The presentation of the different results obtained from the various characterization steps performed in the actual study will be divided accordingly to the previous section in order to maintain the overall manuscript as concise and clear as possible.
3.2. Topographical Characterization of Micro-Ridged LSR Pads
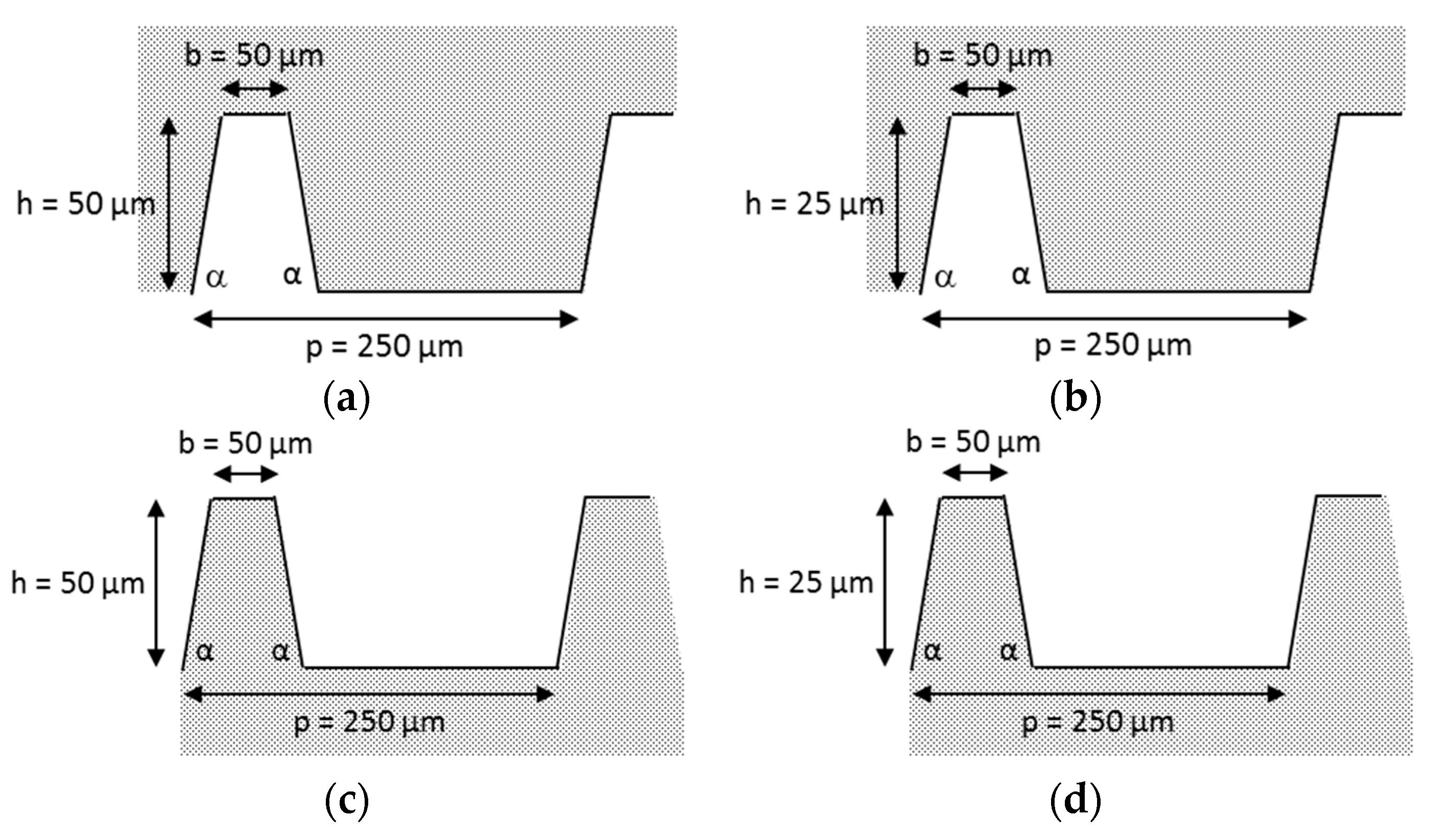
As already described earlier, the micro-grooved injection molds were used for the production of micro-structured LSR pads, with the aim of obtaining a high replication of the micro-structures from the molds onto the elastomer pads. A small vertical line was observed in the middle of both pads and was actually a replicate of a tiny orientation line marked at the center of the molds to be structured which served as a guideline during the laser processing. The influence of this centerline on the friction behavior of the LSR pads is thought to be minimal since its depth is significantly smaller than the depth of the produced micro-ridged structures. The replication degree of the micro-grooves onto the LSR pads was determined by measuring the micro-ridges dimensions using the aforementioned 3D noncontact optical surface roughness apparatus.
