Nanoindentation Properties of 18CrNiMo7-6 Steel after Carburizing and Quenching Determined by Continuous Stiffness Measurement Method


Abstract
:1. Introduction
2. Materials and Methods
3. Results
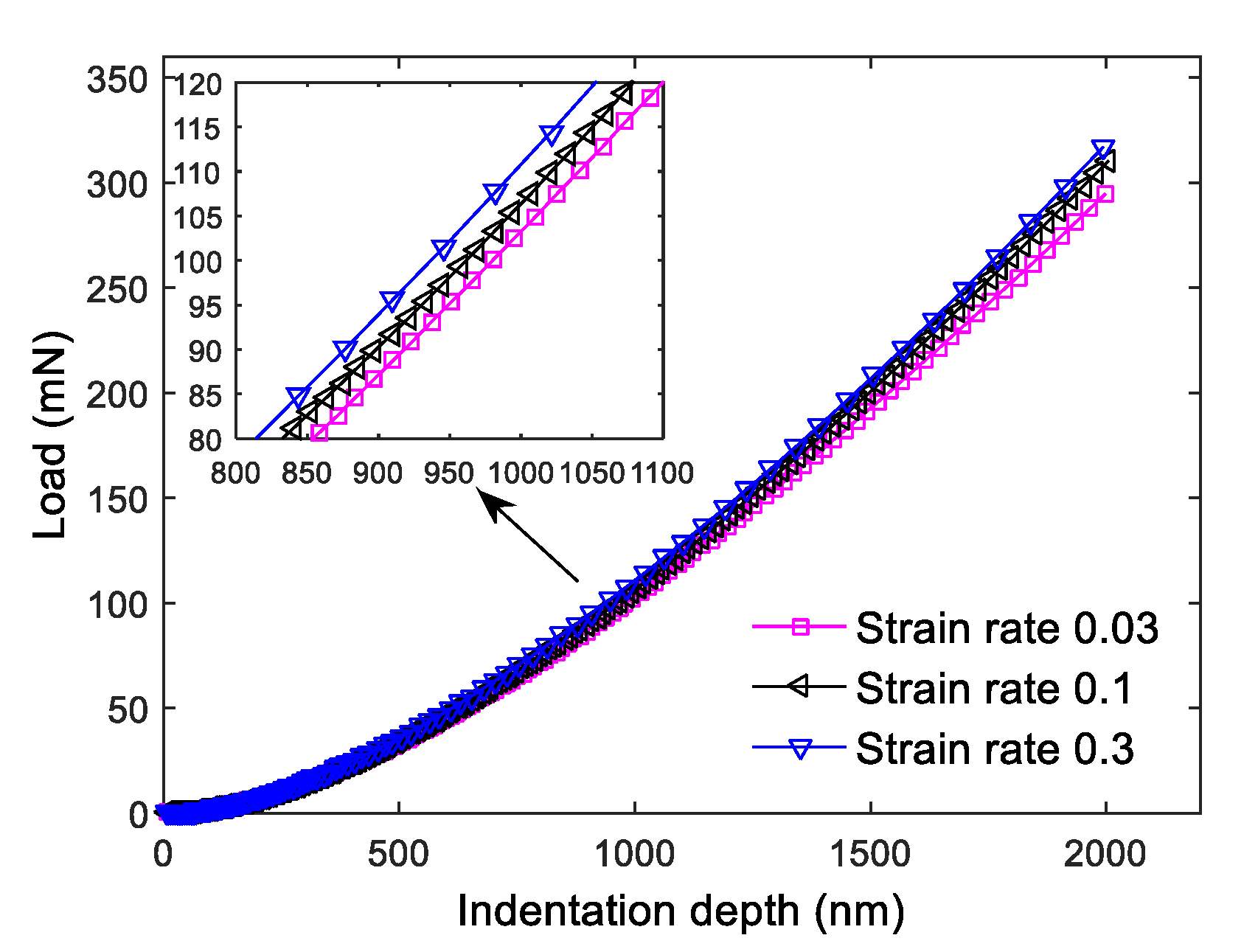
3.1. The Load–Depth Curves
3.2. The Hardness and Elastic Modulus
3.3. The Indentation Morphologies
4. Discussion
- (1)
- By changing the hardness that varies with depth into the form of with h−1 and extracting the straight line at the front section of the curve (h−1 is small), the fitting parameters k and b in can be obtained by fitting the data linearly. Thus, the following relation is obtained:
- (2)
- , compared with the Nix–Gao model (Equation (2)), we get, , . As H0 is the hardness value when , that means the depth is close to infinity, the ISE should no longer exist; and is equivalent to , so almost all ISE models satisfy , so the straight line always appears in region of smaller h-1. Therefore, the H0 and h* obtained by using the Nix–Gao model for straight-line segment are reliable.
