1. Introduction
Mechanical components, and in particular hydraulic components, are often subject to sliding contacts and high contact pressure, which cause several failure modes such as delamination, seizure, noise, vibrations, and fatigue crack due to friction and wear [
1,
2,
3]. The efficiency improvement in piston pumps and motors is one of the most important goals in the development of these machines [
4,
5]. A small improvement in pump efficiency in terms of percentage points (%) has a significant impact in terms of noise, efficiency, and reduced consumption in many technologies, such as CVT (Continuously Variable Transmission) power split [
6].
The reduction in both friction and wear is very important to ensure high efficiency and extension of the component life. Typically, the problem of friction and wear is dealt with by using lubricants, but in some cases such as a low rotation speed, lubrication is insufficient. For this reason, we use coatings capable of guaranteeing dry lubrication, for example lead bronze [
7,
8,
9]. However, solid lubricants such as lead are now being decommissioned because of their toxicity.
The increasing request for high efficiency anti-friction coatings from modern industries has pushed researchers towards the development of new technologies, such as PVD-TiN coating [
10,
11] or a super-hydrophobic/super-oleophobic nanostructured surface [
12,
13,
14]. Another technology studied to enhance the tribological property of materials is surface texturing. Surface texturing has been known for a long time, as shown by the numerous studies reported in the scientific literature [
15,
16,
17,
18]. The use of texture to improve the performance of mechanical systems and reduce friction and wear is particularly used in the automotive field, as demonstrated by numerous scientific studies [
19,
20,
21,
22,
23]. Borghi et al. [
24] have studied the effects of surface modification by laser texturing on tribological performances of nitriding steel for high-performance engine applications. Vladescu et al. [
25] have investigated the effect of surface texture on friction for a convergent–divergent bearing, operating under different lubrication regimes. However, almost all the scientific works analysed investigate the tribological behaviour of texturing subjected to loads varying between 5 and 100 N [
26,
27,
28].
The novelty of this paper is the use of extremal working condition to analyse the applications of surface texturing on hydraulic pumps and motors, which represent some of the components most studied for the application of this technology [
29,
30,
31,
32]. Another innovative aspect is the use of surface texturing on a lead bronze alloy, which already has anti-friction characteristics.
