Grain Refinement of Ti-15Mo-3Al-2.7Nb-0.2Si Alloy with the Rotation of TiB Whiskers by Powder Metallurgy and Canned Hot Extrusion

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (1)
- The β grains of composites were refined with the rotation and inhibition of TiBw. In inharmonious deformation, the dislocation motion was inhibited by TiBw, and CDRX of β grains was promoted with the rotation of TiBw. Meanwhile, the growth of CDRXed β grains was strongly inhibited.
- (2)
- During extrusion below β phase region, the basal planes {0001} of αp rotated to parallel to ED, resulting in grain refinement. The high dislocation density was accumulated in αp grain boundaries, and inharmonious deformation supplied driving force to promote CDRX of adjacent β grains. Meanwhile, αp slipped along the prismatic glide of {} 〈〉, resulting in 〈〉 and 〈〉 α texture.
- (3)
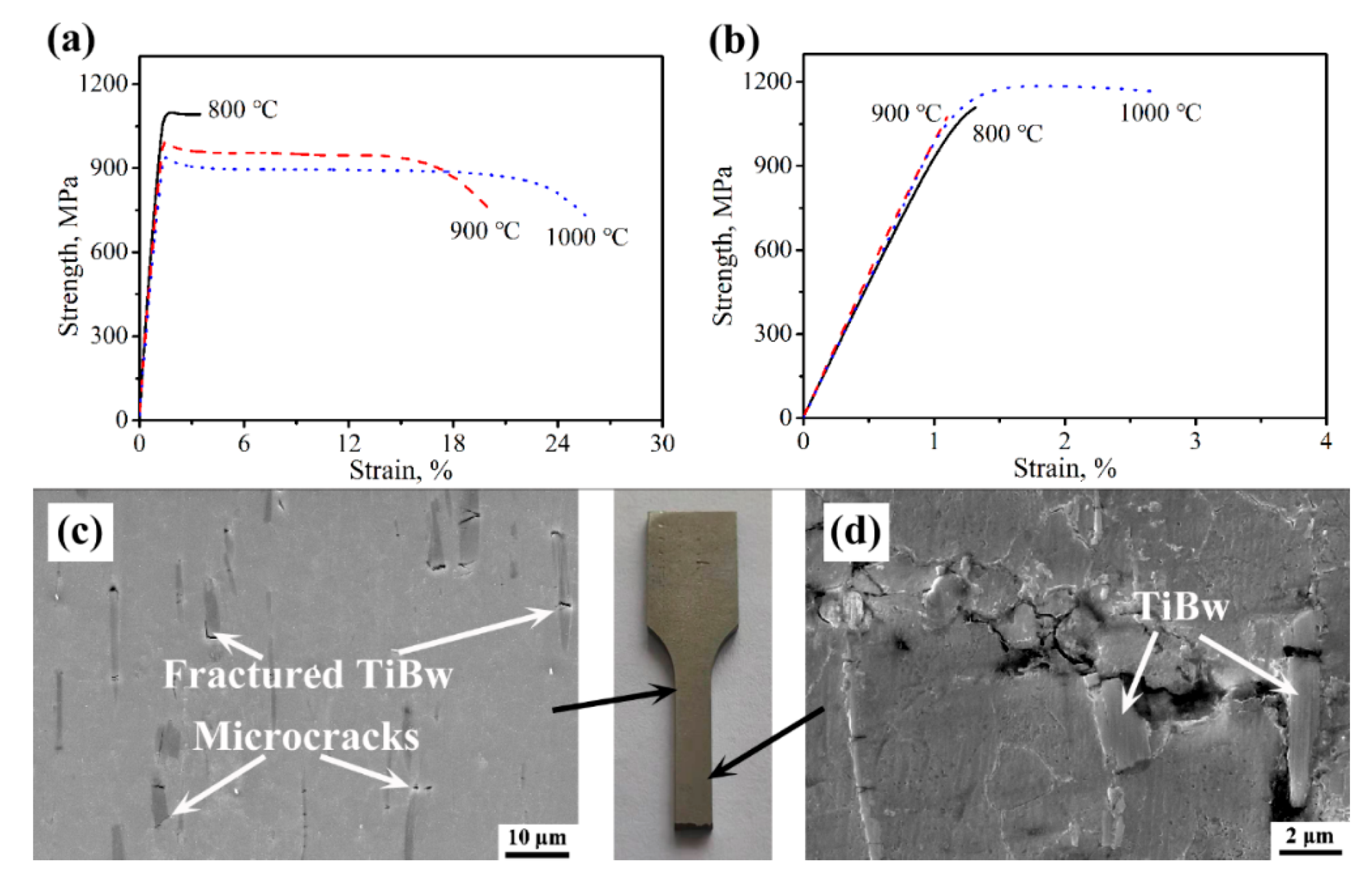
- The strength of composites extruded at 1000 °C was improved. TiBw loaded the stress transmitted from matrix until fracture, and grain refinement contributed to strengthening. Meanwhile, the microcracks initiated from the fractured TiBw.
