Harmonic Structure Design: A Strategy for Outstanding Mechanical Properties in Structural Materials


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
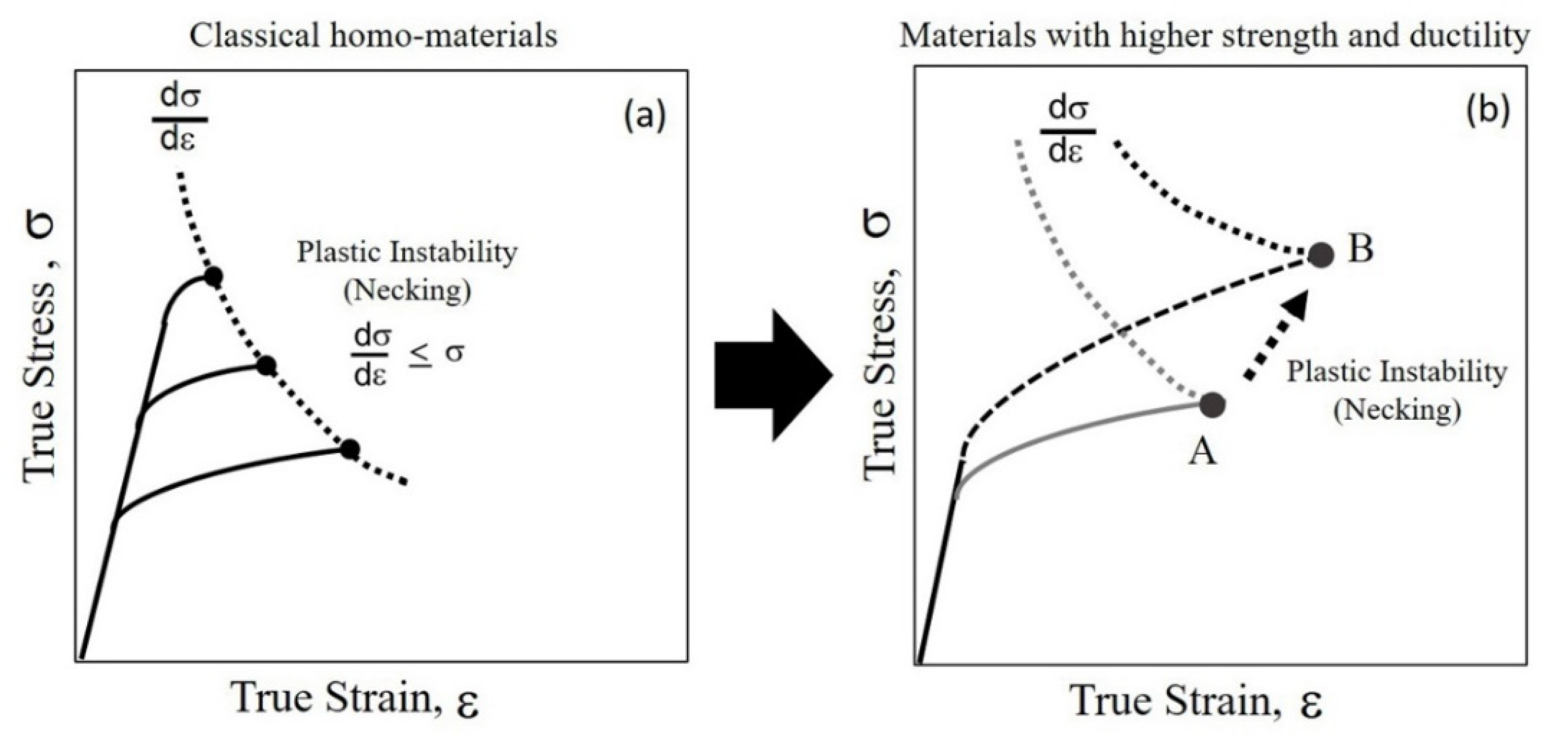
2. The Strength–Ductility Behavior of Homo- and Hetero-Structured Materials
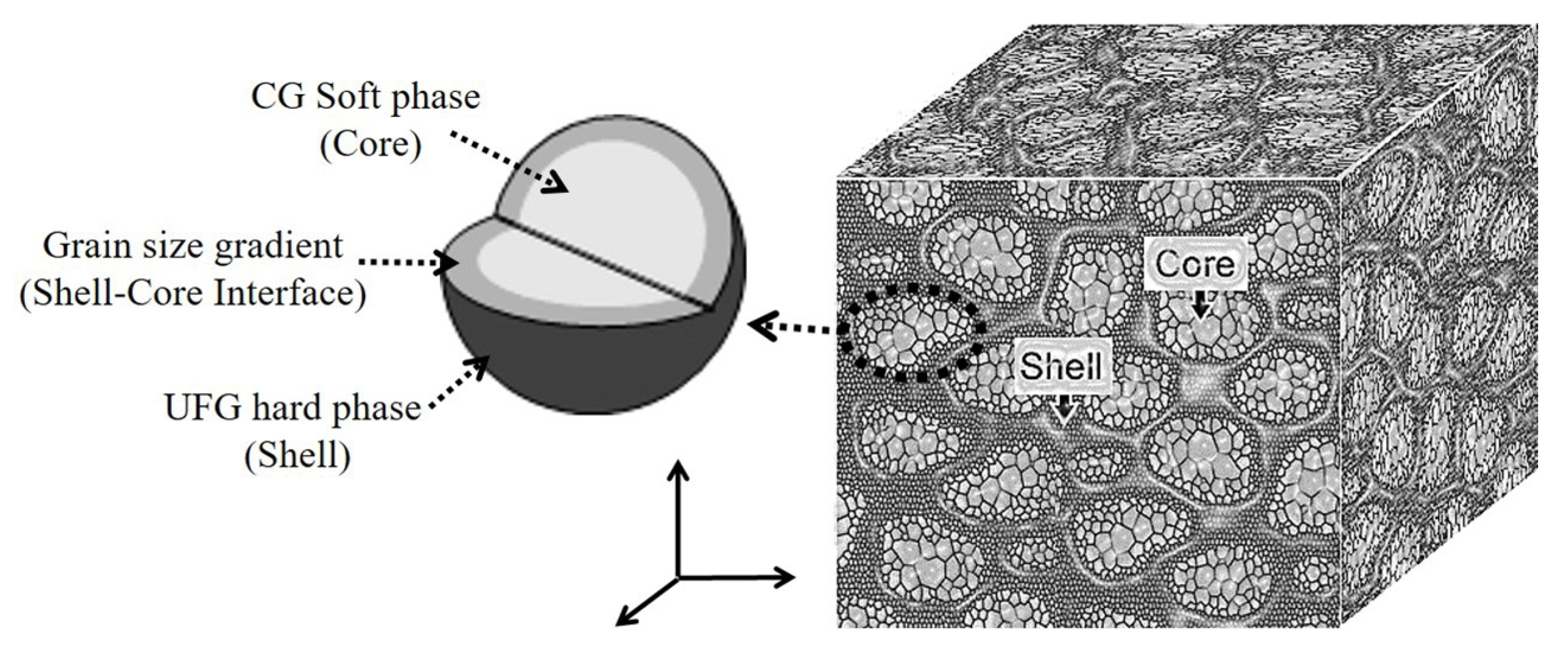
3. Concept of Harmonic Structure Design and Processing Considerations
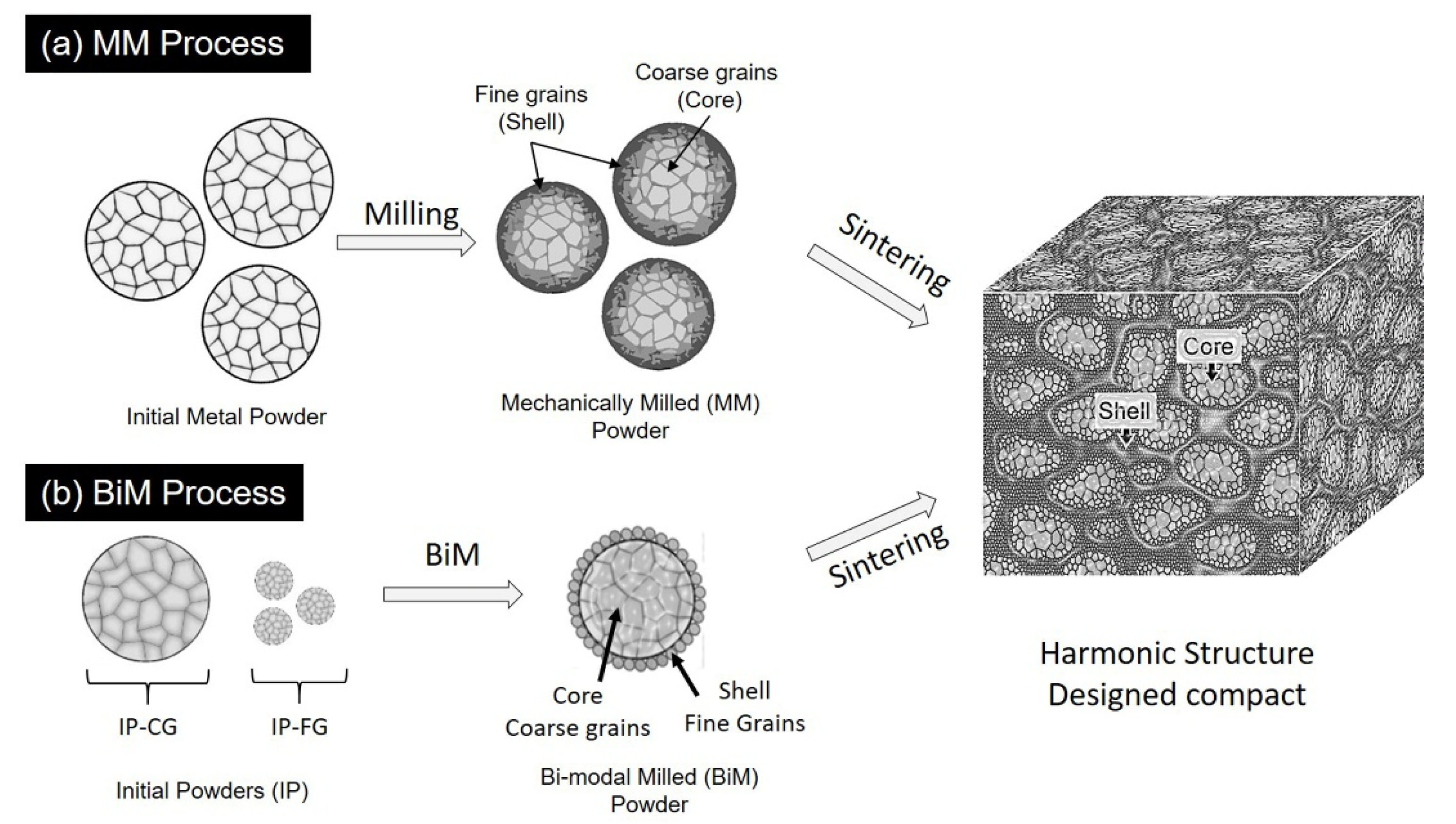
3.1. Mechanical Milling Process (MM Process)
3.2. Bimodal Milling Process (BiM Process)
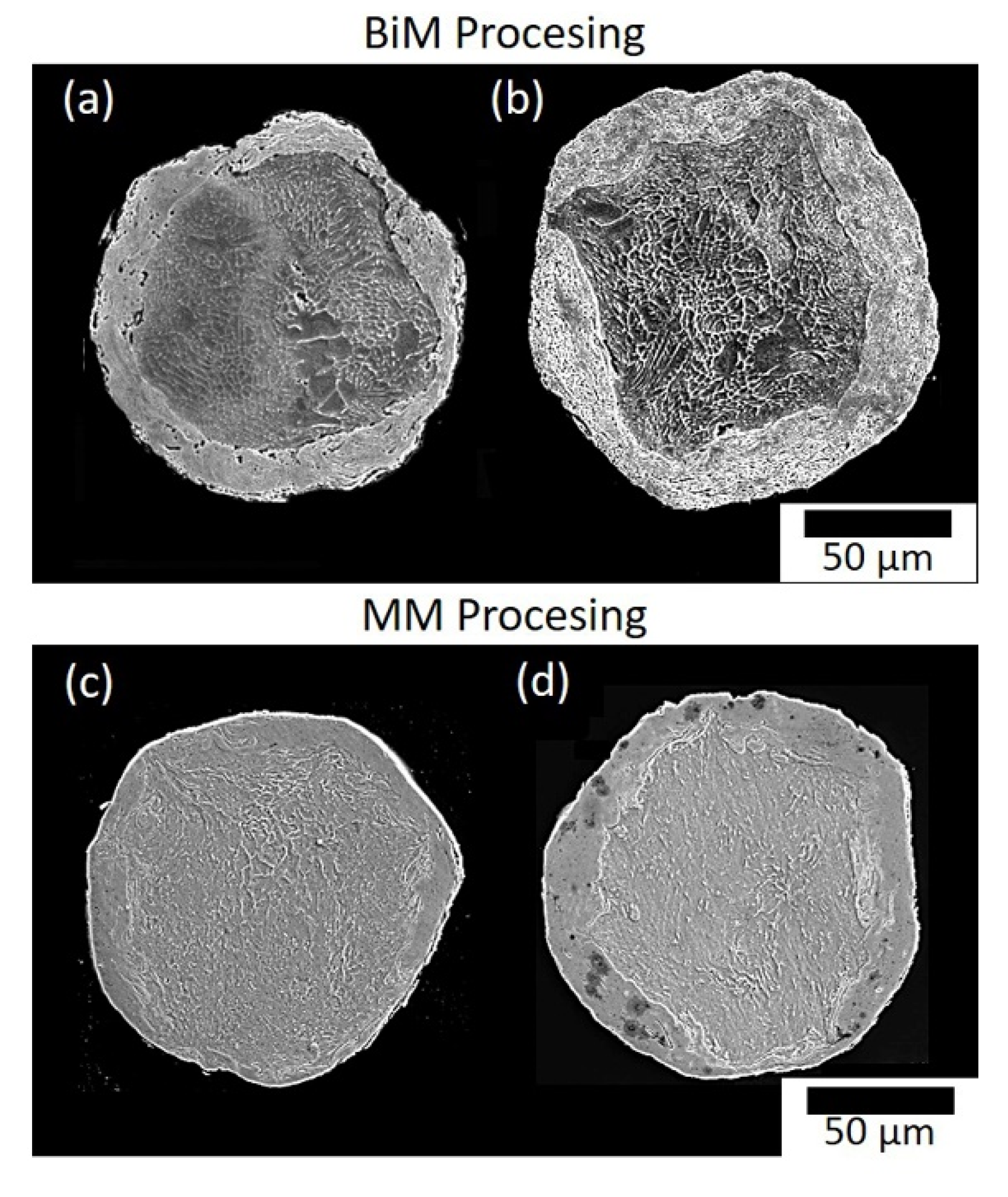
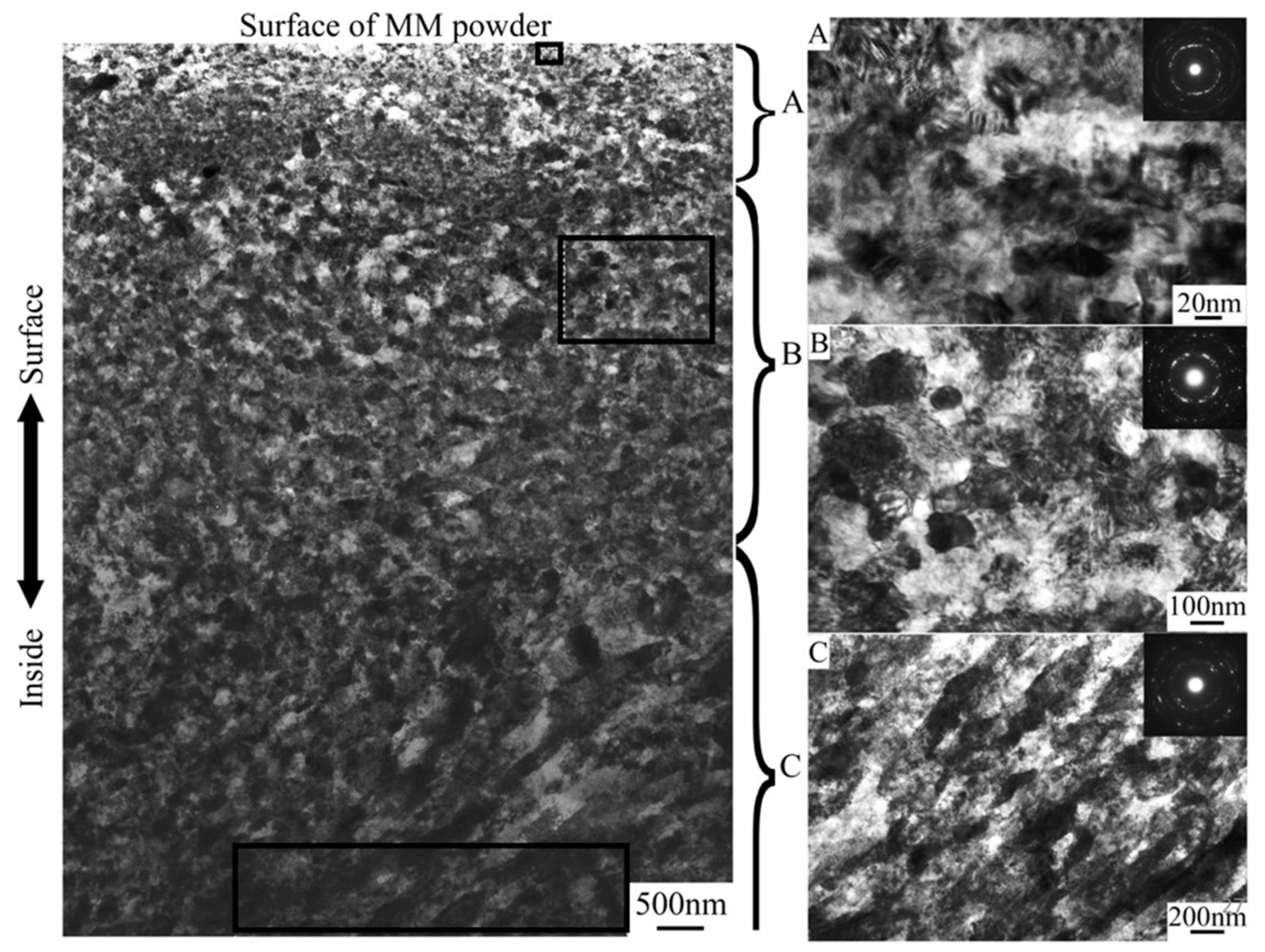
4. Microstructure of BiM and MM Processed Powders
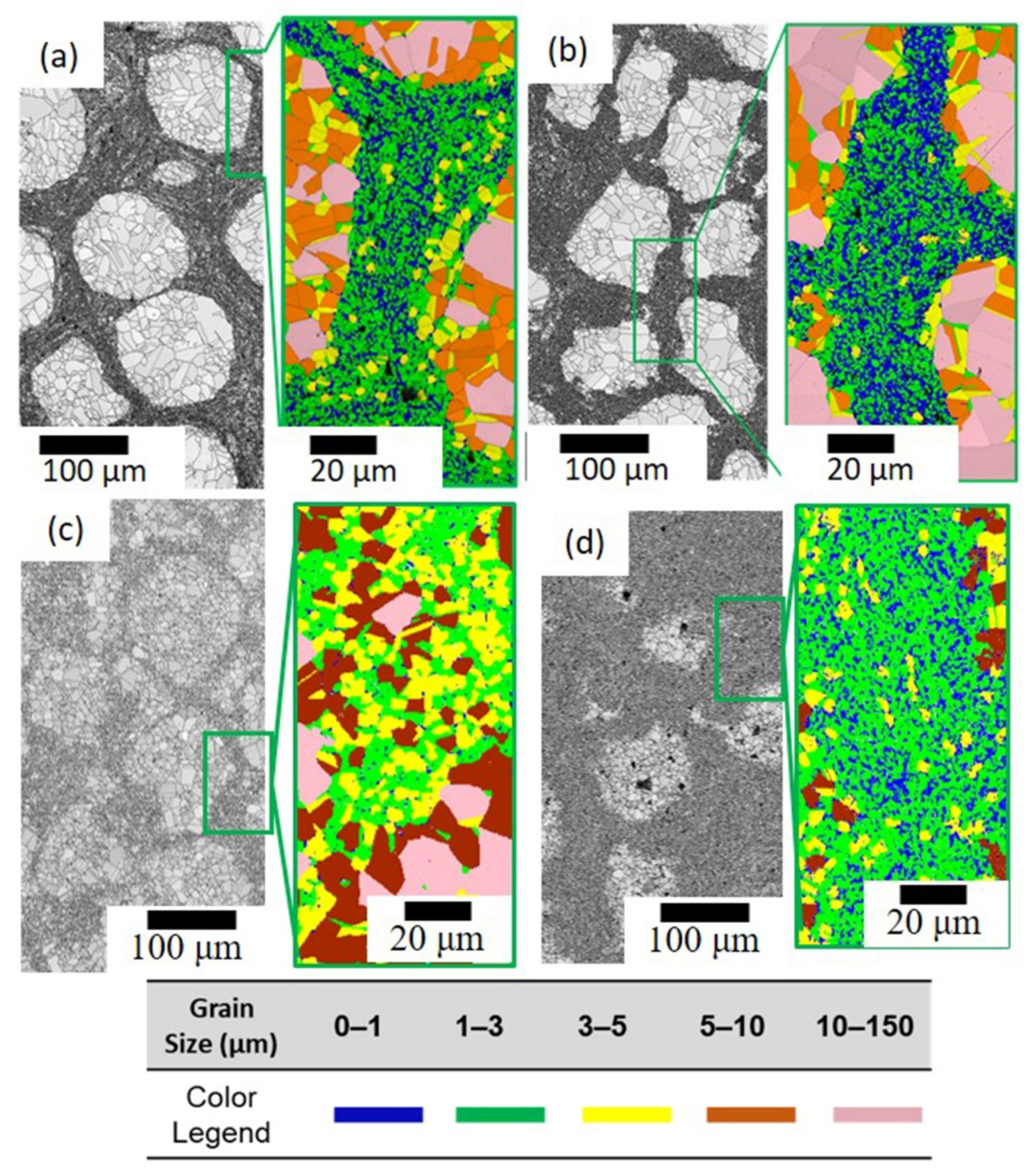
5. Microstructure of Harmonic Structure Designed Compacts
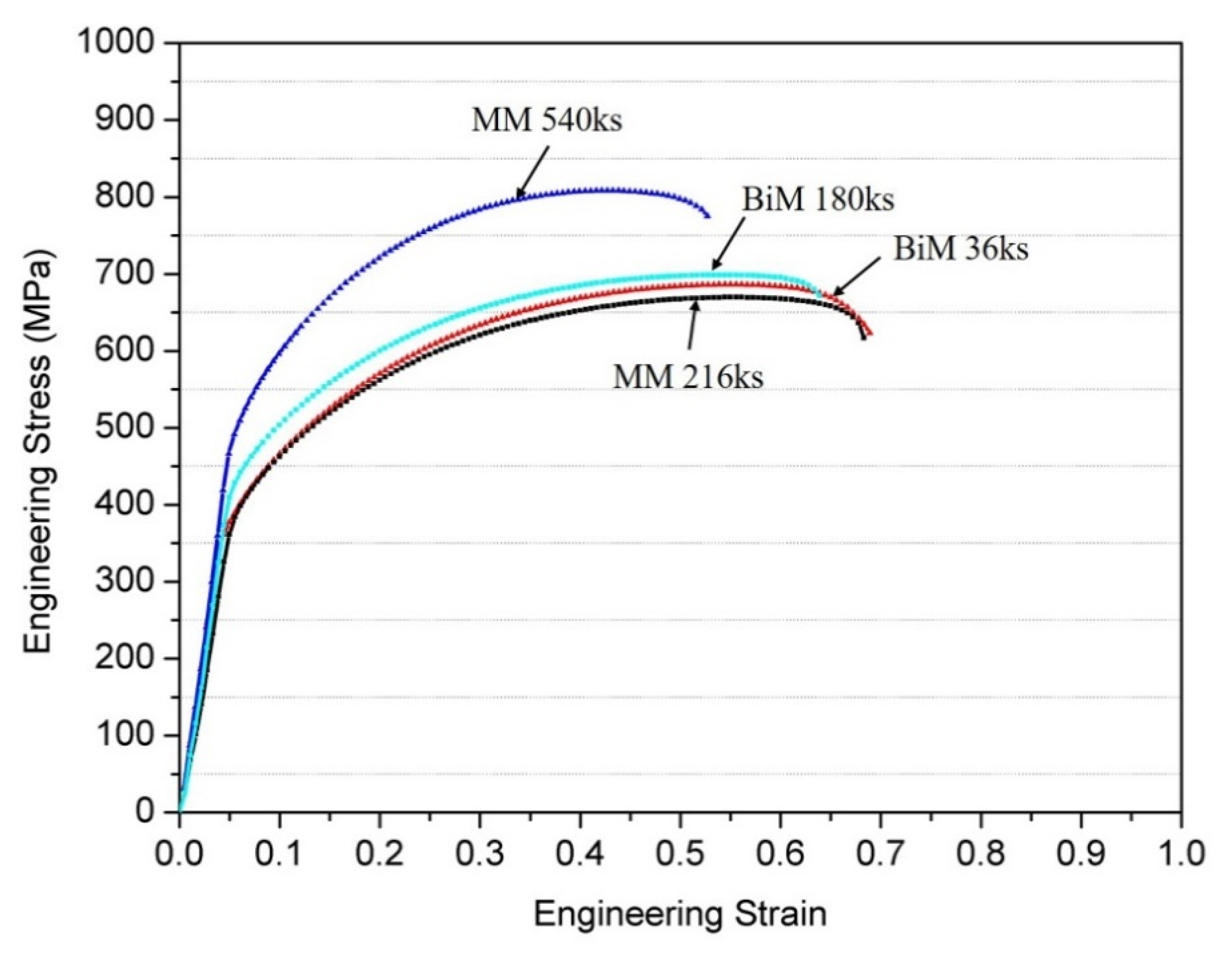
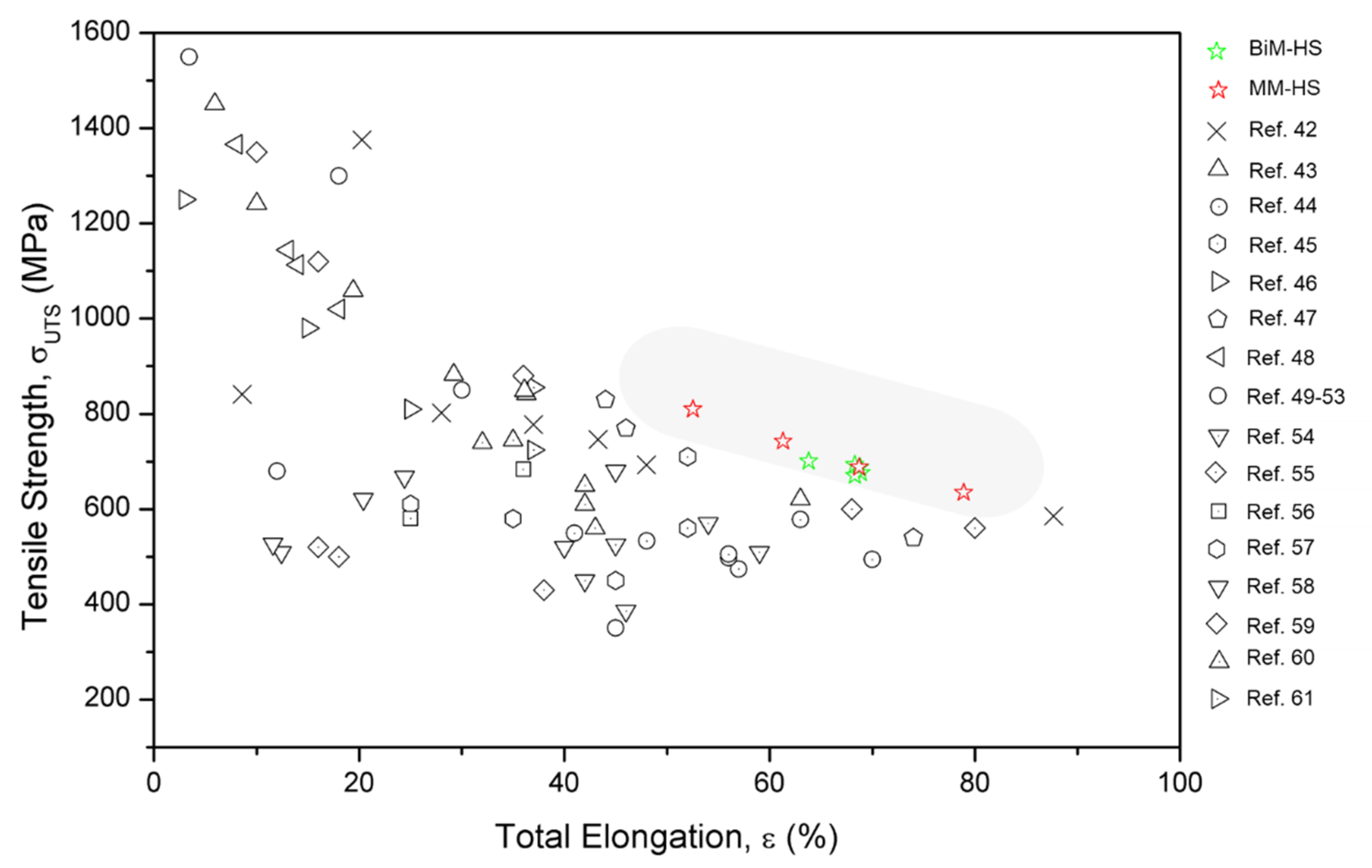
6. Mechanical Properties of Harmonic Structure-Designed Compacts
7. Mechanism of the Outstanding Mechanical Properties
7.1. Stress Concentration Effects
7.2. Strain Dispersion Effects
8. Fracture Behavior of HS Materials
9. Perspectives of HS Materials and Future Challenges
10. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Meyers, M.A.; Mishra, A.; Benson, D.J. Mechanical properties of nanocrystalline materials. Prog. Mater. Sci. 2006, 51, 427–556. [Google Scholar] [CrossRef]
- Khan, H.; Farrokh, B.; Takacs, L. Compressive properties of Cu with different grain sizes: Sub-micron to nanometer realm. J. Mater. Sci. 2008, 43, 3305–3313. [Google Scholar] [CrossRef]
- Ma, E.; Zhu, T. Towards strength—Ductility synergy through the design of heterogeneous nanostructures in metals. Mater. Today 2017, 20, 323–331. [Google Scholar] [CrossRef]
- Saito, Y.; Utsunomiya, H.; Tsuji, N.; Sakai, T. Novel ultra-high straining process for bulk materials—Development of the accumulative roll-bonding (ARB) process. Acta Mater. 1999, 47, 579–583. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Manzoni, A.M.; Glatzel, U. New multiphase compositionally complex alloys driven by the high entropy alloy approach. Mater. Charact. 2019, 147, 512–532. [Google Scholar] [CrossRef]
- Kumar, K.; Van Swygenhoven, H.; Suresh, S. Mechanical behavior of nanocrystalline metals and alloys11The Golden Jubilee Issue—Selected topics in Materials Science and Engineering: Past, Present and Future, edited by S. Suresh. Acta Mater. 2003, 51, 5743–5774. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Lavernia, E.J.; Whang, S.H. Nanostructured Metals and Alloys; Woodhead Publishing: Cambridge, UK, 2011; pp. 375–376. [Google Scholar]