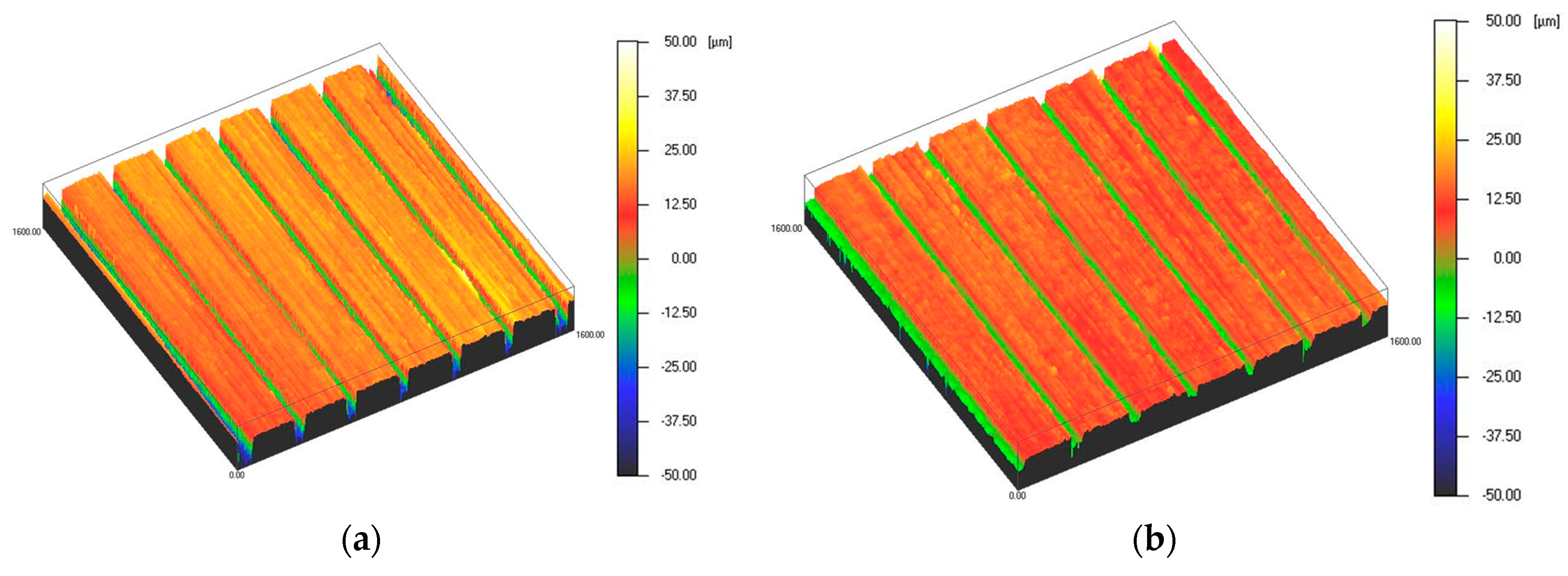
A detailed topographical analysis of both micro-ridged structures produced on LSR pads is shown in
Figure 8. First of all for structure 1, it was observed that 2 LSR pads (out of 5 pads) had some surface areas with defects, i.e., the micro-ridges were not properly fabricated. It was observed that micro-ridges were either not present or did not have the desired geometry or dimensions. A typical surface topography of such regions having surface structure defects for structure 1 is shown in
Figure 8a. At this stage of the present study, it is not yet known if these problematic surface areas are due to the fact that LSR did not fill properly some micro-grooves of the injection mold due to the higher depth value of 50 μm or if the micro-ridges on the surface of LSR pads were torn apart from the pad surface during the unmolding step. However, quick visual observations of the surfaces of the injection mold after the injection process did not reveal any traces of LSR trapped in the micro-grooves of the mold. Therefore, based on these visual observations, it is believed that the presence of defect zones on some LSR pads with structure 1 may be due to the fact that a micro-groove depth of 50 μm was probably on the edge of being too deep for the given viscosity of LSR, which impaired a complete filling of the mold’s micro-grooves during the injection molding process. However, the exact cause of these defect zones was not further analyzed, since, as mentioned previously, an optimization of the molding process is not part of the present study.