Author Contributions
Funding
Conflicts of Interest
References
- Zheng, Y.; Williams, R.E.; Wang, D.; Shi, R.; Nag, S.; Kami, P.; Sosa, J.M.; Banerjee, R.; Wang, Y.; Fraser, H.L. Role of ω phase in the formation of extremely refined intragranular α precipitates in metastable β-titanium alloys. Acta Mater. 2016, 103, 850–858. [Google Scholar] [CrossRef]
- Yao, T.; Du, K.; Wang, H.; Huang, Z.; Li, C.; Li, L.; Hao, Y.; Yang, R.; Ye, H. In situ scanning and transmission electron microscopy investigation on plastic deformation in a metastable β titanium alloy. Acta Mater. 2017, 133, 21–29. [Google Scholar] [CrossRef]
- Xiao, J.; Nie, Z.; Tan, C.; Zhou, G.; Chen, R.; Li, M.; Yu, X.; Zhao, X.; Hui, S.; Ye, W. The dynamic response of the metastable β titanium alloy Ti-2Al-9.2 Mo-2Fe at ambient temperature. Mater. Sci. Eng. A 2019, 751, 191–200. [Google Scholar] [CrossRef]
- Cherukuri, B.; Srinivasan, R.; Tamirisakandala, S.; Miracle, D.B. The influence of trace boron addition on grain growth kinetics of the beta phase in the beta titanium alloy Ti–15Mo–2.6Nb–3Al–0.2Si. Scr. Mater. 2009, 60, 496–499. [Google Scholar] [CrossRef]
- Okulov, I.; Bönisch, M.; Okulov, A.; Volegov, A.; Attar, H.; Ehtemam-Haghighi, S.; Calin, M.; Wang, Z.; Hohenwarter, A.; Kaban, I. Phase formation, microstructure and deformation behavior of heavily alloyed TiNb-and TiV-based titanium alloys. Mater. Sci. Eng. A 2018, 733, 80–86. [Google Scholar] [CrossRef]
- Okulov, I.; Kühn, U.; Marr, T.; Freudenberger, J.; Schultz, L.; Oertel, C.-G.; Skrotzki, W.; Eckert, J. Deformation and fracture behavior of composite structured Ti-Nb-Al-Co (-Ni) alloys. Appl. Phys. Lett. 2014, 104, 071905. [Google Scholar] [CrossRef]
- Okulov, I.; Kühn, U.; Marr, T.; Freudenberger, J.; Soldatov, I.; Schultz, L.; Oertel, C.-G.; Skrotzki, W.; Eckert, J. Microstructure and mechanical properties of new composite structured Ti–V–Al–Cu–Ni alloys for spring applications. Mater. Sci. Eng. A 2014, 603, 76–83. [Google Scholar] [CrossRef]
- Okulov, I.; Okulov, A.; Soldatov, I.; Luthringer, B.; Willumeit-Römer, R.; Wada, T.; Kato, H.; Weissmüller, J.; Markmann, J. Open porous dealloying-based biomaterials as a novel biomaterial platform. Mater. Sci. Eng. C 2018, 88, 95–103. [Google Scholar] [CrossRef]
- Okulov, I.; Okulov, A.; Volegov, A.; Markmann, J. Tuning microstructure and mechanical properties of open porous TiNb and TiFe alloys by optimization of dealloying parameters. Scr. Mater. 2018, 154, 68–72. [Google Scholar] [CrossRef]
- Okulov, I.; Soldatov, I.; Sarmanova, M.; Kaban, I.; Gemming, T.; Edström, K.; Eckert, J. Flash Joule heating for ductilization of metallic glasses. Nat. Commun. 2015, 6, 7932. [Google Scholar] [CrossRef]
- Okulov, I.; Volegov, A.; Attar, H.; Bönisch, M.; Ehtemam-Haghighi, S.; Calin, M.; Eckert, J. Composition optimization of low modulus and high-strength TiNb-based alloys for biomedical applications. J. Mech. Behav. Biomed. Mater. 2017, 65, 866–871. [Google Scholar] [CrossRef] [PubMed]
