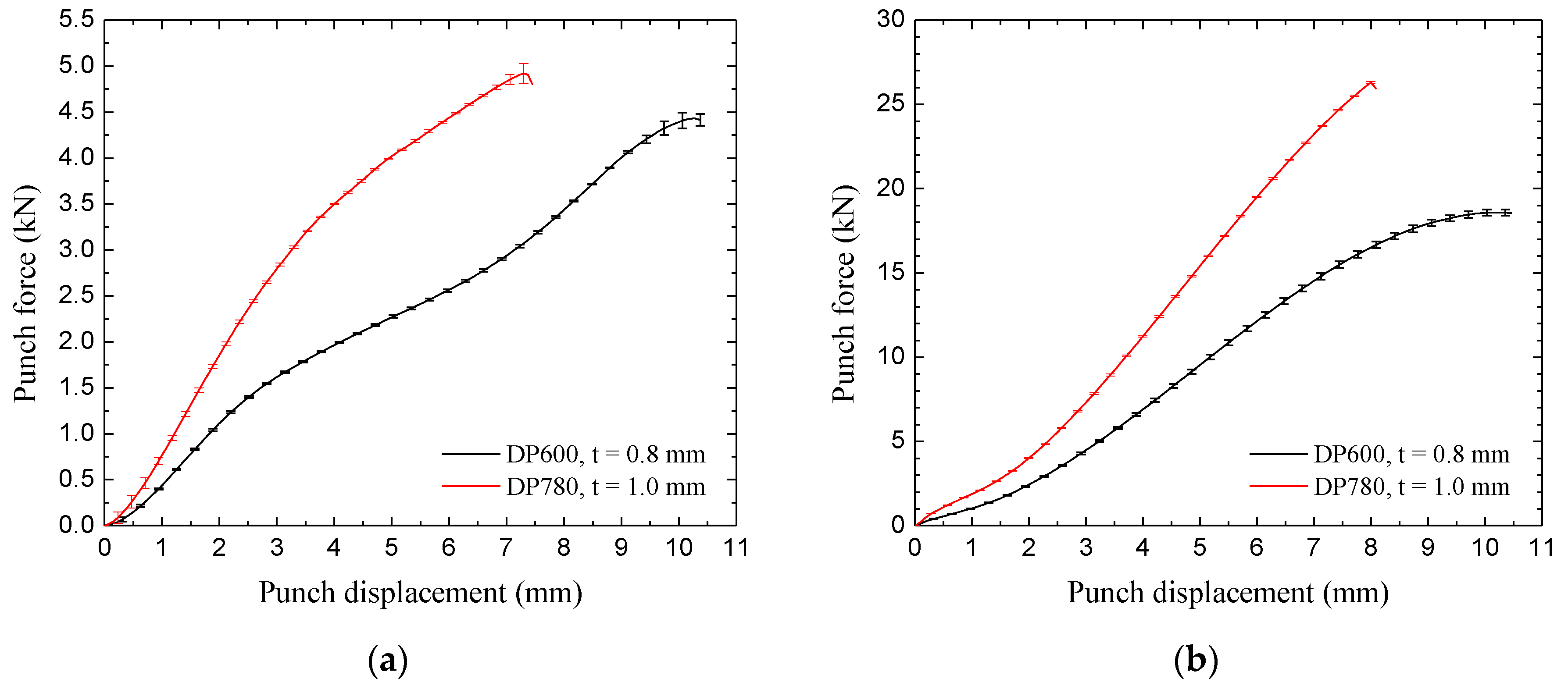
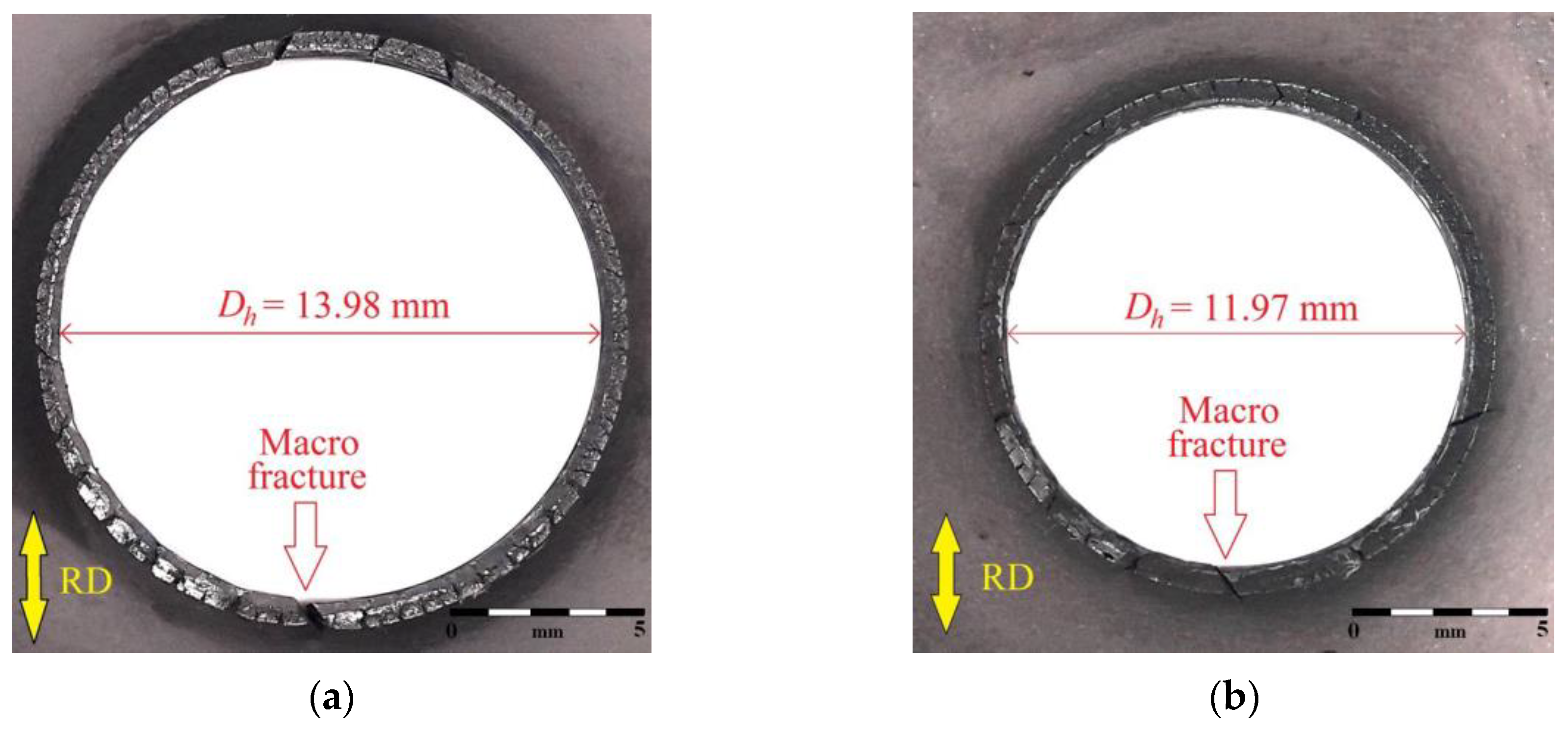
3.1. Hole Expansion Test Results
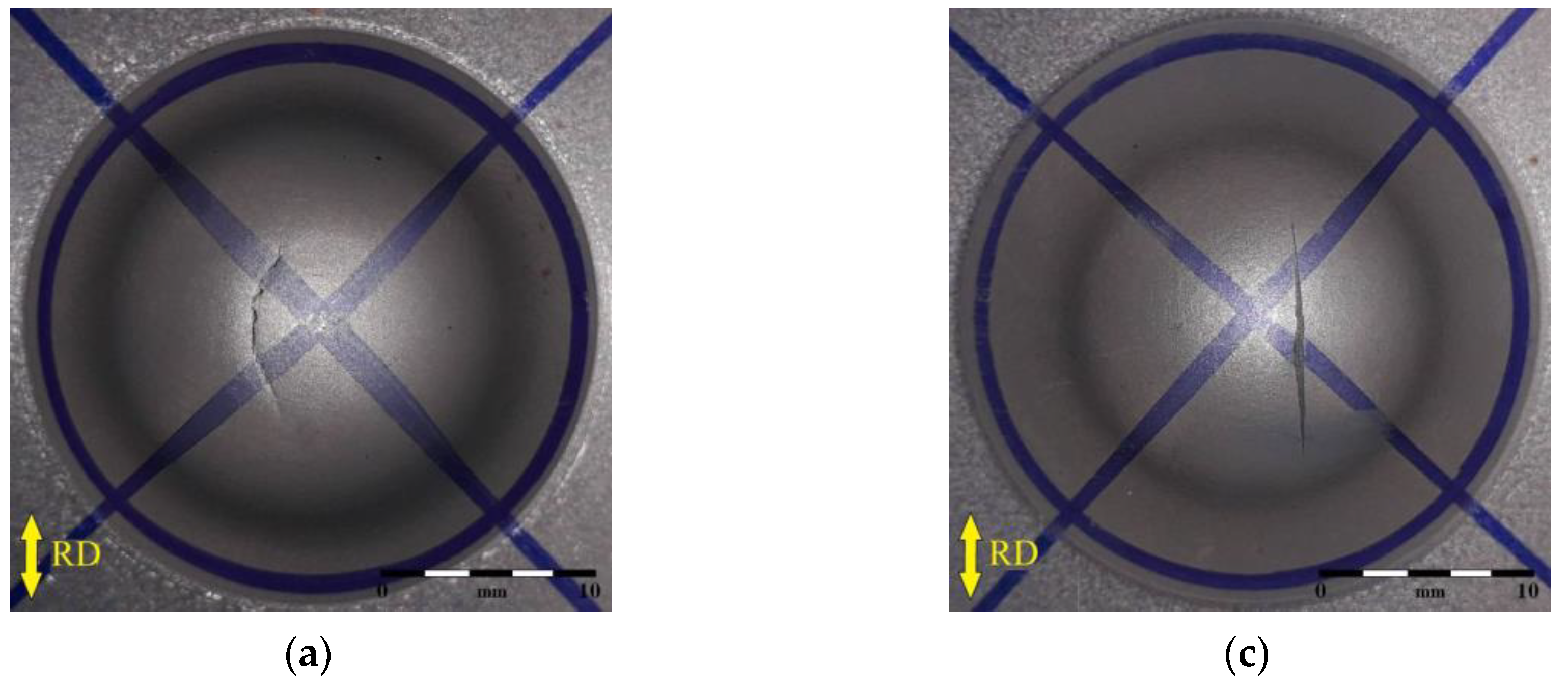
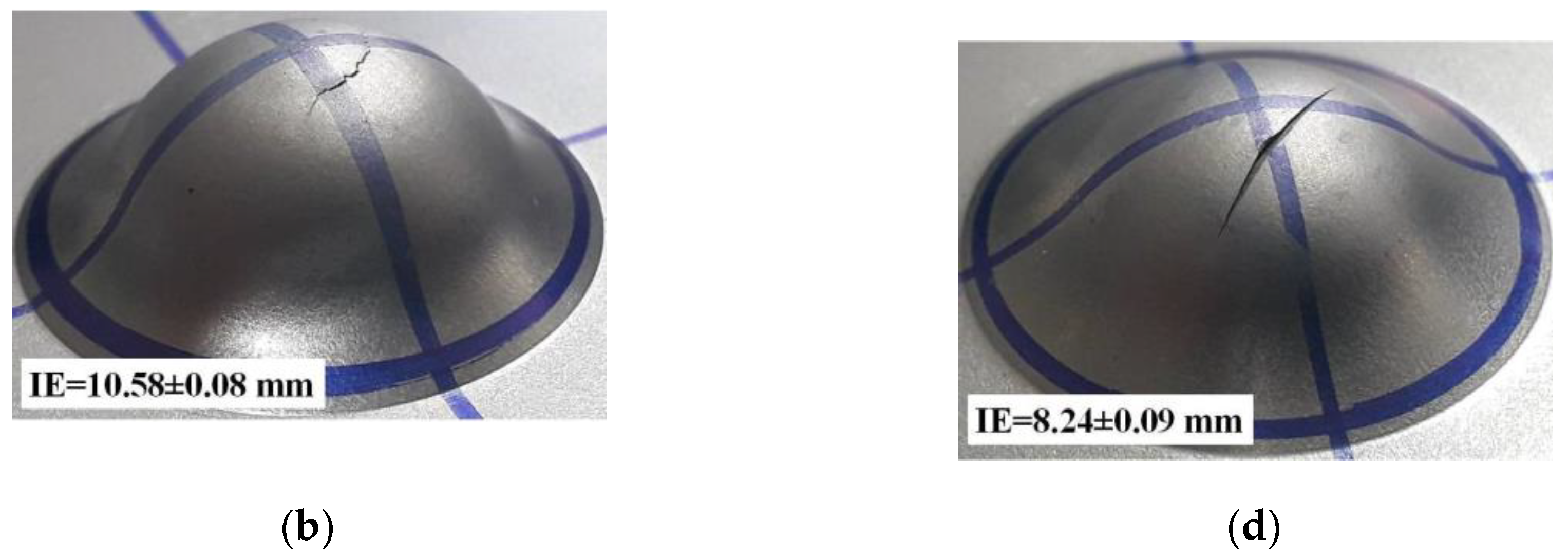
3.2. Erichsen Cupping Test Results
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Uthaisangsuk, V.; Prahl, U.; Bleck, W. Stretch-flangeability characterization of multiphase steel using a microstructure based failure modeling. Comput. Mater. Sci. 2009, 45, 617–623. [Google Scholar] [CrossRef]