For all other micro-ridged LSR pads (structure 1: remaining 3 pads; structure 2: all 5 pads), they were all perfectly replicated from the injection molds and had only defect-free micro-structured surfaces, as shown in
Figure 8b,c. Furthermore,
Table 6 lists results of the measurements of the structure dimensions on LSR pads. A comparison of these results with results obtained from the injection molds (
Table 5) shows that the degree of replication of micro-grooved structures from laser-structured injection molds onto LSR pads is relatively high, in which one may observe that the obtained structure dimensions are almost equal to the desired dimensions. From these results obtained from the characterization of the micro-ridged LSR pads, it is clear that the production of defect-free pads having the desired dimensions using laser-structured injection molds is realizable. However, for deep structures such as structure 1 (depth of 50 μm or more), the production of defect-free pads is more challenging and would need further optimization of the molding process, which is not part of the present study. Finally, it is worth noting here that for the friction evaluation (next section) of pads structured with structure 1, only defect-free LSR pads were used.
3.3. Evaluation of the Friction Coefficient of Benchmark and Micro-Ridged LSR Pads
For each normal load (or force) value under study, the measurements obtained from the tribometer were then plotted in a time diagram showing the normal force and the coefficient of friction during the whole test duration. A typical friction curve obtained from the RVM-tribometer is shown in
Figure 9 (structure 2 against PA for a normal force of 25 N), where the normal force and the coefficient of friction (COF) as well as their averages are shown. The averages were calculated from the sliding portion of the curve, i.e., after the stiction value was reached for the benchmark and also for both micro-ridged structures against both counter plates (Al and PA) and for all applied normal forces. Additionally, exact stiction values were extracted from each curves obtained for the benchmark and also for both micro-ridged structures, again against both plates and for all applied normal forces. Furthermore, from the curve shown in
Figure 9 and as mentioned earlier, it can also be observed that the movement of the pad on the counter plate starts after a pause of approximately 2 s in order to allow time for relaxation of the LSR pads to take place and to allow them to be fully in contact with the counter plate.
