Roles of Eco-Friendly Non-Edible Vegetable Oils in Drilling Inconel 718 through Minimum Quantity Lubrication



 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Workpiece Material and Cutting Tool
2.2. Metal Cutting Fluids (MCFs) and Minimum Quantity Lubrication (MQL)
2.3. Setup and Drilling Parameters
3. Results and Discussion
3.1. Tool Wear
3.2. Tool Life
3.3. Surface Roughness
3.4. Surface Defects
3.5. Hole Diameter
3.6. Roundness
3.7. Chip Thickness
3.8. Thermal Conductivity
4. Conclusions
- (a)
- The longest tool life was obtained using castor oil at a cutting speed of 10 m/min with an improvement of 21.43% and 50% compared to neem and rice bran oils, respectively. Eventually, castor oil produced the highest number of drilled holes compared to neem and rice bran oils for all cutting speeds;
- (b)
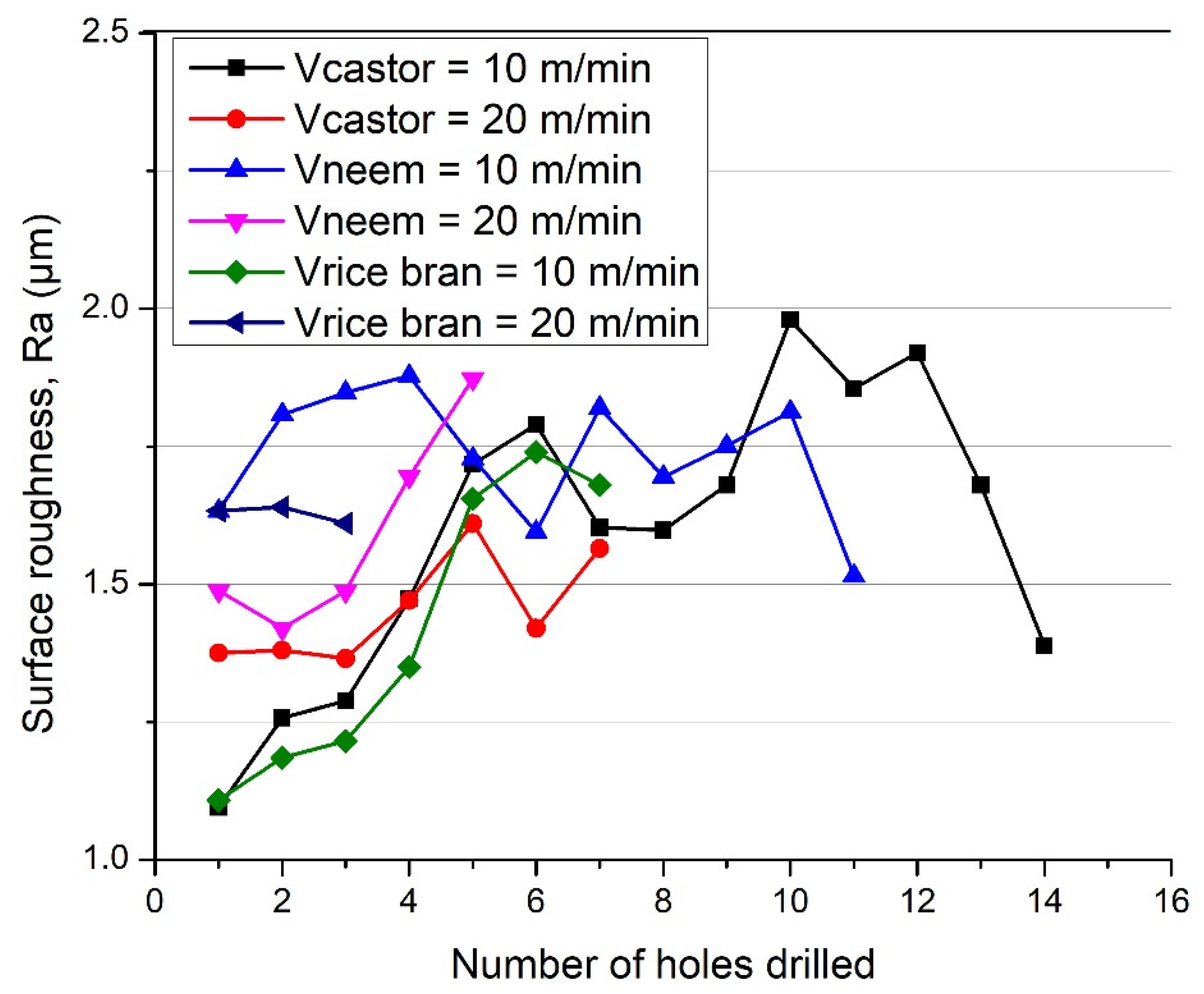
- A cutting speed of 20 m/min and a feed of 0.015 mm/rev produced better surface roughness for castor and neem oils. In contrast, rice bran oil exhibited better surface roughness at a cutting speed of 10 m/min due to its low viscosity to reduce friction at a higher cutting speed. Thus, castor oil outperformed neem and rice bran oils owing to the lowest surface roughness with a greater number of drilled holes. The surface roughness using castor oil decreased by 8.66% and 10.63% compared to neem and rice bran oils, respectively;
- (c)
- Surface defects of the drilled surface at a 20 m/min cutting speed displayed smeared material compared to the 10 m/min cutting speed, which only consisted of long grooves, metal debris, and feed marks for all MCFs;
- (d)
- The hole diameter increased with changes in cutting speed due to the higher spindle rotation speed and cutting tool vibrations. Meanwhile, the roundness of the drilled holes showed inconsistent readings for different types of MCFs;
- (e)
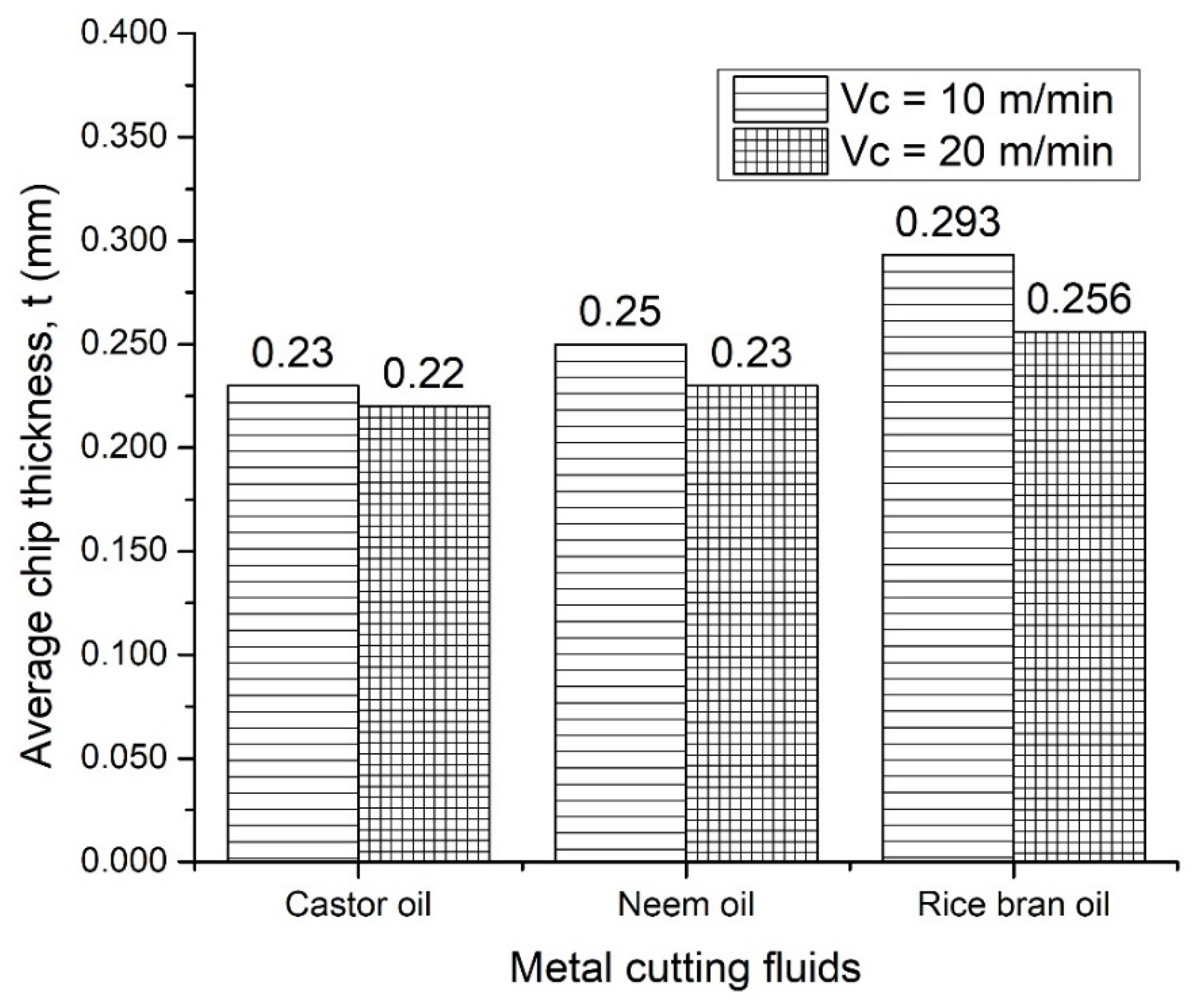
- The thinnest chip was produced by castor oil at a cutting speed of 20 m/min, in which it recorded a reduction of 4.35% and 14.06% in chip thickness compared to neem and rice bran oils, respectively. The chip thickness also depends on the viscosity of the oil. Hence, the highest viscosity of castor oil produced the thinnest chip, while the lowest viscosity of rice bran oil generated the thickest chip;
- (f)
