
A Data-Driven Framework for Early-Stage Fatigue Damage Detection in Aluminum Alloys Using Ultrasonic Sensors





Abstract
:1. Introduction
2. Experimental Method
2.1. Specimen Design
2.2. Fatigue Testing Apparatus
2.3. Heterogeneous Sensors for Damage Detection
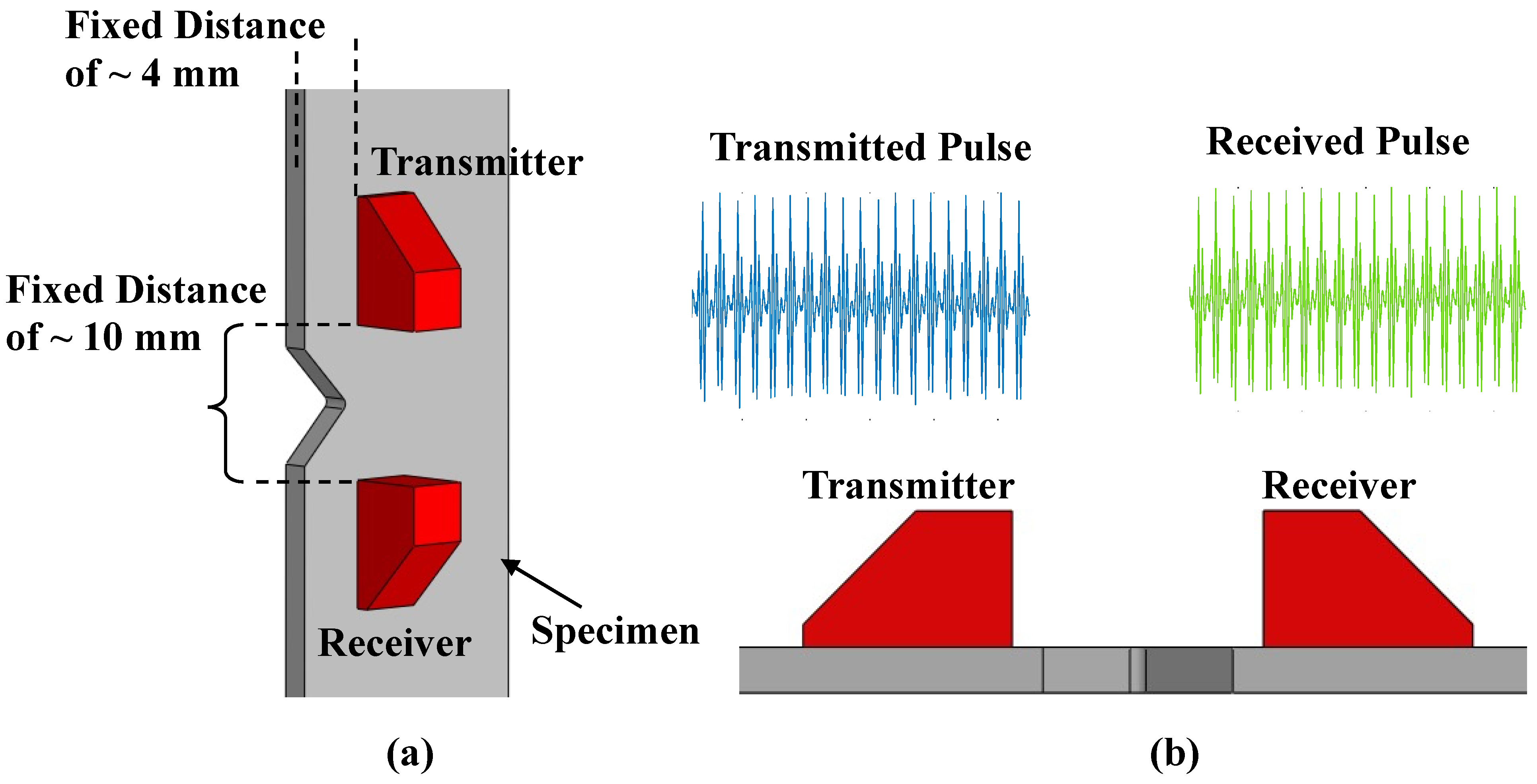
2.3.1. Ultrasonic Sensors
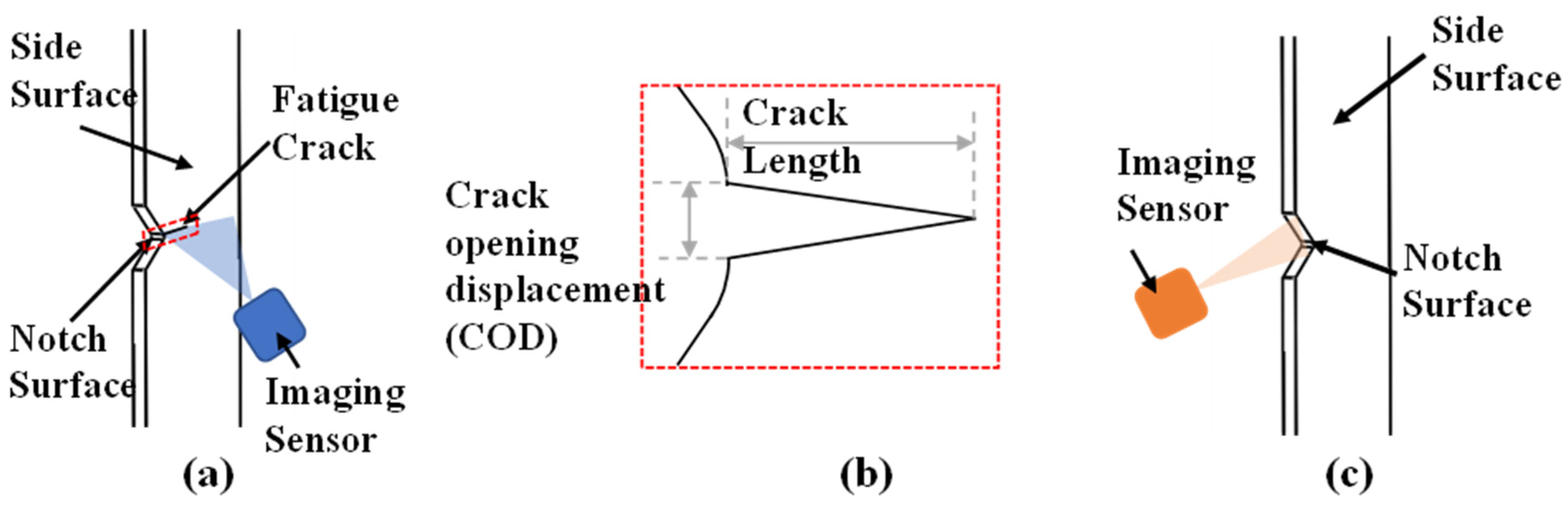
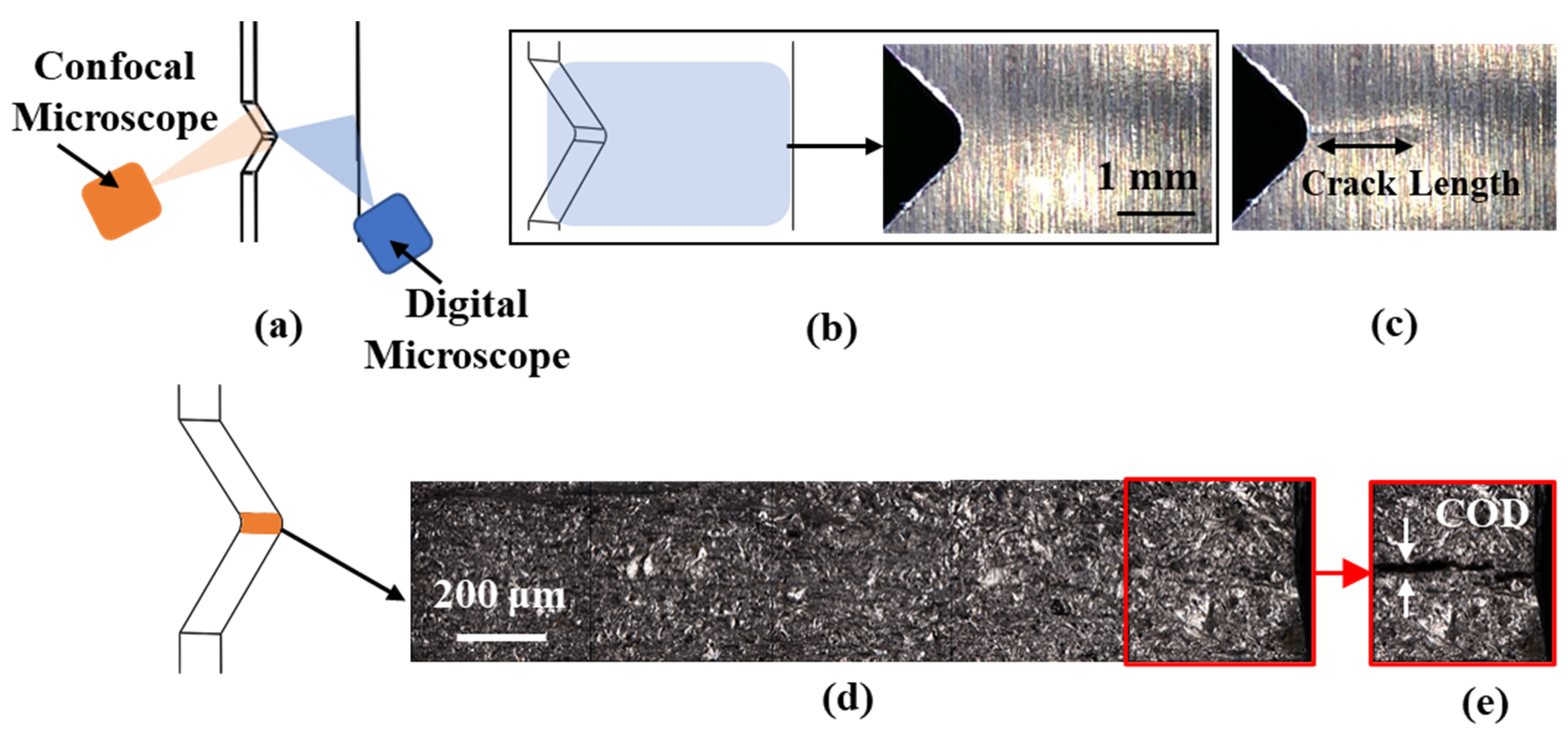
2.3.2. Confocal and Digital Microscope
3. Integration of Symbolic Time-Series Analysis (STSA) with Machine Learning
3.1. Symbolic Time-Series Analysis (STSA)
3.2. Machine Learning Framework
4. Results and Discussion
4.1. Fatigue Failure Progression
4.2. Ultrasonic Time-Series Signal
4.3. Regime-Specific Fatigue Crack Detection
4.3.1. Fatigue Crack Detection in the CC Regime
4.3.2. Fatigue Crack Detection in the CP and CP > 1 Regimes