- (3)
- The variation of the H2 with h−1 is transformed into the form of with h−1, and then the cut-off parameter r can be obtained by fitting with the Ruiz-Moreno model, Equation (3).
- (4)
- The two parameters, ρGND,max,0 and ψ of r(h) can be obtained via fitting with the modified Ruiz-Moreno model (Equation (4)).
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| hardness measured by the CSM method | |
| true hardness calculated by the ISE models | |
| stiffness of the sample | |
| frame stiffness of the nanoindenter | |
| angular frequency | |
| phase angle of displacement lag load | |
| mass of moving parts in a nanoindenter | |
| amplitude of the excitation load | |
| displacement amplitude during the CSM tests | |
| stiffness of blade spring in the nanoindenter | |
| frequency during the CSM tests | |
| strain rate during the indentation process | |
| indentation rate during the indentation process | |
| indentation depth during the indentation process | |
| contact depth during the indentation process | |
| yield strength | |
| cut-off of the GND density | |
| hardening exponent | |
| elastic modulus | |
| cut-off parameter in the Ruiz-Moreno model | |
| cut-off parameter as a function of indentation depth in the modified Ruiz-Moreno model | |
| statistically stored dislocation density | |
| contact radius | |
| remaining distance that causes the singular behavior in the Ruiz-Moreno model | |
| characteristic length | |
| dimensionless inverse indentation depth | |
| first and second dimensionless function of the Ma model, respectively | |
| h0.1°, h0.01° | corresponding depth of the Hough transform error angles 0.1° and 0.01°, respectively |
References
- Carroll, J.; Koukoura, S.; McDonald, A.; Weiss, S.; McArthur, S. Wind turbine gearbox failure and remaining useful life prediction using machine learning techniques. Wind Energy 2019, 22, 360–375. [Google Scholar] [CrossRef] [Green Version]
- Bhardwaj, U.; Teixeira, A.P.; Soares, C.G. Reliability prediction of an offshore wind turbine gearbox. Renew. Energy 2019, 141, 693–706. [Google Scholar] [CrossRef]
- He, H.F.; Liu, H.J.; Zhu, C.C.; Tang, J.Y. Study on the gear fatigue behavior considering the effect of residual stress based on the continuum damage approach. Eng. Fail. Anal. 2019, 104, 531–544. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Pharr, G.M.; Strader, J.H.; Oliver, W.C. Critical issues in making small-depth mechanical property measurements by nanoindentation with continuous stiffness measurement. J. Mater. Res. 2009, 24, 653–666. [Google Scholar] [CrossRef]
- Rodríguez, R.; Gutierrez, I. Correlation between nanoindentation and tensile properties influence of the indentation size effect. Mater. Sci. Eng. A 2003, 361, 377–384. [Google Scholar] [CrossRef]
- Zhang, Y.F.; Zheng, J.; Yu, J.X.; He, H.T. Impact of strain rate on the hardness and elastic modulus of human tooth enamel. J. Mech. Behav. Biomed. Mater. 2018, 78, 491–495. [Google Scholar] [CrossRef]
- Nix, W.D.; Gao, H. Indentation size effects in crystalline materials: A law for strain gradient plasticity. J. Mech. Phys. Solids 1998, 46, 411–425. [Google Scholar] [CrossRef]
- Durst, K.; Backes, B.; Franke, O.; Göken, M. Indentation size effect in metallic materials: Modeling strength from pop-in to macroscopic hardness using geometrically necessary dislocations. Acta Mater. 2006, 54, 2547–2555. [Google Scholar] [CrossRef]
- Ruiz-Moreno, A.; Hähner, P. Indentation size effects of ferritic/martensitic steels: A comparative experimental and modelling study. Mater. Des. 2018, 145, 168–180. [Google Scholar] [CrossRef]
