Design and Analysis of an Aerostatic Pad Controlled by a Diaphragm Valve






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. The Compensated Pad
2.1. Description and Functioning
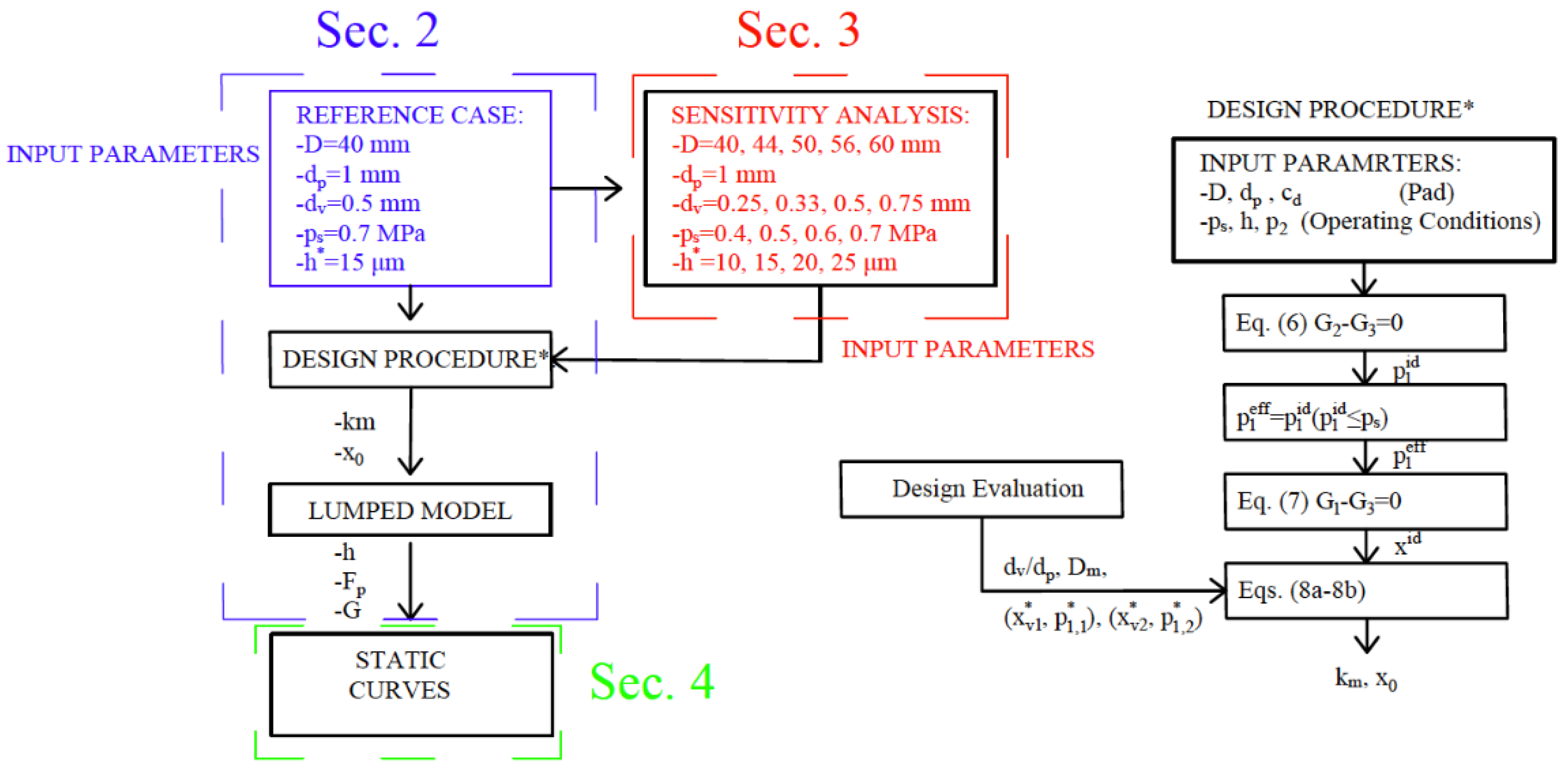
2.2. Design Procedure
- the stiffness of the diaphragm ();
- the initial position of the nozzle with respect to the diaphragm ().
- the air mass flow rate ;
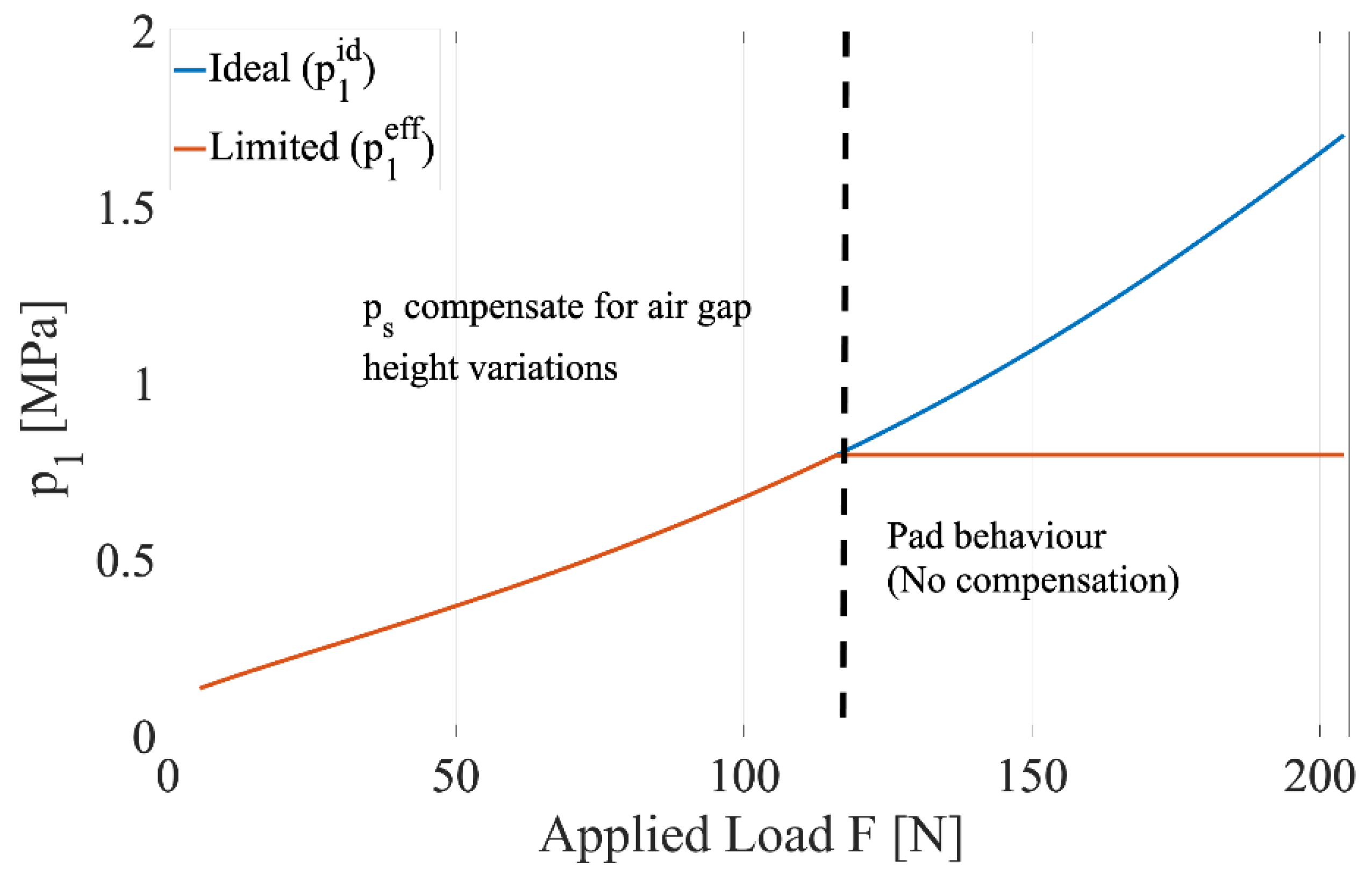
- the effective supply pressure that the valve must supply to the pad ,
| Pad behaviour (Case 1) | |
| Valve compensation (Case 2) |
2.3. Computational Algorithm to Obtain the Bearing Features
3. Sensitivity Analysis
4. Results and Discussion
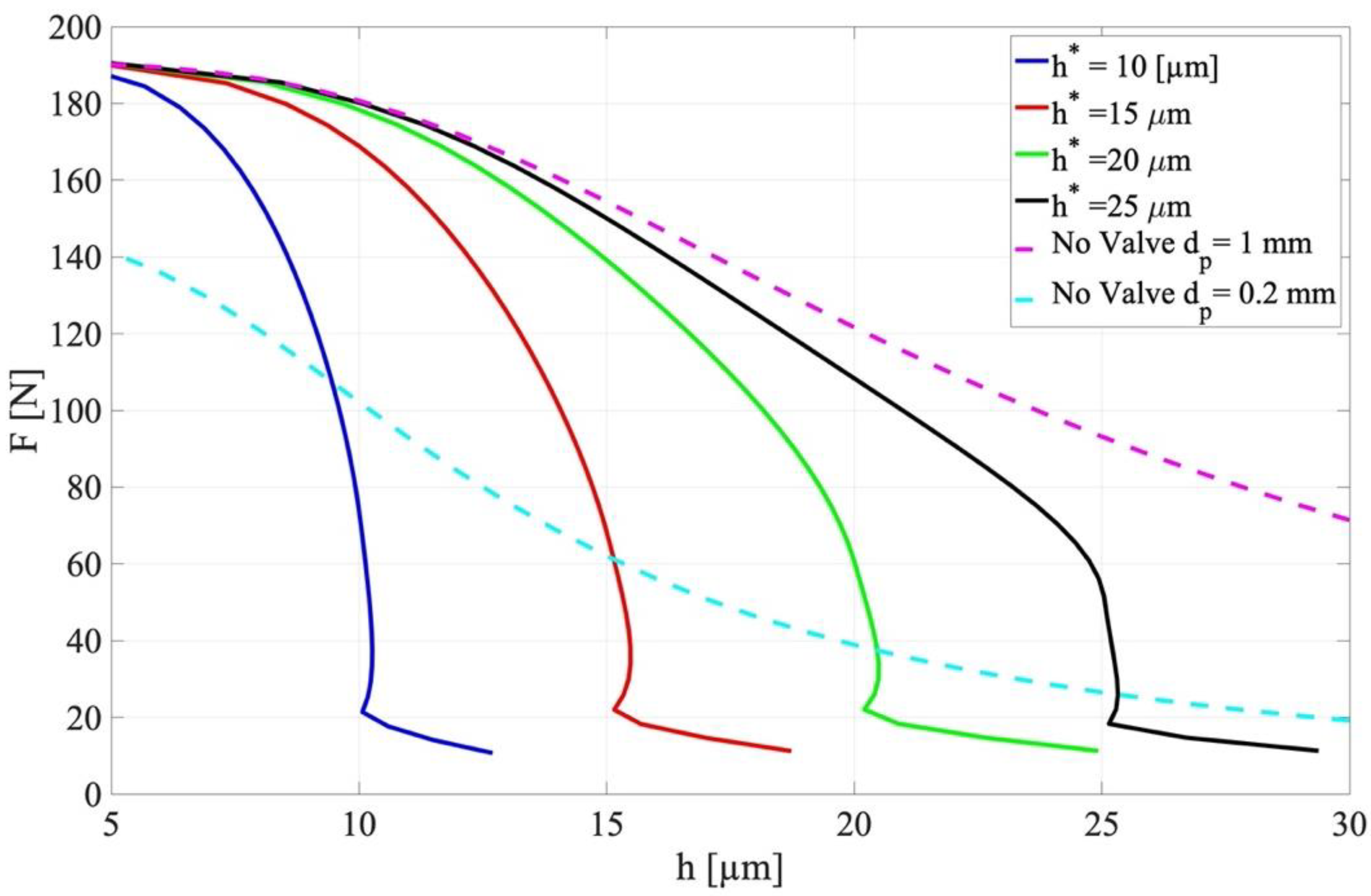
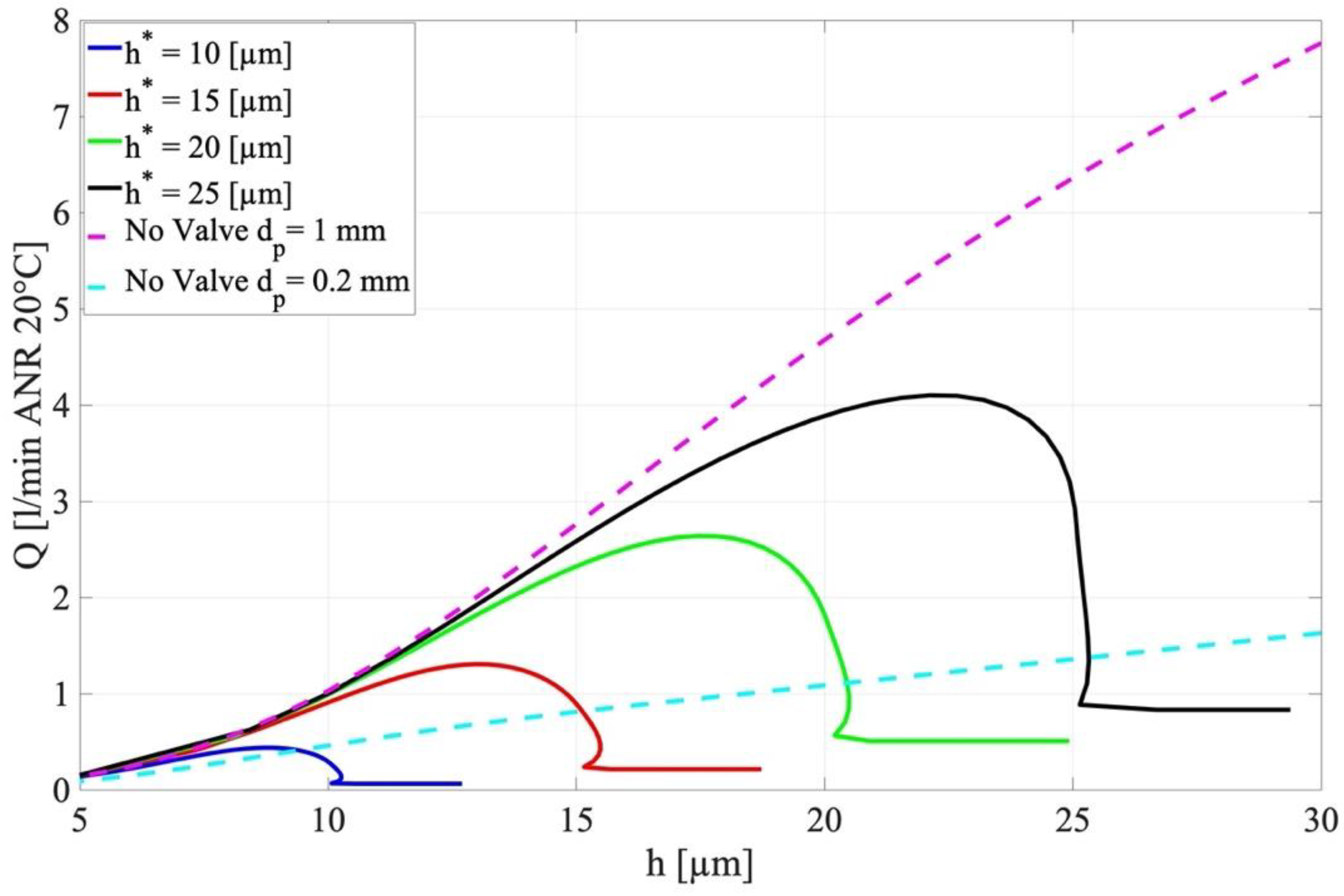
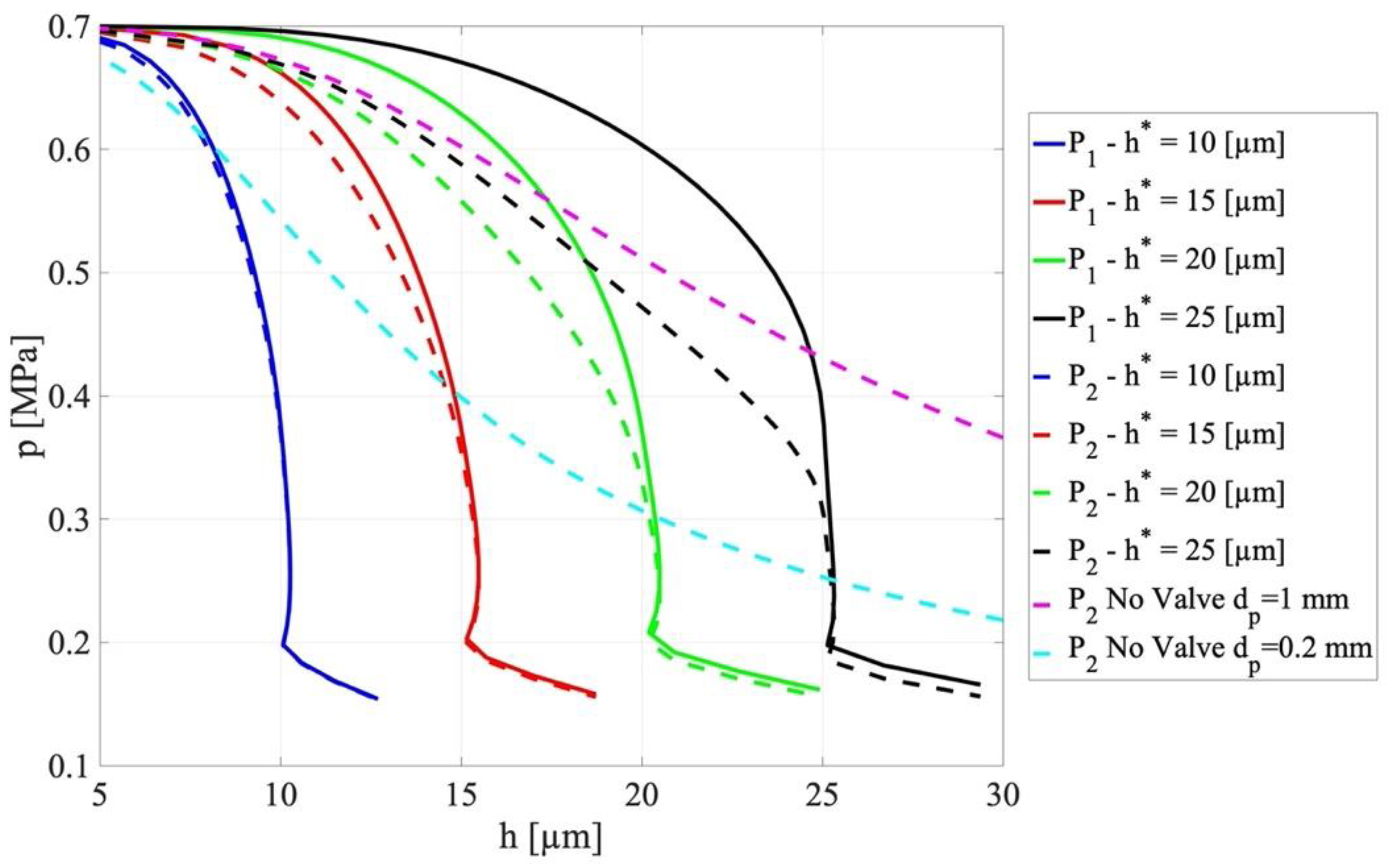
4.1. Effect of the Selected Air Gap Height
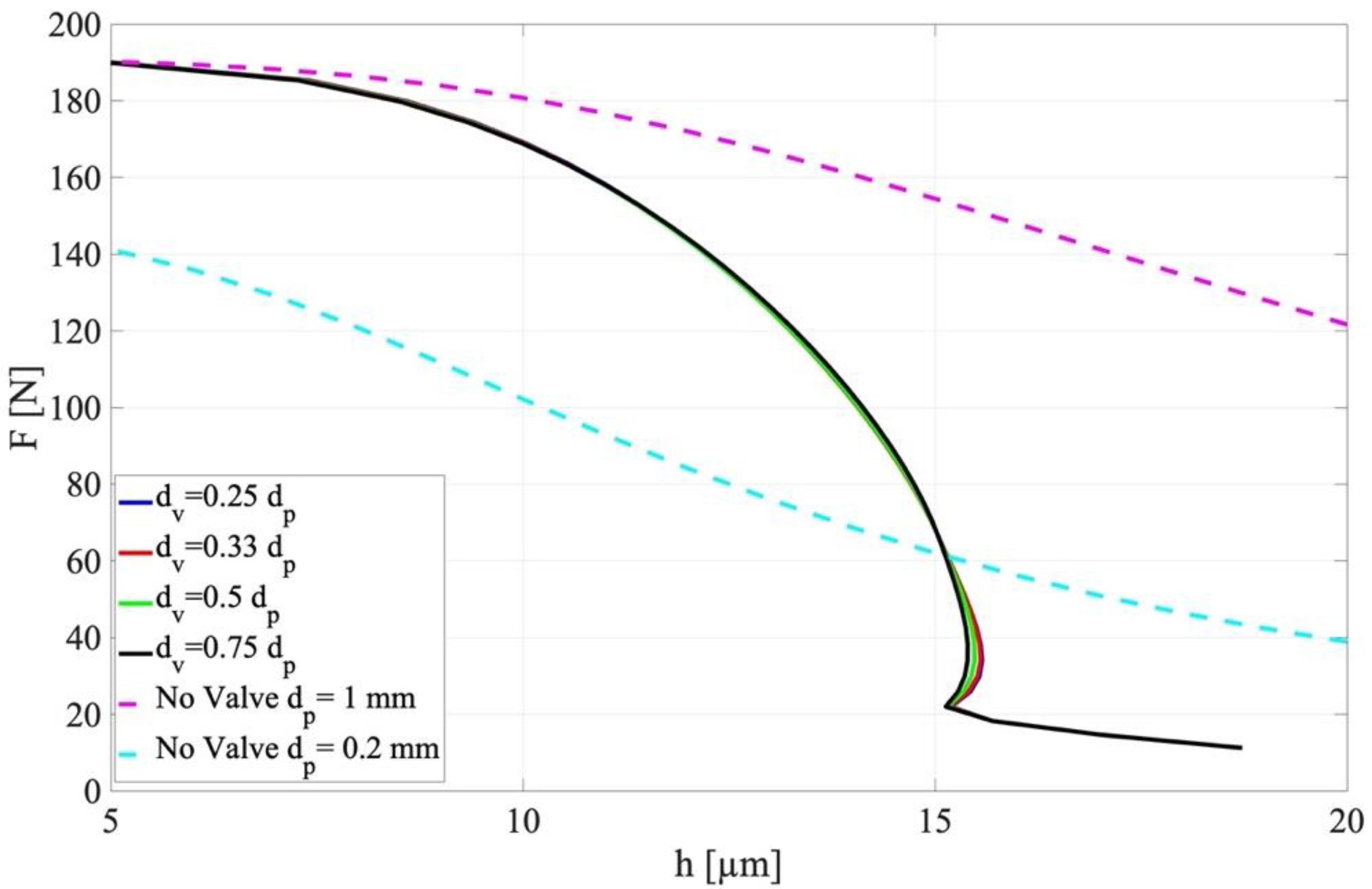
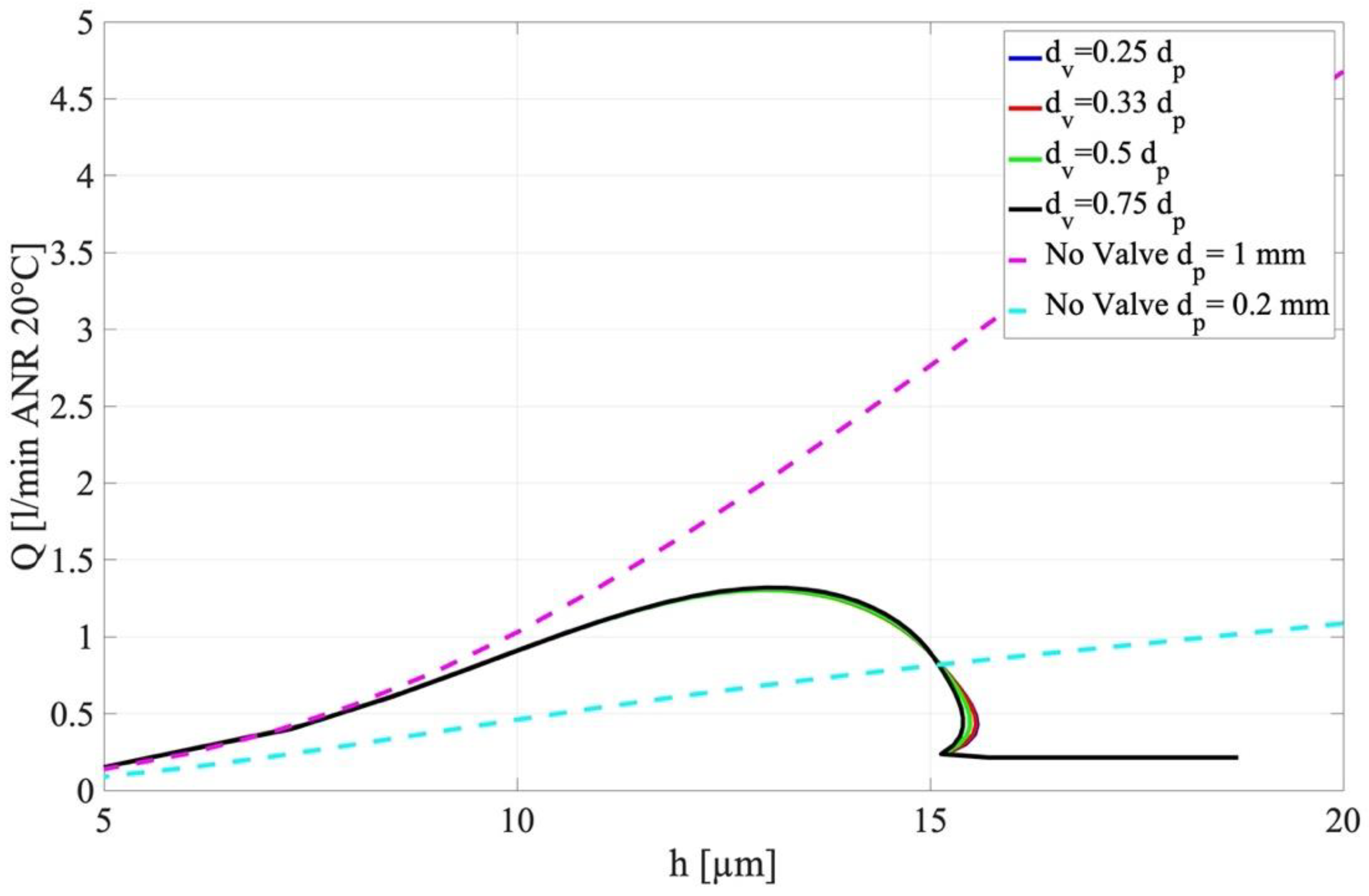
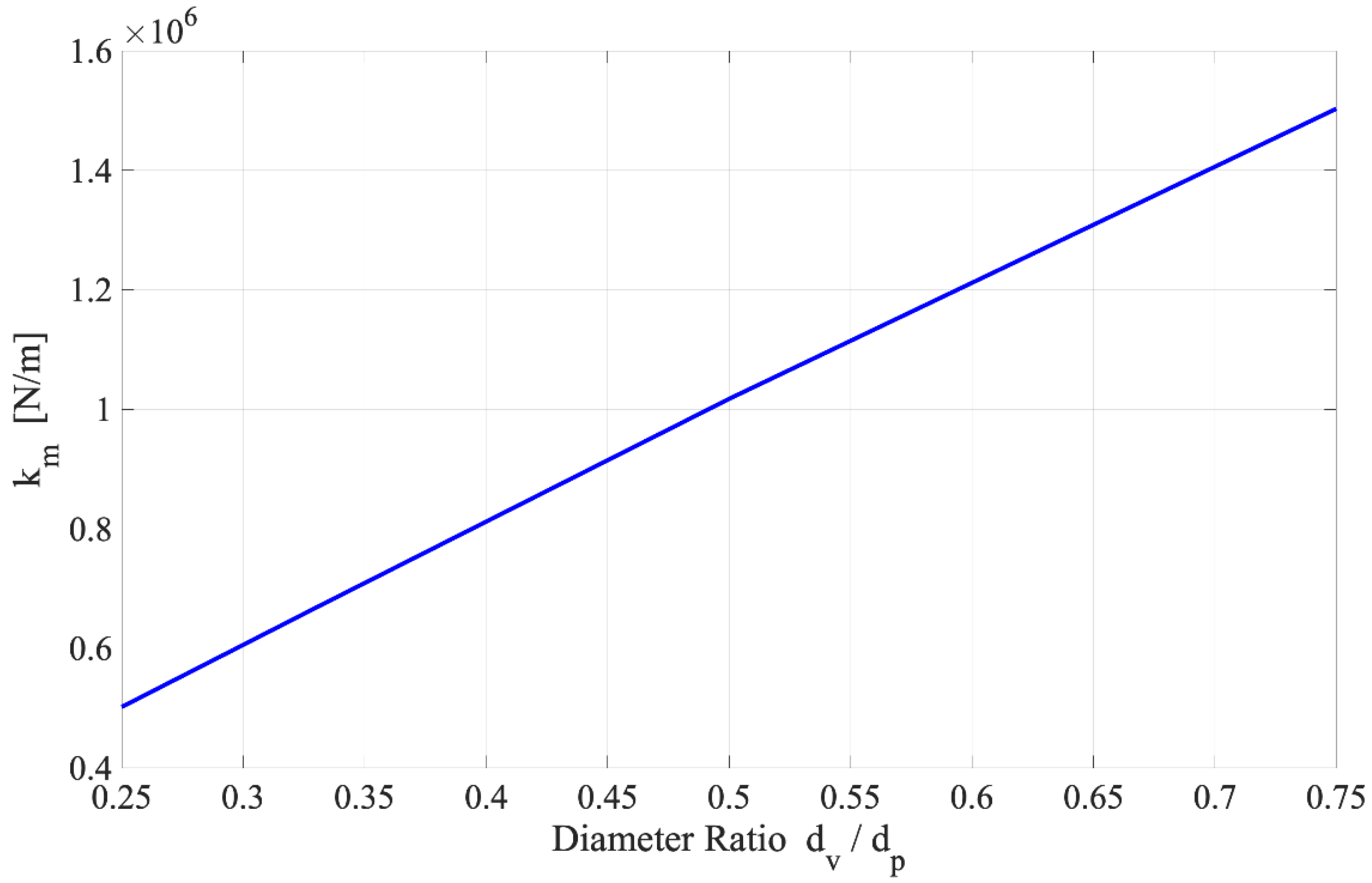
4.2. Effect of the Diameter Ratio
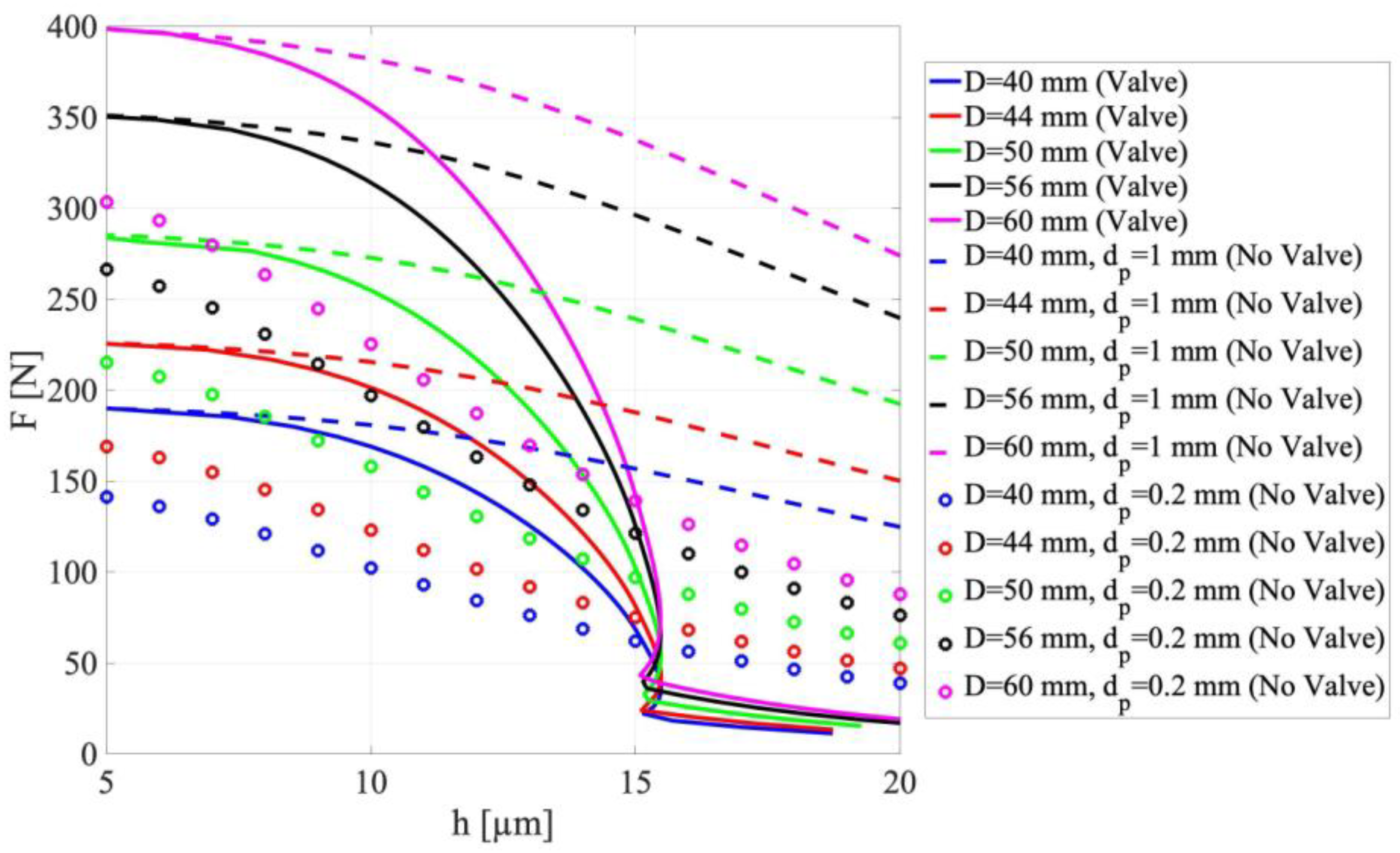
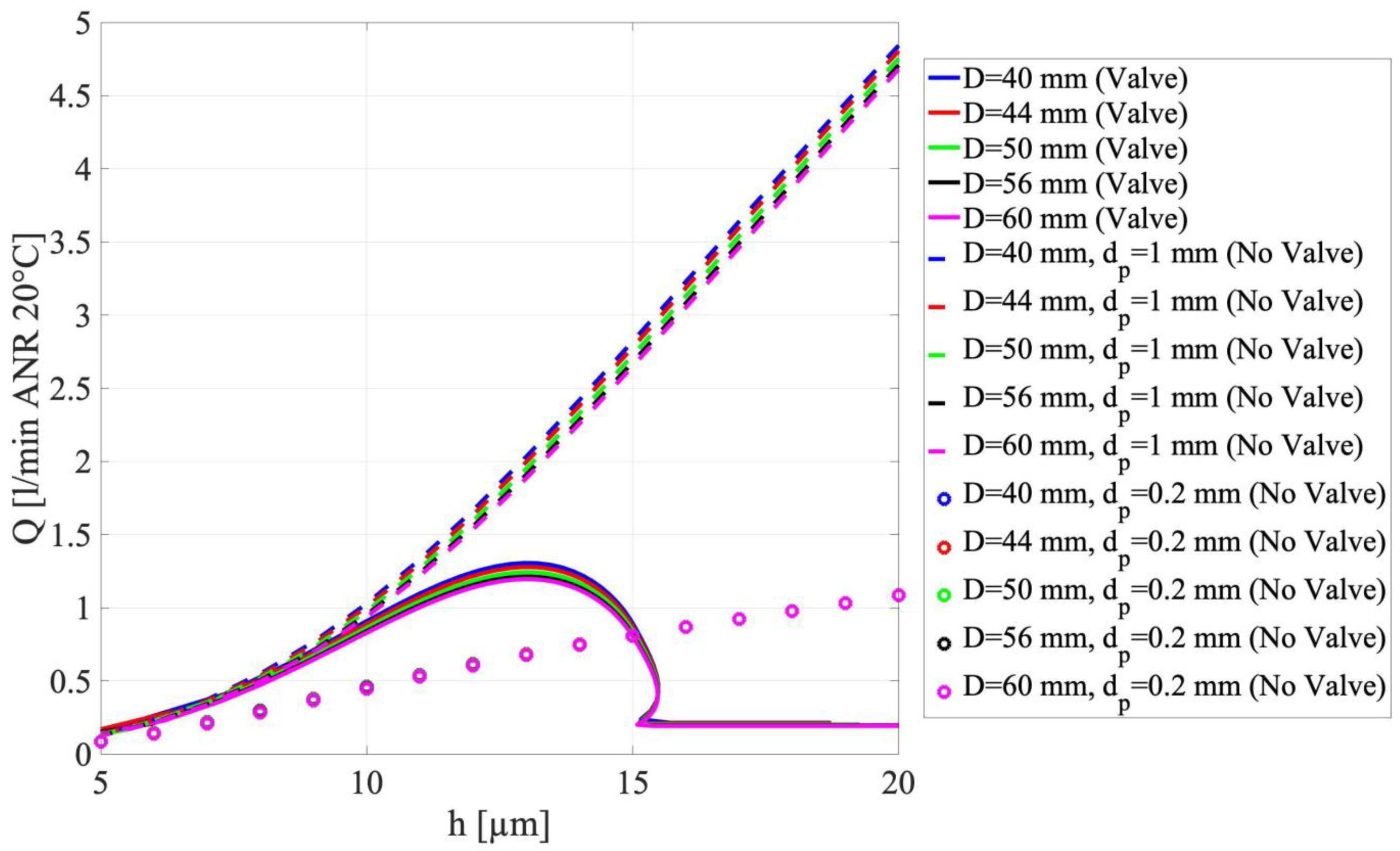
4.3. Effect of the Pad Size
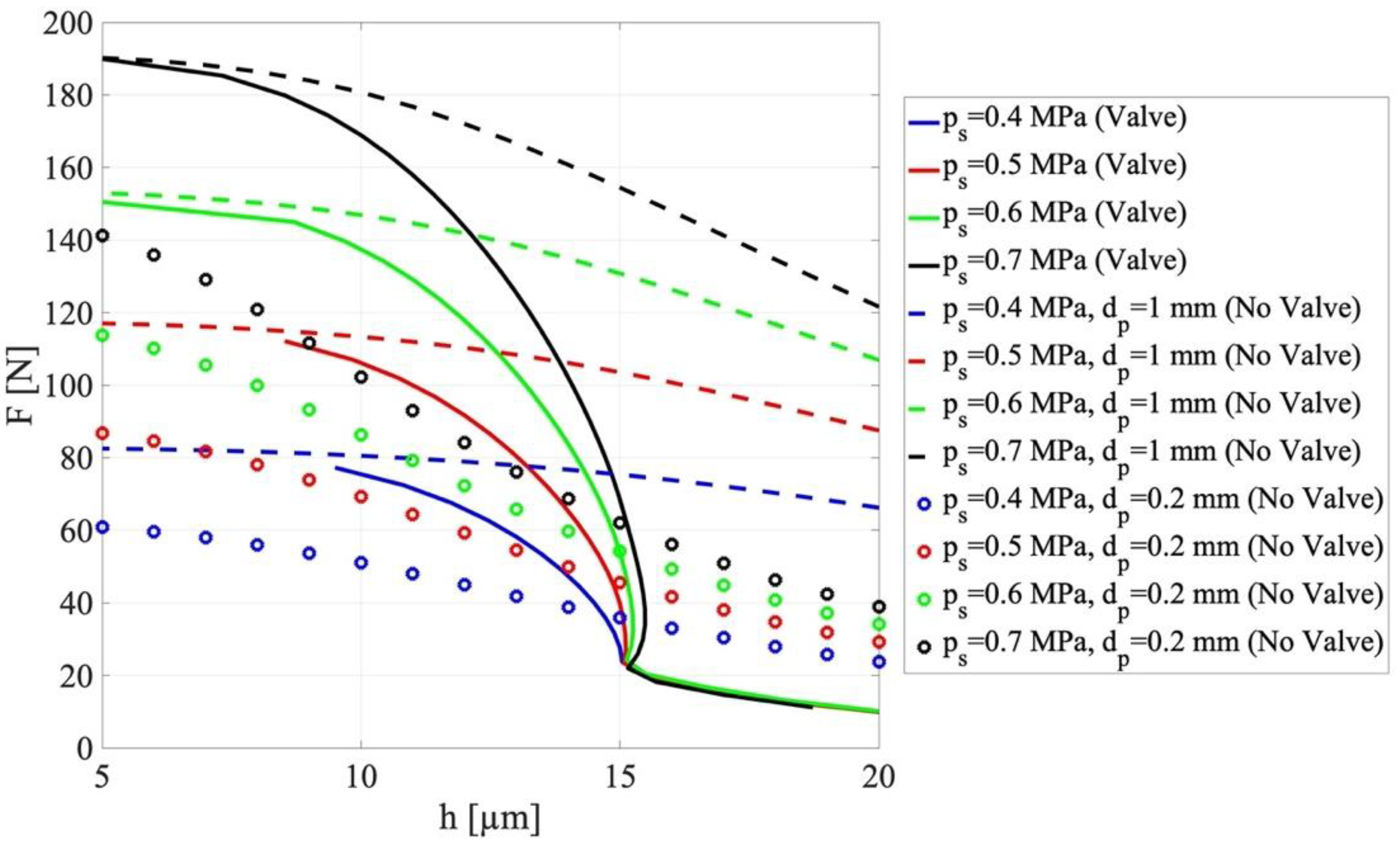
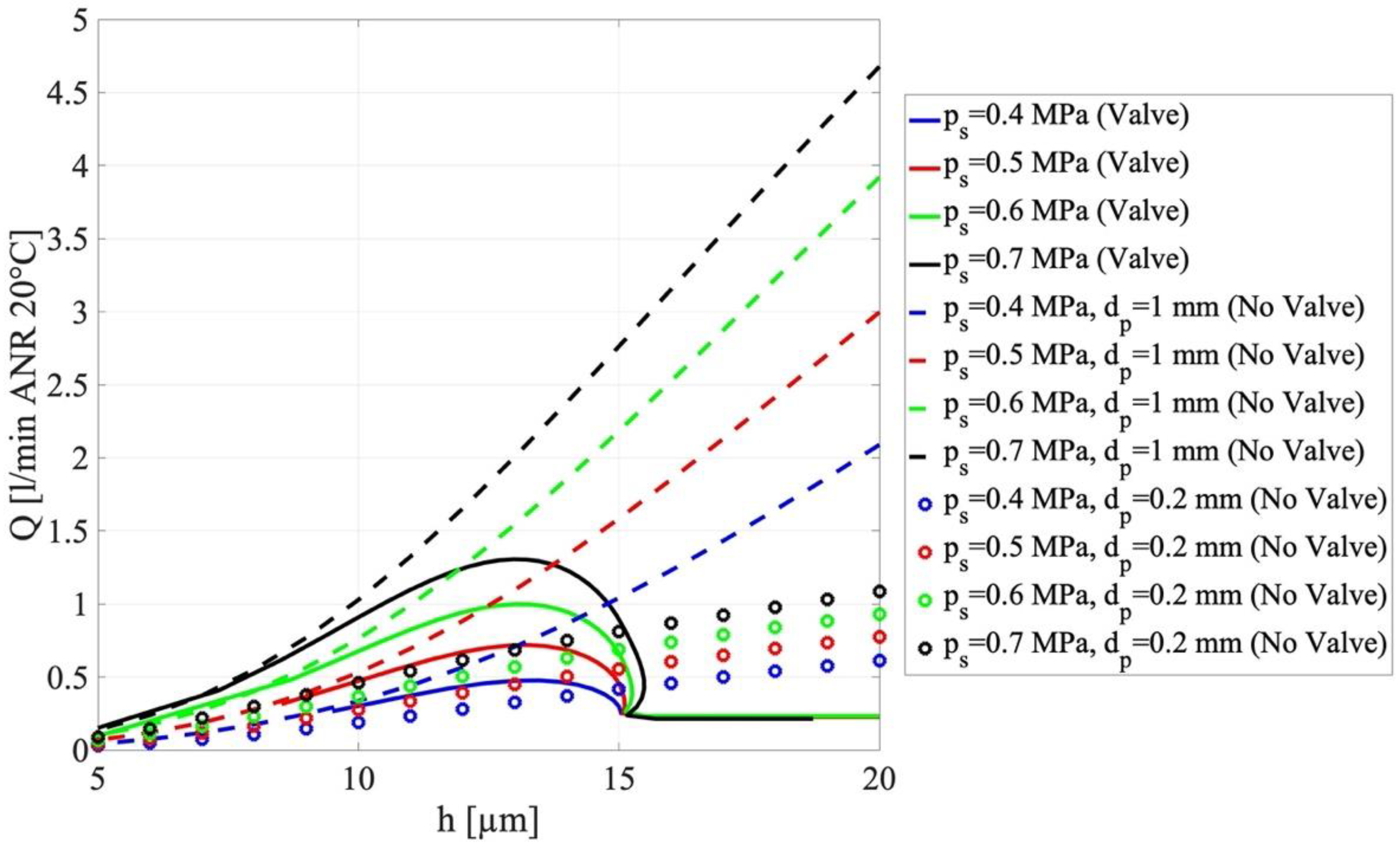
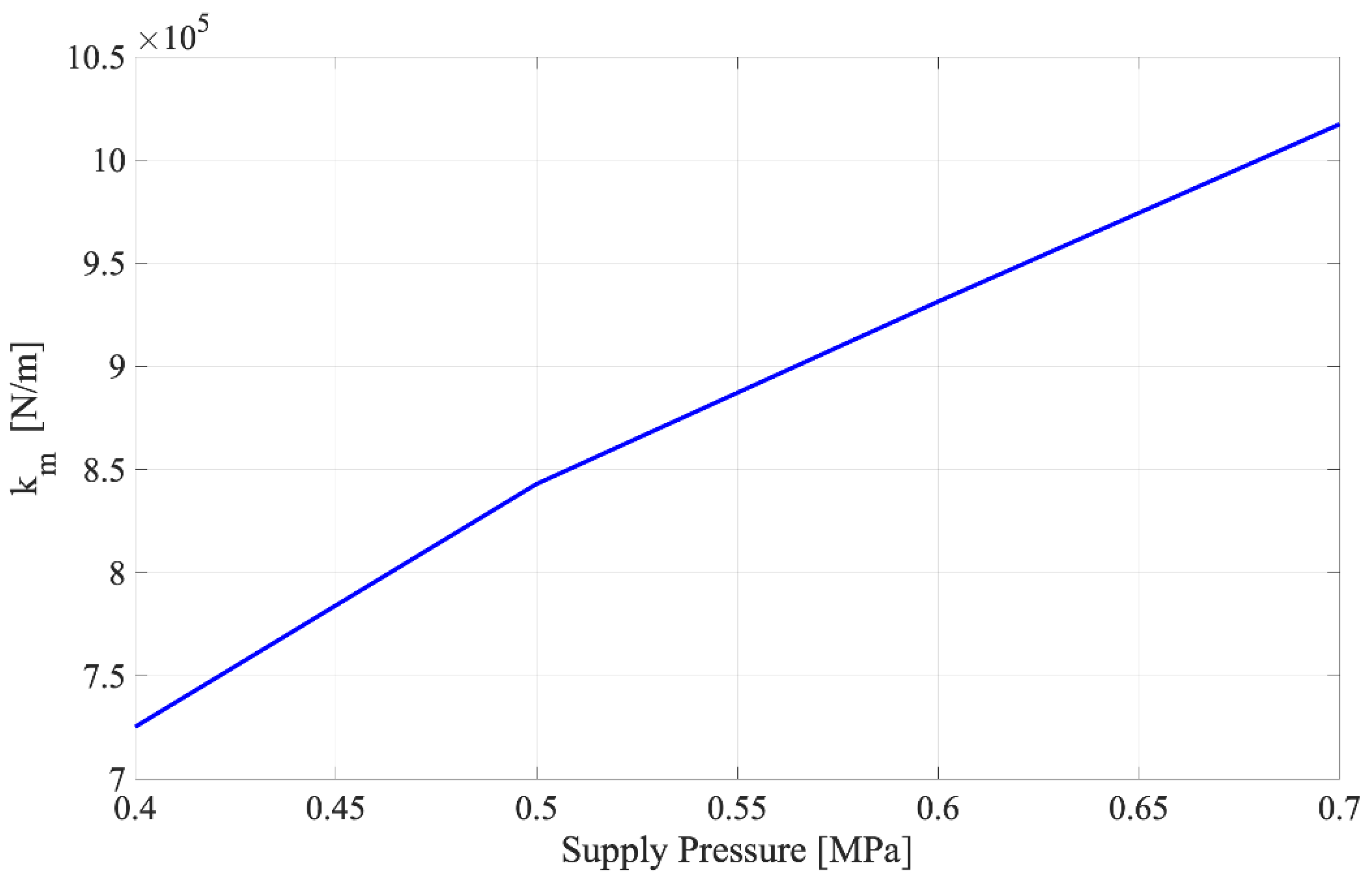
4.4. Effect of the Supply Pressure
5. Conclusions
- reducing the value of the desired air gap height globally increases the stiffness of the system along with the compensation range;