- Castor oil showed the highest thermal conductivities, which are 8.89% and 11.11% higher than neem and rice bran oils, respectively, to reduce the heat accumulated at the cutting zone, hence, reducing cutting temperature and tool wear.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xavior, M.A.; Patil, M.; Maiti, A. Machinability Studies on Inconel 718. IOP Conf. Ser. Mater. Sci. Eng. 2016, 149, 012019. [Google Scholar] [CrossRef]
- Ali, M.A.M.; Azmi, A.I.; Murad, M.N. Roles of New Bio-Based Nanolubricants Towards Eco-Friendly and Improved Machinability of Inconel 718 Alloys. Tribol. Int. 2020, 144, 106106. [Google Scholar] [CrossRef]
- Hegab, H.; Kishawy, H.A. Towards Sustainable Machining of Inconel 718 Using Nano-Fluid Minimum Quantity Lubrication. J. Manuf. Mater. Process 2018, 2, 50. [Google Scholar] [CrossRef]
- Khanafer, K.; Eltaggaz, A.; Deiab, I. Toward Sustainable Micro-Drilling of Inconel 718 Superalloy Using MQL-Nanofluid. Int. J. Adv. Manuf. Tech 2020, 107, 3459–3469. [Google Scholar] [CrossRef]
- Tomantis, L. Evaluation of Carcinogenic Risks to Humans/World Health Organization. IARC Monogr. Eval. Carcinog. Risks Hum. 2012, 100, 9–562. [Google Scholar]
- Mir, M.J.; Wani, M.F. The influence of Cutting Fluid Conditions and Machining Parameters on Cutting Performance and Wear Mechanism of Coated Carbide Tools. J. Tribol. 2018, 18, 58–80. [Google Scholar]
- Meena, A.; El Mansori, M. Study of Dry and Minimum Quantity Lubrication Drilling of Novel Austempered Ductile Iron (ADI) for Automotive Applications. Wear 2011, 271, 2412–2416. [Google Scholar] [CrossRef]
- Murad, M.N.; Sharif, S.; Rahim, E.A. Effect of Drill Point Angle on Surface Integrity When Drilling Titanium Alloy. Adv. Mater. Res. 2014, 845, 966–970. [Google Scholar] [CrossRef]
- Pal, A.; Chatha, S.S.; Sidhu, H.S. Experimental Investigation on the Performance of MQL Drilling of AISI 321 Stainless Steel Using Nano-Graphene Enhanced Vegetable-Oil-Based Cutting Fluid. Tribol. Int. 2020, 151, 106508. [Google Scholar] [CrossRef]
- Lisowicz, J.; Habrat, W.; Krupa, K. Influence of Minimum Quantity Lubrication Using Vegetable-Based Cutting Fluids on Surface Topography and Cutting Forces in Finish Turning of Ti-6Al-4V. Adv. Sci. Technol. Res. J. 2020, 16, 95–103. [Google Scholar] [CrossRef]
- Yin, Q.; Li, C.; Dong, L. Effects of Physicochemical Properties of Different Base Oils on Friction Coefficient and Surface Roughness in MQL Milling AISI 1045. Int. J. Precis. Eng. Manuf. Green Technol. 2021, 8, 1629–1647. [Google Scholar] [CrossRef]
