Dislocation Breakaway Damping in AA7050 Alloy





Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (i)
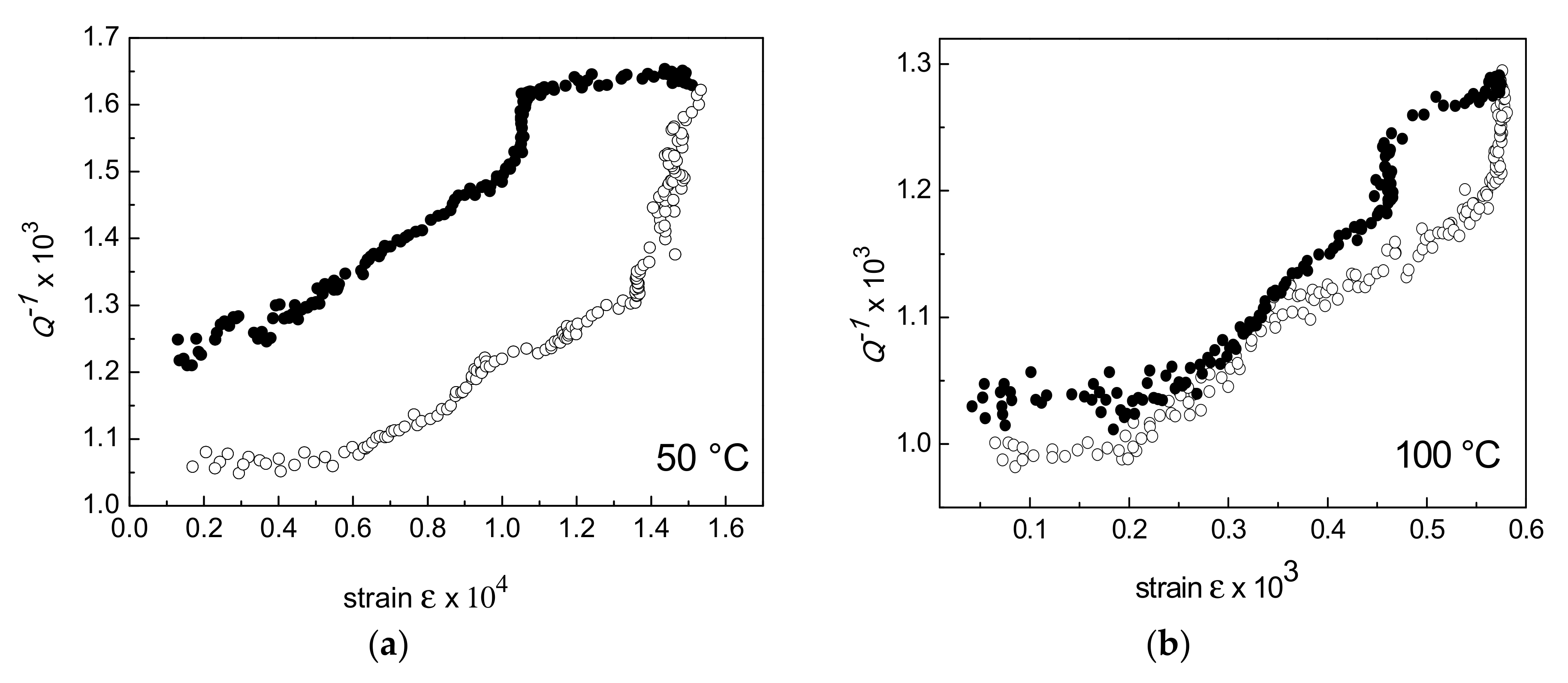
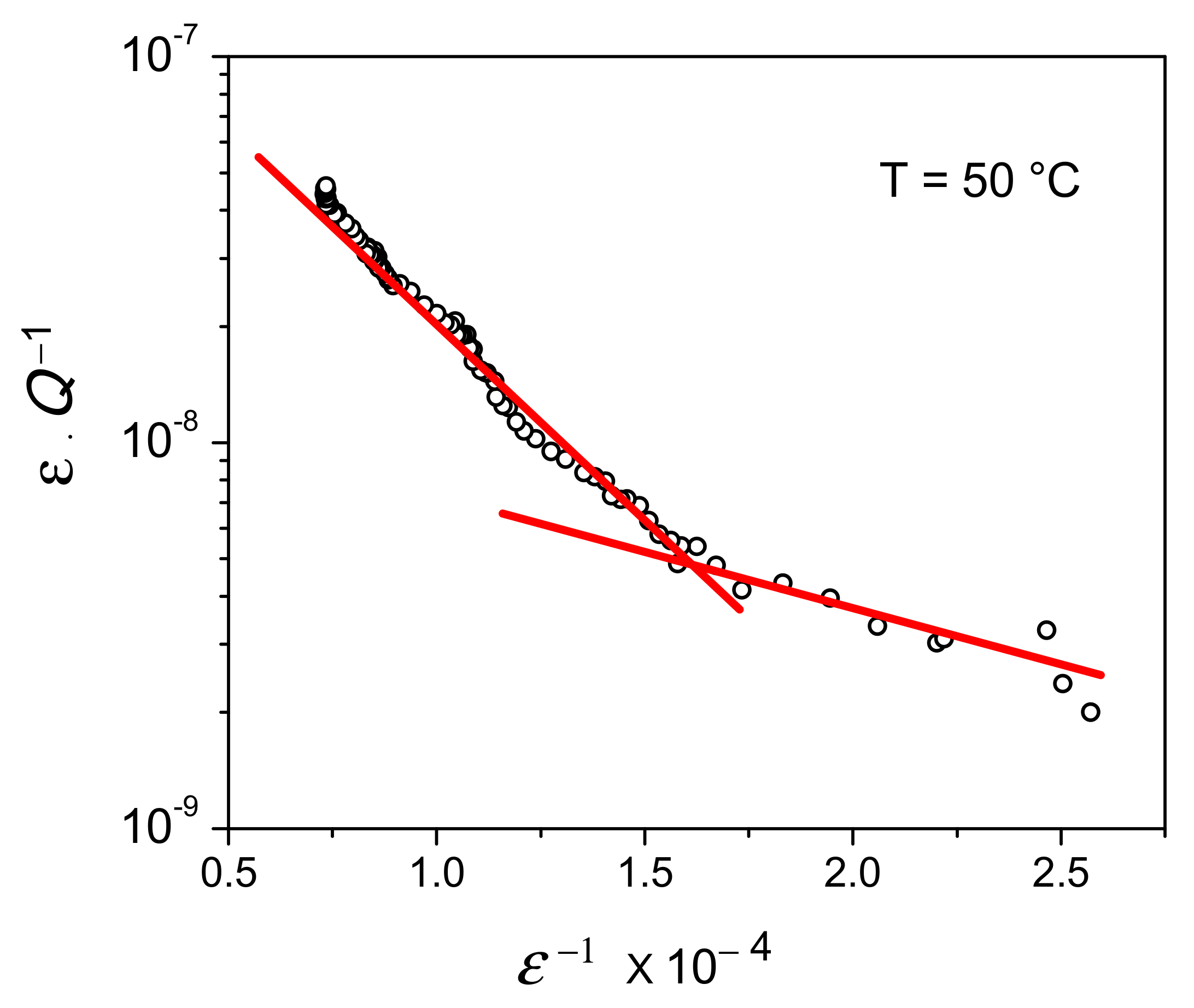