- increasing the outer radius of the integrated pad or modifying the supply hole diameter of the valve does not reduce the effectiveness of the compensation method but it results in a different value of the required diaphragm stiffness;
- given the desired air gap height, the extent of the compensation range is almost proportional to the supply pressure.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| D | Outer diameter of the pad (m) |
| Dm | Diameter of the valve membrane (m) |
| Fp | Load capacity of the pad (N) |
| Fext | Applied load (N) |
| G1 | Air flow rate through the valve nozzle (kg/s) |
| G2 | Air flow rate through the pad orifice(kg/s) |
| G3 | Air flow rate through the air gap (kg/s) |
| M | Moving mass of the pad (kg) |
| Q | Air flow rate (l/min ANR 20 °C) |
| Rg | Air constant (J/(kg·K)) |
| R1 | Pneumatic resistance of the valve nozzle ((s·Pa)/kg) |
| R2 | Pneumatic resistance of the pad orifice ((s·Pa)/kg) |
| R3 | Pneumatic resistance of the air gap ((s·Pa)/kg) |
| Re1 | Reynolds number of the valve nozzle (-) |
| Re2 | Reynolds number of the pad orifice (-) |
| Ta | Ambient temperature (K) |
| Ts | Supply temperature (K) |
| T1 | Valve chamber temperature (K) |
| T2 | Air gap temperature (K) |
| V1 | Volume of the valve chamber (m3) |
| V2 | Volume at the air gap inlet (m3) |
| cd1 | Valve nozzle discharge coefficient (-) |
| cd2 | Pad orifice discharge coefficient (-) |
| dv | Diameter of the valve nozzle (m) |
| dp | Diameter of the pad orifice (m) |
| k | Ratio of the air specific heats (-) |
| km | Diaphragm stiffness (N/m) |
