Investigation of Centrifugal Fractionation with Time-Dependent Process Parameters as a New Approach Contributing to the Direct Recycling of Lithium-Ion Battery Components

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
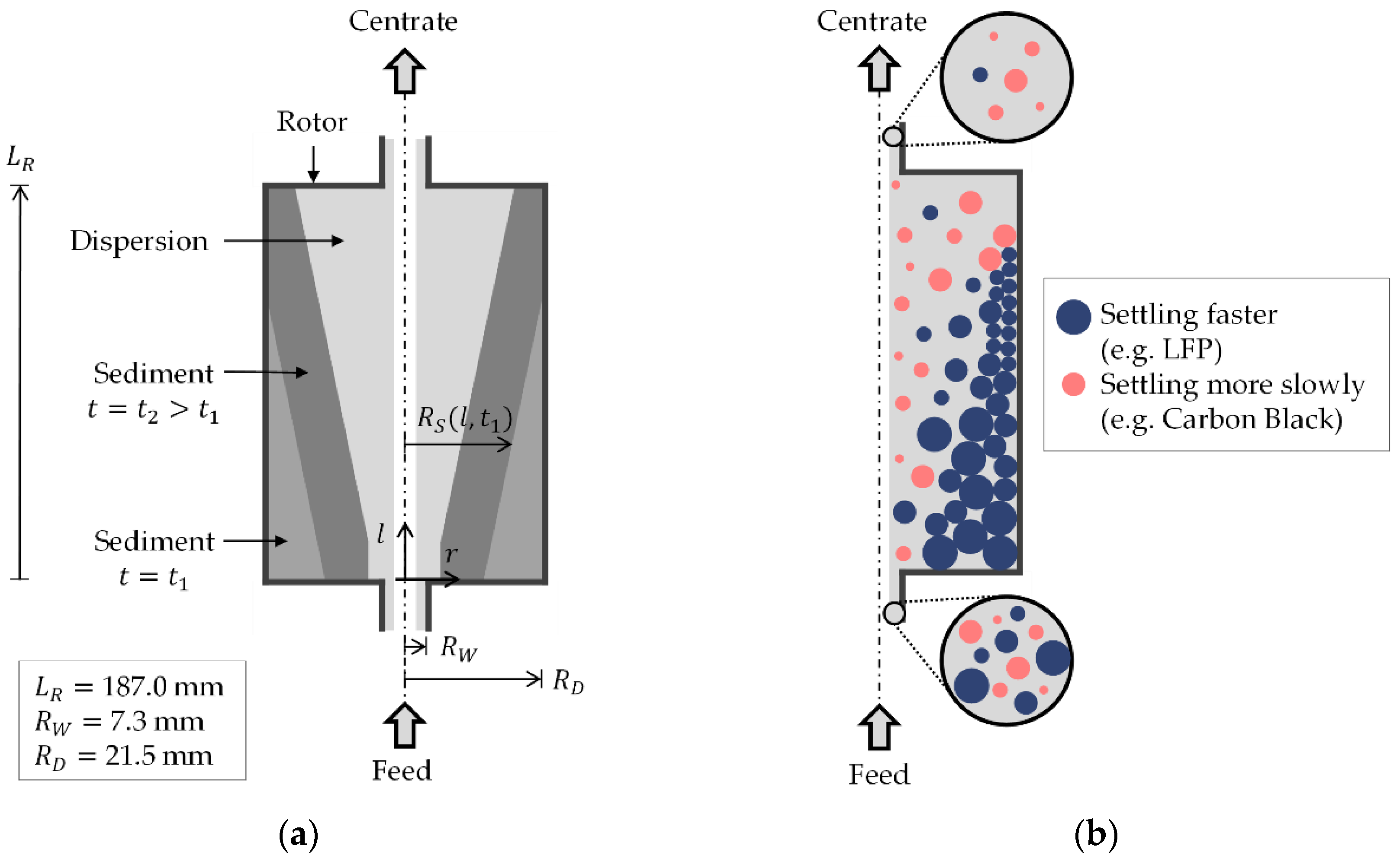
2.1. Tubular Centrifuges and Fractionation by Sedimentation Behavior
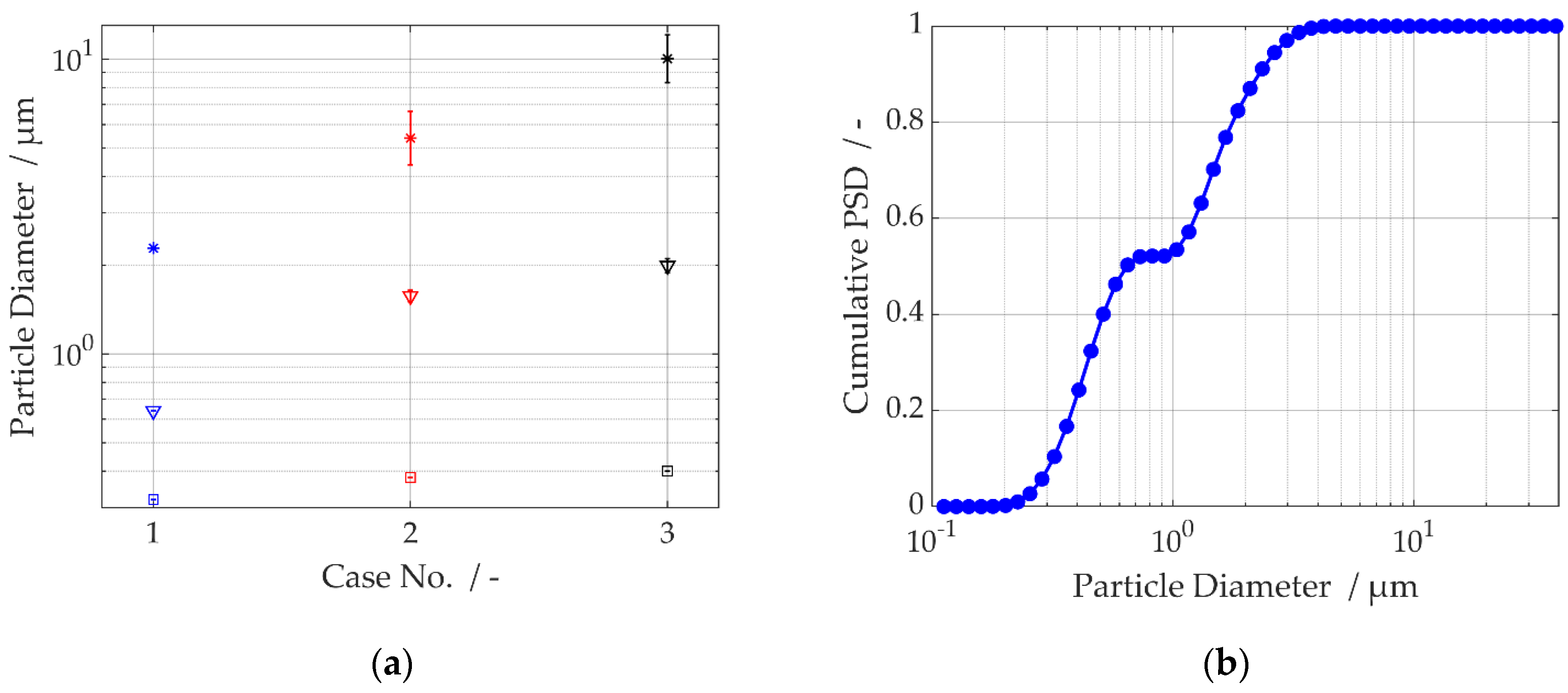
2.2. LIB Cathode Particle Systems and Binders Used
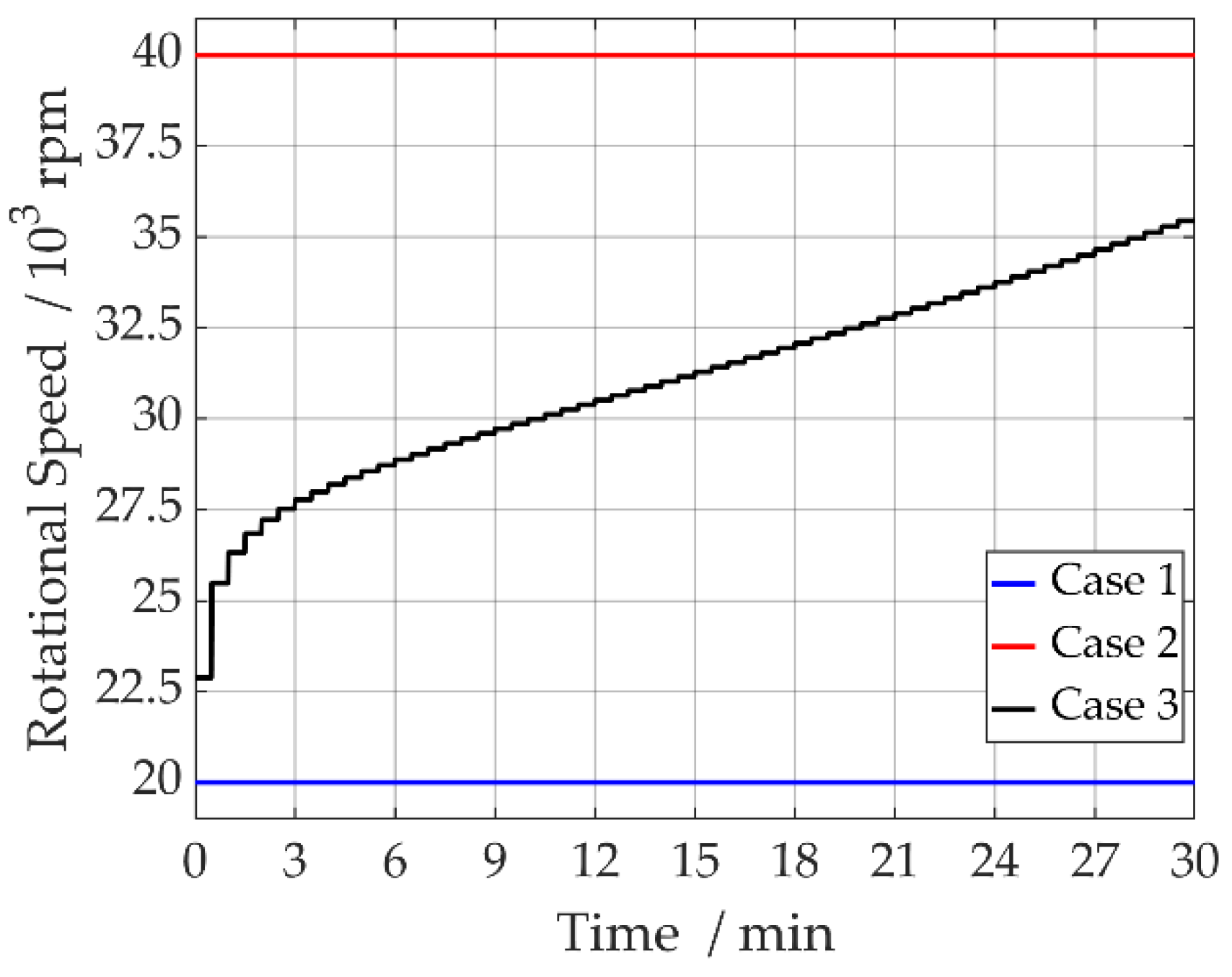
2.3. Experimental Set-up and Procedure
2.4. Analytical Methods
3. Results
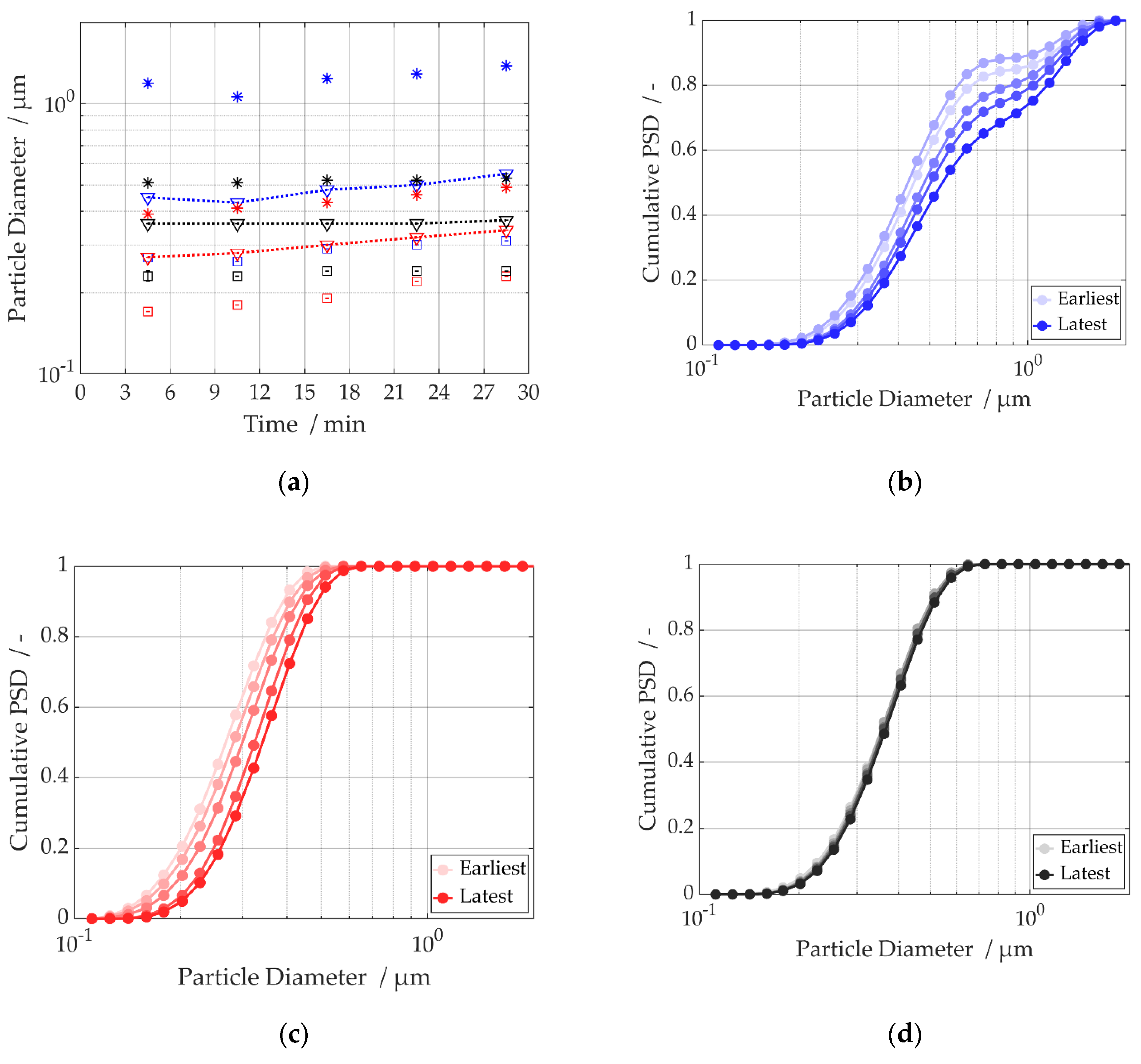
3.1. Time-Dependent Centrate Analysis
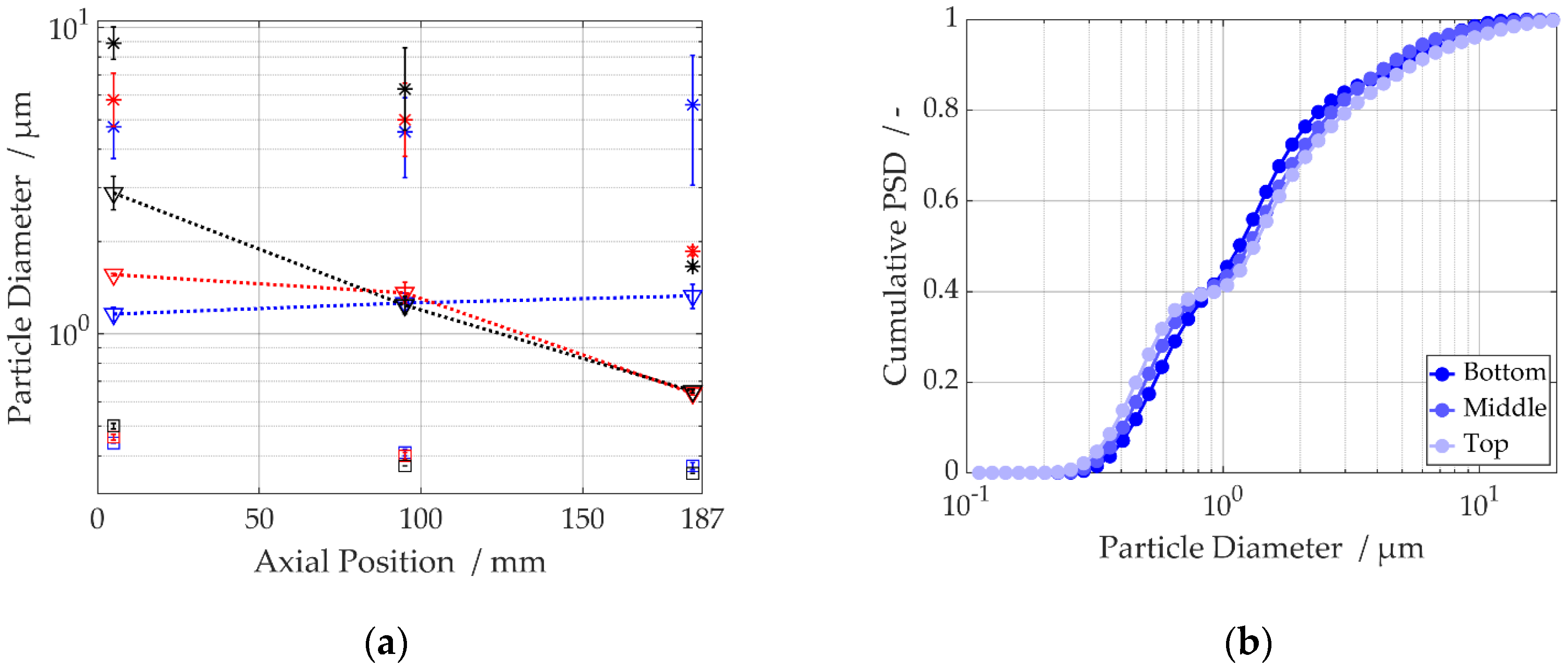
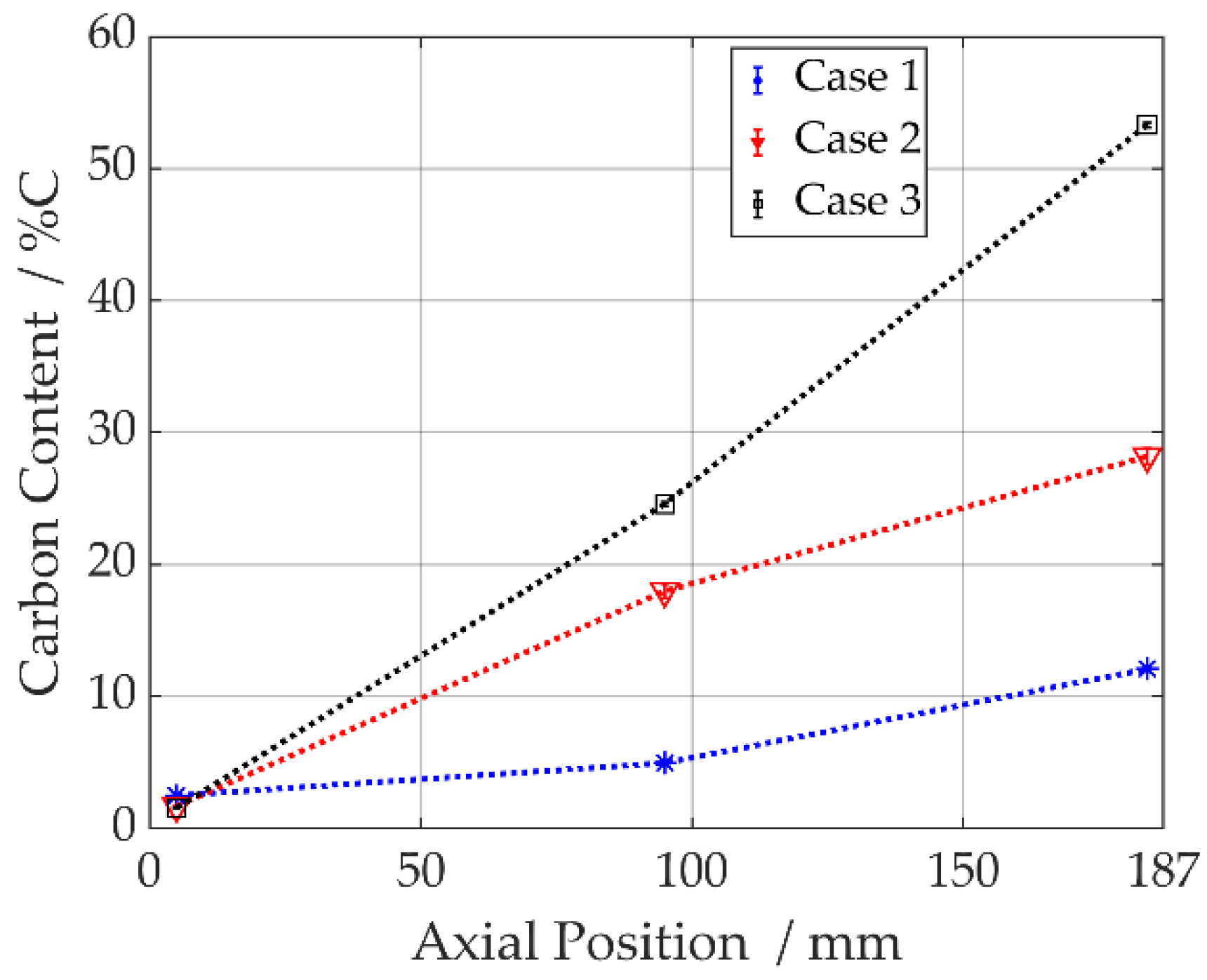
3.2. Sediment Analysis
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bauer, C.; Hofer, J.; Althaus, H.J.; Del Duce, A.; Simons, A. The environmental performance of current and future passenger vehicles: Life cycle assessment based on a novel scenario analysis framework. Appl. Energy 2015, 157, 871–883. [Google Scholar] [CrossRef]
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling lithium-ion batteries from electric vehicles. Nature 2019, 575, 75–86. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gaines, L. The future of automotive lithium-ion battery recycling: Charting a sustainable course. Sustain. Mater. Technol. 2014, 1–2, 2–7. [Google Scholar] [CrossRef] [Green Version]