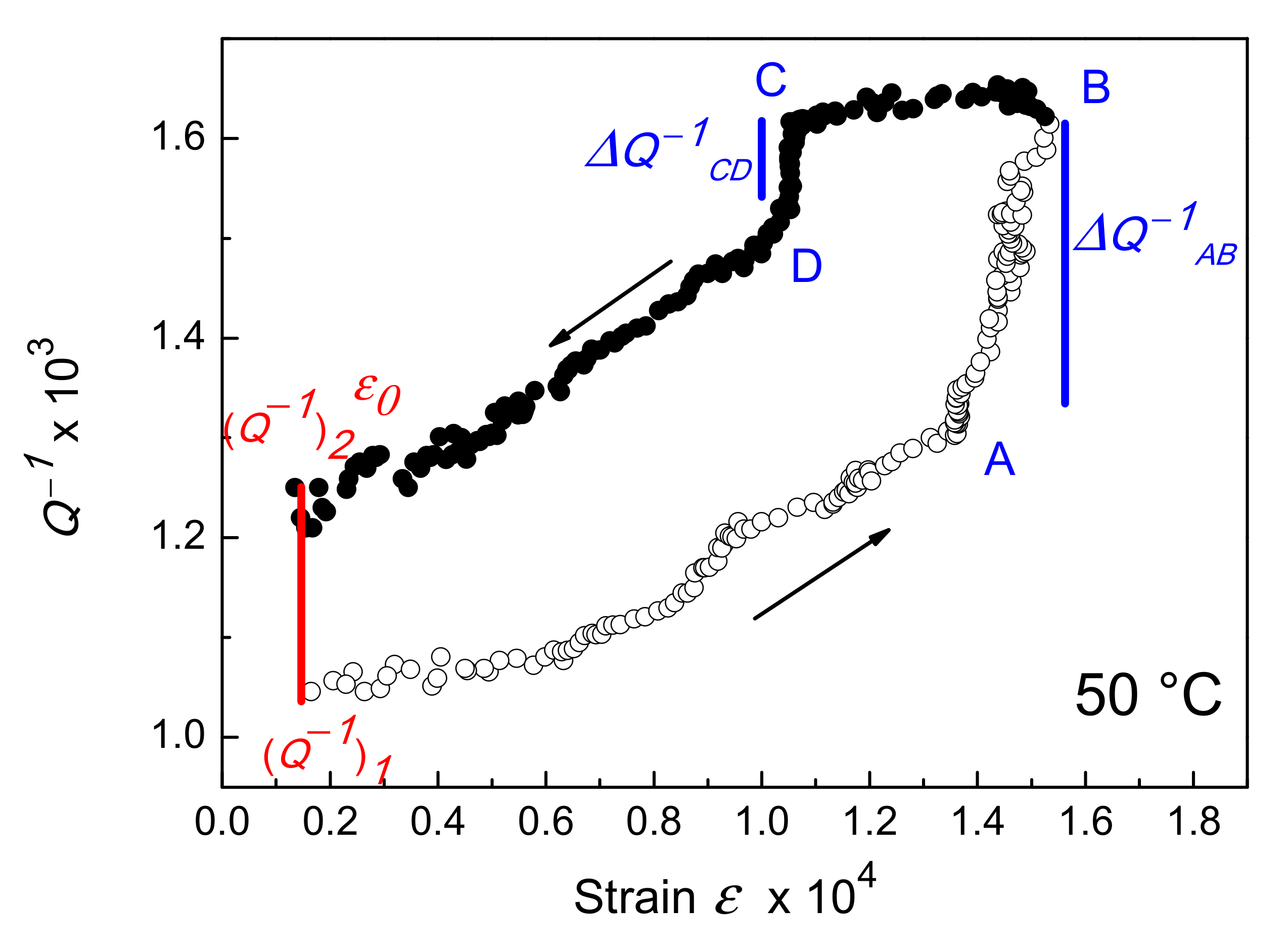
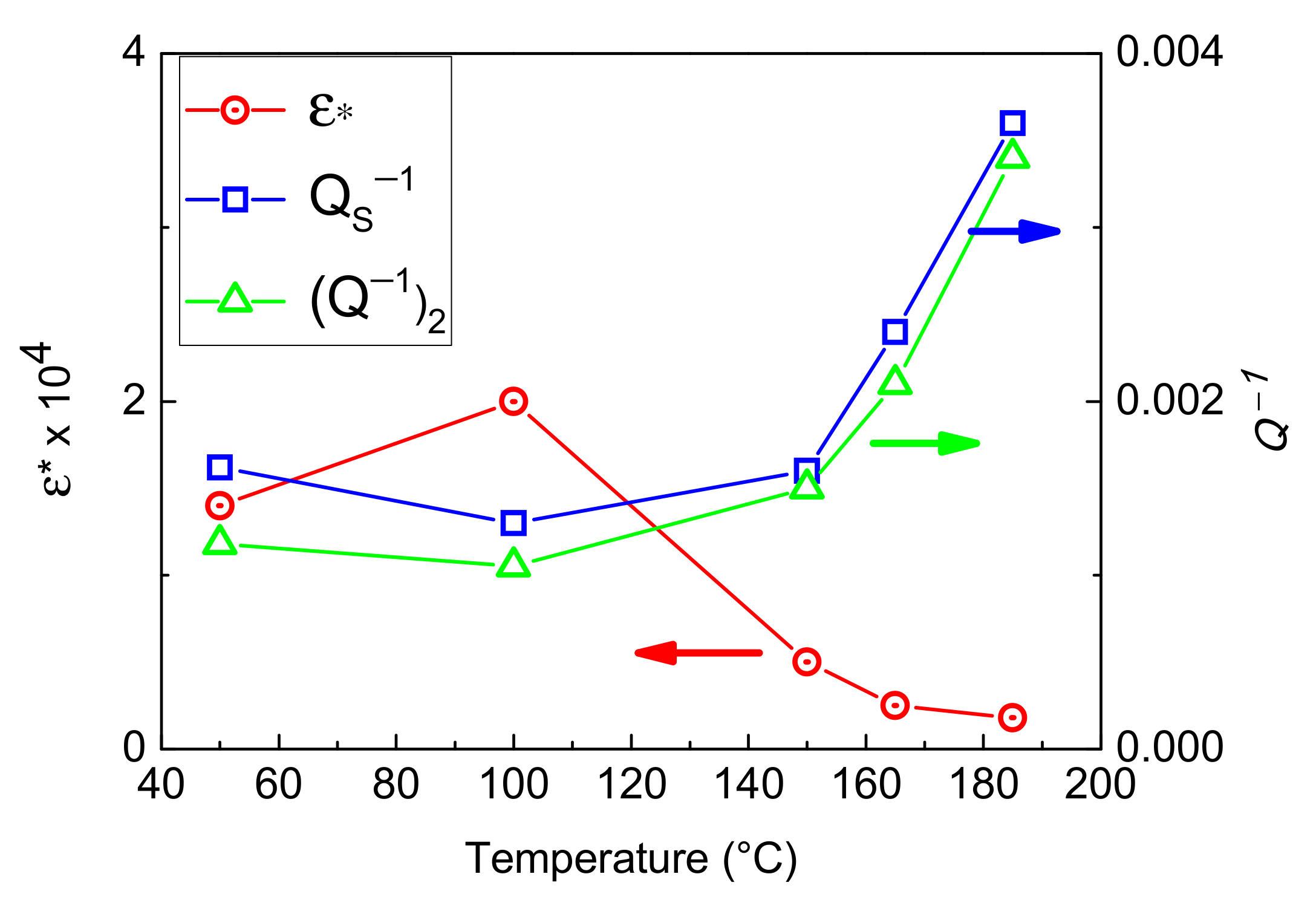
- Q−1 progressively increases with strain and exhibits a sharp slope change in corresponding of a critical strain ε*. The two branches of the Q−1 vs. ε curve correspond to the depinning of dislocation segments from point defects (low strain branch) and MgZn2 precipitates (high strain branch).