- Shashidhara, Y.M.; Jayaram, S.R. Vegetable oils as a potential cutting fluid- an evolution. Tribol. Int. 2010, 43, 1073–1081. [Google Scholar] [CrossRef]
- Nguyen, T.K.; Do, I.; Kwon, P. A Tribological Study of Vegetable Oil Enhanced by Nano-Platelets and Implication In MQL Machining. Int. J. Precis. Eng. Manuf. 2012, 13, 1077–1083. [Google Scholar] [CrossRef]
- Lawal, S.A.; Choudhury, I.A.; Nukman, Y. A Critical Assessment of Lubrication Techniques in Machining Processes: A Case for Minimum Quantity Lubrication Using Vegetable Oil-Based Lubricant. J. Clean. Prod. 2013, 41, 210–221. [Google Scholar] [CrossRef]
- Somashekaraiah, R.; Suvin, P.S.; Gnanadhas, D.P. Eco-Friendly, Non-Toxic Cutting Fluid for Sustainable Manufacturing and Machining Processes. Tribol. Online 2016, 11, 556–567. [Google Scholar] [CrossRef]
- Murad, M.N.; Sharif, S.; Rahim, E.A. Comparative Evaluation of Physicochemical Properties of Jatropha Curcas Seed Oil for Coolant-Lubricant Application. AIP Conf. Proc. 2017, 1885, 020186. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Sankar, M.R. Past and Current Status of Eco-Friendly Vegetable Oil Based Metal Cutting Fluids. Mater. Today Proc. 2017, 4, 3786–3795. [Google Scholar] [CrossRef]
- Saleem, M.Q.; Mehmood, A. Eco-Friendly Precision Turning of Superalloy Inconel 718 Using MQL Based Vegetable Oils: Tool Wear and Surface Integrity Evaluation. J. Manuf. Proc. 2022, 73, 112–127. [Google Scholar] [CrossRef]
- Atabani, A.E.; Silitonga, A.S.; Ong, H.C. Non-Edible Vegetable Oils: A Critical Evaluation of Oil Extraction, Fatty Acid Compositions, Biodiesel Production, Characteristics, Engine Performance and Emissions Production. Renew. Sustain. Energy Rev. 2013, 18, 211–245. [Google Scholar] [CrossRef]
- Ahmad, A.L.; Mat Yasin, N.H.; Derek, C.J.C. Microalgae as a Sustainable Energy Source for Biodiesel Production: A Review. Renew. Sustain. Energy Rev. 2011, 15, 584–593. [Google Scholar] [CrossRef]
- Singh, Y.; Farooq, A.; Raza, A. Sustainability of a non-Edible Vegetable Oil Based Bio-Lubricant for Automotive Applications: A Review. Proc. Saf. Environ. Prot 2017, 111, 701–713. [Google Scholar] [CrossRef]
- Maleque, M.A.; Masjuki, H.H.; Sapuan, S.M. Vegetable-Based Biodegradable Lubricating Oil Additives. Ind. Lubr. Tribol. 2003, 55, 137–143. [Google Scholar] [CrossRef]