- Okulov, I.V.; Wendrock, H.; Volegov, A.S.; Attar, H.; Kühn, U.; Skrotzki, W.; Eckert, J. High strength beta titanium alloys: New design approach. Mater. Sci. Eng. A 2015, 628, 297–302. [Google Scholar] [CrossRef]
- Okulov, I.; Bönisch, M.; Volegov, A.; Shahabi, H.S.; Wendrock, H.; Gemming, T.; Eckert, J. Micro-to-nano-scale deformation mechanism of a Ti-based dendritic-ultrafine eutectic alloy exhibiting large tensile ductility. Mater. Sci. Eng. A 2017, 682, 673–678. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, M.; Chen, W.; Feng, Y.; Yu, Y. Evolution of inhomogeneous reinforced structure in TiBw/Ti-6AL-4V composite prepared by pre-sintering and canned β extrusion. Mater. Des. 2015, 88, 471–477. [Google Scholar] [CrossRef]
- Wang, B.; Huang, L.J.; Liu, B.X.; Geng, L.; Hu, H.T. Effects of deformation conditions on the microstructure and substructure evolution of TiBw/Ti60 composite with network structure. Mater. Sci. Eng. A 2015, 627, 316–325. [Google Scholar] [CrossRef]
- Feng, Y.; Zhang, W.; Cui, G.; Wu, J.; Chen, W. Effects of the extrusion temperature on the microstructure and mechanical properties of TiBw/Ti6Al4V composites fabricated by pre-sintering and canned extrusion. J. Alloy. Compd. 2017, 721, 383–391. [Google Scholar] [CrossRef]
- Okulov, I.; Sarmanova, M.; Volegov, A.; Okulov, A.; Kühn, U.; Skrotzki, W.; Eckert, J. Effect of boron on microstructure and mechanical properties of multicomponent titanium alloys. Mater. Lett. 2015, 158, 111–114. [Google Scholar] [CrossRef]
- Ma, X.; Li, C.; Du, Z.; Zhang, W. Thermodynamic assessment of the Ti–B system. J. Alloy. Compd. 2004, 370, 149–158. [Google Scholar] [CrossRef]
- Dyakonov, G.; Mironov, S.; Semenova, I.; Valiev, R.; Semiatin, S. EBSD analysis of grain-refinement mechanisms operating during equal-channel angular pressing of commercial-purity titanium. Acta Mater. 2019, 173, 174–183. [Google Scholar] [CrossRef]
- Lin, P.; Sun, Y.; Zhang, S.; Zhang, C.; Wang, C.; Chi, C. Microstructure and texture heterogeneity of a hot-rolled near-α titanium alloy sheet. Mater. Charact. 2015, 104, 10–15. [Google Scholar] [CrossRef]
- Su, J.; Sanjari, M.; Kabir, A.S.H.; Jung, I.-H.; Yue, S. Dynamic recrystallization mechanisms during high speed rolling of Mg–3Al–1Zn alloy sheets. Scr. Mater. 2016, 113, 198–201. [Google Scholar] [CrossRef]
- Belyakov, A.; Sakai, T.; Miura, H.; Kaibyshev, R.; Tsuzaki, K. Continuous recrystallization in austenitic stainless steel after large strain deformation. Acta Mater. 2002, 50, 1547–1557. [Google Scholar] [CrossRef]
- Wang, S.C.; Aindow, M.; Starink, M.J. Effect of self-accommodation on α/ α boundary populations in pure titanium. Acta Mater. 2003, 51, 2485–2503. [Google Scholar] [CrossRef]