- Campbell, J.E.; Kalfhaus, T.; Vassen, R.; Thompson, R.P.; Dean, J.; Clyne, T.W. Mechanical properties of sprayed overlayers on superalloy substrates, obtained via indentation testing. Acta Mater. 2018, 154, 237–245. [Google Scholar] [CrossRef]
- Ma, Z.S.; Zhou, Y.C.; Long, S.G.; Lu, C.S. An inverse approach for extracting elastic-plastic properties of thin films from small scale sharp indentation. J. Mater. Sci. Technol. 2012, 28, 626–635. [Google Scholar] [CrossRef]
- Jamil, M.; Khan, A.M.; Hegab, H.; Sarfraz, S.; Sharma, N.; Mia, M.; Gupta, M.K.; Zhao, G.L.; Moustabchir, H.; Pruncu, C.I. Internal cracks and non-metallic inclusions as root causes of casting failure in sugar mill roller shafts. Materials 2019, 12, 2474. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nguyen, N.V.; Kim, J.J.; Kim, S.E. Methodology to extract constitutive equation at a strain rate level from indentation curves. Int. J. Mech. Sci. 2019, 152, 363–377. [Google Scholar] [CrossRef]
- Jia, Y.F.; Cui, Y.Y.; Xuan, F.Z.; Yang, F. Comparison between single loading-unloading indentation and continuous stiffness indentation. RSC. Adv. 2017, 7, 35655–35665. [Google Scholar] [CrossRef] [Green Version]
- Bucaille, J.L.; Stauss, S.; Felder, E.; Michler, J. Determination of plastic properties of metals by instrumented indentation using different sharp indenters. Acta Mater. 2003, 51, 1663–1678. [Google Scholar] [CrossRef]
- Li, X.D.; Bhushan, B. A review of nanoindentation continuous stiffness measurement technique and its applications. Mater. Charact. 2002, 48, 11–36. [Google Scholar] [CrossRef]
- Wang, W.; Liu, H.J.; Zhu, C.C.; Wei, P.T.; Tang, J.Y. Effects of microstructure on rolling contact fatigue of a wind turbine gear based on crystal plasticity modeling. Int. J. Fatigue 2019, 120, 73–86. [Google Scholar] [CrossRef]
- Liu, H.J.; Wang, W.; Zhu, C.C.; Jiang, C.X.; Wu, W.; Parker, R.G. A microstructure sensitive contact fatigue model of a carburized gear. Wear 2019, 436, 203035. [Google Scholar] [CrossRef]
- Busby, J.T.; Hash, M.C.; Was, G.S. The relationship between hardness and yield stress in irradiated austenitic and ferritic steels. J. Nucl. Mater. 2005, 336, 267–278. [Google Scholar] [CrossRef]
- Tiryakioğlu, M. On the relationship between Vickers hardness and yield stress in Al-Zn-Mg-Cu Alloys. Mater. Sci. Eng. A 2015, 633, 17–19. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cr | Ni | Mo | Al | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Chemical compositions | 0.188 | 0.204 | 0.510 | 0.007 | 0.002 | 1.658 | 1.675 | 0.299 | 0.014 | 0.149 | Bal. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, G.; Guo, J.; Zhao, J.; Tang, Q.; Hu, Z. Nanoindentation Properties of 18CrNiMo7-6 Steel after Carburizing and Quenching Determined by Continuous Stiffness Measurement Method. Metals 2020, 10, 125. https://doi.org/10.3390/met10010125
Zhou G, Guo J, Zhao J, Tang Q, Hu Z. Nanoindentation Properties of 18CrNiMo7-6 Steel after Carburizing and Quenching Determined by Continuous Stiffness Measurement Method. Metals. 2020; 10(1):125. https://doi.org/10.3390/met10010125
Chicago/Turabian StyleZhou, Guiyuan, Jian Guo, Junyu Zhao, Qian Tang, and Zhaonan Hu. 2020. "Nanoindentation Properties of 18CrNiMo7-6 Steel after Carburizing and Quenching Determined by Continuous Stiffness Measurement Method" Metals 10, no. 1: 125. https://doi.org/10.3390/met10010125
APA StyleZhou, G., Guo, J., Zhao, J., Tang, Q., & Hu, Z. (2020). Nanoindentation Properties of 18CrNiMo7-6 Steel after Carburizing and Quenching Determined by Continuous Stiffness Measurement Method. Metals, 10(1), 125. https://doi.org/10.3390/met10010125