- Katna, R.; Suhaib, M.; Agrawal, N. Non-Edible Vegetable Oil-Based Cutting Fluids for Machining Processes—A Review. Mater. Manuf. Proc. 2019, 35, 1–32. [Google Scholar] [CrossRef]
- Elmunafi, M.H.S.; Kurniawan, D.; Noordin, M.Y. Use of Castor Oil as Cutting Fluid in Machining of Hardened Stainless Steel with Minimum Quantity of Lubricant. Procedia CIRP 2015, 26, 408–411. [Google Scholar] [CrossRef]
- Katiyar, P.K.; Singh, P.K.; Singh, R. Modes of Failure of Cemented Tungsten Carbide Tool Bits (WC/Co): A Study of Wear Parts. Int. J. Refract. Met. Hard Mater. 2016, 54, 27–38. [Google Scholar] [CrossRef]
- Yin, Q.; Liu, Z.; Wang, N. Recent Progress of Machinability and Surface Integrity for Mechanical Machining Inconel 718: A Review. Int. J. Adv. Manuf. Technol. 2016, 109, 215–245. [Google Scholar] [CrossRef]
- Danish, M.; Gupta, M.K.; Rubaiee, S. Influence of Graphene Reinforced Sunflower Oil on Thermo-Physical, Tribological and Machining Characteristics of Inconel 718. J. Mater. Res. Technol. 2021, 15, 135–150. [Google Scholar] [CrossRef]
- Kivak, T. The Effect of Cutting Paramaters on the Hole Quality and Tool Wear During the Drilling of Inconel 718. Gazi Univ. J. Sci. 2012, 25, 533–540. [Google Scholar]
- Choudhury, I.A.; El-Baradie, M.A. Machining Nickel Base Superalloys: Inconel 718. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1998, 212, 195–206. [Google Scholar] [CrossRef]
- Olawale, K.B.; Aji, I.S.; Ejilah, R.I. Lubricity Assessment of Neem and Castor Oils and Their Blends in Machining Mild Steel. USA Acad. Sci. Res. J. Eng. Technol. Sci. 2018, 48, 128–137. [Google Scholar]
- Suresh Kannan, I.; Karthikeyan, S.; Ravikumar, K. Lubrication Performance of Castor Oil Blended with Other Vegetable Oils in Grinding of Inconel 625. IOP Conf. Ser. Mater. Sci. Eng. 2020, 923, 012027. [Google Scholar] [CrossRef]
- Werda, S.; Duchosal, A.; Quilliec, G.L. Minimum Quantity Lubrication: Influence of The Oil Nature on Surface Integrity. Procedia CIRP 2016, 45, 287–290. [Google Scholar] [CrossRef]
- Li, B. Grinding Temperature and Energy Ratio Coefficient in MQL Grinding of High-Temperature Nickel-Base Alloy by Using Different Vegetable Oils as Base Oil. Chin. J. Aeronaut. 2016, 29, 1084–1095. [Google Scholar] [CrossRef]
- Ozcelik, B.; Kuram, E.; Demirbas, E. Effects of Vegetable-Based Cutting Fluids on the Wear in Drilling. Sadhana Ind. Acad. Sci. 2013, 38, 687–706. [Google Scholar] [CrossRef] [Green Version]