- Hofinger, M.; Turk, C.; Ognianov, M.; Leitner, H.; Schnitzer, R. Precipitation reactions in a Cu-Ni-Al medium carbon alloyed dual hardening steel. Mater. Charact. 2020, 160, 110126. [Google Scholar] [CrossRef]
- Wegst, U.G.K.; Bai, H.; Saiz, E.; Tomsia, A.P.; Ritchie, R.O. Bioinspired structural materials. Nat. Mater. 2015, 14, 23–36. [Google Scholar] [CrossRef]
- Gwalani, B.; Soni, V.; Lee, M.; Mantri, S.; Ren, Y.; Banerjee, R. Optimizing the coupled effects of Hall-Petch and precipitation strengthening in a Al 0.3 CoCrFeNi high entropy alloy. Mater. Des. 2017, 121, 254–260. [Google Scholar] [CrossRef]
- Cheng, H.; Wang, H.Y.; Xie, Y.C.; Tang, Q.H.; Dai, P.Q. Controllable fabrication of a carbide-containing FeCoCrNiMn high-entropy alloy: Microstructure and mechanical properties. Mater. Sci. Technol. 2017, 33, 2032–2039. [Google Scholar] [CrossRef]
- Wu, X.; Yang, M.; Yuan, F.; Wu, G.; Wei, Y.; Huang, X.; Zhu, Y. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc. Natl. Acad. Sci. USA 2015, 112, 14501–14505. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Embury, D.; Bouaziz, O. Steel-based composites: Diving forces and Classifications. Annu. Rev. Mater. Res. 2010, 40, 213–241. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, Y.T. Heterogeneous materials: A new class of materials with unprecedented mechanical properties. Mater. Res. Lett. 2017, 5, 527–532. [Google Scholar] [CrossRef]
- Lu, K. Stabilizing nanostructures in metals using grain and twin boundary architectures. Nat. Rev. Mater. 2016, 1, 16019. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, M.; Zhou, F.; Ma, E. High tensile ductility in a nanostructured metal. Nat. Cell Biol. 2002, 419, 912–915. [Google Scholar] [CrossRef]
- Fang, T.H.; Li, W.L.; Tao, N.R.; Lu, K. Revealing Extraordinary Intrinsic Tensile Plasticity in Gradient Nano-Grained Copper. Science 2011, 331, 1587–1590. [Google Scholar] [CrossRef] [Green Version]
- Wu, X.; Jiang, P.; Chen, L.; Yuan, F.; Zhu, Y.T. Extraordinary strain hardening by gradient structure. Proc. Natl. Acad. Sci. USA 2014, 111, 7197–7201. [Google Scholar] [CrossRef] [Green Version]
- Thevamaran, R.; Lawal, O.; Yazdi, S.; Jeon, S.-J.; Lee, J.-H.; Thomas, E.L. Dynamic creation and evolution of gradient nanostructure in single-crystal metallic microcubes. Science 2016, 354, 312–316. [Google Scholar] [CrossRef]