| h | Air gap height (m) |
| h* | Desired air gap height (m) |
| ps | Valve supply pressure (Pa) |
| pa | Ambient pressure (Pa) |
| p1 | Pressure at the valve chamber (Pa) |
| p2 | Pressure at the air gap inlet (Pa) |
| Supply pressure selected for the diaphragm design (Pa) | |
| Ideal supply pressure of the pad (Pa) | |
| Effective supply pressure of the pad (Pa) | |
| s | Diaphragm thickness (m) |
| x | Membrane-Nozzle distance (m) |
| xid | Ideal diaphragm deflection (m) |
| x0 | Initial membrane-nozzle distance (m) |
| xv | Membrane deflection due to the air pressure (m) |
| Deflection selected for the diaphragm design (m) | |
| μ | Dynamic viscosity (Ns/m2) |
References
- Gao, Q.; Chen, W.; Lu, L.; Huo, D.; Cheng, K. Aerostatic Bearings Design and Analysis with the Application to Precision Engineering: State-of-the-Art and Future Perspectives. Tribol. Int. 2019, 135, 1–17. [Google Scholar] [CrossRef]
- Zmarzły, P. Multi-Dimensional Mathematical Wear Models of Vibration Generated by Rolling Ball Bearings Made of AISI 52100 Bearing Steel. Materials 2000, 13, 5440. [Google Scholar] [CrossRef] [PubMed]
- Ali, S.H. Method of Optimal Measurement Strategy for Ultra-High-Precision Machine in Roundness Nanometrology. Int. J. Smart Sens. Intell. Syst. 2015, 8, 896–920. [Google Scholar]
- Lentini, L.; Moradi, M.; Colombo, F. A Historical Review of Gas Lubrication: From Reynolds to Active Compensations. Tribol. Ind. 2018, 40, 165–182. [Google Scholar] [CrossRef] [Green Version]