- Abdalla, H.S.; Patel, S. The Performance and Oxidation Stability of Sustainable Metalworking Fluid Derived from Vegetable Extracts. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 2027–2040. [Google Scholar] [CrossRef]
- D’Addona, D.M.; Raykar, S.J.; Narke, M.M. High Speed Machining of Inconel 718: Tool Wear and Surface Roughness Analysis. Procedia CIRP 2017, 62, 269–274. [Google Scholar] [CrossRef]
- Rosnan, R.; Azmi, A.I.; Murad, M.N. Effects of Cutting Parameters on Tool Wear and Thrust Force in Drilling Nickel-Titanium (Niti) Alloys Using Coated and Uncoated Carbide Tools. Key Eng. Mater. 2018, 791, 111–115. [Google Scholar] [CrossRef]
- Xavior, M.A.; Manohar, M.; Jeyapandiarajan, P. Tool Wear Assessment During Machining of Inconel 718. Procedia Eng. 2017, 174, 1000–1008. [Google Scholar] [CrossRef]
- Khalil, A.N.M.; Azmi, A.I.; Murad, M.N. Coupled Effects of Vortex Tube Hybrid Cooling with Minimal Quantity Reinforced Nanoparticle Lubricants in Turning Niti Alloys. Int. J. Adv. Manuf. Technol. 2019, 105, 3007–3015. [Google Scholar] [CrossRef]
- Bertolini, R.; Ghiotti, A.; Bruschi, S. Graphene Nanoplatelets as Additives to MQL For Improving Tool Life in Machining Inconel 718 alloy. Wear 2021, 476, 203656. [Google Scholar] [CrossRef]
- Azlan, U.A.A. Metallurgy for the Non-Metallurgist, Second Edition. MATEC Web. Conf. 2017, 97, 1076. [Google Scholar] [CrossRef]
- Elmunafi, M.H.S.; Noordin, M.Y.; Kurniawan, D. Tool Life of Coated Carbide Cutting Tool When Turning Hardened Stainless Steel Under Minimum Quantity Lubricant Using Castor Oil. Procedia Manuf. 2015, 2, 563–567. [Google Scholar] [CrossRef]
- Talib, N.; Rahim, E.A. The Effect of Tribology Behavior on Machining Performances When Using Bio-Based Lubricant as A Sustainable Metalworking Fluid. Procedia CIRP 2016, 40, 504–508. [Google Scholar] [CrossRef]
- Eckstein, M.; Mankova, I. Monitoring of Drilling Process for Highly Stressed Aeroengine Components. Procedia CIRP 2012, 1, 587–592. [Google Scholar] [CrossRef]
- Eckstein, M.; Mankova, I.; Vrabel, M. Comparison of Sensors Signal Quality When Drilling Inconel 718. Procedia CIRP 2015, 33, 227–232. [Google Scholar] [CrossRef]
- Benardos, P.G.; Vosniakos, G.C. Prediction of Surface Roughness in CNC Face Milling Using Neural Networks and Taguchi’s Design of Experiments. Robot. Comput. Integr. Manuf. 2002, 18, 343–354. [Google Scholar] [CrossRef]