- (ii)
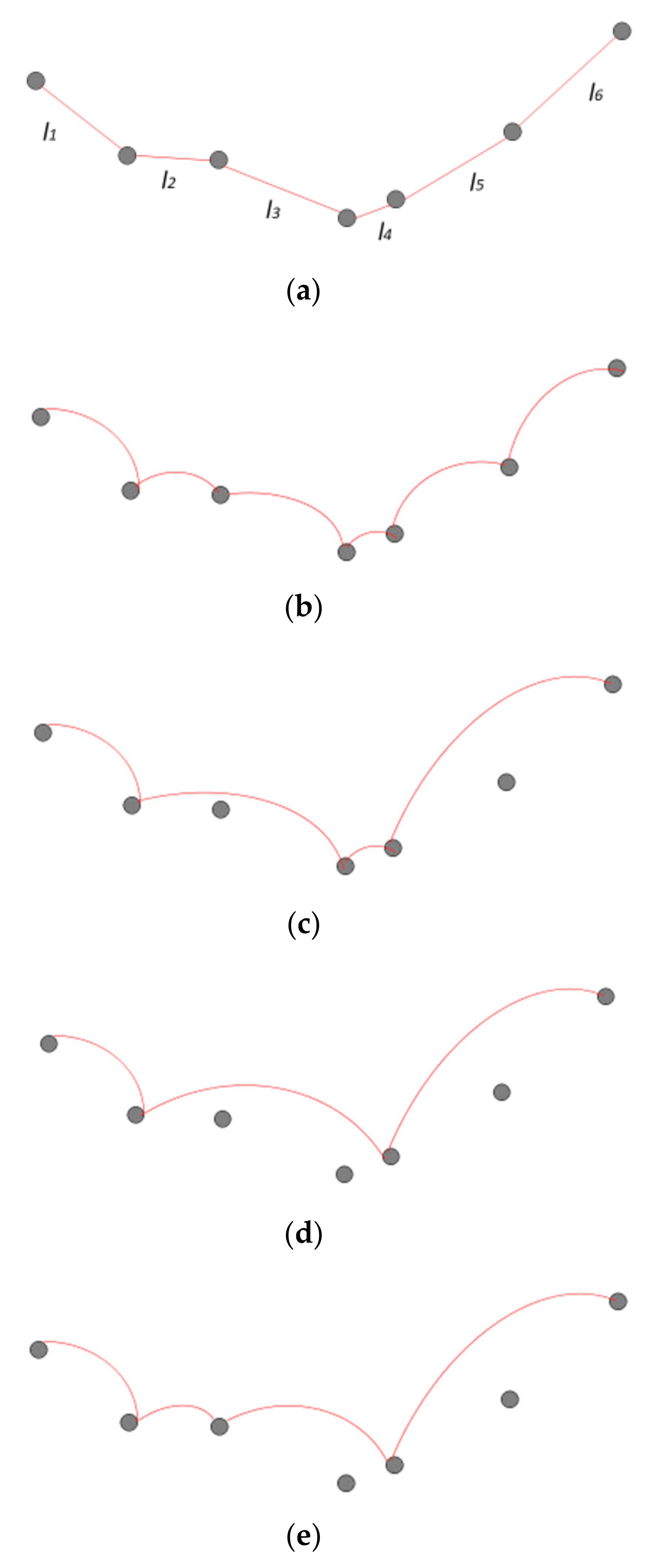
- After a complete cycle, the final Q−1 value is always higher than the initial one. Thus, an irreversible transformation takes place. Such transformation consists in the increase of mean link length of dislocation segments: part of dislocation segments, which unlock from MgZn2 precipitates during the cycle stage at increasing strain, remain free also after the stage at decreasing strain.
- (iii)
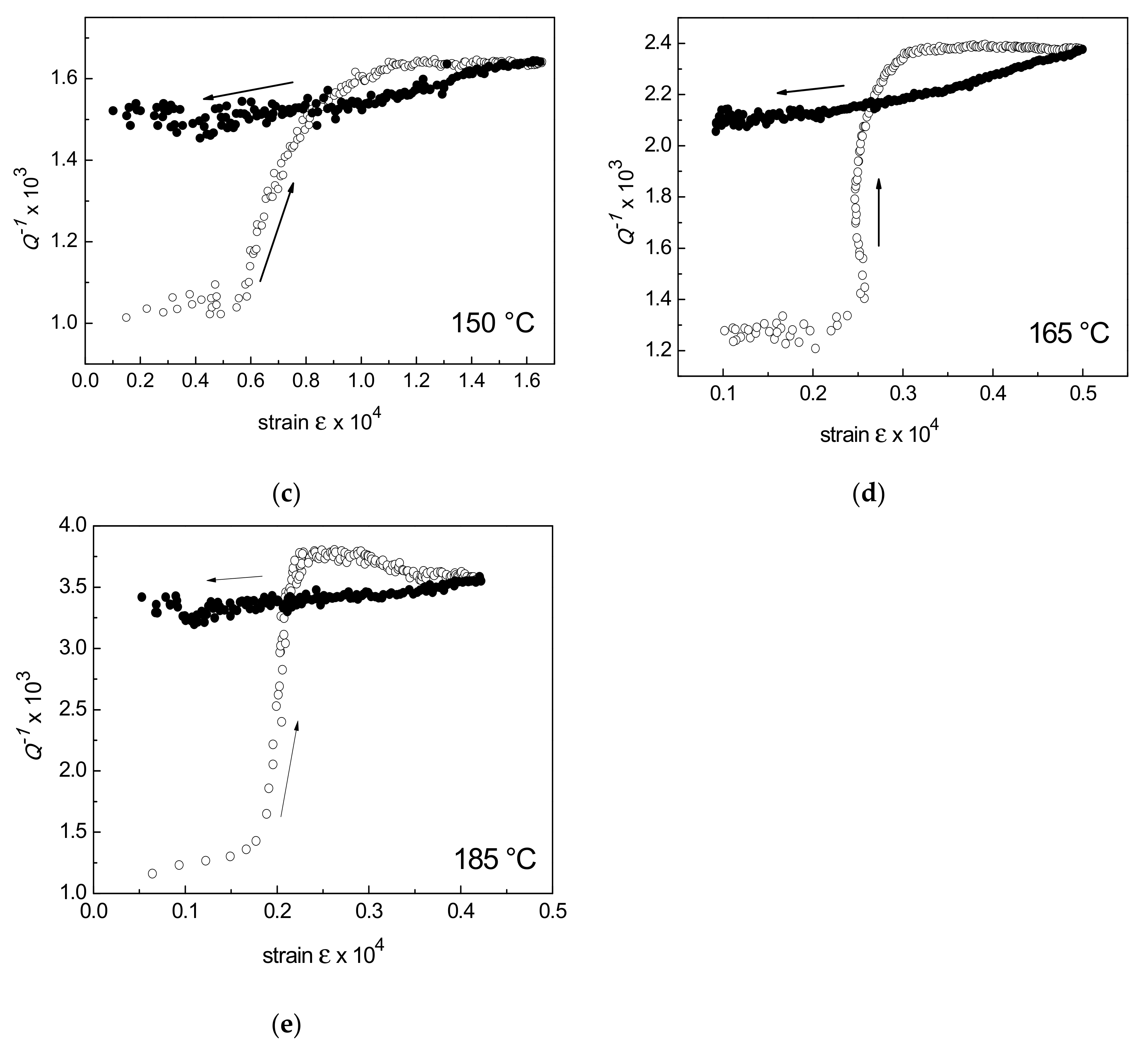
- The phenomenon, that has been observed at every MS test temperature examined here, becomes relevant after the onset of thermally activated cross-slip (T ≥ 150 °C).