5. Summary, Conclusions, and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Suresh, S. Fatigue of Materials; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Inman, D.J.; Farrar, C.R.; Junior, V.L.; Junior, V.S. Damage Prognosis: For Aerospace, Civil. and Mechanical Systems; John Wiley & Sons: New York, NY, USA, 2005. [Google Scholar]
- Gupta, S.; Ray, A.; Keller, E. Online fatigue damage monitoring by ultrasonic measurements: A symbolic dynamics approach. Int. J. Fatigue 2007, 29, 1100–1114. [Google Scholar] [CrossRef]
- Karimian, S.F.; Modarres, M.; Bruck, H.A. A new method for detecting fatigue crack initiation in aluminum alloy using acoustic emission waveform information entropy. Eng. Fract. Mech. 2020, 223, 106771. [Google Scholar] [CrossRef]
- Papazian, J.M.; Nardiello, J.; Silberstein, R.P.; Welsh, G.; Grundy, D.; Craven, C.; Evans, L.; Goldfine, N.; Michaels, J.E.; Michaels, T.E.; et al. Sensors for monitoring early stage fatigue cracking. Int. J. Fatigue 2007, 29, 1668–1680. [Google Scholar] [CrossRef]
- Leong, W.H.; Staszewski, W.J.; Lee, B.C.; Scarpa, F. Structural health monitoring using scanning laser vibrometry: III. Lamb waves for fatigue crack detection. Smart Mater. Struct. 2005, 14, 1387. [Google Scholar] [CrossRef]
- Kong, X.; Li, J.; Collins, W.; Bennett, C.; Laflamme, S.; Jo, H. A robust signal processing method for quantitative high-cycle fatigue crack monitoring using soft elastomeric capacitor sensors. In Proceedings of the Sensors and Smart Structures Technologies for Civil, Mechanical, and Aerospace Systems, Portland, OR, USA, 26–29 March 2017; Volume 10168, p. 101680B. [Google Scholar]
- Dharmadhikari, S.; Basak, A. Energy dissipation metrics for data-driven fatigue damage detection in the short crack regime for aluminum alloys. In Turbo Expo: Power, Land, Sea, and Air; American Society of Mechanical Engineers; 7 June 2021; Volume 85031, p. V09BT26A004.