- Lv, W.; Wang, Z.; Cao, H.; Sun, Y.; Zhang, Y.; Sun, Z. A Critical Review and Analysis on the Recycling of Spent Lithium-Ion Batteries. ACS Sustain. Chem. Eng. 2018, 6, 1504–1521. [Google Scholar] [CrossRef]
- Ciez, R.E.; Whitacre, J.F. Examining different recycling processes for lithium-ion batteries. Nature Sustain. 2019, 2, 148–156. [Google Scholar] [CrossRef]
- Hanisch, C.; Loellhoeffel, T.; Diekmann, J.; Markley, K.J.; Haselrieder, W.; Kwade, A. Recycling of lithium-ion batteries: A novel method to separate coating and foil of electrodes. J. Clean. Prod. 2015, 108, 301–311. [Google Scholar] [CrossRef]
- Sun, L.; Qiu, K. Vacuum pyrolysis and hydrometallurgical process for the recovery of valuable metals from spent lithium-ion batteries. J. Hazard. Mater. 2011, 194, 378–384. [Google Scholar] [CrossRef]
- Tanong, K.; Coudert, L.; Mercier, G.; Blais, J.F. Recovery of metals from a mixture of various spent batteries by a hydrometallurgical process. J. Environ. Manag. 2016, 181, 95–107. [Google Scholar] [CrossRef]