- (iv)
- The ε* shift towards lower strain values and the increase of damping saturation Q−1S as temperature increases represent further evidence of the favorable conditions for depinning of dislocation segments due to thermally activated cross-slip.
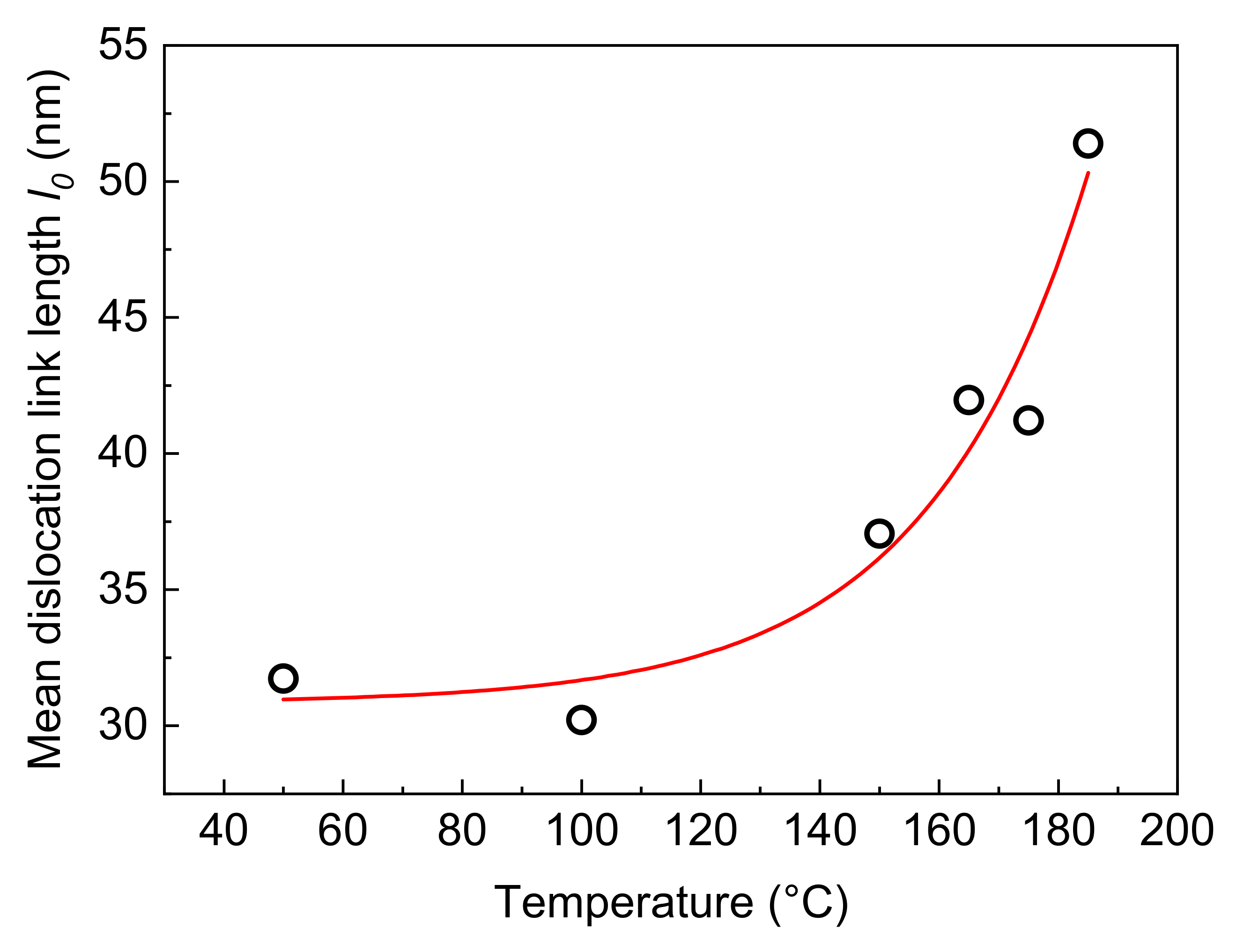
- (v)
- The mean link length of dislocation segments increases with temperature and at 185 °C, the maximum temperature considered in present work, it becomes almost double of the original value.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References and Notes
- Warren, A.S. Developments and challenges for aluminium—A Boeing perspective. Mater. Forum 2004, 28, 24–31. [Google Scholar]
- Gloria, A.; Montanari, R.; Richetta, M.; Varone, A. Alloys for Aeronautic Applications: State of the Art and Perspectives. Metals 2019, 9, 662. [Google Scholar] [CrossRef] [Green Version]
- Aerospace Structural Materials Handbook; DoD, Wright-Patterson Air Force Base: Dayton, OH, USA, 2001.