- Cheng, Z.; Zhou, H.; Lu, Q.; Gao, H.; Lu, L. Extra strengthening and work hardening in gradient nanotwinned metals. Science 2018, 362, eaau1925. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.C.; Zhang, H.; Lu, K. Strain-Induced Ultrahard and Ultrastable Nanolaminated Structure in Nickel. Science 2013, 342, 337–340. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Vajpai, S.K.; Orlov, D.; Ameyama, K. Improvement of mechanical properties in SUS304L steel through the control of bimodal microstructure characteristics. Mater. Sci. Eng. A 2014, 598, 106–113. [Google Scholar] [CrossRef] [Green Version]
- Vajpai, S.K.; Ota, M.; Watanabe, T.; Maeda, R.; Sekiguchi, T.; Kusaka, T.; Ameyama, K. The Development of High Performance Ti-6Al-4V Alloy via a Unique Microstructural Design with Bimodal Grain Size Distribution. Met. Mater. Trans. A 2015, 46, 903–914. [Google Scholar] [CrossRef]
- Sharma, B.; Nagano, K.; Kawabata, M.; Ameyama, K. Microstructure and mechanical properties of hetero-designed Ti-25Nb-25Zr alloy fabricated by powder metallurgy route. Lett. Mater. 2019, 9, 511–516. [Google Scholar] [CrossRef] [Green Version]
- Ota, M.; Vajpai, S.K.; Imao, R.; Kurokawa, K.; Ameyama, K. Application of High Pressure Gas Jet Mill Process to Fabricate High Performance Harmonic Structure Designed Pure Titanium. Mater. Trans. 2015, 56, 154–159. [Google Scholar] [CrossRef] [Green Version]
- Vajpai, S.K.; Ota, M.; Zhang, Z.; Ameyama, K. Three-dimensionally gradient harmonic structure design: An integrated approach for high performance structural materials. Mater. Res. Lett. 2016, 4, 191–197. [Google Scholar] [CrossRef]
- Vajpai, S.K.; Sawangrat, C.; Yamaguchi, O.; Ciuca, O.P.; Ameyama, K. Effect of bimodal harmonic structure design on the deformation behavior and mechanical properties of Co-Cr-Mo alloy. Mater. Sci. Eng. C 2016, 58, 1008–1015. [Google Scholar] [CrossRef] [Green Version]
- Fujiwara, H.; Oda, E.; Ameyama, K. Mechanical Milling Process as Severe Plastic Deformation Method. Tetsu-to-Hagane 2008, 94, 608–615. [Google Scholar] [CrossRef] [Green Version]
- Ameyama, K.; Horikawa, N.; Kawabata, M. Unique Mechanical Properties of Harmonic Structure Designed Materials. Tetsu-to-Hagane 2019, 105, 124–126. [Google Scholar] [CrossRef] [Green Version]
- Fujiwara, H.; Inomoto, H.; Sanada, R.; Ameyama, K. Nano-ferrite formation and strain-induced-ferrite transformation in an SUS316L austenitic stainless steel. Scr. Mater. 2001, 44, 2039–2042. [Google Scholar] [CrossRef]