- Mohsan, A.U.H.; Liu, Z.; Padhy, G.K. A Review on the Progress Towards Improvement in Surface Integrity of Inconel 718 Under High Pressure and Flood Cooling Conditions. Int. J. Adv. Manuf. Technol. 2016, 91, 107–125. [Google Scholar] [CrossRef]
- Aramesh, M.; Montazeri, S.; Veldhuis, S.C. A Novel Treatment for Cutting Tools for Reducing the Chipping and Improving Tool Life During Machining of Inconel 718. Wear 2018, 414–415, 79–88. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, D.; Agmell, M. Numerical and Experimental Investigation of Tool Geometry Effect on Residual Stresses in Orthogonal Machining of Inconel 718. Simul. Model. Pract. Theory 2021, 106, 102187. [Google Scholar] [CrossRef]
- Bahce, E.; Ozel, C. Experimental Investigation of the Effect of Machining Parameters on the Surface Roughness and the Formation of Built-Up Edge (BUE) in the Drilling of Al 5005. Tribol. Eng. 2013, 32, 137–144. [Google Scholar]
- Lin, L. Assessment of Effects of Surface Roughness and Oil Viscosity on Friction Coefficient Under Lubricated Rolling-Sliding Conditions (Analysis of Lubrication Modes Based on EHL theory). Komatsu Technol. Rep. 2013, 59, 1–7. [Google Scholar]
- Ozel, T.; Kong Hsu, T.; Zeren, E. Effects of Cutting-Edge Geometry, Workpiece Hardness, Feed Rate and Cutting Speed on Surface Roughness and Forces in Finish Turning of Hardened AISI H13 steel. Int. J. Adv. Manuf. Technol. 2005, 25, 262–269. [Google Scholar] [CrossRef]
- Makadia, A.J.; Nanavati, J.I. Analysis of surface Roughness in Turning with Coated Carbide Cutting Tools: Prediction Model and Cutting Conditions Optimization. In Proceedings of the 5th Inthernational & 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014), Guwahati, India, 12–14 December 2014; Volume 20, pp. 1–6. [Google Scholar]
- Behera, B.C.; Alemayehu, H.; Ghosh, S. A Comparative Study of Recent Lubri-Coolant Strategies for Turning of Ni-Based Superalloy. J. Manuf. Proc. 2017, 30, 541–552. [Google Scholar] [CrossRef]
- Zhou, J.M. An Investigation of Surface Damage in the High Speed Turning of Inconel 718 with Use of Whisker Reinforced Ceramic Tools. J. Mater. Proc. Technol. 2012, 212, 372–384. [Google Scholar] [CrossRef]
- Thakur, A.; Gangopadhyay, S. State-of-The-Art in Surface Integrity in Machining of Nickel-Based Super Alloys. Int. J. Mach. Tools Manuf. 2016, 100, 25–54. [Google Scholar] [CrossRef]
- Rajaguru, J.; Arunachalam, N. Investigation on Machining Induced Surface and Subsurface Modifications on the Stress Corrosion Crack Growth Behaviour of Super Duplex Stainless Steel. Corros. Sci. 2018, 141, 230–242. [Google Scholar] [CrossRef]