- Sanchez, J.M.; Rubio, E.; Alvarez, M.; Sebastian, M.A.; Marcos, M. Microstructural characterization of material adhered over cutting tool in the dry machining of aerospace aluminium alloys. J. Mater. Proc. Technol. 2005, 164–165, 911–918. [Google Scholar] [CrossRef]
- Rambabu, P.; Prasad, N.E.; Kutumbarao, V.V.; Wanhill, R.J. Aluminium Alloys for Aerospace Applications. In Aerospace Materials and Material Technologies; Aerospace Materials; Springer: Singapore, 2017; Volume 1, pp. 29–52. [Google Scholar]
- Adam, K.F.; Long, Z.; Field, D.P. Analysis of Particle-Stimulated Nucleation (PSN)-Dominated Recrystallization for Hot-Rolled 7050 Aluminum Alloy. Metall. Mater. Trans. A 2017, 48, 2062–2076. [Google Scholar] [CrossRef]
- Maizza, G.; Pero, R.; Richetta, M.; Montanari, R. Continuous dynamic recrystallization (CDRX) model for aluminum alloys. J. Mater. Sci. 2018, 53, 4563–4573. [Google Scholar] [CrossRef]
- Parker, C.G.; Field, D.P. Observation of Structure Evolution during Annealing of 7xxx Series Al Deformed at High Temperature. Light Met. 2012, 383–386. [Google Scholar]
- Wang, S.; Luo, J.; Hou, L.; Zhang, J.; Zhuang, L. Physically based constitutive analysis and microstructural evolution of AA7050 aluminum alloy during hot compression. Mater. Des. 2016, 107, 277–289. [Google Scholar] [CrossRef]
- Angella, G.; Bassani, P.; Tuissi, A.; Ripamonti, D.; Vedani, M. Microstructure evolution and aging kinetics of Al-Mg-Si and Al-Mg-Si-Sc alloys processed by ECAP. Mater. Sci. Forum 2006, 503–504, 493–498. [Google Scholar] [CrossRef]
- Kaibyshev, R.; Sitdikov, O.; Goloborodko, A. Grain refinement in as-cast 7475 aluminum alloy under hot deformation. Mater. Sci. Eng. A 2003, 344, 348–356. [Google Scholar] [CrossRef]
- Rokni, M.R.; Zarei-HAnzaki, A.; Roostaei, A.; Abedi, H.R. An investigation into the hot deformation characteristics of 7075 aluminum alloy. Mater. Des. 2011, 32, 2339–2344. [Google Scholar] [CrossRef]
- Li, D.; Zhang, D.; Liu, S.; Shan, Z.; Zhang, X.; Wang, Q.; Han, S. Dynamic recrystallization behavior of 7085 aluminum alloy during hot deformation. Trans. Nonferrous Met. Soc. China 2016, 26, 1491–1497. [Google Scholar] [CrossRef]
- Scott MacKenzie, D. Heat Treating Aluminum for Aerospace Applications. Heat Treat. Prog. 2005, 5, 37–43. [Google Scholar]
- Mott, N.F.; Nabarro, F.R.N. An attempt to estimate the degree of precipitation hardening, with a simple model. Proc. Phys. Soc. 1940, 52, 86–89. [Google Scholar] [CrossRef] [Green Version]
- Tedde, M.; Di Schino, A.; Donnini, R.; Montanari, R.; Richetta, M.; Santo, L.; Testani, C.; Varone, A. An innovative industrial process for forging 7050 Al alloy. Mater. Sci. Forum 2018, 941, 1047–1052. [Google Scholar] [CrossRef]
- Angella, G.; Di Schino, A.; Donnini, R.; Richetta, M.; Testani, C.; Varone, A. AA7050 Al alloy hot-forging process for improved fracture toughness properties. Metals 2019, 9, 64. [Google Scholar] [CrossRef] [Green Version]
- Gourdet, S.; Montheillet, F. Effects of dynamic grain boundary migration during the hot compression of high stacking fault energy metals. Acta Mater. 2002, 50, 2801–2812. [Google Scholar] [CrossRef]
- McQueen, H.J. Development of dynamic recrystallization theory. Mater. Sci. Eng. A 2004, 387–389, 203–208. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Jackson, P.J. The role of cross-slip in the plastic deformation of crystals. Mater. Sci. Eng. 1983, 57, 39–47. [Google Scholar] [CrossRef]
