A RE Methodology to achieve Accurate Polygon Models and NURBS Surfaces by Applying Different Data Processing Techniques

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
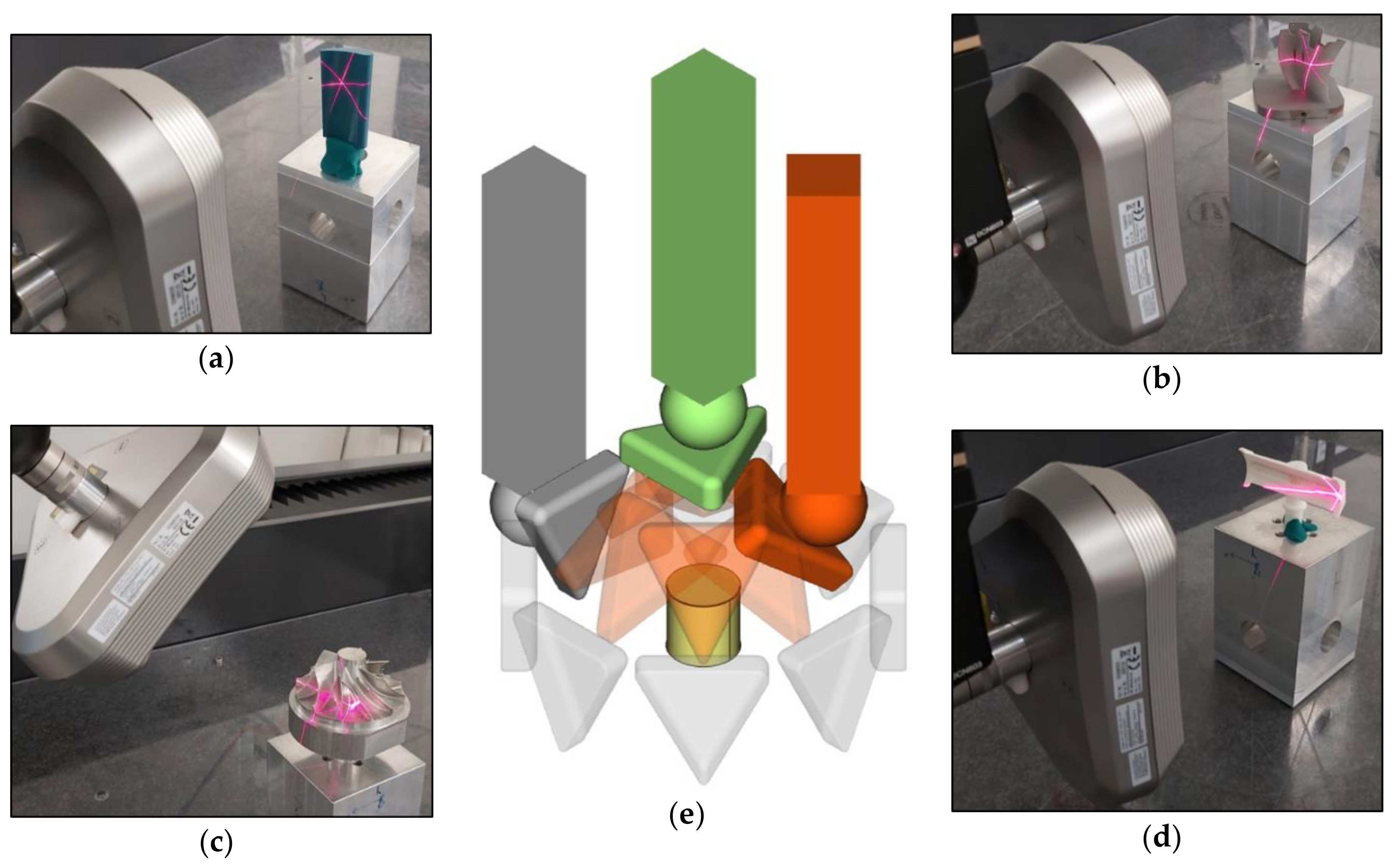
2.1. Data Aquisition
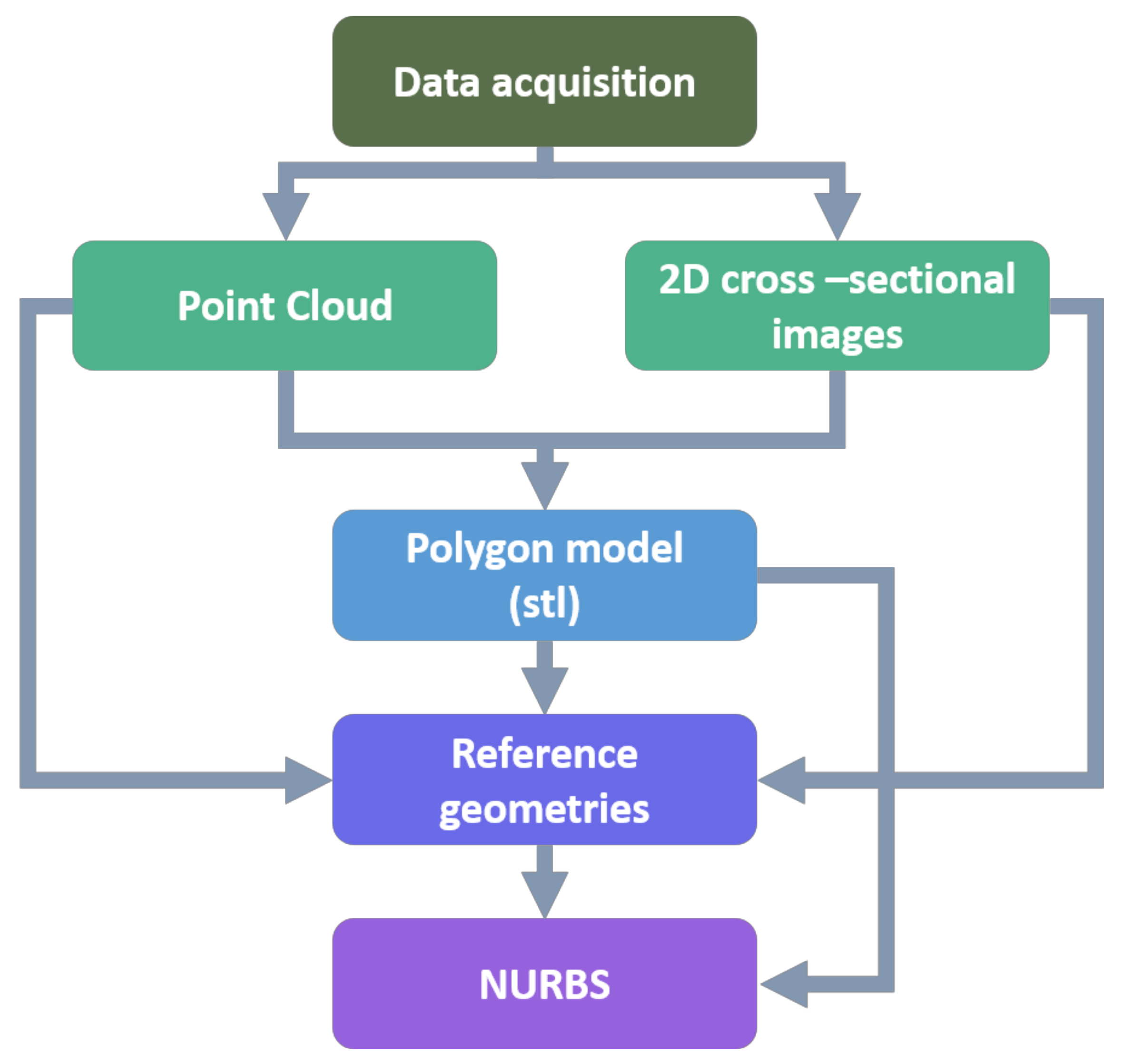
2.2. Data Processing
- Image processing,
- Point cloud processing,
- Generation of polygon models,
- Reference geometries extraction,
- NURBS surface generation.