- Yang, Y.; Xu, S.; He, Y. Lithium recycling and cathode material regeneration from acid leach liquor of spent lithium-ion battery via facile co-extraction and co-precipitation processes. Waste Manag. 2017, 64, 219–227. [Google Scholar] [CrossRef]
- Zhan, R.; Oldenburg, Z.; Pan, L. Recovery of active cathode materials from lithium-ion batteries using froth flotation. Sustain. Mater. Technol. 2018, 17, 9. [Google Scholar] [CrossRef]
- Li, X.; Zhang, J.; Song, D.; Song, J.; Zhang, L. Direct regeneration of recycled cathode material mixture from scrapped LiFePO4 batteries. J. Power Sources 2017, 345, 78–84. [Google Scholar] [CrossRef]
- Guerfi, A.; Kaneko, M.; Petitclerc, M.; Mori, M.; Zaghib, K. LiFePO4 water-soluble binder electrode for Li-ion batteries. J. Power Sources 2007, 163, 1047–1052. [Google Scholar] [CrossRef]
- Anlauf, H. Recent Developments in Research and Machinery of Solid–Liquid Separation Processes. Dry Technol. 2006, 24, 1235–1241. [Google Scholar] [CrossRef]
- Leung, W.W. Centrifugal Separations in Biotechnology; Elsevier Science: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Stokes, G.G. On the effect of the internal friction of fluids on the motion of pendulums. Transact. Camb. Philos. Soc. 1850, 9, 8–106. [Google Scholar]