- Yagi, K.; Sharma, B.; Kawabata, M.; Ameyama, K. Fabrication of SUS316L Harmonic Structure Compacts by Bi-Modal Milling Process. J. Jpn. Soc. Powder Powder Met. 2020, 67, 239–244. [Google Scholar] [CrossRef]
- Nagata, M.; Horikawa, N.; Kawabata, M.; Ameyama, K. Effects of Microstructure on Mechanical Properties of Harmonic Structure Designed Pure Ni. Mater. Trans. 2019, 60, 1914–1920. [Google Scholar] [CrossRef] [Green Version]
- Sawangrat, C.; Yamaguchi, O.; Vajpai, S.K.; Ameyama, K. Application of Harmonic Structure Design to Biomedical Co-Cr-Mo Alloy for Improved Mechanical Properties. Mater. Trans. 2014, 55, 99–105. [Google Scholar] [CrossRef] [Green Version]
- Ameyama, K.; Kawabata, M.; Sharma, B. ISOPE-I-19-101. In Proceedings of the 29th International Ocean and Polar Engineering Conference, Honolulu, HI, USA, 16–21 June 2019; ISBN 978-1-880653-85-2. [Google Scholar]
- Sawangrat, C.; Kato, S.; Orlov, D.; Ameyama, K. Harmonic-structured copper: Performance and proof of fabrication concept based on severe plastic deformation of powders. J. Mater. Sci. 2014, 49, 6579–6585. [Google Scholar] [CrossRef]
- Fujiwara, H.; Akada, R.; Noro, A.; Yoshita, Y.; Ameyama, K. Enhanced Mechanical Properties of Nano/Meso Hybrid Structure Materials Produced by Hot Roll Sintering Process. Mater. Trans. 2008, 49, 90–96. [Google Scholar] [CrossRef] [Green Version]
- Fujiwara, H.; Inomoto, H.; Ameyama, K. Formation of (α + γ) Nano-duplex Structure by Severe Plastic Deformation in an SUS316L Stainless Steel. Tetsu-to-Hagane 2005, 91, 839–845. [Google Scholar] [CrossRef] [Green Version]
- Mohamed, F.A. A dislocation model for the minimum grain size obtainable by milling. Acta Mater. 2003, 51, 4107–4119. [Google Scholar] [CrossRef]
- Chaubey, A.K.; Scudino, S.; Khoshkhoo, M.S.; Prashanth, K.G.; Mukhopadhyay, N.K.; Mishra, B.; Eckert, J. Synthesis and Characterization of NanocrystallineMg-7.4%Al Powders Produced by Mechanical Alloying. Metals 2013, 3, 58–68. [Google Scholar] [CrossRef] [Green Version]
- Oda, E.; Fujiwara, H.; Ameyama, K. Nano Grain Formation in Tungsten by Severe Plastic Deformation-Mechanical Milling Process. Mater. Trans. 2008, 49, 54–57. [Google Scholar] [CrossRef] [Green Version]
- Zheng, R.; Zhang, Z.; Nakatani, M.; Ota, M.; Chen, X.; Ma, C.; Ameyama, K. Enhanced ductility in harmonic structure designed SUS316L produced by high energy ball milling and hot isostatic sintering. Mater. Sci. Eng. A 2016, 674, 212–220. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Cao, Y.; Gao, B.; Li, Y.; Zhu, Y.T. Superior strength and ductility of 316L stainless steel with heterogeneous lamella structure. J. Mater. Sci. 2018, 53, 10442–10456. [Google Scholar] [CrossRef]