- Zhao, Y.Z.; Guo, K.; Sivalingam, V. Surface Integrity Evolution of Machined Niti Shape Memory Alloys After Turning Process. Adv. Manuf. 2021, 9, 446–456. [Google Scholar] [CrossRef]
- Sultan, A.Z.; Sharif, S.; Kurniawan, D. Effect of Machining Parameters on Tool Wear and Hole Quality of AISI 316L Stainless Steel in Conventional Drilling. Procedia Manuf. 2015, 2, 202–207. [Google Scholar] [CrossRef]
- Kurt, M.; Kaynak, Y.; Bagci, E. Evaluation of Drilled Hole Quality in Al 2024 alloy. Int. J. Adv. Manuf. Technol. 2008, 37, 1051–1060. [Google Scholar] [CrossRef]
- Zeilmann, R.P.; Vacaro, T.; Bordin, F.M. Effects of the Cutting Fluid Reduction on the Dimensional Quality of Holes. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 1314–1323. [Google Scholar] [CrossRef]
- Wagner, V.; Baili, M.; Dessein, G. The Relationship between the Cutting Speed, Tool Wear, and Chip Formation during Ti-5553 Dry Cutting. Int. J. Adv. Manuf. Technol. 2015, 76, 893–912. [Google Scholar] [CrossRef]
- Talib, N.; Md Nasir, R.; Rahim, E.A. Investigation on the Tribological Behaviour of Modified Jatropha Oil with Hexagonal Boron Nitride Particles as A Metalworking Fluid for Machining Process. Int. J. Integr. Eng. 2018, 10, 57–62. [Google Scholar] [CrossRef]
- Simpson, A.T.; Groves, J.A.; Unwin, J. Mineral Oil Metal Working Fluids (Mwfs)—Development of Practical Criteria for Mist Sampling. Ann. Occup. Hyg. 2000, 44, 165–172. [Google Scholar] [CrossRef]
- Martinez, E.G.; Miguel, V.; Martinez, A.M. Sustainable Lubrication Methods for The Machining of Titanium Alloys: An Overview. Materials 2019, 12, 3852. [Google Scholar] [CrossRef] [PubMed]
- Pervaiz, S.; Rashid, A.; Deiab, I. Influence of Tool Materials on Machinability of Titanium-and Nickel-Based Alloys: A Review. Mater. Manuf. Proc. 2014, 29, 219–252. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | Value |
|---|---|
| Modulus of elasticity (GPa) | 199.9 |
| Poisson ratio, ν | 0.3 |
| Tensile strength (MPa) | 965 |
| Yield strength (MPa) | 550 |
| Thermal conductivity(W/m·K) | 14.7 |
| Specific heat capacity (J/kg·K) | 435 |
| Density, ρ (g/m3) | 8.24 |
| Metal Cutting Fluids (MCFs) | Thermal Conductivities |
|---|---|
| Castor oil | 0.180 |
| Neem oil | 0.164 |
| Rice bran oil | 0.160 |
| Equipment | Descriptions |
|---|---|