To reduce friction and wear, different shapes of texture can be used, such as dimples, holes, cavities or asperities, but the most used is the micro-dimples; moreover, the effect of the spatial arrangement of the dimples could be evaluated. There are many techniques to achieve surface texturing including etchant, ion beam texturing, embossing, and laser surface texturing (LST), which is the most applied technique [
33] and has been used in this work.
Texturised surfaces have numerous advantages in terms of mechanical and tribological behaviour. In fact, the presence of micro-incisions, allows an improvement of the tribological behavior in the case of starved lubrication, as the dimples act as oil reservoir [
34]. While, in the case of hydrodynamic or mixed lubrication, the micro-dimples behave like hydrodynamic bearings [
35]. Another important feature of texturised surfaces is the ability to reduce abrasive wear, as micro-engravings behave like traps for debris.
In this paper different types of textures were tested, varying the diameter, depth, and density of the dimples, using the pin on disk technique. After the tribological tests, failure analysis was performed in order to evaluate the impact of the texture on the lead bronze coating.
2. Materials and Methods
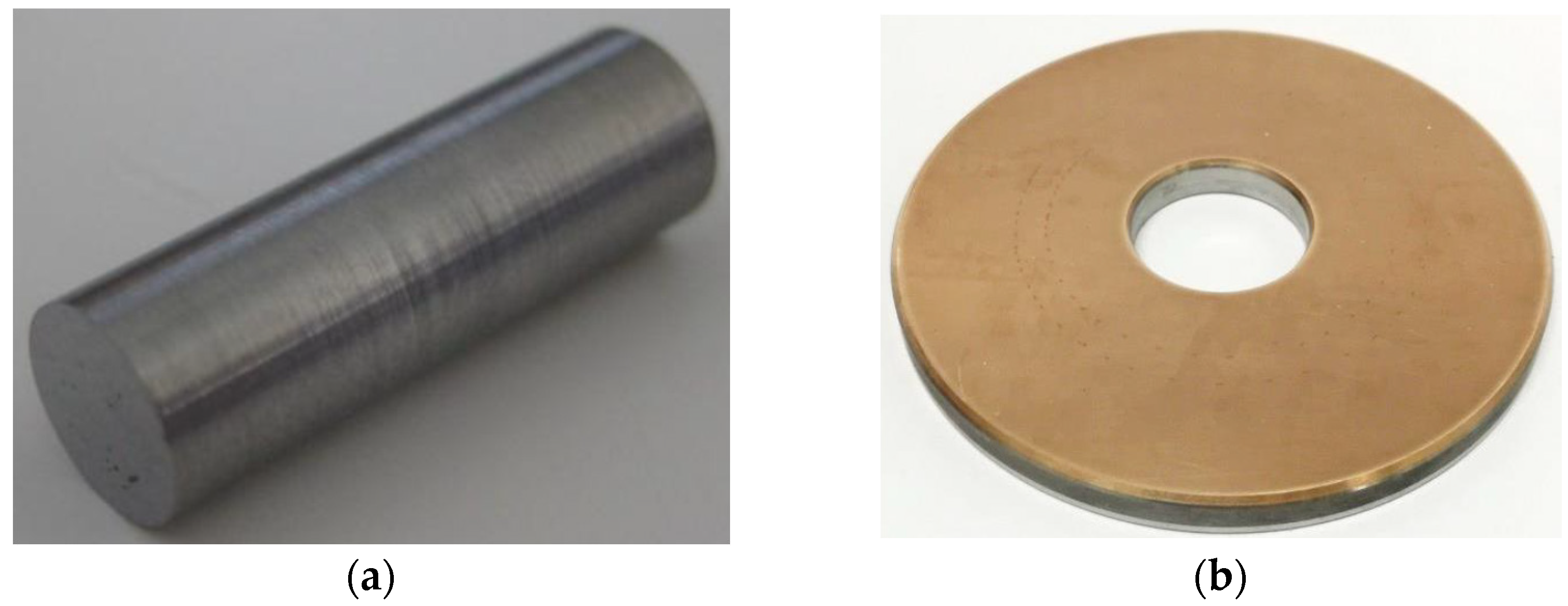
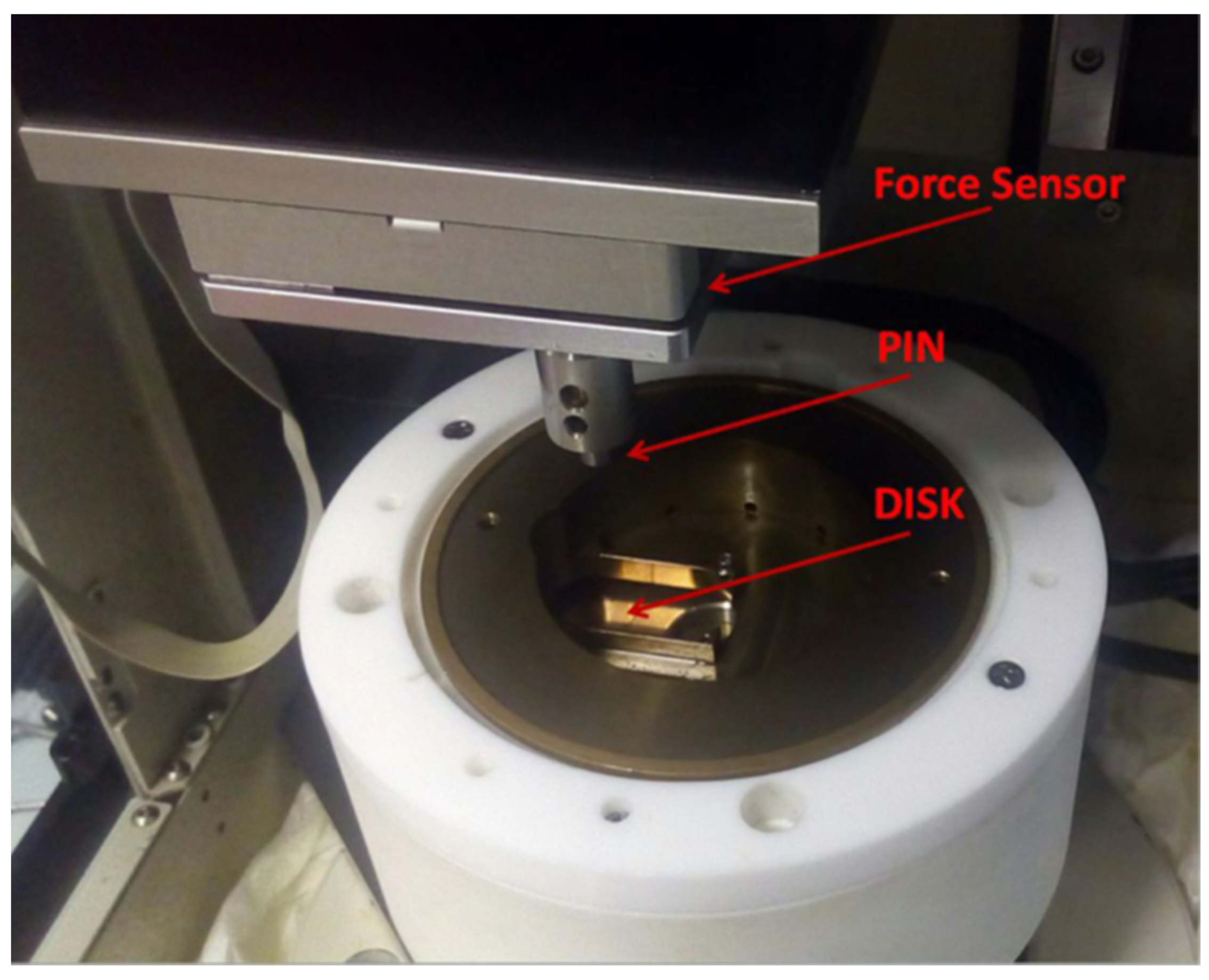
The tribological tests were performed by using reciprocating tester. The tribo-system consists of the stationary sample (counter-specimen) pressed at the required load against the cylinder sample (specimen) performing reciprocating motion. The coefficients of friction and wear were calculated using a UMT-3 tribometer in the configuration pin-on-disc (CETR Ltd., USA), according to ASTM G99-05 (2010). A cylinder pin (
Figure 1a) of 100Cr6Steel (diameter 6.0 mm, length 20.0 mm) is placed in contact with a known and regulated vertical load (constant) on the surface of the discs (a 70.0 mm diameter with a bronze thickness of 0.8 mm) (
Figure 1b). From the measurement of the lateral force, it is possible to obtain the coefficient of friction by the ratio between the lateral and vertical force.
The tribological tests have been performed with specimens fully immersed in the lubricant bath. The oil lubricant used was LI-HIV 46 (viscosity index 175). It is used in hydraulics machines, such as pumps and motors.
Table 1 shows the characteristics of the lubricating oil.
The temperature system is composed by a thermocouple immersed in the oil bath. The test parameters are shown in
Table 2.
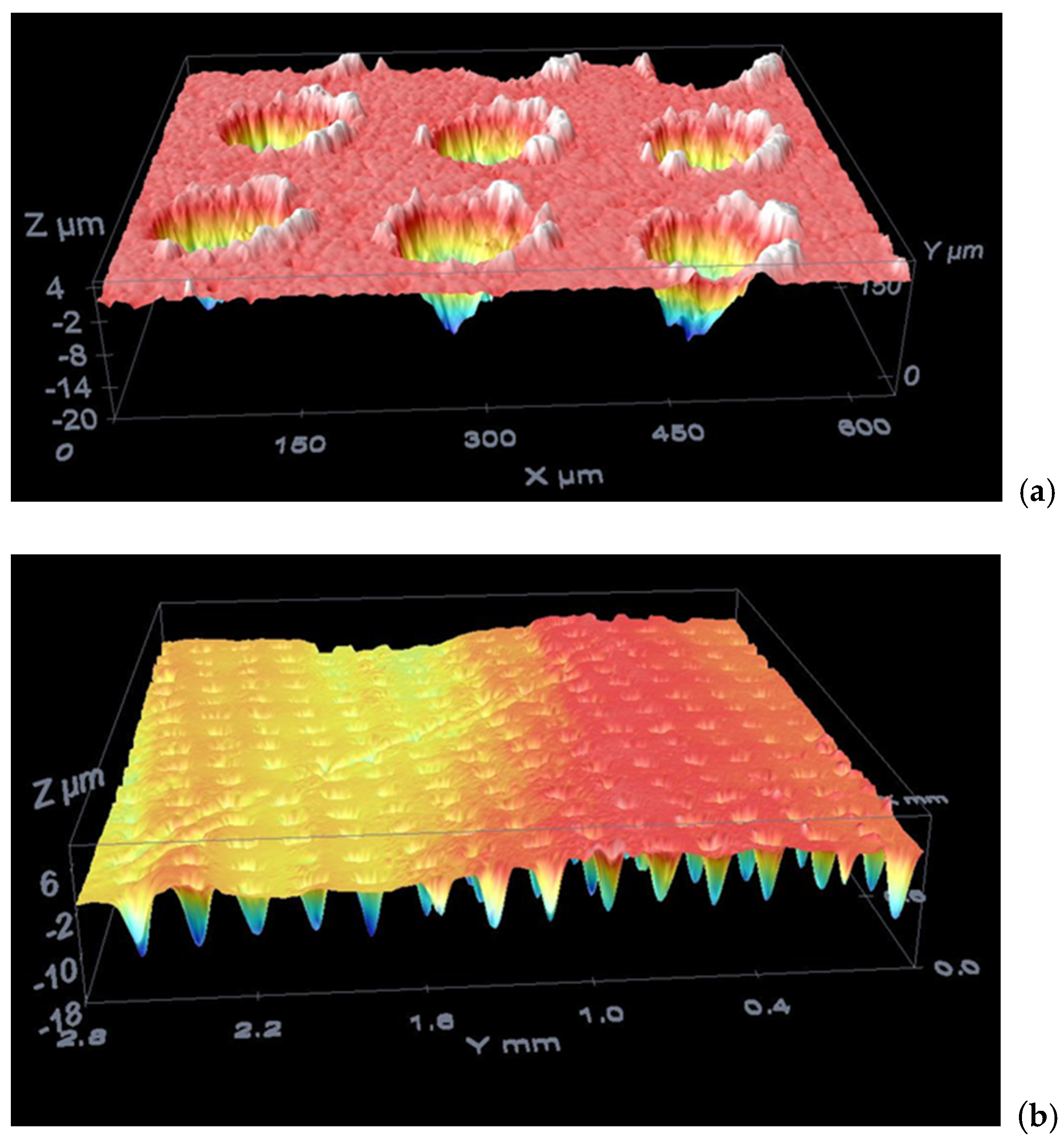
The micro-structured surface on bi-metal cylinder disk samples have been realised using surface laser texturing technique. Nine typologies of texture, varying diameter, depth, and density of the dimples on the surface have been produced. The features of the different kind of samples are reported in
Table 3.