- Saada, G. Cross-slip and work hardening of fcc crystals. Mater. Sci. Eng. A 1991, 137, 177–183. [Google Scholar] [CrossRef]
- Poirier, J.P. On the symmetrical role of cross-slip of screw dislocations and climb of edge dislocations as recovery process controlling high-temperature creep. Rev. Phys. Appl. 1976, 11, 731. [Google Scholar] [CrossRef] [Green Version]
- Hussein, A.M.; Rao, S.I.; Uchic, M.D.; Dimiduk, D.M.; El-Awady, J.A. Microstructurally based cross-slip mechanisms and their effects on dislocation microstructure evolution in fcc crystals. Acta Mater. 2015, 85, 180–190. [Google Scholar] [CrossRef]
- Balijepalli, S.K.; Donnini, R.; Kaciulis, S.; Montanari, R.; Varone, A. Young’s modulus profile in kolsterized AISI 316l steel. Mater. Sci. Forum 2013, 762, 183–188. [Google Scholar] [CrossRef]
- Mayencourt, C.; Schaller, R. Mechanical-stress relaxation in magnesium-based composites. Mater. Sci. Eng. A 2002, 325, 286–291. [Google Scholar] [CrossRef]
- Costanza, G.; Montanari, R.; Richetta, M.; Tata, M.E.; Varone, A. Evaluation of structural stability of materials through Mechanical Spectroscopy. Four case studies. Metals 2016, 6, 306. [Google Scholar] [CrossRef] [Green Version]
- Bonetti, E.; Montanari, R.; Testani, C.; Valdrè, G. Irreversible transformation in as-cast FeAl B2-ordered alloy obtained by melt spinning. J. Mater. Res. 2000, 3, 659–664. [Google Scholar] [CrossRef]
- Campari, E.G.; Amadori, S.; Bonetti, E.; Berti, R.; Montanari, R. Anelastic Behavior of Small Dimensioned Aluminum. Metals 2019, 9, 549. [Google Scholar] [CrossRef] [Green Version]
- Montanari, R.; Varone, A. Synergic role of self-interstitials and vacancies in indium melting. Metals 2015, 5, 1061–1072. [Google Scholar] [CrossRef]
- Fava, A.; Montanari, R.; Varone, A. Mechanical spectroscopy investigation of point defects driven phenomena in a Cr martensitic steel. Metals 2018, 8, 870. [Google Scholar] [CrossRef] [Green Version]
- Nowick, A.S.; Berry, B.S. Anelastic Relaxation in Crystalline Solids; Academic Press: New York, NY, USA; London, UK, 1972. [Google Scholar]
- Kim, S.; Park, S.H. Improvement in damping capacity of extruded pure magnesium through precompression and subsequent annealing: Effects of dislocation and twin boundary motions. J. Alloys Compd. 2020, 835, 155257. [Google Scholar] [CrossRef]
- Tang, Y.T.; Zhang, C.; Ren, L.B.; Yang, W.; Yin, D.D.; Huang, G.H.; Zhou, H.; Zhang, Y.B. Effects of Y content and temperature on the damping capacity of extruded Mg-Y sheets. J. Magnes. Alloy. 2019, 7, 522–528. [Google Scholar] [CrossRef]
- Chen, K.; Yan, J.; Li, N.; Luo, M.; Shi, H.; Zhu, X.; Liu, Y.; Zhao, X.; Zhang, R. The effect of the annealing temperature on the damping capacity under constant prestress, mechanical properties and microstructure of an Fee11Cr-2.5Mo-0.1Zr-1.0Ni forged damping alloy. J. Alloys Compd. 2020, 815, 152429. [Google Scholar] [CrossRef]
- Wang, H.; Yi, Y.; Huang, S. Microstructure Evolution and Mechanical Properties of 2219 Al Alloy During Aging Treatment. J. Mater. Eng. Perform. 2017, 26, 1475–1482. [Google Scholar] [CrossRef]