- Anderson, T.L. Fracture Mechanics: Fundamentals and Applications; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Danzl, R.; Helmli, F.; Scherer, S. Focus variation—A new technology for high resolution optical 3D surface metrology. In Proceedings of the 10th International Coneference of the Slovenian Society for Non-Destructive Testing, Ljubljana, Slovenia, 1–3 September 2009; pp. 481–491. [Google Scholar]
- Dharmadhikari, S.; Basak, A. Evaluation of Early Fatigue Damage Detection in Additively Manufactured AlSi10Mg. In Proceedings of the Annual International Solid Freeform Fabrication Symposium, Virtual, 2–4 August 2021. [Google Scholar]
- Mitra, M.; Gopalakrishnan, S. Guided wave based structural health monitoring: A review. Smart Mater. Struct. 2016, 25, 53001. [Google Scholar] [CrossRef]
- Rose, J.L. Ultrasonic Guided Waves in Solid Media; Cambridge University Press: Cambridge, UK, 2014. [Google Scholar]
- Cho, H.; Lissenden, C.J. Structural health monitoring of fatigue crack growth in plate structures with ultrasonic guided waves. Struct. Heal. Monit. 2012, 11, 393–404. [Google Scholar] [CrossRef]
- Matlack, K.H.; Kim, J.Y.; Jacobs, L.J.; Qu, J. Review of Second Harmonic Generation Measurement Techniques for Material State Determination in Metals. J. Nondestruct. Eval. 2015, 34, 273. [Google Scholar] [CrossRef]
- Herrera, R.H.; Orozco, R.; Rodriguez, M. Wavelet-based deconvolution of ultrasonic signals in nondestructive evaluation. J. Zhejiang Univ. A 2006, 7, 1748–1756. [Google Scholar] [CrossRef] [Green Version]
- Bagnall, A.; Lines, J.; Bostrom, A.; Large, J.; Keogh, E. The great time series classification bake off: A review and experimental evaluation of recent algorithmic advances. Data Min. Knowl. Discov. 2017, 31, 606–660. [Google Scholar] [CrossRef] [Green Version]
- Bhattacharya, C.; Dharmadhikari, S.; Basak, A.; Ray, A. Early detection of fatigue crack damage in ductile materials: A projection-based probabilistic finite state automata approach. ASME Lett. Dyn. Syst. Control. 2021, 1, 41003. [Google Scholar] [CrossRef]
- Mukherjee, K.; Ray, A. State splitting and merging in probabilistic finite state automata for signal representation and analysis. Signal. Process. 2014, 104, 105–119. [Google Scholar] [CrossRef]
- Available online: http://asm.matweb.com/search/SpecificMaterial.asp?bassnum=MA7075T6 (accessed on 5 May 2019).
- E466-07, Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2007.
- N’Diaye, A.; Hariri, S.; Pluvinage, G.; Azari, Z. Stress concentration factor analysis for notched welded tubular T-joints. Int. J. Fatigue 2007, 29, 1554–1570. [Google Scholar] [CrossRef]
- Kurowski, P. Engineering Analysis with SolidWorks Simulation 2013; SDC publications: Mission, KS, USA, 2013. [Google Scholar]