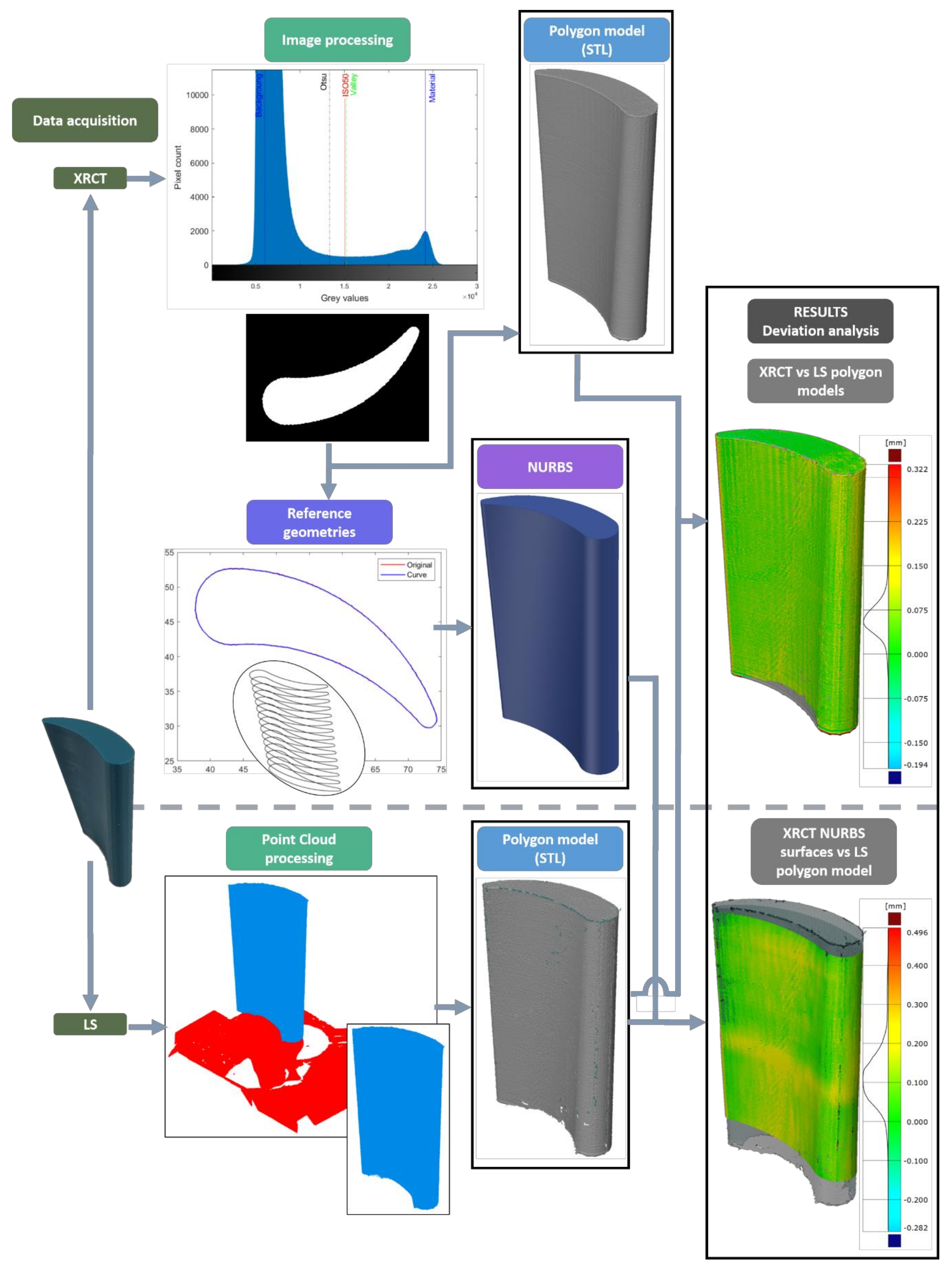
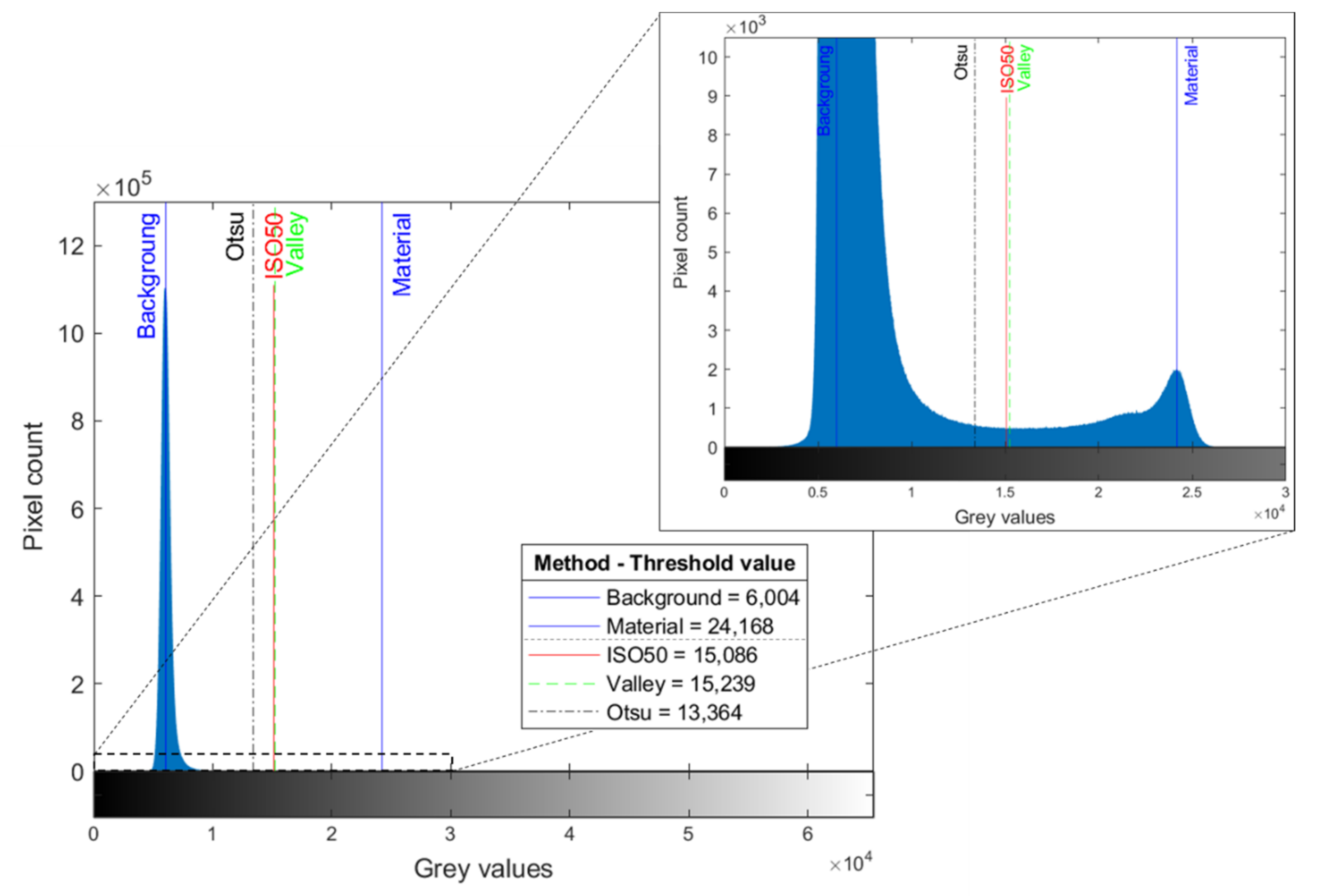
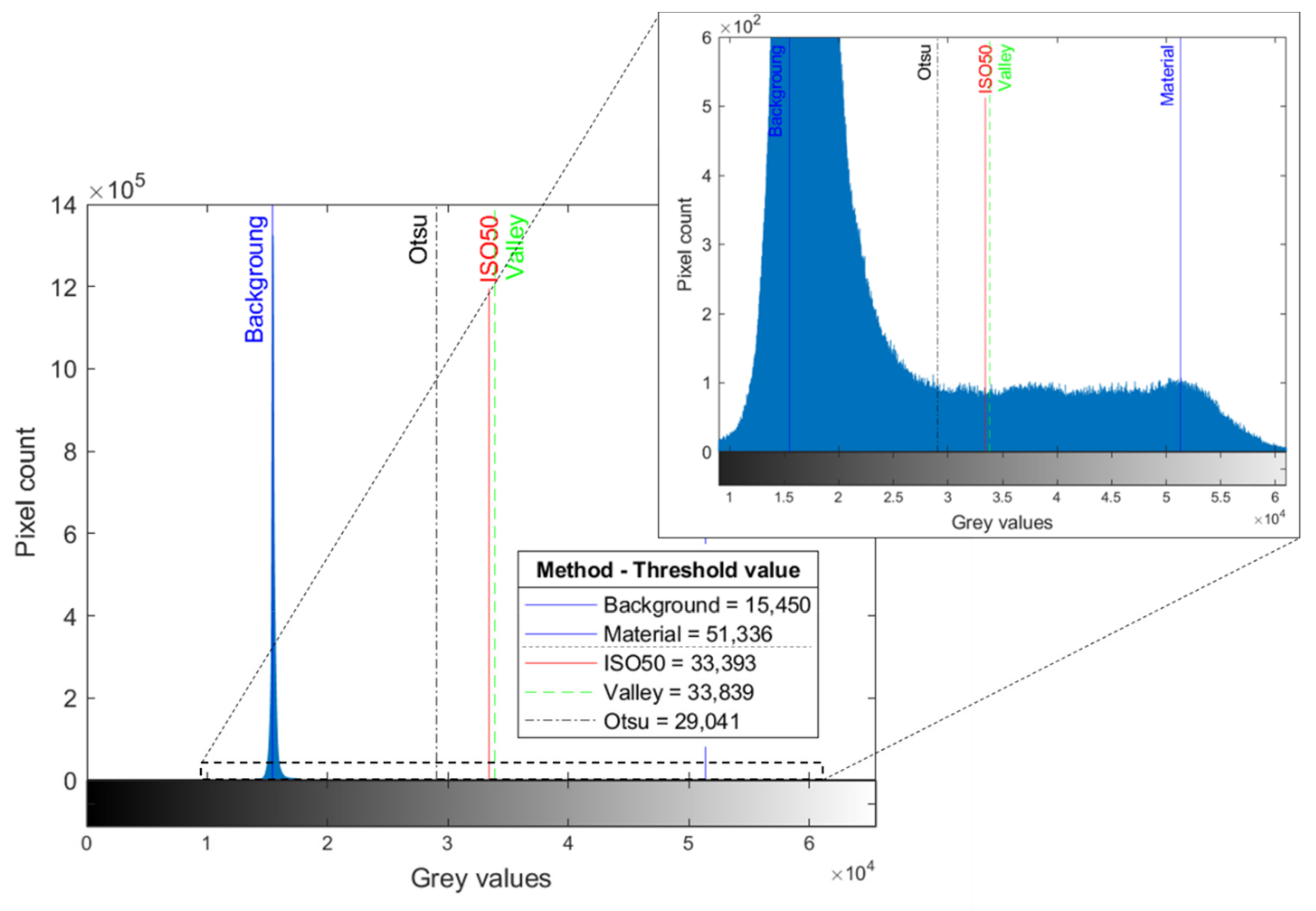
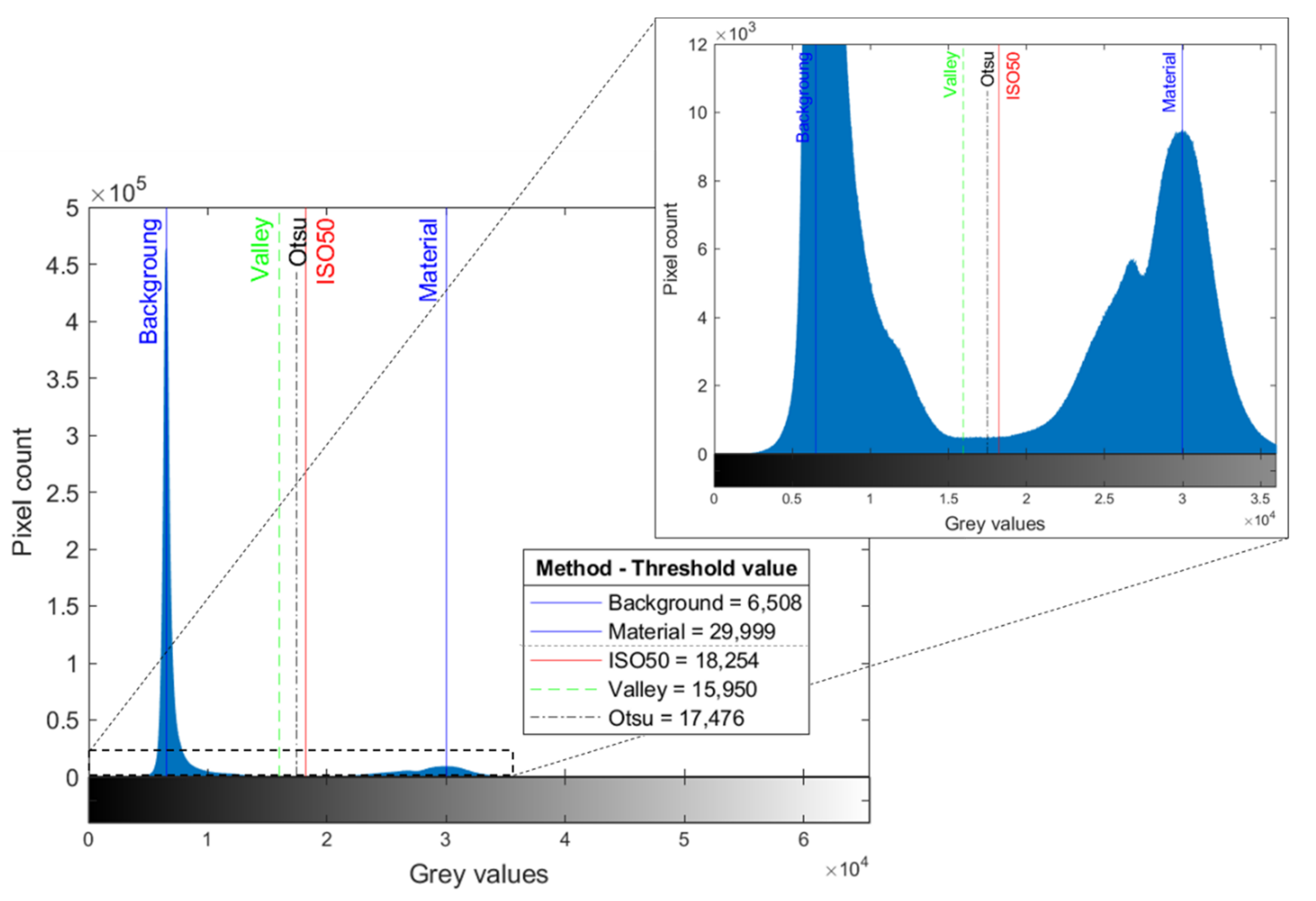
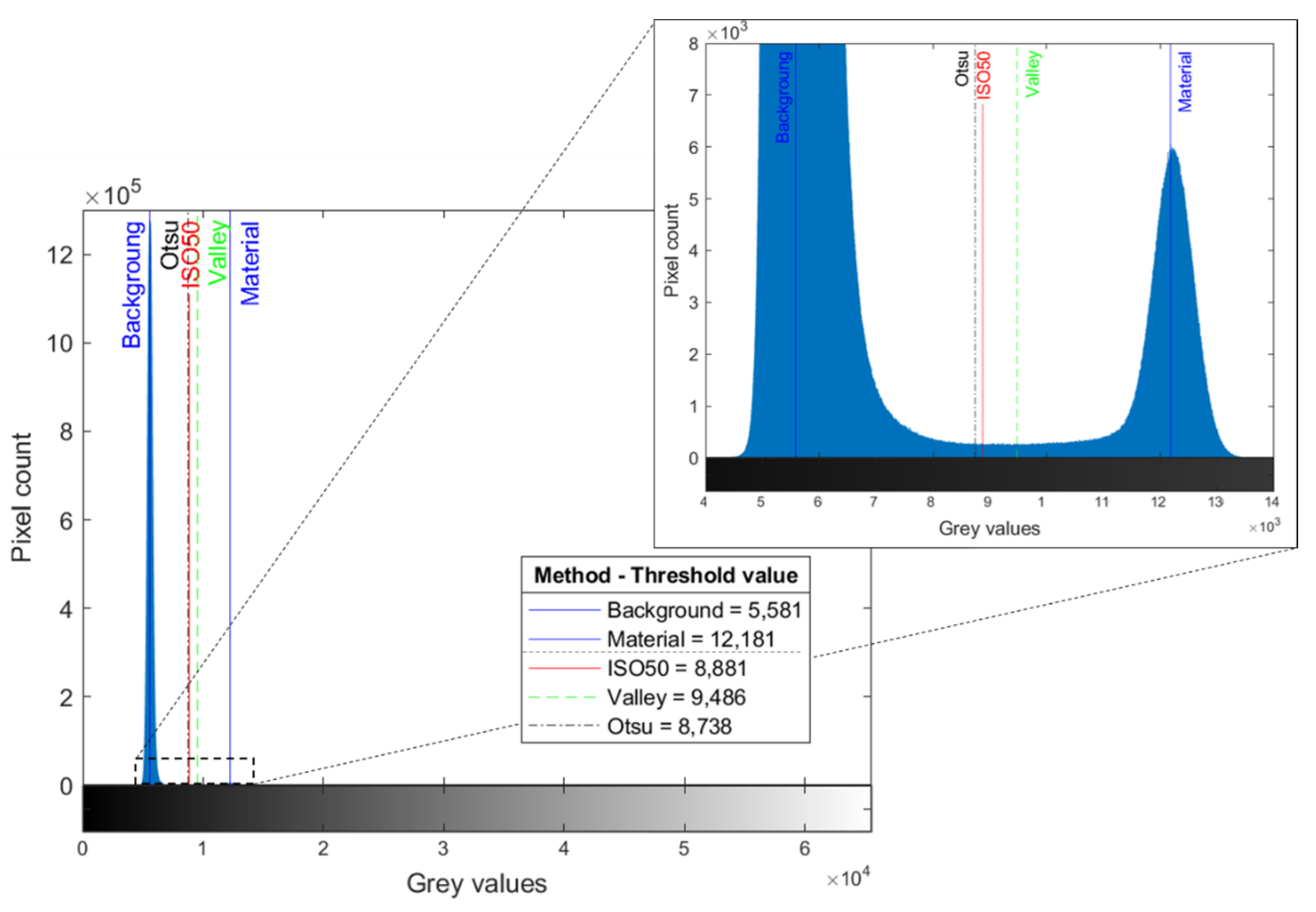
2.2.1. Image Processing
ISO50
Valley
Otsu
2.2.2. Point Cloud Processing
2.2.3. Generation of Polygon Models (STL)
2.2.4. Reference Geometries Extraction
- For polygon models, the intersection with the defined plane is used,
- For point clouds, the nearest points are projected onto the defined plane,
- For 2D cross-sectional images, the images themselves correspond to a section. The reconstruction of the volume from the images is also used to define different planes.