- Kazimierski, Z.; Trojnarski, J. Investigations of Externally Pressurized Gas Bearings with Different Feeding Systems. J. Lubr. Technol. 1980, 102, 59–64. [Google Scholar] [CrossRef]
- Boffey, D.A.; Duncan, A.E.; Dearden, J.K. An Experimental Investigation of the Effect of Orifice Restrictor Size on the Stiffness of an Industrial Air Lubricated Thrust Bearing. Tribol. Int. 1981, 14, 287–291. [Google Scholar] [CrossRef]
- Colombo, F.; Lentini, L.; Raparelli, T.; Trivella, A.; Viktorov, V. Dynamic Characterisation of Rectangular Aerostatic Pads with Multiple Inherent Orifices. Tribol. Lett. 2018, 66, 133. [Google Scholar] [CrossRef]
- Arghir, M.; Hassini, M.-A.; Balducchi, F.; Gauthier, R. Synthesis of Experimental and Theoretical Analysis of Pneumatic Hammer Instability in an Aerostatic Bearing. J. Eng. Gas Turbines Power 2016, 138, 021602. [Google Scholar] [CrossRef]
- Talukder, H.M.; Stowell, T.B. Pneumatic Hammer in an Externally Pressurized Orifice-Compensated Air Journal Bearing. Tribol. Int. 2003, 36, 585–591. [Google Scholar] [CrossRef]
- Stowell, T.B. Pneumatic Hammer in a Gas Lubricated Externally Pressurized Annular Thrust Bearing. J. Tribol. 1971, 93, 498–503. [Google Scholar] [CrossRef]
- Fourka, M.; Bonis, M. Comparison between Externally Pressurized Gas Thrust Bearings with Different Orifice and Porous Feeding Systems. Wear 1997, 210, 311–317. [Google Scholar] [CrossRef]