- Flegler, A.; Schneider, M.; Prieschl, J.; Stevens, R.; Vinnay, T.; Mandel, K. Continuous flow synthesis and cleaning of nano layered double hydroxides and the potential of the route to adjust round or platelet nanoparticle morphology. RSC Adv. 2016, 6, 57236–57244. [Google Scholar] [CrossRef] [Green Version]
- Konrath, M.; Brenner, A.K.; Dillner, E.; Nirschl, H. Centrifugal classification of ultrafine particles: Influence of suspension properties and operating parameters on classification sharpness. Spt. Purif. Technol. 2015, 156, 61–70. [Google Scholar] [CrossRef]
- Spelter, L.E.; Meyer, K.; Nirschl, H. Screening of Colloids by Semicontinuous Centrifugation. Chem. Eng. Technol. 2012, 35, 1486–1494. [Google Scholar] [CrossRef]
- Konrath, M.; Hackbarth, M.; Nirschl, H. Process monitoring and control for constant separation conditions in centrifugal classification of fine particles. Adv. Powder Technol. 2014, 25, 991–998. [Google Scholar] [CrossRef]
- Spelter, L.E.; Steiwand, A.; Nirschl, H. Processing of dispersions containing fine particles or biological products in tubular bowl centrifuges. Chem. Eng. Sci. 2010, 65, 4173–4181. [Google Scholar] [CrossRef]
- Spelter, L.E.; Schirner, J.; Nirschl, H. A novel approach for determining the flow patterns in centrifuges by means of Laser-Doppler-Anemometry. Chem. Eng. Sci. 2011, 66, 4020–4028. [Google Scholar] [CrossRef]