2.2.5. NURBS Surface Generation
3. Results and Discussion
- Image processing,
- Point cloud processing,
- Generation of polygon models (STL),
- Reference geometries extraction,
- NURBS surface generation.
3.1. Image Processing
3.2. Point Cloud Processing
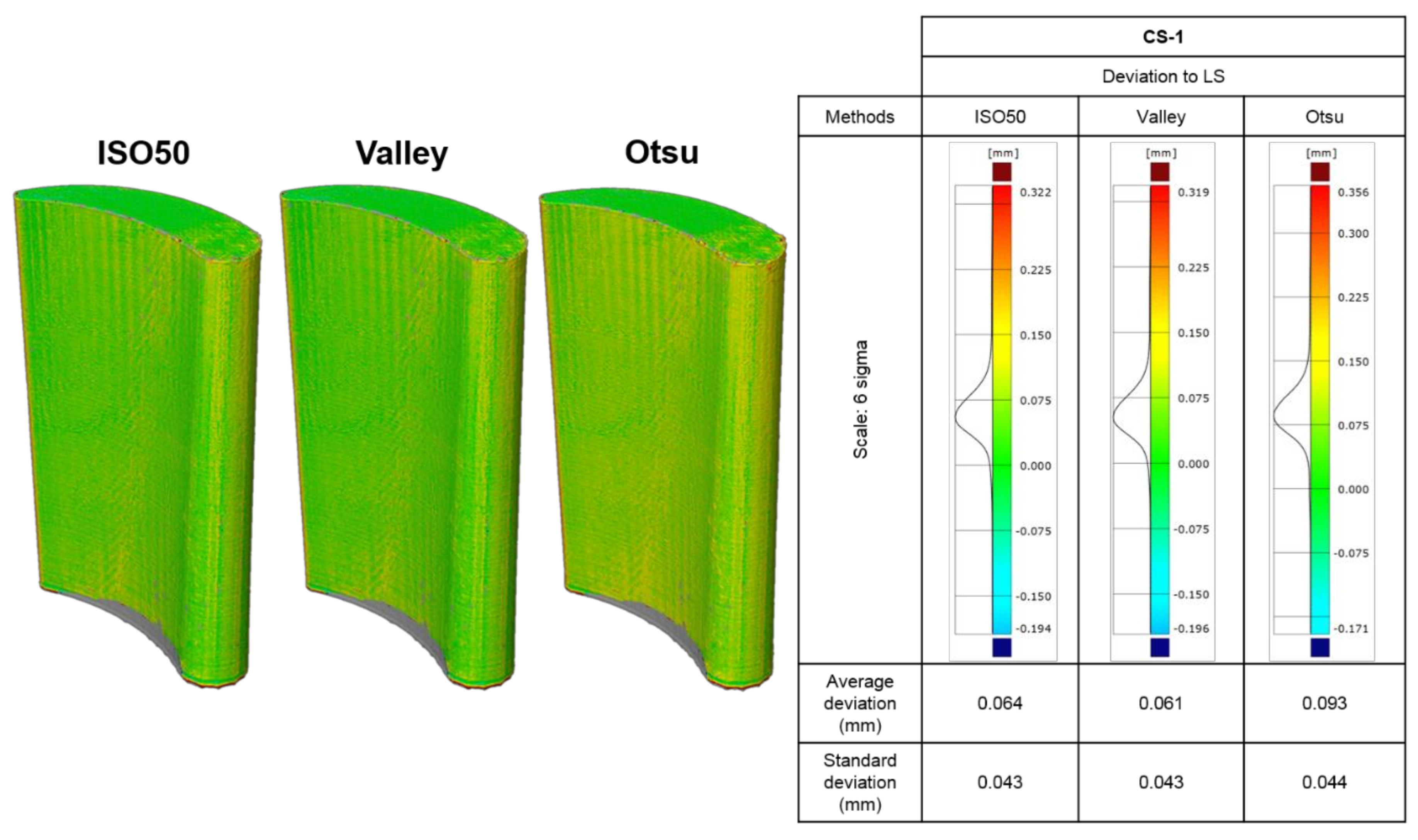
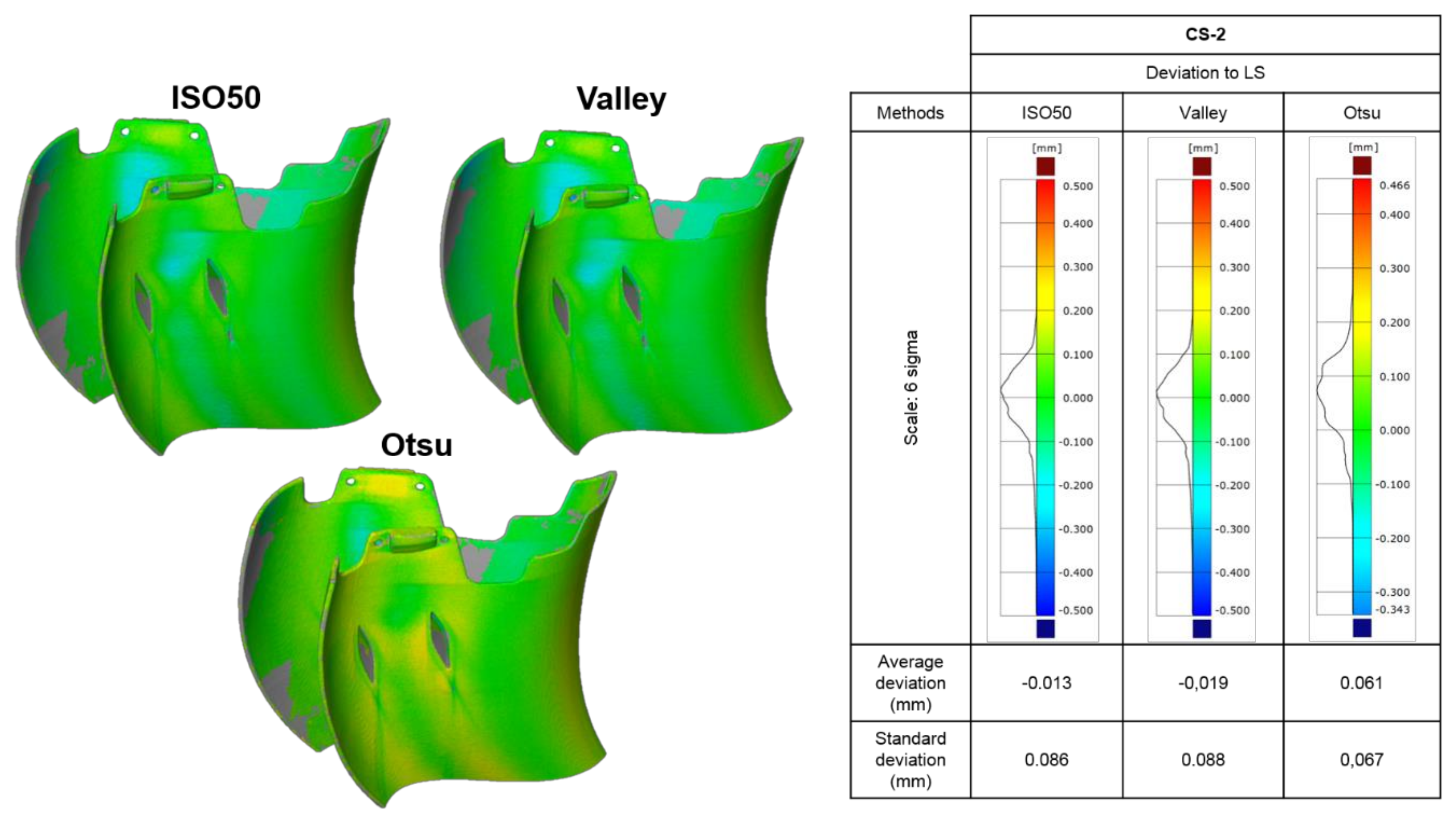