- Huang, G.; Han, Y.; Guo, X.; Qiu, D.; Wang, L.; Lu, W.; Zhang, D. Effects of extrusion ratio on microstructural evolution and mechanical behavior of in situ synthesized Ti-6Al-4V composites. Mater. Sci. Eng. A 2017, 688, 155–163. [Google Scholar] [CrossRef]
- Doherty, R.D.; Hughes, D.A.; Humphreys, F.J.; Jonas, J.J.; Rollett, A.D. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef] [Green Version]
- Basu, I.; Al-Samman, T. Twin recrystallization mechanisms in magnesium-rare earth alloys. Acta Mater. 2015, 96, 111–132. [Google Scholar] [CrossRef]
- Panda, K.B.; Chandran, K.S.R. First principles determination of elastic constants and chemical bonding of titanium boride (TiB) on the basis of density functional theory. Acta Mater. 2006, 54, 1641–1657. [Google Scholar] [CrossRef]
- Park, J.G.; Keum, D.H.; Lee, Y.H. Strengthening mechanisms in carbon nanotube-reinforced aluminum composites. Carbon 2015, 95, 690–698. [Google Scholar] [CrossRef]
- Murty, S.V.S.N.; Nayan, N.; Kumar, P.; Narayanan, P.R.; Sharma, S.C.; George, K.M. Microstructure–texture–mechanical properties relationship in multi-pass warm rolled Ti–6Al–4V Alloy. Mater. Sci. Eng. A 2014, 589, 174–181. [Google Scholar] [CrossRef]
- Dong, R.; Li, J.; Kou, H.; Tang, B.; Hua, K.; Liu, S. Characteristics of a hot-rolled near β titanium alloy Ti-7333. Mater. Charact. 2017, 129, 135–142. [Google Scholar] [CrossRef]
- He, J.; Jin, L.; Wang, F.; Dong, S.; Dong, J. Mechanical properties of Mg-8Gd-3Y-0.5 Zr alloy with bimodal grain size distributions. J. Magnes. Alloy. 2017, 5, 423–429. [Google Scholar] [CrossRef]
- Liu, C.; Lu, Y.; Tian, X.; Liu, D. Influence of continuous grain boundary α on ductility of laser melting deposited titanium alloys. Mater. Sci. Eng. A 2016, 661, 145–151. [Google Scholar] [CrossRef]







© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hou, J.; Gao, L.; Cui, G.; Chen, W.; Zhang, W.; Tian, W. Grain Refinement of Ti-15Mo-3Al-2.7Nb-0.2Si Alloy with the Rotation of TiB Whiskers by Powder Metallurgy and Canned Hot Extrusion. Metals 2020, 10, 126. https://doi.org/10.3390/met10010126
Hou J, Gao L, Cui G, Chen W, Zhang W, Tian W. Grain Refinement of Ti-15Mo-3Al-2.7Nb-0.2Si Alloy with the Rotation of TiB Whiskers by Powder Metallurgy and Canned Hot Extrusion. Metals. 2020; 10(1):126. https://doi.org/10.3390/met10010126
Chicago/Turabian StyleHou, Jiabin, Lin Gao, Guorong Cui, Wenzhen Chen, Wencong Zhang, and Wenguang Tian. 2020. "Grain Refinement of Ti-15Mo-3Al-2.7Nb-0.2Si Alloy with the Rotation of TiB Whiskers by Powder Metallurgy and Canned Hot Extrusion" Metals 10, no. 1: 126. https://doi.org/10.3390/met10010126
APA StyleHou, J., Gao, L., Cui, G., Chen, W., Zhang, W., & Tian, W. (2020). Grain Refinement of Ti-15Mo-3Al-2.7Nb-0.2Si Alloy with the Rotation of TiB Whiskers by Powder Metallurgy and Canned Hot Extrusion. Metals, 10(1), 126. https://doi.org/10.3390/met10010126