- Paul, S.K. The effect of deformation gradient on necking and failure in hole expansion test. Manuf. Lett. 2019, 21, 50–55. [Google Scholar] [CrossRef]
- Soussi, H.; Krichen, A. Calibration method of ductile damage model based on hybrid experimental-numerical analysis of uniaxial tensile and hole-expansion tests. Eng. Fract. Mech. 2018, 200, 218–233. [Google Scholar] [CrossRef]
- ISO 16630:2009—Metallic Materials—Sheet and Strip—Hole Expanding Test; International Organization for Standardization: Geneva, Switzerland, 2009.
- Aydin, M.; Wu, X.; Cetinkaya, K.; Yasar, M.; Kadi, I. Application of Digital Image Correlation technique to Erichsen Cupping Test. Eng. Sci. Technol. Int. J. 2018, 21, 760–768. [Google Scholar] [CrossRef]
- Bandyopadhyay, K.; Panda, S.K.; Saha, P.; Hernandez, V.H.B.; Zhou, Y.N. Microstructure and failure analyses of DP980 laser welded blanks in formability context. Mater. Sci. Eng. A 2016, 652, 250–263. [Google Scholar] [CrossRef]
- Bandyopadhyay, K.; Lee, M.G.; Panda, S.K.; Saha, P.; Lee, J. Formability assessment and failure prediction of laser welded dual phase steel blanks using anisotropic plastic properties. Int. J. Mech. Sci. 2017, 126, 203–221. [Google Scholar] [CrossRef]
- Kocanda, A.; Jasinski, C. Extended evaluation of Erichsen cupping test results by means of laser speckle. Archives Civ. Mech. Eng. 2016, 16, 211–216. [Google Scholar] [CrossRef]
- ISO 20482:2013—Metallic Materials—Sheet and Strip—Erichsen Cupping Test; International Organization for Standardization: Geneva, Switzerland, 2013.