- Kwan, Y.B.P.; Corbett, J. Porous Aerostatic Bearings: An Updated Review. Wear 1998, 222, 69–73. [Google Scholar] [CrossRef]
- Raparelli, T.; Viktorov, V.; Colombo, F.; Lentini, L. Aerostatic Thrust Bearings Active Compensation: Critical Review. Precis. Eng. 2016, 44, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Al-Bender, F. On the Modelling of the Dynamic Characteristics of Aerostatic Bearing Films: From Stability Analysis to Active Compensation. Precis. Eng. 2009, 33, 117–126. [Google Scholar] [CrossRef]
- Aguirre, G.; Al-Bender, F.; van Brussel, H. A Multiphysics Coupled Model for Active Aerostatic Thrust Bearings. In Proceedings of the 2008 IEEE/ASME International Conference on Advanced Intelligent Mechatronics, Xi’an, China, 2–5 July 2008; pp. 710–715. [Google Scholar]
- Maamari, N.; Krebs, A.; Weikert, S.; Wegener, K. Centrally Fed Orifice Based Active Aerostatic Bearing with Quasi-Infinite Static Stiffness and High Servo Compliance. Tribol. Int. 2009, 129, 297–313. [Google Scholar] [CrossRef]
- Maamari, N.; Krebs, A.; Weikert, S.; Wild, H.; Wegener, K. Stability and Dynamics of an Orifice Based Aerostatic Bearing with a Compliant Back Plate. Tribol. Int. 2009, 138, 279–296. [Google Scholar] [CrossRef]
- Colombo, F.; Lentini, L.; Raparelli, T.; Viktorov, V. Actively Compensated Aerostatic Thrust Bearing: Design, Modelling and Experimental Validation. Meccanica 2017, 52, 3645–3660. [Google Scholar] [CrossRef]
- Matsumoto, H.; Yamaguchi, J.; Aoyama, H.; Shimokohbe, A. An Ultra Precision Straight Motion System (2nd Report). J. Jpn. Soc. Precis. Eng. 1988, 54, 1945–1950. [Google Scholar] [CrossRef] [Green Version]