- Boud, F.; Loo, L.F.; Kinnell, P.K. The Impact of Plain Waterjet Machining on the Surface Integrity of Aluminium 7475. Procedia CIRP 2014, 13, 382–386. [Google Scholar] [CrossRef] [Green Version]
- Albedah, A.; Bouiadjra, B.B.; Mohammed, S.; Benyahia, F. Fractographic analysis of the overload effect on fatigue crack growth in 2024-T3 and 7075-T6 Al alloys. Int. J. Miner. Metall. Mater. 2020, 27, 83–90. [Google Scholar] [CrossRef]
- Dharmadhikari, S.; Keller, E.; Ray, A.; Basak, A. A dual-imaging framework for multi-scale measurements of fatigue crack evolution in metallic materials. Int. J. Fatigue 2021, 142, 105922. [Google Scholar] [CrossRef]
- Siddiqui, S.F.; Fasoro, A.A.; Cole, C.; Gordon, A.P. Mechanical Characterization and Modeling of Direct Metal Laser Sintered Stainless Steel GP1. J. Eng. Mater. Technol. 2019, 141, 031009. [Google Scholar] [CrossRef]
- Jiang, X.; Tong, Z.; Li, D. On-Machine Measurement System and Its Application in Ultra-Precision Manufacturing. Precis. Mach. 2020, 563–599. [Google Scholar] [CrossRef]
- Danzl, R.; Helmli, F.; Scherer, S. Focus Variation--a Robust Technology for High Resolution Optical 3D Surface Metrology. Stroj. Vestn. J. Mech. Eng. 2011, 57, 245–256. [Google Scholar] [CrossRef] [Green Version]
- Bishop, C.M. Pattern Recognition and Machine Learning; Springer: Berlin/Heidelberg, Germany, 2006. [Google Scholar]
- Veanes, M. Applications of symbolic finite automata. In Proceedings of the International Conference on Implementation and Application of Automata, Halifax, NS, Canada, 16–19 July 2013; pp. 16–23. [Google Scholar]
- Hettiarachchi, S.; Spears, W.M.; König, L.; Mostaghim, S.; Schmeck, H. Decentralized evolution of robotic behavior using finite state machines. Int. J. Intell. Comput. Cybern. 2009, 2, 695–723. [Google Scholar]
- Piccardi, C. On parameter estimation of chaotic systems via symbolic time-series analysis. Chaos An. Interdiscip. J. Nonlinear Sci. 2006, 16, 43115. [Google Scholar] [CrossRef]
- Makki Alamdari, M.; Samali, B.; Li, J.; Lu, Y.; Mustapha, S. Structural condition assessment using entropy-based time series analysis. J. Intell. Mater. Syst. Struct. 2017, 28, 1941–1956. [Google Scholar] [CrossRef]
- Makki Alamdari, M.; Samali, B.; Li, J. Damage localization based on symbolic time series analysis. Struct. Control. Heal. Monit. 2015, 22, 374–393. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.; Pecht, M.G. Health Monitoring of Electronic Products Using Symbolic Time Series Analysis. In Proceedings of the AAAI Fall Symposium: Artificial Intelligence for Prognostics, Arlington, VA, USA, 9–11 November 2007; pp. 73–80. [Google Scholar]
- Brida, J.G. Multiple Regimes Model Reconstruction Using Symbolic Time Series Methods. Int. J. Appl. Math. Stat. 2006, 5, 19–40. [Google Scholar]