For the analysis of the effect of the micro-ridged structures on the friction behavior of LSR, the calculated COF averages and the extracted stiction values were plotted against their corresponding normal forces for the benchmark and for both micro-ridged structures for each counter plate (Al or PA). In order to keep this manuscript clear and concise, results from the sliding friction coefficient will be presented at first followed by the results from the stiction.
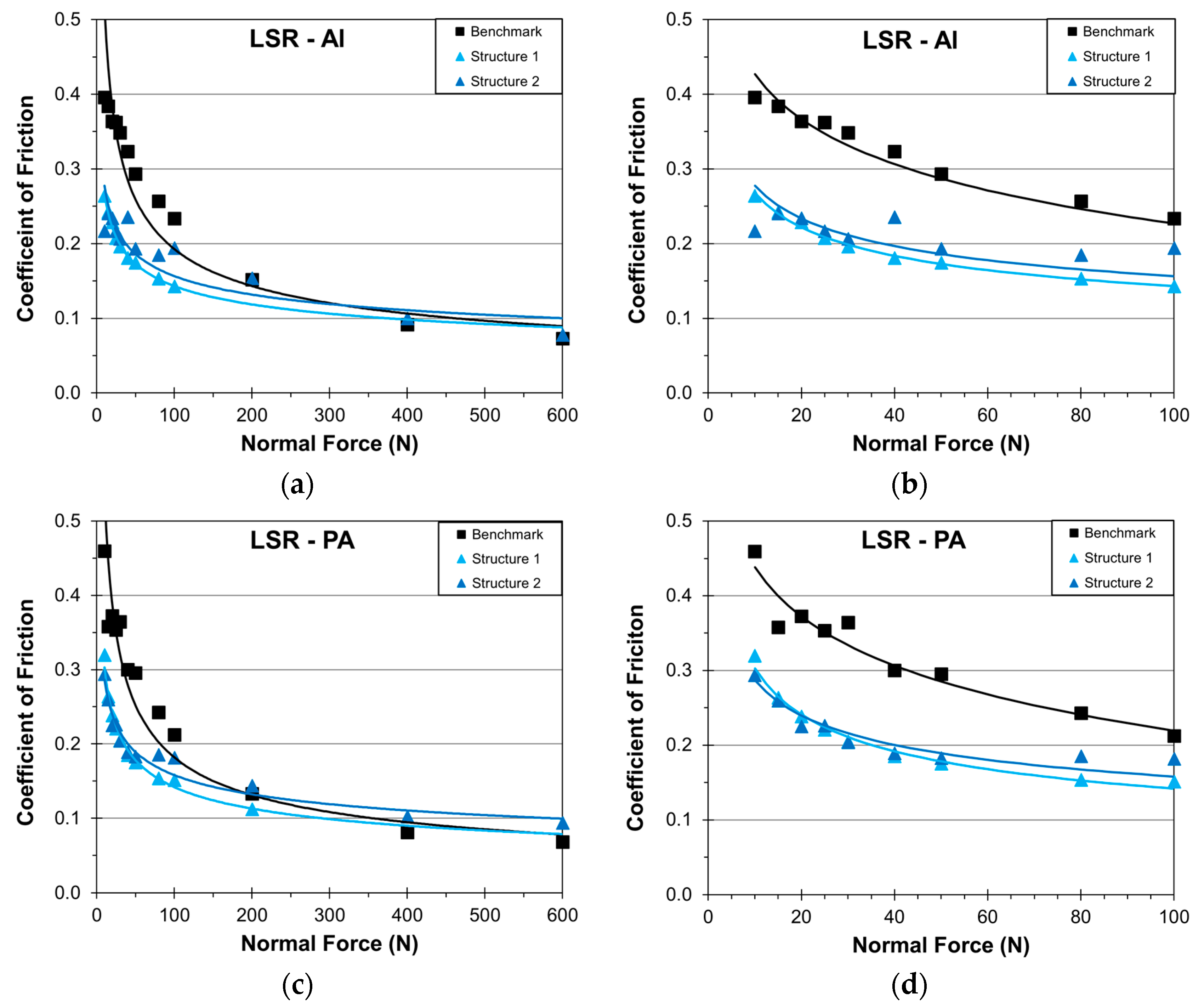
The sliding friction coefficient results of the stepwise load increasing friction tests for the benchmark (unstructured) and of the structured LSR pads (micro-ridged structures 1 and 2) are shown together in
Figure 10a,b against Al and in
Figure 10c,d against PA. Each point represents the calculated average of the friction coefficient (calculated from the sliding section of the obtained curve as shown in
Figure 9) for the specified applied normal force. In all diagrams shown in
Figure 10, trend lines (based on a power function) were added in order to help the reader to obtain a quick visual overview of the load dependency of the friction coefficient for each studied surface structures in comparison to the benchmark. The use of such power function trend lines has no physical reason and should not be used as a phenomenological description of the load dependency of the friction force or friction coefficient; these trend lines were chosen only to enhance the visual clarity of the diagrams shown.
First of all, from a general observation, it may be easily observed in
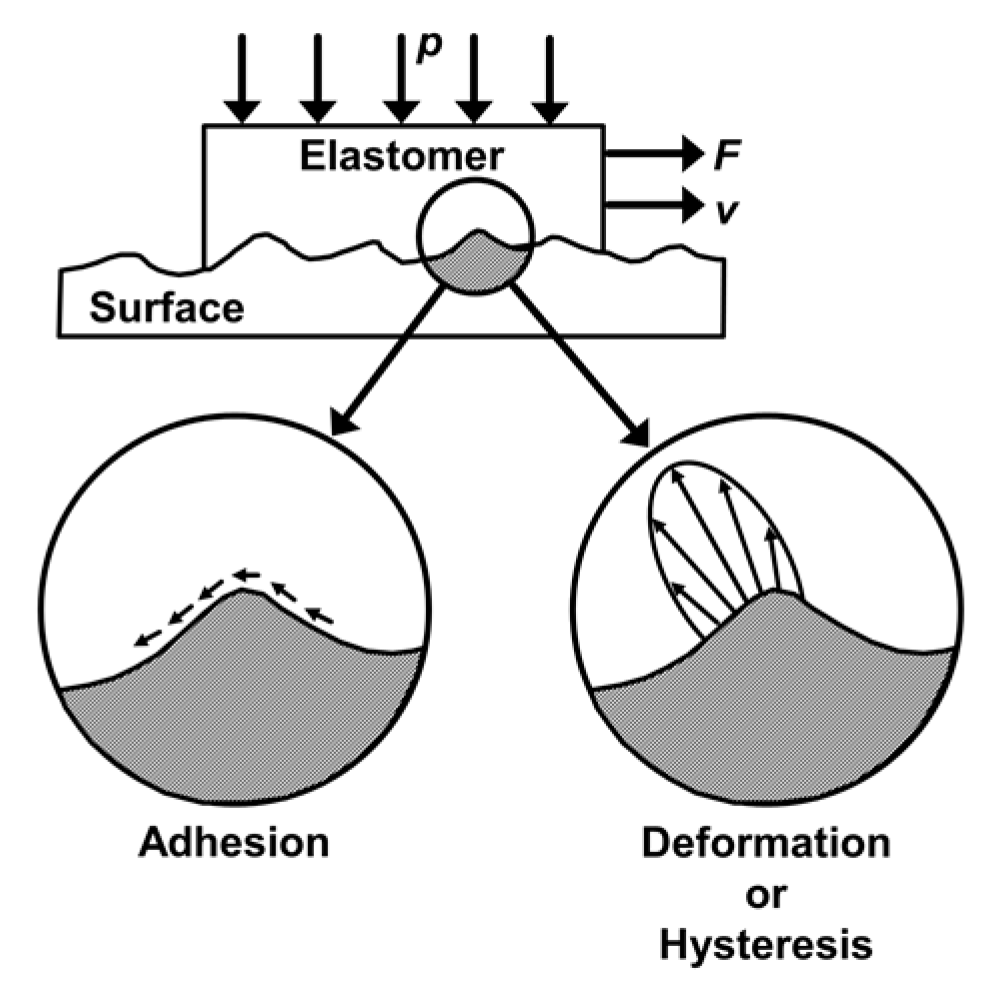
Figure 10, that all curves shown (for the benchmark and also for both structures) possess similar forms; i.e., the friction coefficients increase rapidly when the normal loads are reduced towards zero and when the normal loads are increased, the friction coefficients decrease and tend to reach a constant value which is independent of the normal loads used. These observations were also observed and described in previous studies [
33,
34,
35]. This dependency of the friction coefficient (or friction force) on the normal load is due to the molecular adhesion of the elastomer: the predominance of adhesion is at its highest level for low load values and decreases with increasing normal loads [
33].
Furthermore, by comparing curves shown in
Figure 10b for LSR against Al and