- Chen, X.; Li, J.; Cheng, X.; Wang, H.; Huang, Z. Effect of heat treatment on microstructure, mechanical and corrosion properties of austenitic stainless steel 316L using arc additive manufacturing. Mater. Sci. Eng. A 2018, 715, 307–314. [Google Scholar] [CrossRef]
- Yin, Y.; Sun, J.; Guo, J.; Kan, X.; Yang, D. Mechanism of high yield strength and yield ratio of 316 L stainless steel by additive manufacturing. Mater. Sci. Eng. A 2019, 744, 773–777. [Google Scholar] [CrossRef]
- Long, Q.; Lu, J.; Fang, T. Microstructure and mechanical properties of AISI 316L steel with an inverse gradient nanostructure fabricated by electro-magnetic induction heating. Mater. Sci. Eng. A 2019, 751, 42–50. [Google Scholar] [CrossRef]
- Lu, K.; Yan, F.; Wang, H.; Tao, N. Strengthening austenitic steels by using nanotwinned austenitic grains. Scr. Mater. 2012, 66, 878–883. [Google Scholar] [CrossRef]
- Xiong, L.; You, Z.; Lu, L. Enhancing fracture toughness of nanotwinned austenitic steel by thermal annealing. Scr. Mater. 2016, 119, 55–59. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Lu, J.; Lu, L.; Lu, K. Tensile properties of a nanocrystalline 316L austenitic stainless steel. Scr. Mater. 2005, 52, 1039–1044. [Google Scholar] [CrossRef]
- Wang, Y.; Huang, C.; Wang, M.; Li, Y.; Zhu, Y. Quantifying the synergetic strengthening in gradient material. Scr. Mater. 2018, 150, 22–25. [Google Scholar] [CrossRef]
- Ueno, H.; Kakihata, K.; Kaneko, Y.; Hashimoto, S.; Vinogradov, A. Enhanced fatigue properties of nanostructured austenitic SUS 316L stainless steel. Acta Mater. 2011, 59, 7060–7069. [Google Scholar] [CrossRef]
- Poling, W.A. Grain Size Effects in Micro-Tensile Testing of Austenitic Stainless Steel. Master’s Thesis, Colorado School of Mines, Golden, CO, USA, 2012. [Google Scholar]
- Vinogradov, A.; Yasnikov, I.; Matsuyama, H.; Uchida, M.; Kaneko, Y.; Estrin, Y. Controlling strength and ductility: Dislocation-based model of necking instability and its verification for ultrafine grain 316L steel. Acta Mater. 2016, 106, 295–303. [Google Scholar] [CrossRef]
- Zhong, Y.; Rannar, L.E.; Liu, L.; Koptyug, A.; Wikman, S.; Olsen, J.; Cui, D.; Shen, Z. Additive manufacturing of 316L stainless steel by electron beam melting for nuclear fusion applications. J. Nucl. Mater. 2017, 486, 234–245. [Google Scholar] [CrossRef]