- Konrath, M.; Gorenflo, J.; Hübner, N.; Nirschl, H. Application of magnetic bearing technology in high-speed centrifugation. Chem. Eng. Sci. 2016, 147, 65–73. [Google Scholar] [CrossRef]
- Gleiß, M. Dynamische Simulation der Mechanischen Flüssigkeitsabtrennung in Vollmantelzentrifugen; KIT Scientific Publishing: Karlsruhe, Germany, 2018. [Google Scholar] [CrossRef]
- Gleiss, M.; Nirschl, H. Modeling Separation Processes in Decanter Centrifuges by Considering the Sediment Build-Up. Chem. Eng. Sci. 2015, 38, 1873–1882. [Google Scholar] [CrossRef]
- Michaels, A.S.; Bolger, J.C. Settling rates and sediment volumes of flocculated kaolin suspensions. Ind. Eng. Chem. Funda. 1962, 1, 24–33. [Google Scholar] [CrossRef]
- Sambuichi, M.; Nakakura, H.; Osasa, K. Zone settling of concentrated slurries in a centrifugal field. J. Chem. Eng. Jpn. 1991, 24, 489–494. [Google Scholar] [CrossRef] [Green Version]
- Stickland, A.D. Compressional rheology: A tool for understanding compressibility effects in sludge dewatering. Water Res. 2015, 82, 37–46. [Google Scholar] [CrossRef]
- Tiller, F.M.; Khatib, Z. The theory of sediment volumes of compressible, particulate structures. J. Colloid Interface Sci. 1984, 100, 55–67. [Google Scholar] [CrossRef]