- Aoyama, H.; Watanabe, I.; Akutsu, K.; Shimokohbe, A. An Ultra Precision Straight Motion System (1st Report). J. Jpn. Soc. Precis. Eng. 1988, 54, 558–563. [Google Scholar] [CrossRef]
- Morosi, S.; Santos, I.F. Active Lubrication Applied to Radial Gas Journal Bearings. Part 1: Modeling. Tribol. Int. 2011, 44, 1949–1958. [Google Scholar] [CrossRef]
- Pierart, F.G.; Santos, I.F. Active Lubrication Applied to Radial Gas Journal Bearings. Part 2: Modelling Improvement and Experimental Validation. Tribol. Int. 2016, 96, 237–246. [Google Scholar] [CrossRef] [Green Version]
- Mizumoto, H.; Matsubara, T.; Yamamoto, H.; Okuno, K.; Yabuya, M. An Infinite-Stiffness Aerostatic Bearing with an Exhaust-Control Restrictor. In Progress in Precision Engineering; Seyfried, P., Kunzmann, H., McKeown, P., Weck, M., Eds.; Springer: Berlin/Heidelberg, Germany, 1991; pp. 315–316. [Google Scholar]
- Bryant, M.R.; Velinsky, S.A.; Beachley, N.H.; Fronczak, F.J. A Design Methodology for Obtaining Infinite Stiffness in an Aerostatic Thrust Bearing. J. Mech. Transm. Autom. Des. 1986, 108, 448–453. [Google Scholar] [CrossRef]
- Newgard, P.M.; Kiang, R.L. Elastic Orifices for Pressurized Gas Bearings. ASLE Trans. 1966, 9, 311–317. [Google Scholar] [CrossRef]
- Blondeel, E.; Snoeys, R.; Devrieze, L. Externally Pressurized Bearings with Variable Gap Geometries. In Proceedings of the 7th International Gas Bearing Symposium, Cambridge, UK, 13–15 July 1976. [Google Scholar]