- Röttger, A.; Geenen, K.; Windmann, M.; Binner, F.; Theisen, W. Comparison of microstructure and mechanical properties of 316L austenitic steel processed by selective laser melting with hot-isostatic pressed and cast material. Mater. Sci. Eng. A 2016, 678, 365–376. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.; Vedani, M. Microstructure and Fracture Behavior of 316L Austenitic Stainless Steel Produced by Selective Laser Melting. J. Mater. Sci. Technol. 2016, 32, 738–744. [Google Scholar] [CrossRef]
- Bartolomeu, F.; Buciumeanu, M.; Pinto, E.; Alves, N.; Carvalho, O.; Silva, F.; Miranda, G. 316L stainless steel mechanical and tribological behavior—A comparison between selective laser melting, hot pressing and conventional casting. Addit. Manuf. 2017, 16, 81–89. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.; Ramamurty, U. Mechanical behavior of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Wang, S.; Li, J.; Cao, Y.; Gao, B.; Mao, Q.; Li, Y. Thermal stability and tensile property of 316L stainless steel with heterogeneous lamella structure. Vacuum 2018, 152, 261–264. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Zeng, X. A comparison on metallurgical behaviors of 316L stainless steel by selective laser melting and laser cladding deposition. Mater. Sci. Eng. A 2017, 685, 265–273. [Google Scholar] [CrossRef]
- Peng, P.; Wang, K.-S.; Wang, W.; Han, P.; Zhang, T.; Liu, Q.; Zhang, S.; Wang, H.; Qiao, K.; Liu, J. Relationship between microstructure and mechanical properties of friction stir processed AISI 316L steel produced by selective laser melting. Mater. Charact. 2020, 163, 110283. [Google Scholar] [CrossRef]
- Vajpai, S.K.; Yu, H.; Ota, M.; Watanabe, I.; Dirras, G.; Ameyama, K. Three-Dimensionally Gradient and Periodic Harmonic Structure for High Performance Advanced Structural Materials. Mater. Trans. 2016, 57, 1424–1432. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Zhang, J.; Gong, Y.; Nakatani, M.; Sharma, B.; Ameyama, K.; Zhu, X. A superior strength-ductility combination in gradient structured Cu-Al-Zn alloys with proper stacking fault energy and processing time. Mater. Sci. Eng. A 2020, 789, 139619. [Google Scholar] [CrossRef]
- Kundu, A.; Field, D.P. Influence of plastic deformation heterogeneity on development of geometrically necessary dislocation density in dual phase steel. Mater. Sci. Eng. A 2016, 667, 435–443. [Google Scholar] [CrossRef]