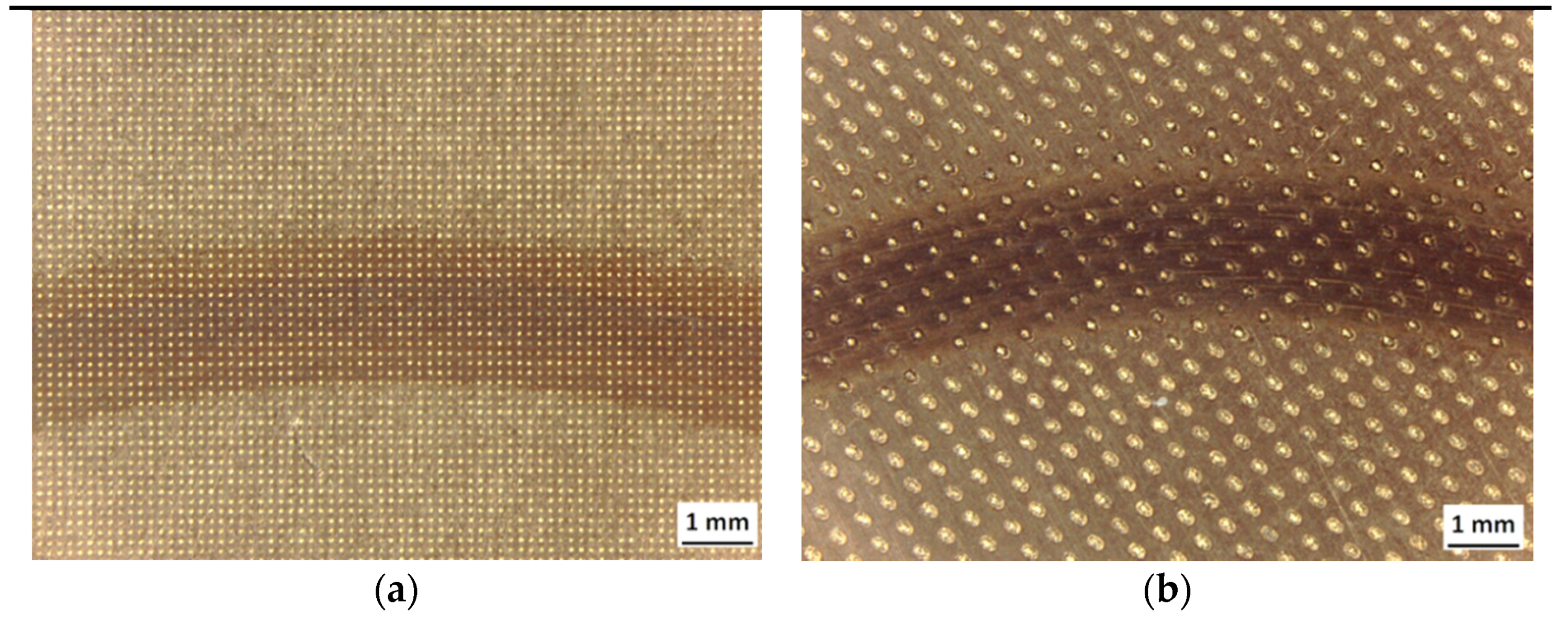
In total, 36 samples were realised; they can be classified in four classes labelled with the letters A, B, C, D. As shown in
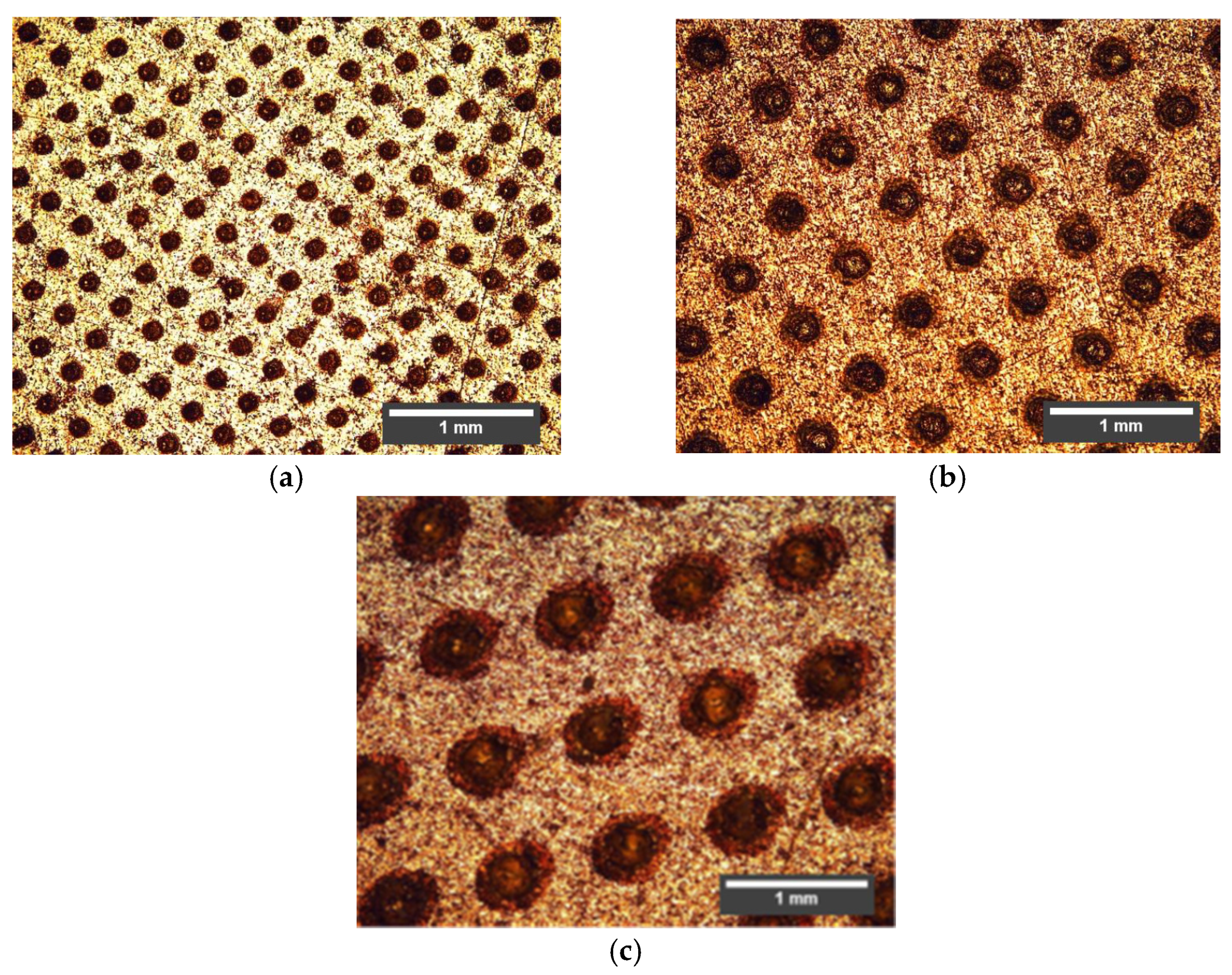
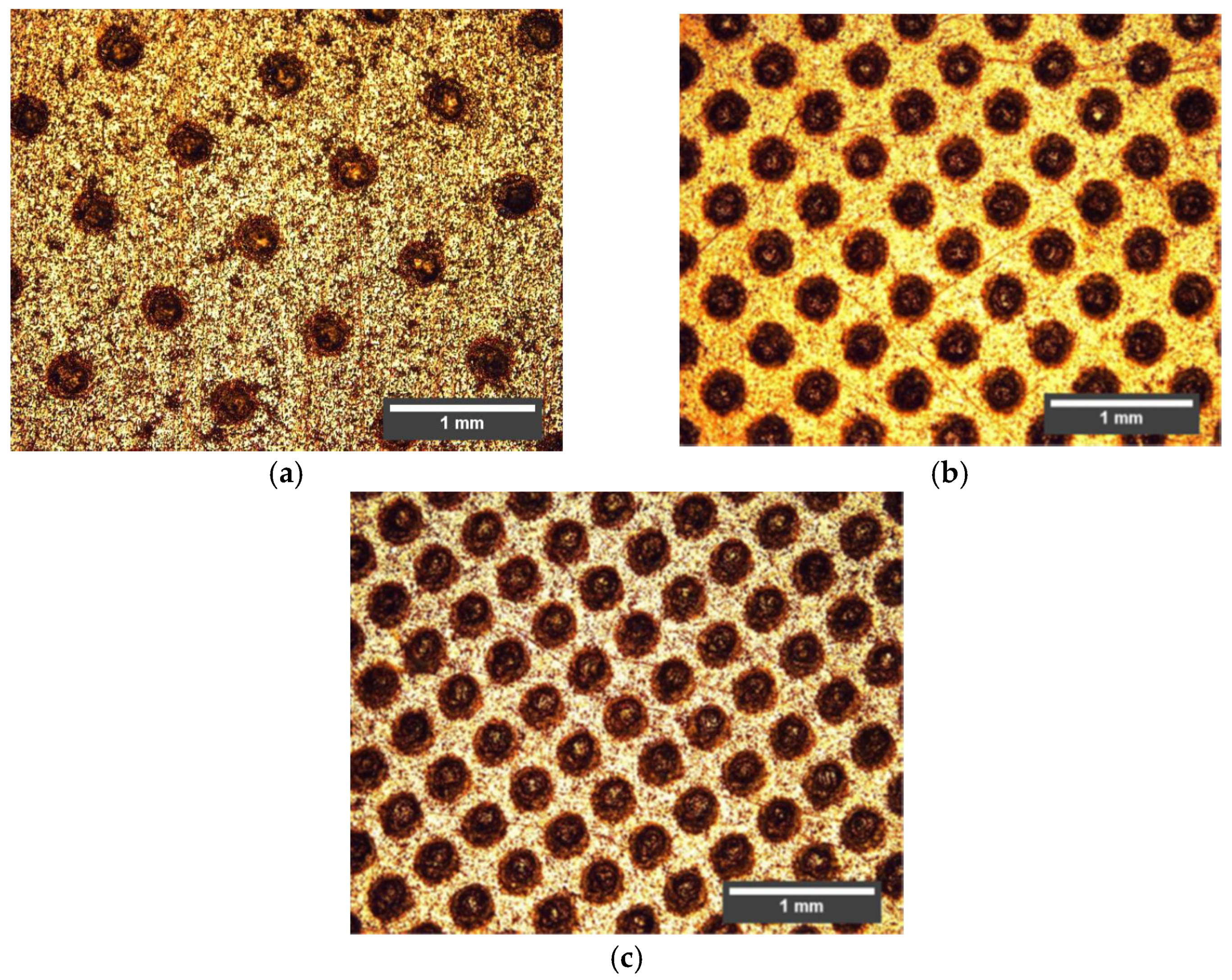
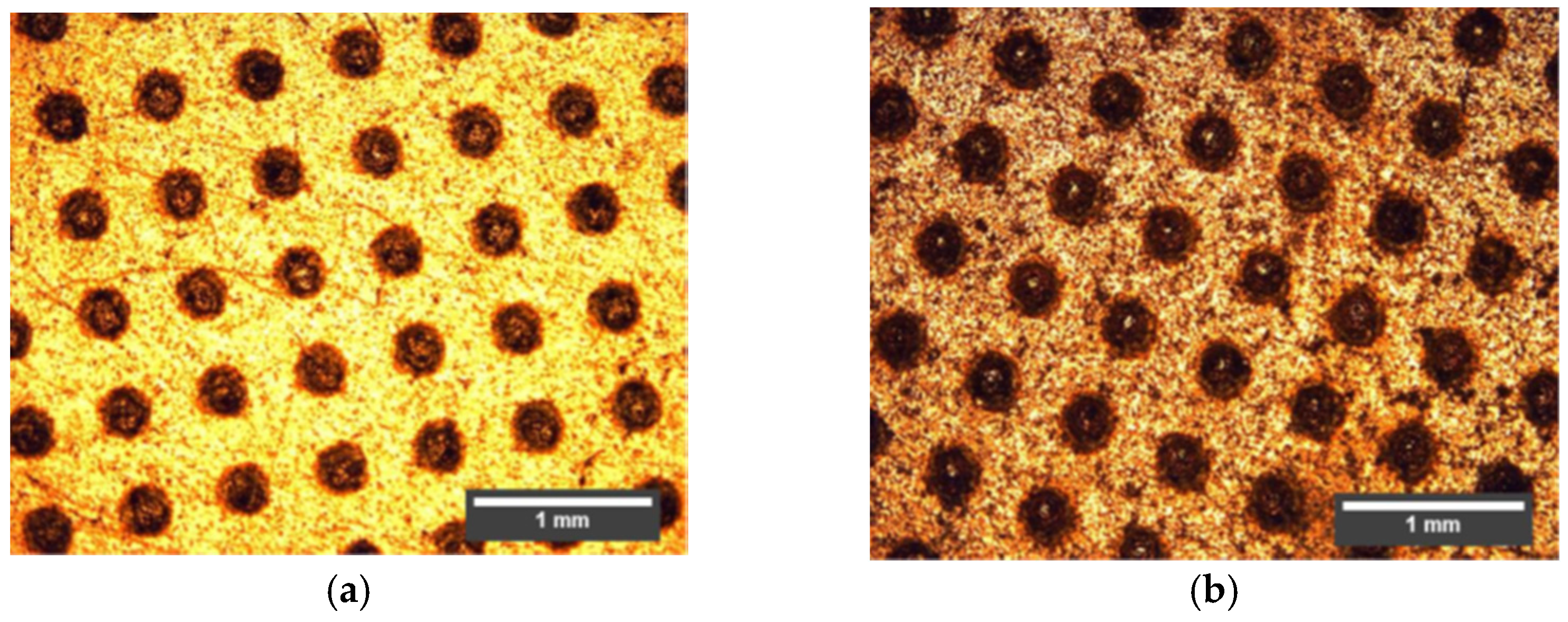
Table 3, the samples A is “as produced”, without any kind of texture; the samples in B (
Figure 3a–c) were produced by changing the diameter of the dimples, keeping a fixed depth and density of dimples; the samples in C (
Figure 4a–c) were made by changing the density, keeping an unchanged depth and diameter of dimples. The latter kind of samples in D (
Figure 5a,b) were produced by changing only the depth of the dimples. The surface laser texturing was carried out on lead bronze specimens (EN CC496K). This material is typically used for anti-friction coating in the hydraulic industry. In this case, it is used as a coating for valve plates and cylinder blocks in axial piston pumps.