- Snoeys, R.; Al-Bender, F. Development of Improved Externally Pressurized Gas Bearings. KSME J. 1987, 1, 81–88. [Google Scholar] [CrossRef]
- Chen, M.-F.; Lin, Y.-T. Dynamic Analysis of the X-Shaped Groove Aerostatic Bearings with Disk-Spring Compensator. JSME Int. J. Ser. C 2002, 45, 492–501. [Google Scholar] [CrossRef] [Green Version]
- Lentini, L.; Colombo, F.; Trivella, A.; Raparelli, T.; Viktorov, V. On the Design of a Diaphragm Valve for Aerostatic Bearings. E3S Web Conf. 2020, 197, 07006. [Google Scholar] [CrossRef]
- Colombo, F.; Lentini, L.; Raparelli, T.; Trivella, A.; Viktorov, V. Air Pad Controlled by Means of a Diaphragm-Valve: Static and Dynamic Behaviour. In Advances in Italian Mechanism Science; Niola, V., Gasparetto, A., Eds.; Springer International Publishing: Cham, Switzerland, 2021; pp. 699–710. [Google Scholar]
- Ghodsiyeh, D.; Colombo, F.; Lentini, L.; Raparelli, T.; Trivella, A.; Viktorov, V. An Infinite Stiffness Aerostatic Pad with a Diaphragm Valve. Tribol. Int. 2020, 141, 105964. [Google Scholar] [CrossRef]
- Ghodsiyeh, D.; Colombo, F.; Raparelli, T.; Trivella, A.; Viktorov, V. Diaphragm Valve-Controlled Air Thrust Bearing. Tribol. Int. 2017, 109, 328–335. [Google Scholar] [CrossRef]
- Lentini, L.; Colombo, F.; Raparelli, T.; Trivella, A.; Viktorov, V. An Aerostatic Pad with an Internal Pressure Control. E3S Web Conf. 2020, 197, 07002. [Google Scholar] [CrossRef]