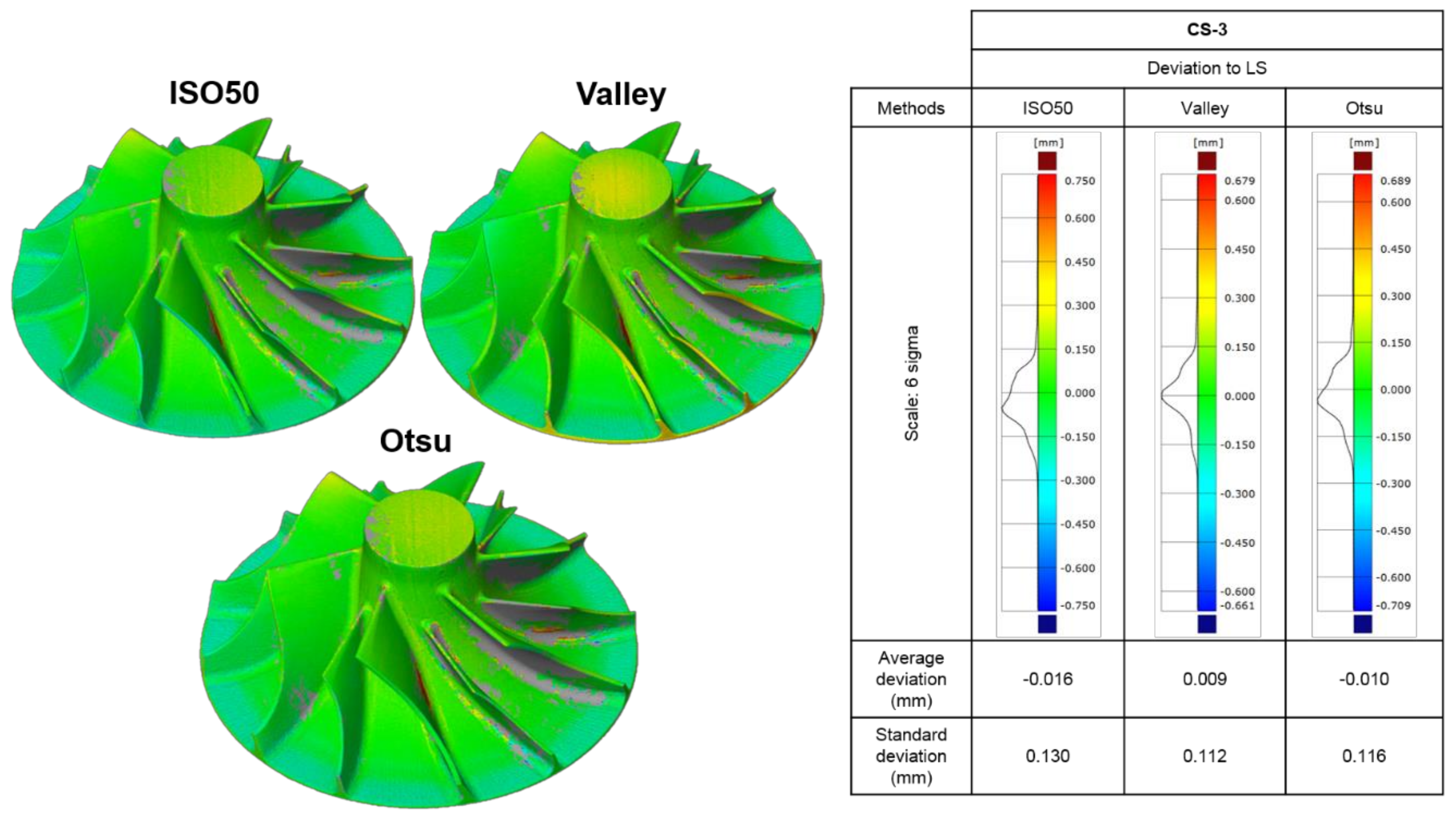
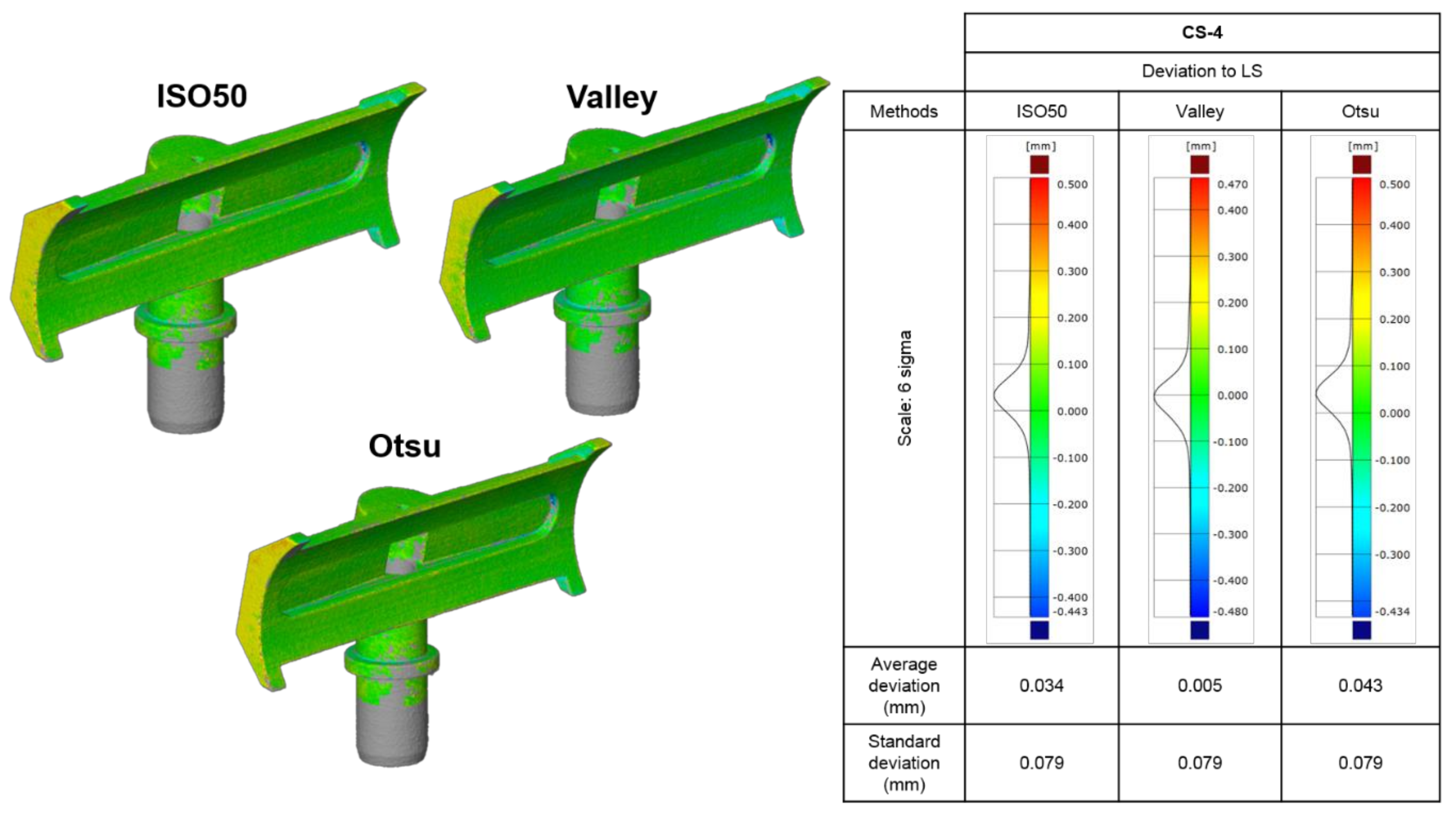
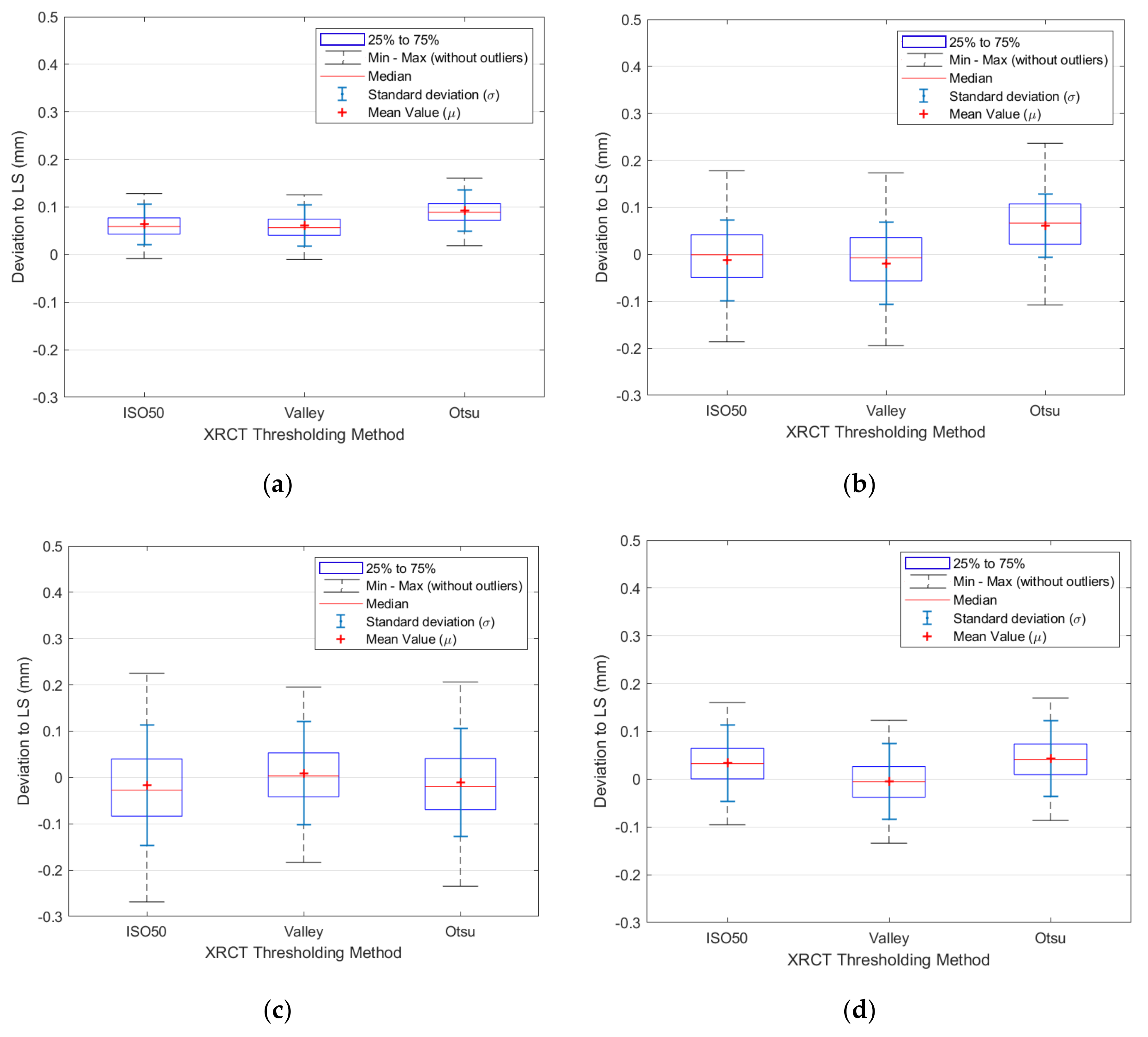
3.3. Generation of Polygon Models (STL)
3.4. Reference Geometries Extraction
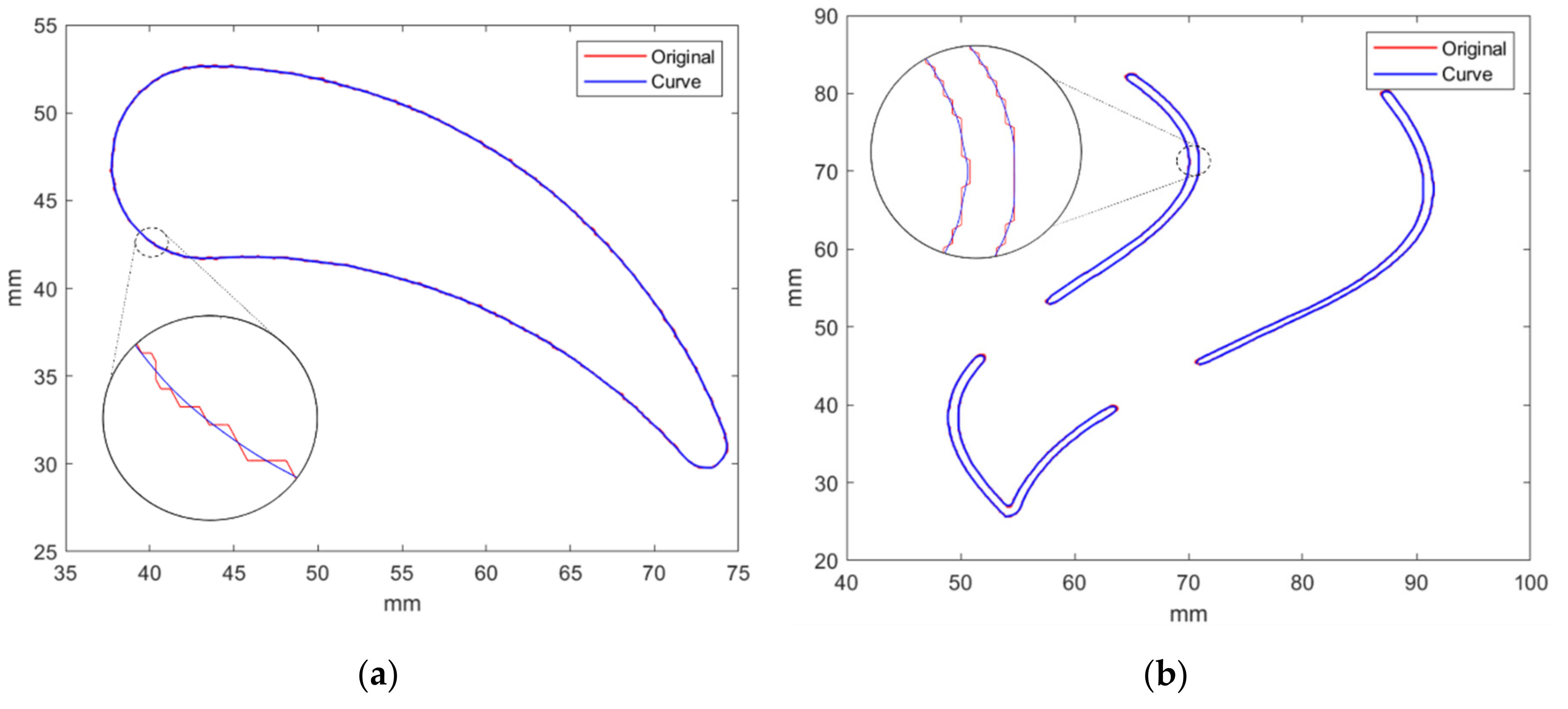
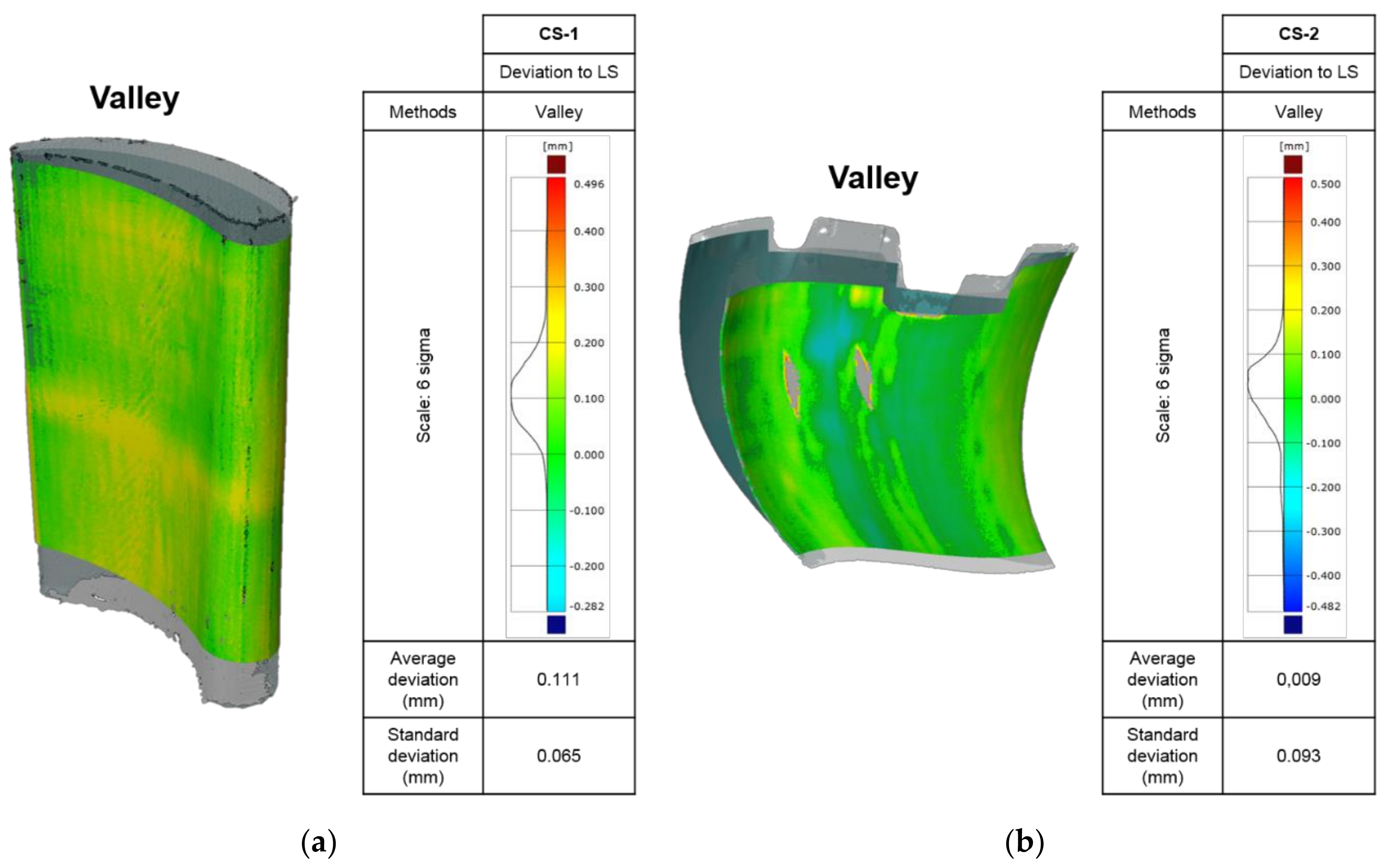
3.5. NURBS Surface Generation
4. Conclusions
- The proposed RE methodology reveals a promising future for achieving accurate polygon models for 3D printing or AM applications, as well as NURBS surfaces for advanced machining processes. This advantage allows design modifications, which is one of the most interesting challenges of a RE process.