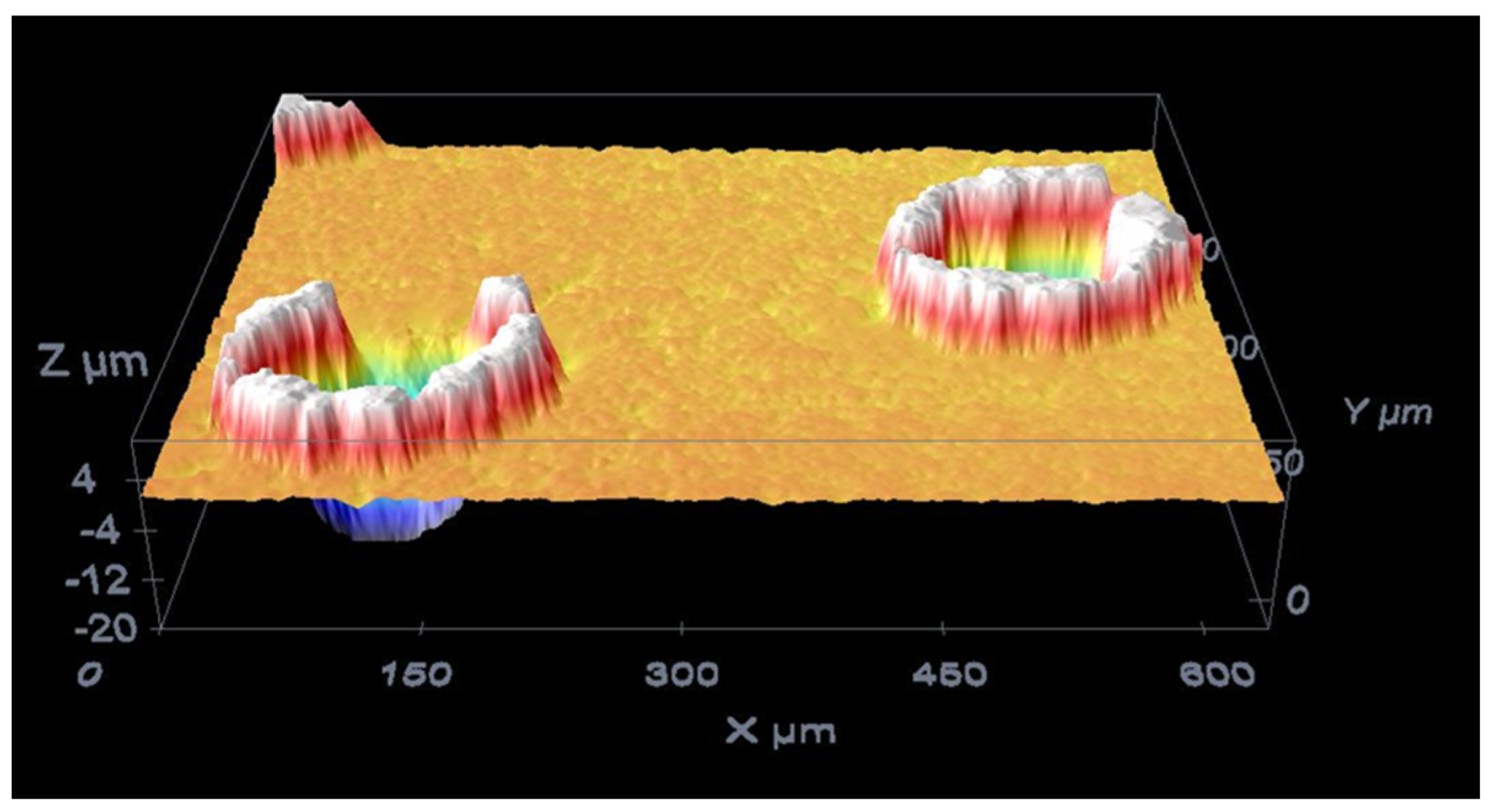
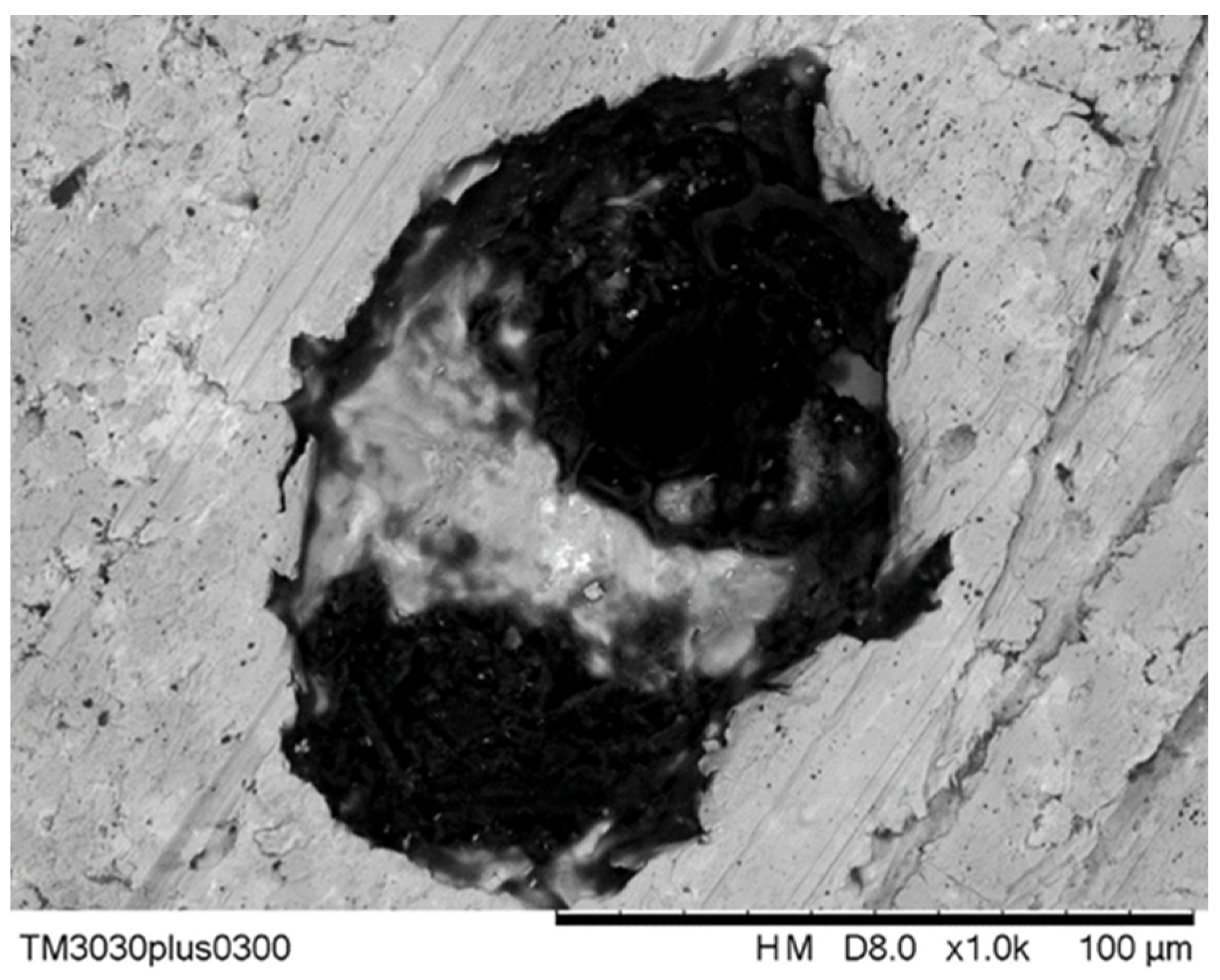
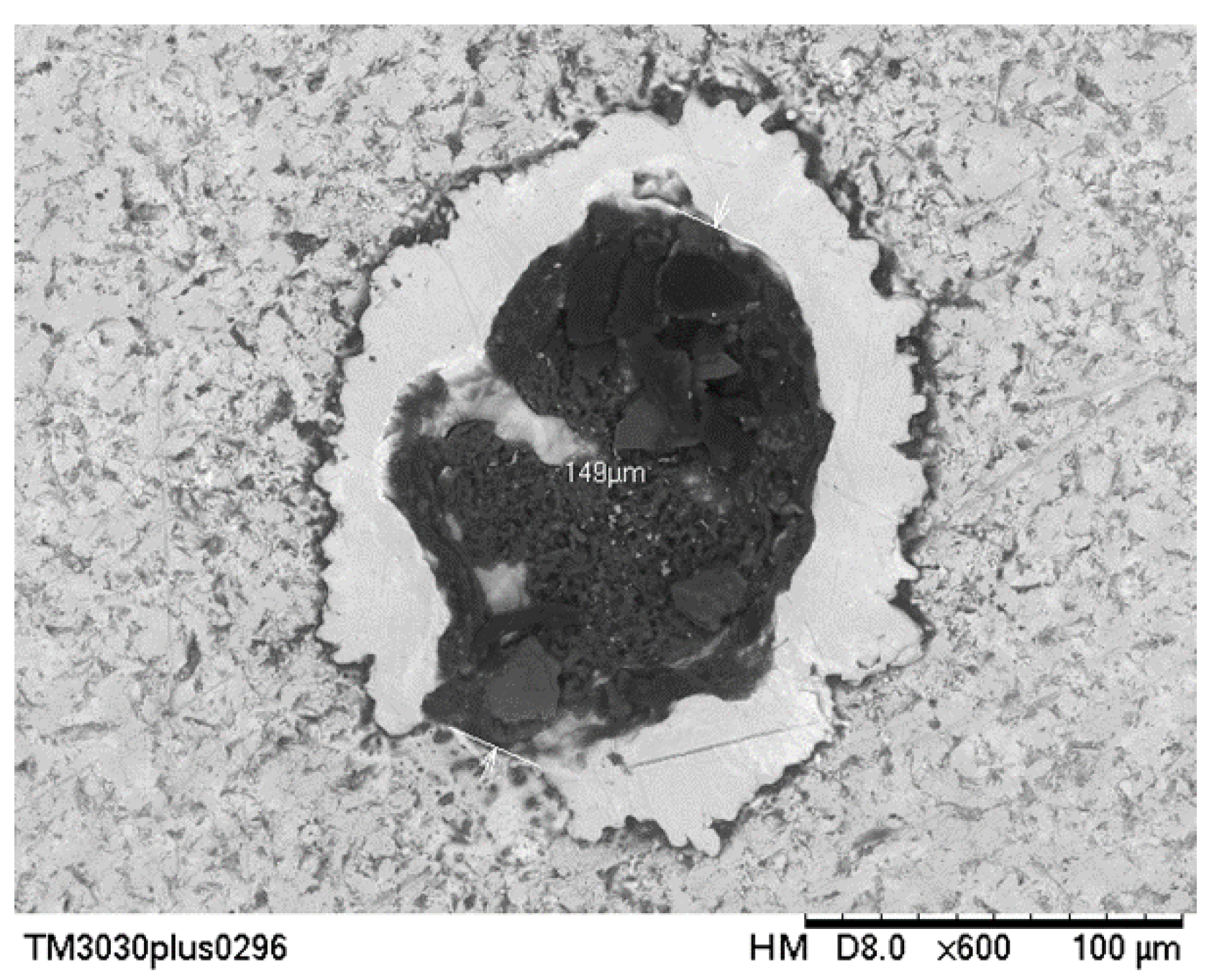
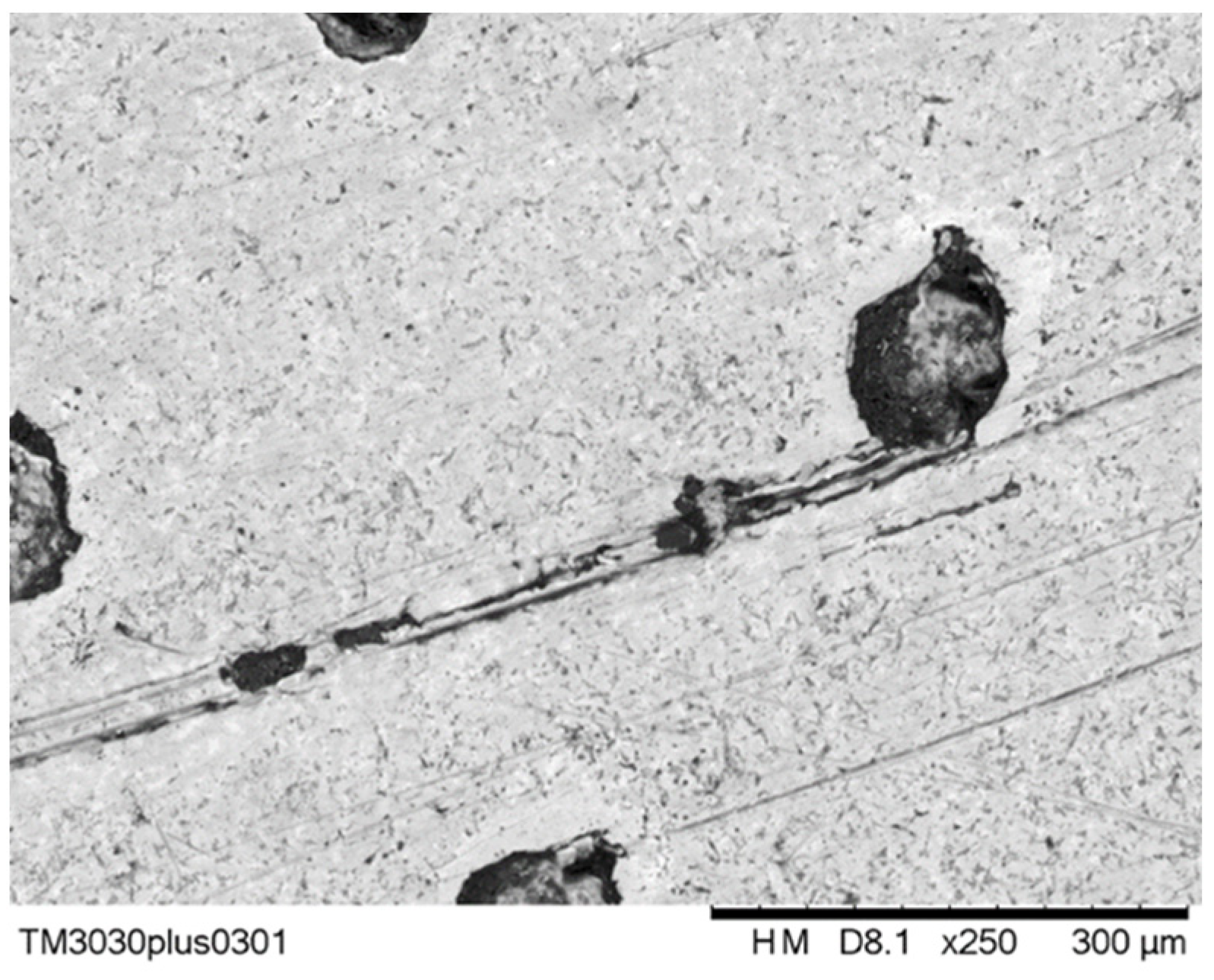
A failure analysis was performed to characterise the influence of the dimples and the microstructure of the bronze alloy subjected to the tribological test through the use of an optical microscope (OM), a scanning electronic microscope (SEM) equipped with an EDS probe, and a confocal microscope. The optical microscopy was carried out by means of a LEICA stereomicroscope (LEICA Microsystems GmbH, Wetzlar, Germany), while the SEM microscopy was carried out by TM3030PLUS (HITACHI, Tokyo, Japan). Confocal microscopies (Leica DCM 3D) were performed with a 100× lens whose characteristics are shown in the
Table 4.