- Tsai, F.Y.; Jhang, J.H.; Hsieh, H.W.; Li, C.C. Dispersion, agglomeration, and gelation of LiFePO4 in water-based slurry. J. Power Sources 2016, 310, 47–53. [Google Scholar] [CrossRef]
- Balbierer, R.; Gordon, R.; Schuhmann, S.; Willenbacher, N.; Nirschl, H.; Guthausen, G. Sedimentation of lithium–iron–phosphate and carbon black particles in opaque suspensions used for lithium-ion-battery electrodes. J. Mater. Sci. 2019, 54, 5682–5694. [Google Scholar] [CrossRef]
- Richardson, J.; Zaki, W. The sedimentation of a suspension of uniform spheres under conditions of viscous flow. Chem. Eng. Sci. 1954, 3, 65–73. [Google Scholar] [CrossRef]
- Bülow, F.; Nirschl, H.; Dörfler, W. On the settling behaviour of polydisperse particle clouds in viscous fluids. Eur. J. Mech. B Fluids 2015, 50, 19–26. [Google Scholar] [CrossRef]
- Garrido, P.; Concha, F.; Bürger, R. Settling velocities of particulate systems: 14. Unified model of sedimentation, centrifugation and filtration of flocculated suspensions. Int. J. Miner. Process. 2003, 72, 57–74. [Google Scholar] [CrossRef]
- Lerche, D. Dispersion Stability and Particle Characterization by Sedimentation Kinetics in a Centrifugal Field. J. Dispers. Sci. Technol. 2002, 23, 699–709. [Google Scholar] [CrossRef]