Figure 10d for LSR against PA, one may clearly see that the friction coefficients are slightly higher for the PA plate. This is caused by the fact that, even though the total surface energies of PA and Al from the literature are quite similar, the polar surface energy of PA is however higher than Al, as shown in
Table 7. No values for Al-6082 or for PA6.6GF30 used in the present study were actually found in the literature but nevertheless, one may use the values listed in
Table 7 as approximate values for the actual plate materials investigated and presented in the actual manuscript.
A comparison of the results obtained from structure 1 and from structure 2 shown in
Figure 10 shows that the friction coefficients measured are equivalent for both structures, thus indicating that the variation of the structure depth (50 μm for structure 1 and 25 μm for structure 2) has no significant influence on the adhesion component of the friction force.
A detailed analysis of the results from the sliding friction coefficients of LSR pads against Al or PA can be performed simultaneously since the results show similar tendencies. Diagrams from
Figure 10a,c clearly show that the friction coefficients of both micro-structures are significantly lower than the friction coefficient of the benchmark for normal forces lower than approximately 200 N, and that for normal forces higher than 200 N, no reduction in the friction coefficient may be observed.
The observation that at high loads, no reduction in the friction coefficient can be obtained is believed to be due to the fact that at these high loads, the adhesive component of the friction force is playing a secondary role, thus any reduction of the effective contact area through surface structuring has only small influences on the overall friction coefficient. Furthermore, the load bearing capability of both micro-ridged structures is relatively low, and thus at high normal forces, the micro-ridges do not possess the necessary stiffness to stay in an upright position and are prone to bend themselves under the imposed unidirectional movement, thus increasing significantly the effective contact area of the structured pads to the point of almost reaching the contact area of the benchmark pads and hence, the beneficial effect of a reduction of the effective contact area on the overall friction coefficient is lost. The present hypothesis is confirmed by a previously published work on the adhesive friction behaviors of elastomers, in which it was described that the fact that the friction coefficients become relatively constant for high normal loads implies that the effective contact area increases proportionally to the normal load for high loads [
33].