- Yang, M.; Pan, Y.; Yuan, F.; Zhu, Y.; Wu, X. Back stress strengthening and strain hardening in gradient structure. Mater. Res. Lett. 2016, 4, 145–151. [Google Scholar] [CrossRef]
- Lu, K. Making strong nanomaterials ductile with gradients. Science 2014, 345, 1455–1456. [Google Scholar] [CrossRef] [PubMed]
- Zheng, R.; Liu, M.; Zhang, Z.; Ameyama, K.; Ma, C. Towards strength-ductility synergy through hierarchical microstructure design in an austenitic stainless steel. Scr. Mater. 2019, 169, 76–81. [Google Scholar] [CrossRef]
- Fan, G.; Geng, L.; Wu, H.; Miao, K.; Cui, X.; Kang, H.; Wang, T.; Xie, H.; Xiao, T. Improving the tensile ductility of metal matrix composites by laminated structure: A coupled X-ray tomography and digital image correlation study. Scr. Mater. 2017, 135, 63–67. [Google Scholar] [CrossRef]
- Ueno, A.; Fujiwara, H.; Rifai, M.; Zhang, Z.; Ameyama, K. Fractographical Analysis on Fracture Mechanism of Stainless Steel Having Harmonic Microstructure. J. Soc. Mater. Sci. Jpn. 2012, 61, 686–691. [Google Scholar] [CrossRef] [Green Version]
- Kikuchi, S.; Mori, T.; Kubozono, H.; Nakai, Y.; Kawabata, M.O.; Ameyama, K. Evaluation of near-threshold fatigue crack propagation in harmonic-structured CP titanium with a bimodal grain size distribution. Eng. Fract. Mech. 2017, 181, 77–86. [Google Scholar] [CrossRef] [Green Version]
- Osaki, K.; Kikuchi, S.; Nakai, Y.; Kawabata, M.O.; Ameyama, K. The effects of thermo-mechanical processing on fatigue crack propagation in commercially pure titanium with a harmonic structure. Mater. Sci. Eng. A 2020, 773, 138892. [Google Scholar] [CrossRef]
- Nukui, Y.; Kubozono, H.; Kikuchi, S.; Nakai, Y.; Ueno, A.; Kawabata, M.O.; Ameyama, K. Fractographic analysis of fatigue crack initiation and propagation in CP titanium with a bimodal harmonic structure. Mater. Sci. Eng. A 2018, 716, 228–234. [Google Scholar] [CrossRef]
- Kikuchi, S.; Takemura, K.; Ueno, A.; Ameyama, K. Evaluation of the 4-points bending fatigue properties of Ti-6Al-4V alloy with harmonic structure created by mechanical milling and spark plasma sintering. J. Soc. Mater. Sci. Jpn. 2015, 64, 880–886. [Google Scholar] [CrossRef] [Green Version]
- Kikuchi, S.; Kubozono, H.; Nukui, Y.; Nakai, Y.; Ueno, A.; Kawabata, M.O.; Ameyama, K. Statistical fatigue properties and small fatigue crack propagation in bimodal harmonic structured Ti-6Al-4V alloy under four-point bending. Mater. Sci. Eng. A 2018, 711, 29–36. [Google Scholar] [CrossRef] [Green Version]