- Poor, H.V. An Introduction to Signal Detection and Estimation; Springer Science & Business Media: New York, NY, USA, 2013. [Google Scholar]
- Schijve, J. Fatigue of Structures and Materials; Springer Science & Business Media: New York, NY, USA, 2001. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fatigue Crack Detection Paradigm | ||||
|---|---|---|---|---|
| Sensor Type (Detection Sensor + Imaging Sensor) | Operational Principle of the Detection Sensor | Data Analysis Algorithm | Capability of Detection Using Image Calibration | Reference |
| Ultrasonic + Digital/Optical | Change in material impedance or attenuation due to crack growth | STSA | ~0.2 mm (crack length) | [3] |
| Acoustic Emission + Optical | Change in ultrasonic stress waves released during loading | Information entropy | ~0.25 mm (crack length) | [4] |
| LDV + Digital | Change in characteristic frequency and mode-shapes during operation | Peak-to-peak amplitude | ~0.3 mm (crack length) | [6] |
| Strain Gauge + Digital | Local plastic deformation | Peak-to-peak Amplitude | ~0.9 mm (crack length) | [7] |
| Eddy Current + Digital | Change in conductivity | Change in conductivity | ~0.5 mm (crack length) | [5] |
| Contribution of the Article | ||||
|---|---|---|---|---|
| Sensor Type (Detection Sensor + Imaging Sensor) | Sensor Operational Principle | Data Analysis Technique | Capability of Detection Using Image Calibration | Reference |
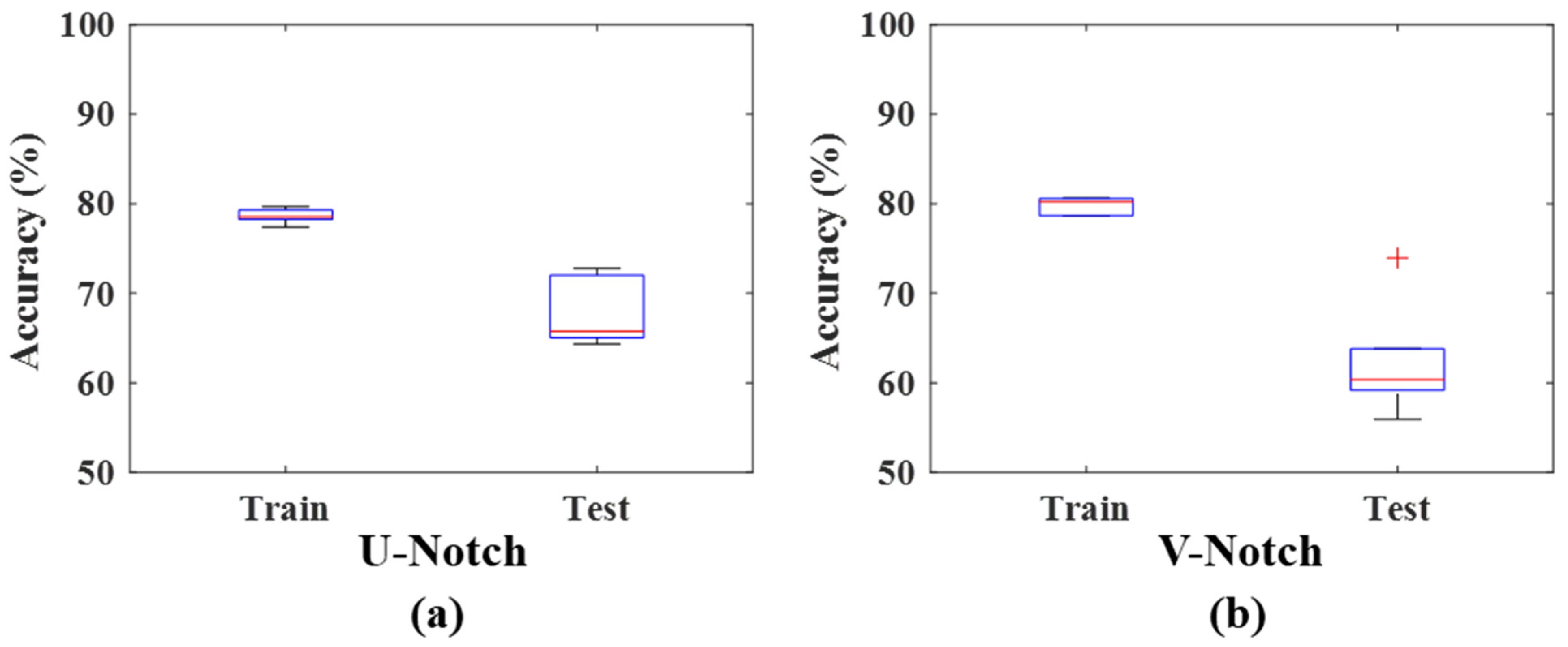
| Ultrasonic + Confocal + Digital | Change in material impedance or attenuation due to crack growth | STSA + Machine Learning | ~0.2 mm (crack length) with ~82% testing accuracy ~3 μm (COD) with ~ testing 71% accuracy | Current |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dharmadhikari, S.; Bhattacharya, C.; Ray, A.; Basak, A. A Data-Driven Framework for Early-Stage Fatigue Damage Detection in Aluminum Alloys Using Ultrasonic Sensors. Machines 2021, 9, 211. https://doi.org/10.3390/machines9100211
Dharmadhikari S, Bhattacharya C, Ray A, Basak A. A Data-Driven Framework for Early-Stage Fatigue Damage Detection in Aluminum Alloys Using Ultrasonic Sensors. Machines. 2021; 9(10):211. https://doi.org/10.3390/machines9100211
Chicago/Turabian StyleDharmadhikari, Susheel, Chandrachur Bhattacharya, Asok Ray, and Amrita Basak. 2021. "A Data-Driven Framework for Early-Stage Fatigue Damage Detection in Aluminum Alloys Using Ultrasonic Sensors" Machines 9, no. 10: 211. https://doi.org/10.3390/machines9100211
APA StyleDharmadhikari, S., Bhattacharya, C., Ray, A., & Basak, A. (2021). A Data-Driven Framework for Early-Stage Fatigue Damage Detection in Aluminum Alloys Using Ultrasonic Sensors. Machines, 9(10), 211. https://doi.org/10.3390/machines9100211