- Spelter, L.E.; Nirschl, H. Classification of Fine Particles in High-Speed Centrifuges. Chem. Eng. Technol. 2010, 33, 1276–1282. [Google Scholar] [CrossRef]
- Gleiß, M.; Sinn, T.; Nirschl, M. A dynamic model to predict separation behaviour and sediment build-up of colloidal silica particles within tubular centrifuges. Adv. Powder Technol. 2020. Under review. [Google Scholar]
- Winkler, M.; Sonner, H.; Gleiss, M.; Nirschl, H. Fractionation of ultrafine particles: Evaluation of separation efficiency by UV/vis spectroscopy. Chem. Eng. Sci. 2020, 213, 115374. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solid Constituent (Acronym) | Solids Fraction | Carbon Content | Density | Behavior during Complete Fractionation |
|---|---|---|---|---|
| Lithium Iron Phosphate (LFP) | 85 wt% | 13 wt% (Coating) | 3.5 g/cm3 | Fast-settling component. Settles completely and purely |
| Super C65/Carbon Black (CB) | 10 wt% | 67 wt% | 1.9 g/cm3 | Slowly settling component. Stays in centrate |
| Carboxymethyl-cellulose (CMC) | 2.5 wt% | 20 wt% | 1.1 g/cm3 | Not affected by centrifugal force, but partly settling attached to particles |