However, at low normal forces (<100 N) as shown in
Figure 10b,d, it may be seen that a reduction in the effective contact area through surface structuring in the form of micro-ridges may indeed decrease significantly the overall friction coefficient of LSR in comparison to unstructured LSR, which is due to the reduction of the adhesive friction of LSR at these low loads. In more details, for normal forces lower than approximately 40 N, the total coefficient of friction of LSR may be decreased by a factor ranging from 1.5 to approximately 2. However, the reduction factor in the friction coefficient decreases with increasing normal forces, i.e., the beneficial effect of a reduction of the effective contact area on the coefficient of friction of LSR is only significant for a normal load range where the dominance of the adhesive friction is at its highest, i.e., at low normal forces.
The stiction results of the stepwise load increasing friction tests for the benchmark (unstructured) and for the structured LSR pads (micro-ridged structures 1 and 2) are shown together in
Figure 11a,b against Al and in
Figure 11c,d against PA. As for diagrams showing results of the sliding friction coefficient (
Figure 10), in all diagrams shown in
Figure 11, trend lines (based on a power function) were added in order to help the reader to obtain a quick visual overview of the load dependency of the friction coefficient for each studied surface micro-structures in comparison to the benchmark.
As for the friction coefficients results discussed previously, from a general observation, it may be easily observed in
Figure 11, that all curves shown possess similar forms. This dependency of the friction coefficient (or friction force) on the normal load is, as previously mentioned, due to the molecular adhesion of the elastomer: the predominance of adhesion is at its highest level for low load values and decreases with increasing normal loads [
33].
As for the sliding friction coefficients presented previously, one may clearly see that the stiction values are slightly higher for LSR against PA (
Figure 11d) than for LSR against Al (
Figure 11b). As described previously, this is caused by the fact that the polar surface energy of PA is higher than for Al, as listed in
Table 7.
Again, equivalent friction coefficients of both structures 2 (as shown in
Figure 11 indicates that the variation of the structure depth (50 μm for structure 1 and 25 μm for structure 2) has no significant influence on the adhesion component of the friction force.
A detailed analysis of the results from the stiction values of LSR pads against Al or PA can be performed simultaneously since the results show similar tendencies. Furthermore, the results related to stiction show the same trends as the results obtained for the friction coefficients (
Figure 10) and will be here only shortly described, since the influence of the reduced contact area on the stiction of micro-ridged LSR pads is similar as the one observed previously for the friction coefficients.
Diagrams from
Figure 11a,c clearly show that the stiction of both structures are significantly lower than the stiction of the benchmark for normal forces lower than approximately 200 N, and that for normal forces higher than 200 N, no reduction in the stiction may be observed.
Again for high loads, the fact that no reduction in the stiction can be obtained is believed to be due to the fact that at these high loads, the adhesive component of the friction force is playing a secondary role, thus any reduction of the effective contact area through surface structuring has only small influences on the overall friction coefficient. Furthermore, the load bearing capability of both structures is relatively low and thus, the micro-ridges are prone to bend under the imposed unidirectional movement, thus eliminating the beneficial effect of a reduced contact area due to an increased effective contact area. And again, this hypothesis is confirmed by a previously published work on the adhesive friction behaviors of elastomers, in which it was described that the fact that the friction coefficients become relatively constant for high normal loads implies that the effective contact area increases proportionally to the normal load for high loads [
33].
Again at low normal forces (<100 N) as shown in
Figure 11b,d, a reduction in the effective contact area through surface structuring in the form of micro-ridges may indeed decrease significantly the stiction in comparison to unstructured LSR, which is due to the reduction of the adhesive friction of LSR at these low loads. Again for normal forces lower than approximately 40 N, the stiction of LSR may be decreased by a factor ranging from 1.5 to approximately 2. However, similar to the previous observations made for the friction coefficients, the reduction factor in the stiction decreases with increasing normal forces, i.e., the beneficial effect of a reduction of the effective contact area on the stiction of LSR is only significant for a normal load range where the dominance of the adhesive friction is at its highest, i.e., at low normal forces.
An optimization of the load carrying capability of the investigated structure geometries may represent a necessary step for an eventual deployment of such micro-structured elastomers in any industrial applications, where not only low loads but also high normal loads prevail. One possibility relies on a pin-pointed elastomer-specific optimization of the ratio between the width and the height of the micro-ridges. It is logical that narrow micro-ridges have the tendency to be more deformable than wide micro-ridges and these dimensions (and their ratio) must be specifically optimized for each elastomer to be used in any industrial application. However, this sort of structure/material optimization, which implies a major appropriation of resources, is out of scope of the present study.
Finally, as mentioned earlier, the durability or wear resistance of the present micro-ridged surface structures on LSR has not yet been studied but is planned to be part of near future investigations.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}