- Apart from the data acquisition system and scanning conditions, the presented results suggest that the data processing step plays a major role in achieving accurate models of the scanned workpieces. In addition, the study demonstrates that the material and the geometry of the scanned workpiece also have their own effects on the outcomes, especially when using the XRCT data acquisition system.
- The developments of data processing techniques for achieving more accurate models from raw data are one of the current challenges of the RE process. In this context, the obtained results provide a first approach to the development of different data processing techniques in order to minimize error sources and offer more accurate models.
- The results achieved by applying the straightforward and fast computation methods proposed for image thresholding reveal that the accuracy of the obtained models depends on these calculated values. Therefore, the threshold value estimation provides the success of the presented RE methodology based on image processing techniques. For future research, the influence of applying more complex image processing techniques could be studied.
- In this framework, due to the results obtained for generating polygonal models, it could be well-founded to apply the Valley method in all case studies. Nonetheless, this method is strongly dependent on the histogram appearance, so its application might not be suitable in other circumstances.
- The deviation analysis between the polygon models shows that all the mean values reached by the proposed methods are below 0.100 mm, with 0.130 mm being the maximum standard deviation value out of all the case studies.
- The results obtained by using the Valley method for the NURBS surface generation reveal that the maximum mean value reached by this procedure is 0.111 mm, with standard deviation values below 0.100 mm for both case studies.
- Finally, the proposed methodology could be applied to any other data acquisition system that provides images or point clouds.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gameros, A.; De Chiffre, L.; Siller, H.R.; Hiller, J.; Genta, G. A reverse engineering methodology for nickel alloy turbine blades with internal features. CIRP J. Manuf. Sci. Technol. 2015, 9, 116–124. [Google Scholar] [CrossRef]
- Bauer, F.; Schrapp, M.; Szijarto, J. Accuracy analysis of a piece-to-piece reverse engineering workflow for a turbine foil based on multi-modal computed tomography and additive manufacturing. Precis. Eng. 2019, 60, 63–75. [Google Scholar] [CrossRef]
- Yu, J.; Lynn, R.; Tucker, T.; Saldana, C.; Kurfess, T. Model-free subtractive manufacturing from computed tomography data. Manuf. Lett. 2017, 13, 44–47. [Google Scholar] [CrossRef]
- Paulic, M.; Irgolic, T.; Balic, J.; Cus, F.; Cupar, A.; Brajlih, T.; Drstvensek, I. Reverse engineering of parts with optical scanning and additive manufacturing. Procedia Eng. 2014, 69, 795–803. [Google Scholar] [CrossRef] [Green Version]
- Van Eijnatten, M.; Rijkhorst, E.J.; Hofman, M.; Forouzanfar, T.; Wolff, J. The accuracy of ultrashort echo time MRI sequences for medical additive manufacturing. Dentomaxillofac. Radiol. 2016, 45. [Google Scholar] [CrossRef] [Green Version]
- Huotilainen, E.; Jaanimets, R.; Valášek, J.; Marcián, P.; Salmi, M.; Tuomi, J.; Mäkitie, A.; Wolff, J. Inaccuracies in additive manufactured medical skull models caused by the DICOM to STL conversion process. J. Cranio-Maxillofac. Surg. 2014, 42. [Google Scholar] [CrossRef]
- Manmadhachary, A.; Ravi Kumar, Y.; Krishnanand, L. Improve the accuracy, surface smoothing and material adaption in STL file for RP medical models. J. Manuf. Process. 2016, 21, 46–55. [Google Scholar] [CrossRef]
- Pham, D.T.; Hieu, L.C. Reverse Engineering—Hardware and Software. In Reverse Engineering; Vinesh Raja, K.J.F., Ed.; Springer-Verlag London Limited: London, UK, 2008; pp. 33–70. ISBN 9781846288555. [Google Scholar]
- Chougule, V.N.; Mulay, A.V.; Ahuja, B.B. Development of patient specific implants for Minimum Invasive Spine Surgeries (MISS) from non-invasive imaging techniques by reverse engineering and additive manufacturing techniques. Procedia Eng. 2014, 97, 212–219. [Google Scholar] [CrossRef] [Green Version]
- Chougule, V.N.; Mulay, A.V.; Ahuja, B.B. Methodologies for Development of Patient Specific Bone Models from Human Body CT Scans. J. Inst. Eng. Ser. C 2016, 99, 413–418. [Google Scholar] [CrossRef]
- Modi, Y.K.; Sanadhya, S. Design and additive manufacturing of patient-specific cranial and pelvic bone implants from computed tomography data. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 1–11. [Google Scholar] [CrossRef]
- Li, L.; Li, C.; Tang, Y.; Du, Y. An integrated approach of reverse engineering aided remanufacturing process for worn components. Robot. Comput. Integr. Manuf. 2017, 48, 39–50. [Google Scholar] [CrossRef]
- Celentano, F.; Dipasquale, R.; Simoneau, E.; May, N.; Shahbazi, Z.; Shahbazmohamadi, S. Reverse Engineering and Geometric Optimization for Resurrecting Antique Saxophone Sound Using Micro-Computed Tomography and Additive Manufacturing. J. Comput. Inf. Sci. Eng. 2017, 17, 1–6. [Google Scholar] [CrossRef]
- Laycock, S.D.; Bell, G.D.; Corps, N.; Mortimore, D.B.; Cox, G.; May, S.; Finkel, I. Using a combination of micro-computed tomography, CAD and 3D printing techniques to reconstruct incomplete 19th-century cantonese chess pieces. J. Comput. Cult. Herit. 2015, 7, 2–7. [Google Scholar] [CrossRef] [Green Version]
- Momeni, F.M.; Hassani, N.S.M.M.; Liu, X.; Ni, J. A review of 4D printing. Mater. Des. 2017, 122, 42–79. [Google Scholar] [CrossRef]
- Werner, A.; Skalski, K.; Piszczatowski, S.; Świȩszkowski, W.; Lechniak, Z. Reverse engineering of free-form surfaces. J. Mater. Process. Technol. 1998, 76, 128–132. [Google Scholar] [CrossRef]
- Hayat, N.; Ahmad, M. The effects of computed tomography scanner parameters on the quality of the reverse triangular surface model of the fibula. J. Braz. Soc. Mech. Sci. Eng. 2016, 38, 21–31. [Google Scholar] [CrossRef]