- Kikuchi, S.; Nakatsuka, Y.; Nakai, Y.; Nakatani, M.; Kawabata, M.O.; Ameyama, K. Evaluation of Fatigue Properties under Four-point Bending and Fatigue Crack Propagation in Austenitic Stainless Steel with a Bimodal Harmonic Structure. Frattura ed Integrità Strutturale 2019, 13, 545–553. [Google Scholar] [CrossRef]
- Kikuchi, S.; Nukui, Y.; Nakatsuka, Y.; Nakai, Y.; Nakatani, M.; Kawabata, M.O.; Ameyama, K. Effect of bimodal harmonic structure on fatigue properties of austenitic stainless steel under axial loading. Int. J. Fatigue 2019, 127, 222–228. [Google Scholar] [CrossRef]
- Wang, X.; Cazes, F.; Li, J.; Hocini, A.; Ameyama, K.; Dirras, G. A 3D crystal plasticity model of monotonic and cyclic simple shear deformation for commercial-purity polycrystalline Ti with a harmonic structure. Mech. Mater. 2019, 128, 117–128. [Google Scholar] [CrossRef]
- Liu, J.; Dirras, G.; Ameyama, K.; Cazes, F.; Ota, M. A three-dimensional multi-scale polycrystalline plasticity model coupled with damage for pure Ti with harmonic structure design. Int. J. Plast. 2018, 100, 192–207. [Google Scholar] [CrossRef]
- Dirras, G.; Tingaud, D.; Ueda, D.; Hocini, A.; Ameyama, K. Dynamic Hall-Petch versus grain-size gradient effects on the mechanical behavior under simple shear loading of β-titanium Ti-25Nb-25Zr alloys. Mater. Lett. 2017, 206, 214–216. [Google Scholar] [CrossRef]
- Mompiou, F.; Tingaud, D.; Chang, Y.; Gault, B.; Dirras, G. Conventional vs. harmonic-structured β-Ti-25Nb-25Zr alloys: A comparative study of deformation mechanisms. Acta Mater. 2018, 161, 420–430. [Google Scholar] [CrossRef]











Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sharma, B.; Dirras, G.; Ameyama, K. Harmonic Structure Design: A Strategy for Outstanding Mechanical Properties in Structural Materials. Metals 2020, 10, 1615. https://doi.org/10.3390/met10121615
Sharma B, Dirras G, Ameyama K. Harmonic Structure Design: A Strategy for Outstanding Mechanical Properties in Structural Materials. Metals. 2020; 10(12):1615. https://doi.org/10.3390/met10121615
Chicago/Turabian StyleSharma, Bhupendra, Guy Dirras, and Kei Ameyama. 2020. "Harmonic Structure Design: A Strategy for Outstanding Mechanical Properties in Structural Materials" Metals 10, no. 12: 1615. https://doi.org/10.3390/met10121615
APA StyleSharma, B., Dirras, G., & Ameyama, K. (2020). Harmonic Structure Design: A Strategy for Outstanding Mechanical Properties in Structural Materials. Metals, 10(12), 1615. https://doi.org/10.3390/met10121615