| CNC Milling Machine | Akira Seiki Performa SR3 |
| Microscope | Stereo Microscopy System XST60 Scanning Electron Microscope (SEM) |
| Surface Texture Measuring Instrument | Accretech Handysurf E-35 |
| Coordinate Measuring System | Mitutoyo Coordinate Measuring Machine (CMM) |
| Micrometer | Tapered-nosed micrometer (model Mitutoyo IP 65) |
| Thermal properties analyzer | KD2 Pro Thermal Properties Analyzer |
| Workpiece material | Inconel 718 (94 mm × 68 mm × 10 mm) |
| Cutting tool material and coating | Tungsten carbide (WC-Co) and TiAlN |
| Type of drill bit | Twist drill (Ø 6 mm) |
| Point and helix angle | 140° and 30° |
| Cutting fluids | Castor, neem, and rice bran oils |
| Cutting speeds and feed | 10, 20 m/min and 0.015 mm/rev |
| Metal Cutting Fluid | Cutting Speed (m/min) | Tool Life (second) | Number of Holes | Tool Failure Mode |
|---|---|---|---|---|
| Castor Oil | 10 | 1582 | 14 | Maximum flank wear |
| 20 | 392 | 7 | ||
| Neem Oil | 10 | 1243 | 11 | |
| 20 | 280 | 5 | ||
| Rice Bran Oil | 10 | 791 | 7 | |
| 20 | 168 | 3 |
| Average Chip Thickness, t (mm) | ||
|---|---|---|
| Cutting speed (m/min) | 10 | 20 |
| Feed rate (mm/rev) | 0.015 | |
| Castor oil | 0.230 | 0.220 |
| Neem oil | 0.250 | 0.230 |
| Rice bran oil | 0.293 | 0.256 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Safie, N.S.S.; Murad, M.N.; Lih, T.C.; Azmi, A.I.; Wan Hamzah, W.A.; Danish, M. Roles of Eco-Friendly Non-Edible Vegetable Oils in Drilling Inconel 718 through Minimum Quantity Lubrication. Lubricants 2022, 10, 211. https://doi.org/10.3390/lubricants10090211
Safie NSS, Murad MN, Lih TC, Azmi AI, Wan Hamzah WA, Danish M. Roles of Eco-Friendly Non-Edible Vegetable Oils in Drilling Inconel 718 through Minimum Quantity Lubrication. Lubricants. 2022; 10(9):211. https://doi.org/10.3390/lubricants10090211
Chicago/Turabian StyleSafie, Nur Syahilia Syahira, Muhamad Nasir Murad, Tan Chye Lih, Azwan Iskandar Azmi, Wan Azmi Wan Hamzah, and Mohd Danish. 2022. "Roles of Eco-Friendly Non-Edible Vegetable Oils in Drilling Inconel 718 through Minimum Quantity Lubrication" Lubricants 10, no. 9: 211. https://doi.org/10.3390/lubricants10090211
APA StyleSafie, N. S. S., Murad, M. N., Lih, T. C., Azmi, A. I., Wan Hamzah, W. A., & Danish, M. (2022). Roles of Eco-Friendly Non-Edible Vegetable Oils in Drilling Inconel 718 through Minimum Quantity Lubrication. Lubricants, 10(9), 211. https://doi.org/10.3390/lubricants10090211