| Styrene Butadiene Rubber (SBR) | 2.5 wt% | 1.0 g/cm3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sinn, T.; Flegler, A.; Wolf, A.; Stübinger, T.; Witt, W.; Nirschl, H.; Gleiß, M. Investigation of Centrifugal Fractionation with Time-Dependent Process Parameters as a New Approach Contributing to the Direct Recycling of Lithium-Ion Battery Components. Metals 2020, 10, 1617. https://doi.org/10.3390/met10121617
Sinn T, Flegler A, Wolf A, Stübinger T, Witt W, Nirschl H, Gleiß M. Investigation of Centrifugal Fractionation with Time-Dependent Process Parameters as a New Approach Contributing to the Direct Recycling of Lithium-Ion Battery Components. Metals. 2020; 10(12):1617. https://doi.org/10.3390/met10121617
Chicago/Turabian StyleSinn, Tabea, Andreas Flegler, Andreas Wolf, Thomas Stübinger, Wolfgang Witt, Hermann Nirschl, and Marco Gleiß. 2020. "Investigation of Centrifugal Fractionation with Time-Dependent Process Parameters as a New Approach Contributing to the Direct Recycling of Lithium-Ion Battery Components" Metals 10, no. 12: 1617. https://doi.org/10.3390/met10121617
APA StyleSinn, T., Flegler, A., Wolf, A., Stübinger, T., Witt, W., Nirschl, H., & Gleiß, M. (2020). Investigation of Centrifugal Fractionation with Time-Dependent Process Parameters as a New Approach Contributing to the Direct Recycling of Lithium-Ion Battery Components. Metals, 10(12), 1617. https://doi.org/10.3390/met10121617