- Paul, S.K. A critical review on hole expansion ratio. Materialia 2019. [Google Scholar] [CrossRef]
- Dengiz, V.G.; Yildizli, K. Experimental and numerical study of process limits for deep drawing of dome-structured sheet metals. Int. J. Adv. Manuf. Technol. 2017, 92, 4457–4472. [Google Scholar] [CrossRef]
- Sangkharat, T.; Dechjarem, S. Using image processing on Erichsen cup test machine to calculate anisotropic property of sheet metal. Procedia Manuf. 2019, 29, 390–397. [Google Scholar] [CrossRef]
- Kim, J.H.; Lee, M.G.; Kim, D.; Matlock, D.K.; Wagoner, R.H. Hole-expansion formability of dual-phase steel using representative volume element approach with boundary-smoothing technique. Mater. Sci. Eng. A 2010, 527, 7353–7363. [Google Scholar] [CrossRef]
- Hu, X.H.; Sun, X.; Golovashchenko, S.F. An integrated finite element-based simulation framework: From hole piercing to hole expansion. Finite Elem. Anal. Des. 2016, 109, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Jiang, H.; Cui, Z.; Lian, C.; Lu, C. Hole expansion characteristics of ultra high strength steels. Procedia Eng. 2014, 81, 718–723. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Ma, L.; Peng, P.; Jia, Q.; Wan, Z.; Zhu, Y.; Guo, W. Microstructural evolution and deformation behavior of fiber laser welded QP980 steel joint. Mater. Sci. Eng. A 2018, 717, 124–133. [Google Scholar] [CrossRef]
- Foster, G.M. Mechanical Properties of Coil Coatings under Controlled Humidity. Ph.D. Thesis, University of Exeter, Exeter, UK, May 2005. [Google Scholar]
- Sorce, F.S.; Ngo, S.; Lowe, C.; Taylor, A.C. Quantification of coating surface strains in Erichsen cupping tests. J. Mater. Sci. 2019, 54, 7997–8009. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | Specimen | Maximum Punch Force (kN) | Maximum Punch Displacement (mm) | Do (mm) | Dh (mm) | HER (%) |
|---|---|---|---|---|---|---|
| DP600 | #1 | 4.3 | 10.00 | 10.02 | 14.24 | 42.1 |
| #2 | 4.5 | 10.37 | 10.02 | 14.02 | 39.9 | |
| #3 | 4.5 | 20.23 | 10.02 | 13.98 | 39.5 | |
| Average | 4.4 | 10.20 | 10.02 | 14.08 | 40.5 | |
| DP780 | #1 | 4.8 | 7.35 | 10.02 | 11.80 | 17.8 |
| #2 | 5.1 | 7.70 | 10.02 | 12.07 | 20.5 | |
| #3 | 5.0 | 7.53 | 10.02 | 11.97 | 19.5 | |
| Average | 5.0 | 7.53 | 10.02 | 11.95 | 19.2 |
| Steel | Specimen | Maximum Punch Force (kN) | IE (mm) |
|---|---|---|---|
| #1 | 18.4 | 10.54 | |
| #2 | 18.6 | 10.53 | |
| #3 | 18.8 | 10.68 | |
| DP600 | Average | 18.6 | 10.58 |
| #1 | 26.3 | 8.17 | |
| #2 | 26.5 | 8.22 | |
| #3 | 26.8 | 8.33 | |
| DP780 | Average | 26.5 | 8.24 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Santos, R.O.; Pereira, A.B.; Butuc, M.C.; Vincze, G.; Festas, A.J.; Moreira, L.P. Development of a Device Compatible with Universal Testing Machine to Perform Hole Expansion and Erichsen Cupping Tests. Machines 2020, 8, 2. https://doi.org/10.3390/machines8010002
Santos RO, Pereira AB, Butuc MC, Vincze G, Festas AJ, Moreira LP. Development of a Device Compatible with Universal Testing Machine to Perform Hole Expansion and Erichsen Cupping Tests. Machines. 2020; 8(1):2. https://doi.org/10.3390/machines8010002
Chicago/Turabian StyleSantos, Rafael O., António B. Pereira, Marilena C. Butuc, Gabriela Vincze, António J. Festas, and Luciano P. Moreira. 2020. "Development of a Device Compatible with Universal Testing Machine to Perform Hole Expansion and Erichsen Cupping Tests" Machines 8, no. 1: 2. https://doi.org/10.3390/machines8010002
APA StyleSantos, R. O., Pereira, A. B., Butuc, M. C., Vincze, G., Festas, A. J., & Moreira, L. P. (2020). Development of a Device Compatible with Universal Testing Machine to Perform Hole Expansion and Erichsen Cupping Tests. Machines, 8(1), 2. https://doi.org/10.3390/machines8010002