4. Conclusions
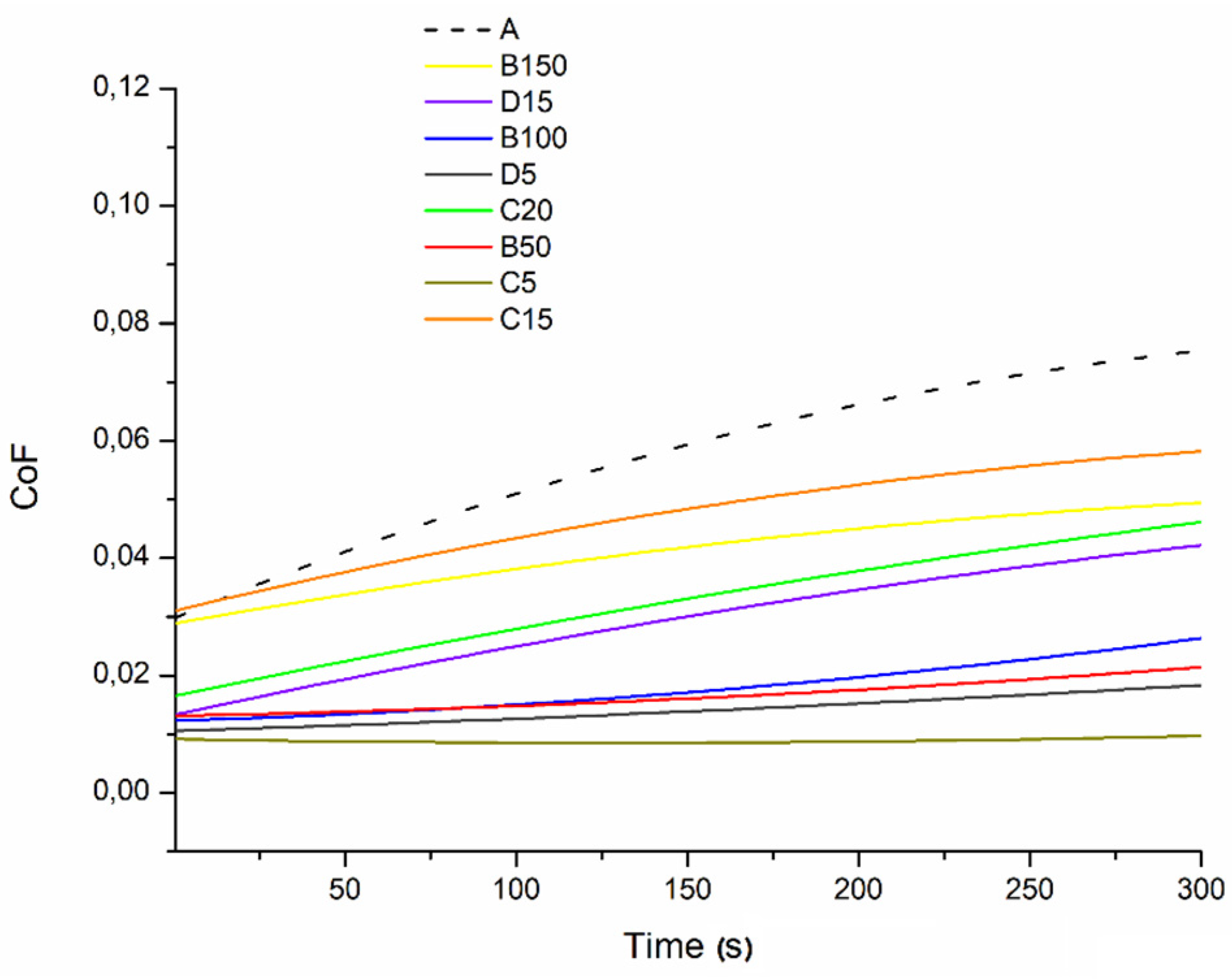
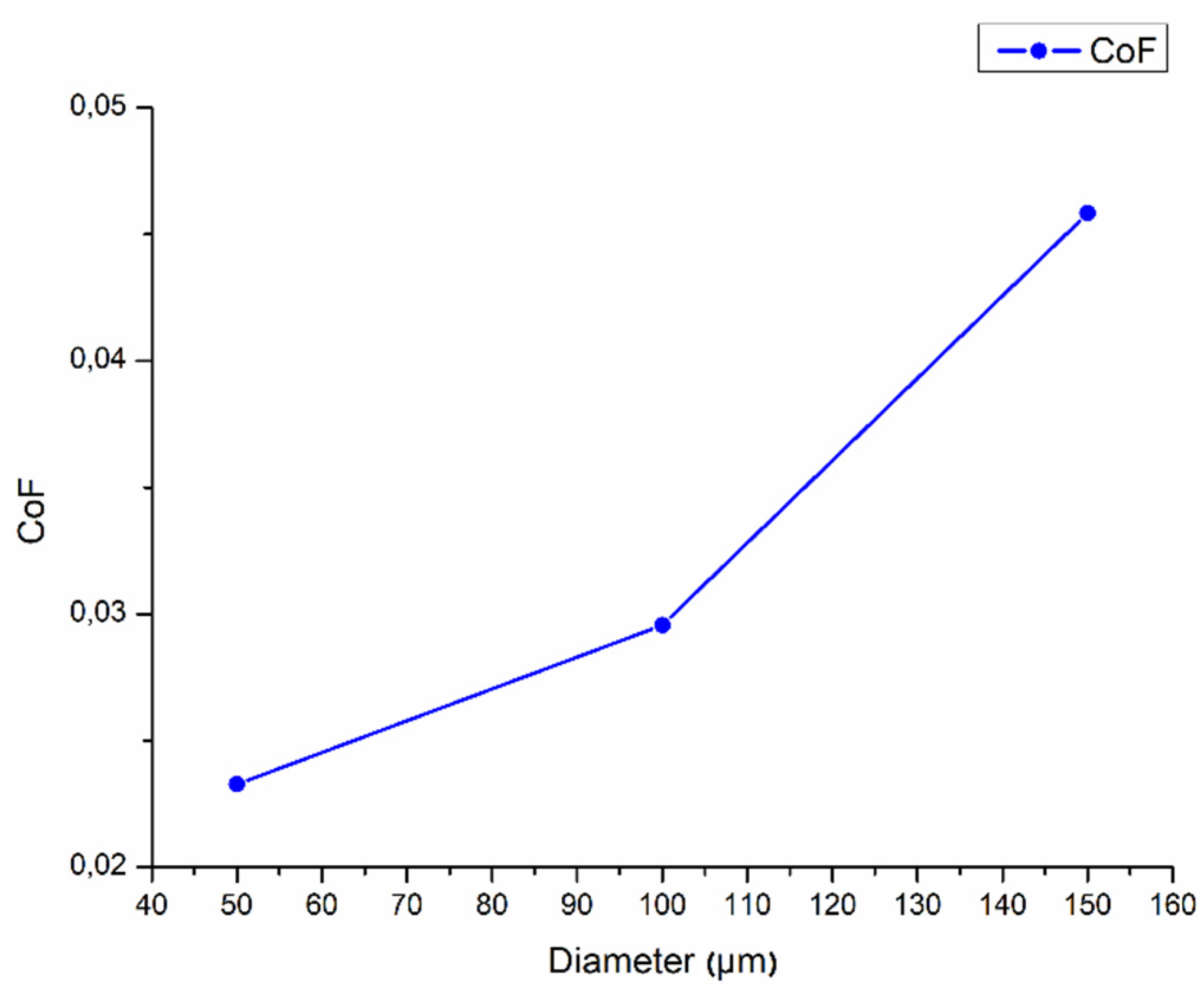
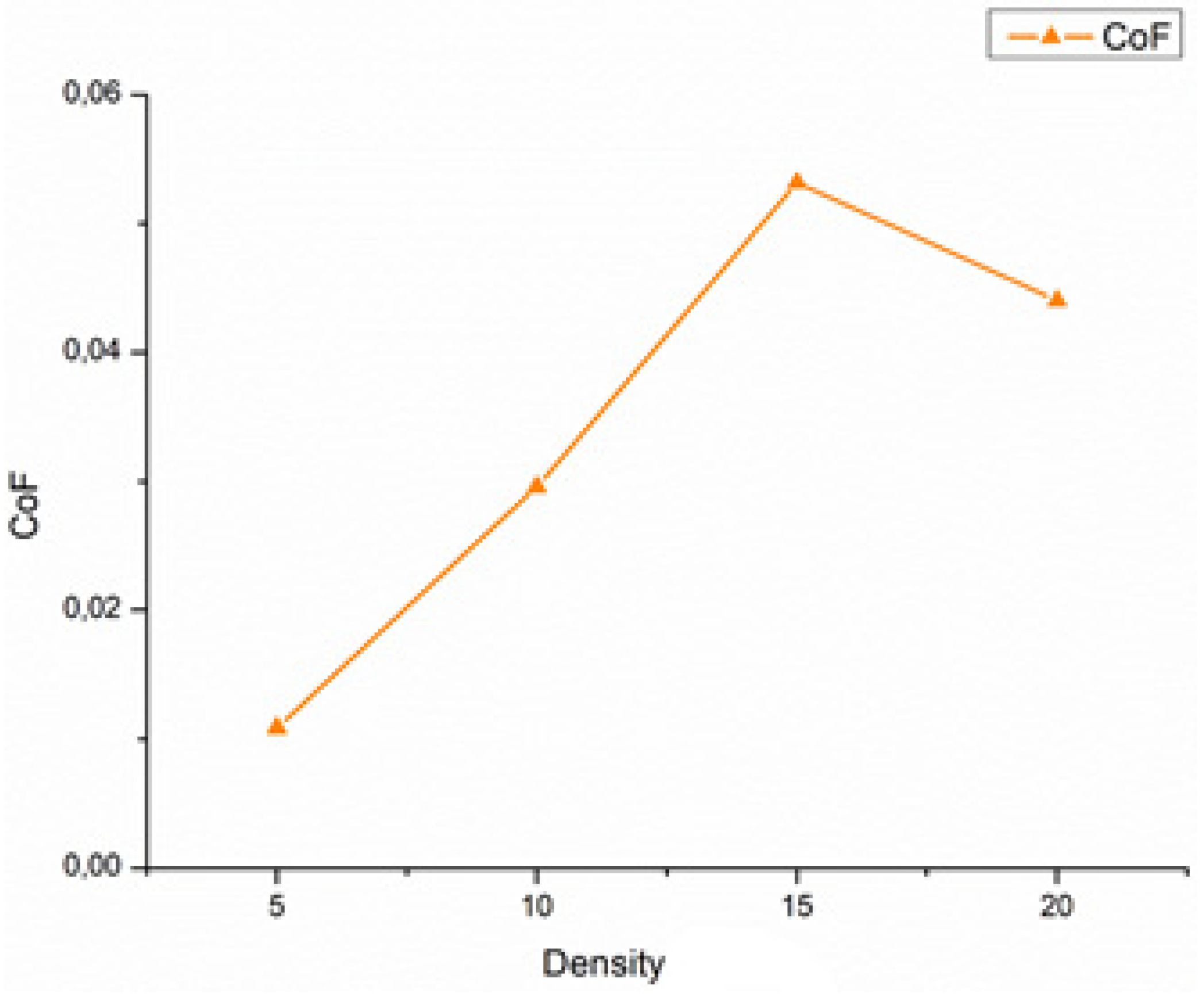
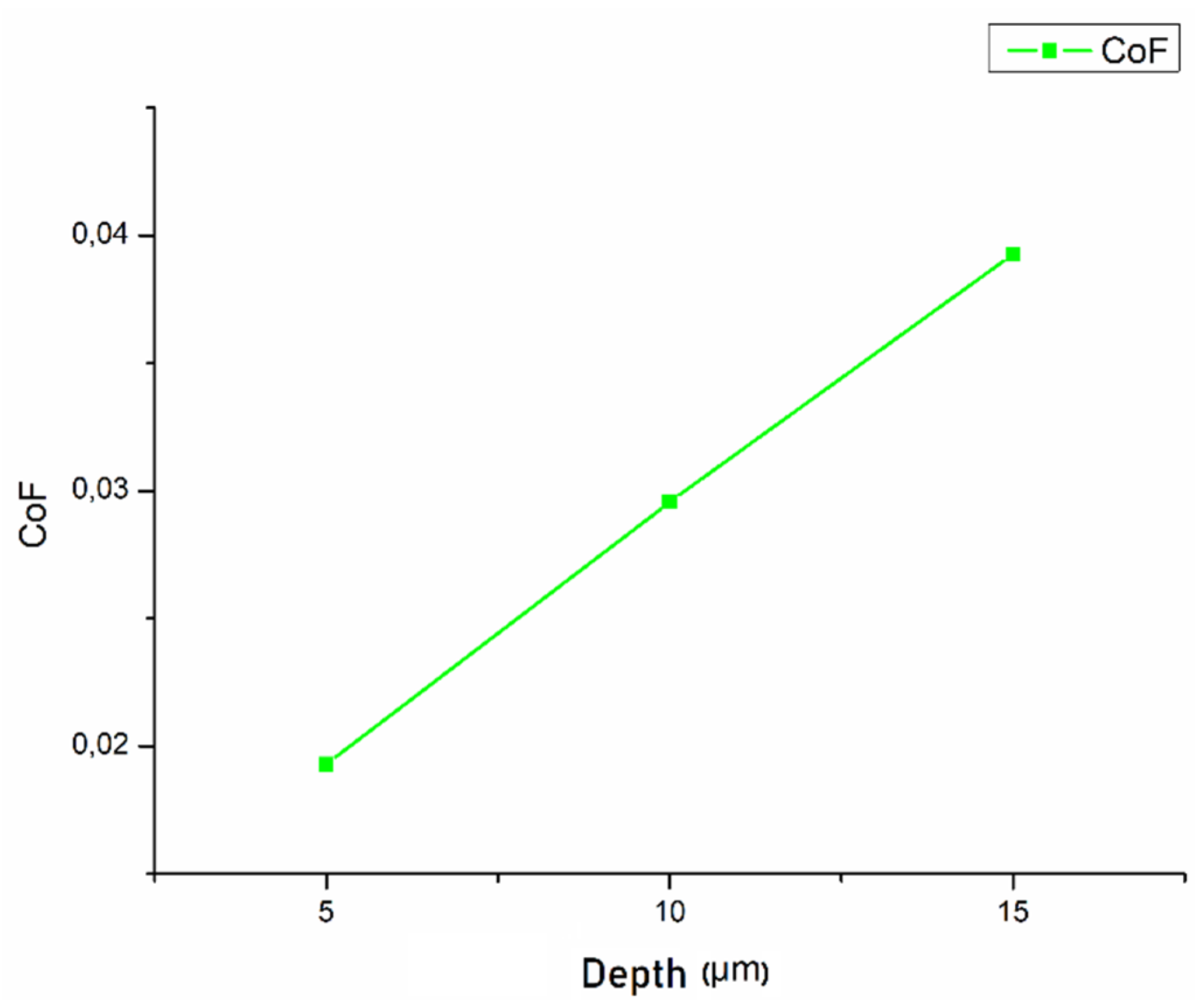
In order to increase the efficiency of components that work under reciprocating sliding, the application of the surface texture on an antifriction coating used in the automotive and hydraulic fields was tested. By using a low economic impact technique such as surface laser texturing, it is possible to decrease the friction coefficient of a surface and at the same time increase the oleophobicity and therefore improve lubrication, especially in starved lubrication conditions. The improvement in lubrication due to surface texturing influenced the COF value which remained low for almost all types of textures, even under extreme load conditions. The study was carried out on a lead bronze alloy which, owing to the lubricating characteristics of lead, maintains a low friction coefficient. Three types of specimens were tested by varying the geometric characteristics of the dimples, i.e., diameter (class B), density (class C), and depth (class D). It has been demonstrated that by decreasing the diameter of the dimples, the CoF also decreased. Additionally, by increasing the depth of the dimples, the CoF increases. On the other hand, increasing the surface density of the dimples increases the CoF. The results obtained are very interesting and show how the application of the surface texture affects the decrease in the friction coefficient, which assumes a lower value for all textured samples than untextured, which demonstrates how the alloy used already has high anti-friction properties due to the presence of lead which acts as a solid lubricant. The future challenge is to eliminate lead from the bronze alloy, due to its toxicity, and to use the texture to keep the friction coefficient low.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