- Belforte, G.; Raparelli, T.; Viktorov, V.; Trivella, A. Discharge Coefficients of Orifice-Type Restrictor for Aerostatic Bearings. Tribol. Int. 2007, 40, 512–521. [Google Scholar] [CrossRef]
- Colombo, F.; Lentini, L.; Raparelli, T.; Trivella, A.; Viktorov, V. An Identification Method for Orifice-Type Restrictors Based on the Closed-Form Solution of Reynolds Equation. Lubricants 2021. under review. [Google Scholar]
- Wardle, F. Ultra-Precision Bearings; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]





















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Colombo, F.; Lentini, L.; Raparelli, T.; Trivella, A.; Viktorov, V. Design and Analysis of an Aerostatic Pad Controlled by a Diaphragm Valve. Lubricants 2021, 9, 47. https://doi.org/10.3390/lubricants9050047
Colombo F, Lentini L, Raparelli T, Trivella A, Viktorov V. Design and Analysis of an Aerostatic Pad Controlled by a Diaphragm Valve. Lubricants. 2021; 9(5):47. https://doi.org/10.3390/lubricants9050047
Chicago/Turabian StyleColombo, Federico, Luigi Lentini, Terenziano Raparelli, Andrea Trivella, and Vladimir Viktorov. 2021. "Design and Analysis of an Aerostatic Pad Controlled by a Diaphragm Valve" Lubricants 9, no. 5: 47. https://doi.org/10.3390/lubricants9050047
APA StyleColombo, F., Lentini, L., Raparelli, T., Trivella, A., & Viktorov, V. (2021). Design and Analysis of an Aerostatic Pad Controlled by a Diaphragm Valve. Lubricants, 9(5), 47. https://doi.org/10.3390/lubricants9050047