- Kozior, T.; Bochnia, J.; Zmarzły, P.; Gogolewski, D. Waviness of Freeform Surface Characterizations from Austenitic Stainless Steel (316L) Manufactured by 3D Printing-Selective Laser Melting (SLM) Technology. Materials 2020, 13, 4372. [Google Scholar] [CrossRef]
- Kozior, T.; Bochnia, J. The influence of printing orientation on surface texture parameters in powder bed fusion technology with 316L steel. Micromachines 2020, 11, 639. [Google Scholar] [CrossRef]
- Heinzl, C.; Amirkhanov, A.; Kastner, J. Processing, analysis and visualization of CT data. In Industrial X-ray Computed Tomography; Carmignato, S., Dewulf, W., Leach, R., Eds.; Springer International Publishing AG: Cham, Switzerland, 2018; pp. 99–142. ISBN 9783319595733. [Google Scholar]
- Sezgin, M.; Sankur, B. Survey over image thresholding techniques and quanitative performance evaluation. J. Electron. Imaging 2004, 13, 146–168. [Google Scholar] [CrossRef]
- Lifton, J.J.; Liu, T. Evaluation of the standard measurement uncertainty due to the ISO50 surface determination method for dimensional computed tomography. Precis. Eng. 2020, 61, 82–92. [Google Scholar] [CrossRef]
- Otsu, N. A Threshold Selection Method from Gray-Level Histograms. IEEE Trans. Syst. Man. Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef] [Green Version]
- Rusu, R.B.; Marton, Z.C.; Blodow, N.; Dolha, M.; Beetz, M. Towards 3D Point cloud based object maps for household environments. Rob. Auton. Syst. 2008, 56, 927–941. [Google Scholar] [CrossRef]
- Lorensen, W.E.; Cline, H.E. Marching cubes: A high resolution 3D surface construction algorithm. In Proceedings of the 14th Annual Conference on Computer Graphics and Interactive Techniques SIGGRAPH 1987, Anaheim, CA, USA, 27–31 July 1987; Volume 21, pp. 163–169. [Google Scholar] [CrossRef]
- Schroeder, W.; Maynard, R.; Geveci, B. Flying edges: A high-performance scalable isocontouring algorithm. In Proceedings of the 2015 IEEE 5th Symposium on Large Data Analysis and Visualization (LDAV), Chicago, IL, USA, 25–26 October 2015; pp. 33–40. [Google Scholar] [CrossRef]
- Zhao, S.; Zhang, W.; Sheng, W.; Zhao, X. A Frame of 3D Printing Data Generation Method Extracted from CT Data. Sens. Imaging 2018, 19, 1–13. [Google Scholar] [CrossRef]
- Ryu, J.H.; Kim, H.S.; Lee, K.H. Contour-based algorithms for generating 3D CAD models from medical images. Int. J. Adv. Manuf. Technol. 2004, 24, 112–119. [Google Scholar] [CrossRef]
- Flöry, S. Fitting curves and surfaces to point clouds in the presence of obstacles. Comput. Aided Geom. Des. 2009, 26, 192–202. [Google Scholar] [CrossRef]
- Reinsch, C.H. Smoothing by spline functions. II. Numer. Math. 1967, 10, 177–183. [Google Scholar] [CrossRef]
- Yoo, D.J. Three-dimensional surface reconstruction of human bone using a B-spline based interpolation approach. CAD Comput. Aided Des. 2011, 43, 934–947. [Google Scholar] [CrossRef]
- Wang, W.; Pottmann, H.; Liu, Y. Fitting B-spline curves to point clouds by curvature-based squared distance minimization. ACM Trans. Graph. 2006, 25, 214–238. [Google Scholar] [CrossRef]
- Fan, J.L.; Lei, B. A modified valley-emphasis method for automatic thresholding. Pattern Recognit. Lett. 2012, 33, 703–708. [Google Scholar] [CrossRef]
- Stolfi, A.; De Chiffre, L.; Kasperl, S. Error sources. In Industrial X-ray Computed Tomography; Carmignato, S., Dewulf, W., Leach, R., Eds.; Springer International Publishing AG: Cham, Switzerland, 2018; pp. 143–184. ISBN 9783319595733. [Google Scholar]
- Spink, D.M. NURBS Toolbox by D.M. Spink 2020. Available online: https://www.mathworks.com/matlabcentral/fileexchange/26390-nurbs-toolbox-by-d-m-spink (accessed on 21 September 2020).

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
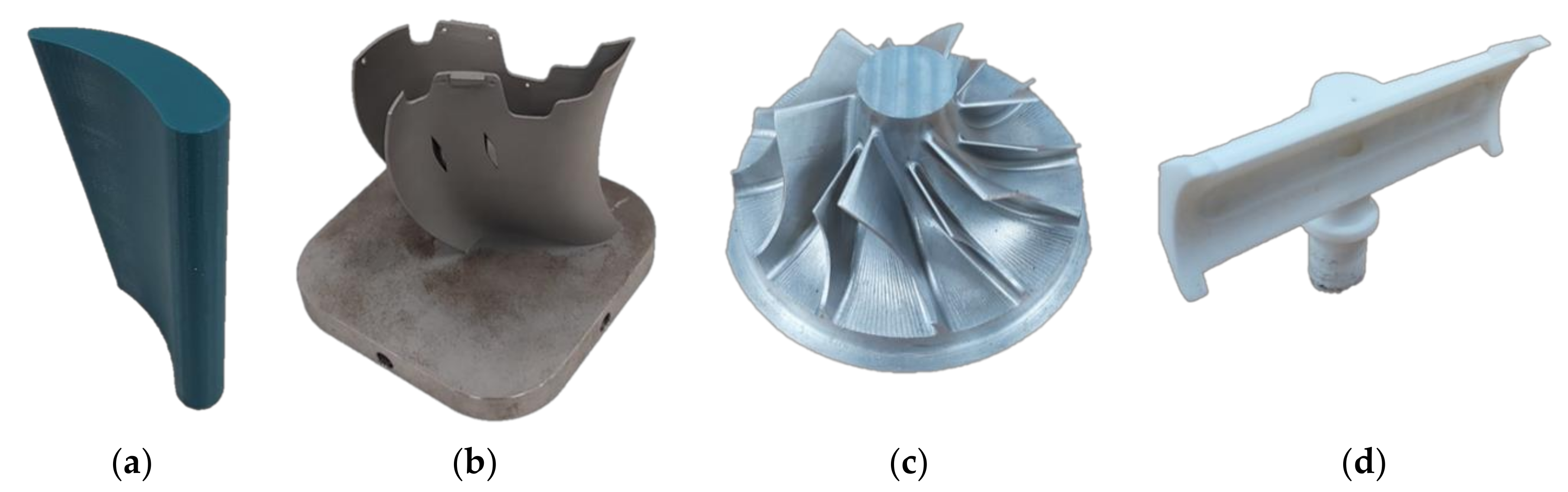
| Case Study | CS-1 | CS-2 | CS-3 | CS-4 |
|---|---|---|---|---|
| Workpiece | Turbine blade prototype | Renishaw free-forms prototype | Impeller | 3D printer piece |
| Material | PLA | Inconel 718 | Aluminum | Polyamide |
| Manufacturing process | 3D printing | AM (L-PBF) | Machining | Injection molding |
| Unit | Scanning Conditions by XRCT | ||||
|---|---|---|---|---|---|
| Case Study | CS-1 | CS-2 | CS-3 | CS-4 | |
| Focal spot size | mm | 0.4 | 1 | 1 | 0.4 |
| Hardware filters | - | 1 mm Cu | 1 mm Cu and 0.5 mm Sn | 1 mm Cu | 1 mm Cu and 0.5 mm Sn |
| Voltage | kV | 115 | 192 | 150 | 116 |
| Current | mA | 2 | 7.7 | 1.5 | 2.1 |
| Exposure time | ms | 100 | 33 | 100 | 100 |
| Projections | - | 720 | 720 | 720 | 720 |
| Magnification | - | 1.90 | 1.29 | 1.99 | 1.35 |
| Case Study | CS-1 | CS-2 | CS-3 | CS-4 |
|---|---|---|---|---|
| Number of points | 1,651,048 | 2,606,547 | 5,864,730 | 2,539,723 |
| Data Acquisition System | Outputs | Case Study | CS-1 | CS-2 | CS-3 | CS-4 |
|---|---|---|---|---|---|---|
| LS | Point cloud | Input | 1,651,048 | 2,606,547 | 5,864,730 | 2,539,723 |
| Optimized | 1,202,443 | 2,163,221 | 3,995,851 | 2,462,214 | ||
| Polygon Model (STL) | 803,121 | 1,402,920 | 1,991,639 | 1,291,366 | ||
| XRCT | Polygon Model (STL) | ISO50 | 997,956 | 899,786 | 2,932,744 | 779,501 |
| Valley | 997,387 | 898,169 | 2,899,507 | 777,035 | ||
| Otsu | 1,003,812 | 903,977 | 2,908,835 | 780,858 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pascual, A.; Ortega, N.; Plaza, S.; Holgado, I.; Arrizubieta, J.I. A RE Methodology to achieve Accurate Polygon Models and NURBS Surfaces by Applying Different Data Processing Techniques. Metals 2020, 10, 1508. https://doi.org/10.3390/met10111508
Pascual A, Ortega N, Plaza S, Holgado I, Arrizubieta JI. A RE Methodology to achieve Accurate Polygon Models and NURBS Surfaces by Applying Different Data Processing Techniques. Metals. 2020; 10(11):1508. https://doi.org/10.3390/met10111508
Chicago/Turabian StylePascual, Alejandro, Naiara Ortega, Soraya Plaza, Ibon Holgado, and Jon Iñaki Arrizubieta. 2020. "A RE Methodology to achieve Accurate Polygon Models and NURBS Surfaces by Applying Different Data Processing Techniques" Metals 10, no. 11: 1508. https://doi.org/10.3390/met10111508
APA StylePascual, A., Ortega, N., Plaza, S., Holgado, I., & Arrizubieta, J. I. (2020). A RE Methodology to achieve Accurate Polygon Models and NURBS Surfaces by Applying Different Data Processing Techniques. Metals, 10(11), 1508. https://doi.org/10.3390/met10111508