- Amadori, S.; Campari, E.G.; Fiorini, A.L.; Montanari, R.; Pasquini, L.; Savini, L.; Bonetti, E. Automated resonant vibrating reed analyzer apparatus for a non destructive characterization of materials for industrial applications. Mater. Sci. Eng. A 2006, 442, 543–546. [Google Scholar] [CrossRef]
- JCPDS-International Centre for Diffraction Data, Newtown Square, PA, USA, 1993.
- Williamson, G.K.; Smallman, R.A. III. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray debye-scherrer spectrum. Philos. Mag. 1956, 1, 34–46. [Google Scholar] [CrossRef]
- Granato, A.; Lucke, K. Application of Dislocation Theory to Internal Friction Phenomena at High Frequencies. J. Appl. Phys. 1956, 27, 789–805. [Google Scholar] [CrossRef]
- Granato, A.; Lucke, K. Temperature dependence of amplitude-dependent dislocation damping. J. Appl. Phys. 1981, 52, 7136–7142. [Google Scholar] [CrossRef]
- Li, Z.; Yan, H.; Chen, J.; Xia, W.; Su, B.; Zhao, L.; Song, M. Effect of Mg Content on the Damping Behavior of Al–Mg Alloys. Met. Mater. Int. 2020. [Google Scholar] [CrossRef]
- Clark, B.G.; Robertson, I.M.; Dougherty, L.M.; Ahn, D.C. High-temperature Dislocation-precipitate Interactions in Al Alloys: An in situ Transmission Electron Microscopy Deformation Study. J. Mater. Res. 2005, 20, 1792–1801. [Google Scholar] [CrossRef] [Green Version]
- Lytton, J.L.; Shepard, L.A.; Dorn, J.E. The activation energies for creep of single aluminium crystals favorably oriented for (111) /anti 1/ 0 1 slip. Trans. Met. Soc. AIME 1958, 212–223. [Google Scholar]
- Hikata, A.; Johnson, R.A.; Elbaum, C. Interaction of Dislocations with Electrons and with Phonons. Phys. Rev. Lett. 1970, 2, 4856. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Al | Zr | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti |
|---|---|---|---|---|---|---|---|---|---|---|
| wt (%) | Bal. | 0.12 | <0.12 | <0.15 | 2.30 | <0.10 | 2.20 | <0.04 | 6.25 | <0.05 |
| 1- Total section area reduction: 75% |
| 2- Solubilization treatment: Temperature = 475 °C/Soaking time: 5 h |
| 3- Water quenching |
| 4- Room temperature up-setting: 5% max |
| 5- Aging in two steps: 121 °C for 5 h + 177 °C for 8 h |
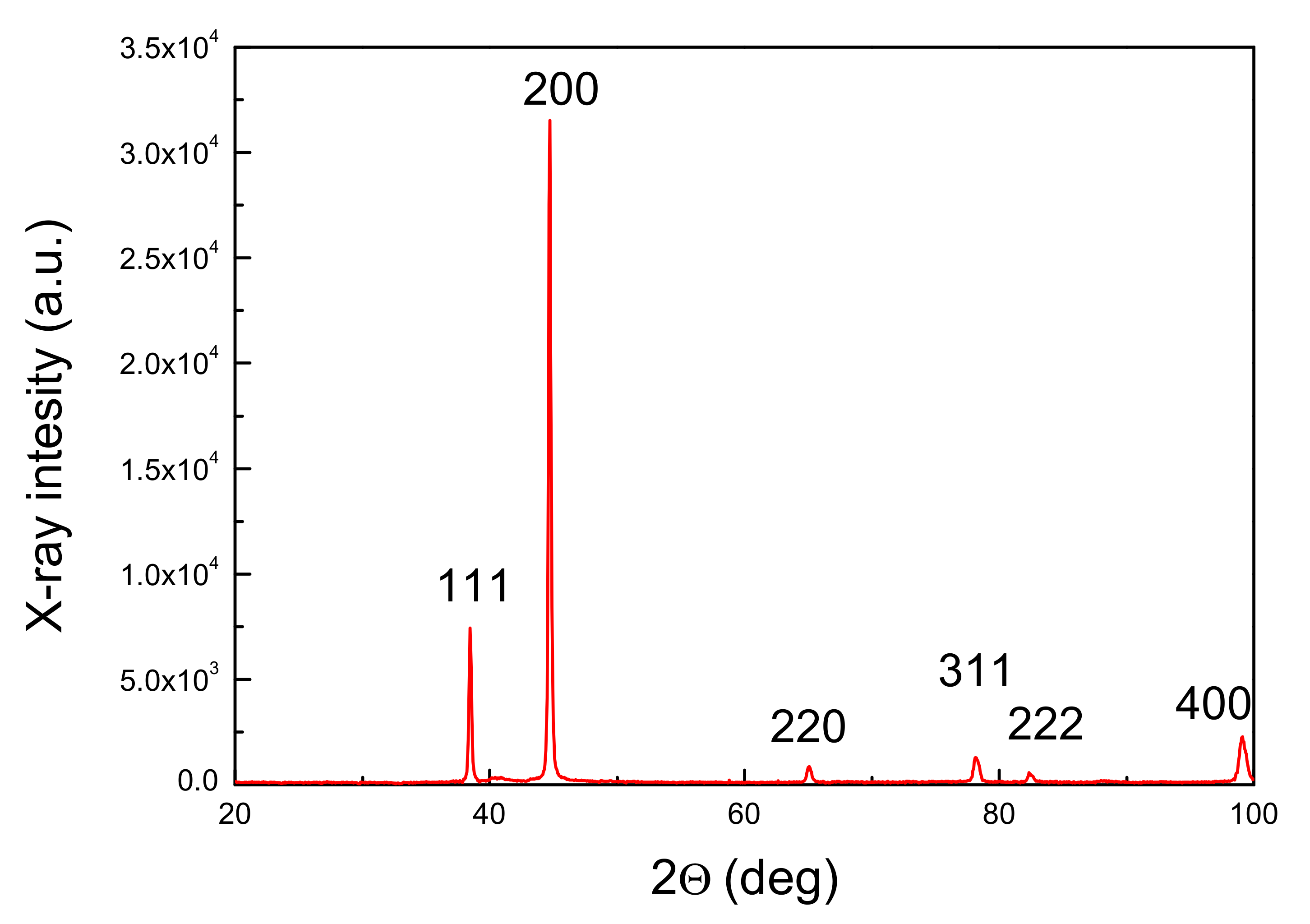
| Samples | Relative Intensities of XRD Peaks | |||||
|---|---|---|---|---|---|---|
| 111 | 200 | 220 | 311 | 222 | 400 | |
| AA7050 | 23 | 100 | 3 | 5 | 2 | 7 |
| JCPDS-ICCD 4-787 | 100 | 47 | 22 | 24 | 7 | 2 |
| Test Temperature (°C) | Dislocation Density ρ (m−2) | Resonance Frequency (Hz) | (Q−1)2 |
|---|---|---|---|
| 50 | 1.3 × 1016 | 1500 | 1.25 × 10−3 |
| 100 | 1.3 × 1016 | 1505 | 1.03 × 10−3 |
| 150 | 8.3 × 1015 | 1526 | 1.51 × 10−3 |
| 165 | 7.4 × 1015 | 1441 | 2.09 × 10−3 |
| 175 | 6.9 × 1015 | 1693 | 2.13 × 10−3 |
| 185 | 6.8 × 1015 | 1121 | 3.36 × 10−3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schino, A.D.; Montanari, R.; Testani, C.; Varone, A. Dislocation Breakaway Damping in AA7050 Alloy. Metals 2020, 10, 1682. https://doi.org/10.3390/met10121682
Schino AD, Montanari R, Testani C, Varone A. Dislocation Breakaway Damping in AA7050 Alloy. Metals. 2020; 10(12):1682. https://doi.org/10.3390/met10121682
Chicago/Turabian StyleSchino, Andrea Di, Roberto Montanari, Claudio Testani, and Alessandra Varone. 2020. "Dislocation Breakaway Damping in AA7050 Alloy" Metals 10, no. 12: 1682. https://doi.org/10.3390/met10121682
APA StyleSchino, A. D., Montanari, R., Testani, C., & Varone, A. (2020). Dislocation Breakaway Damping in AA7050 Alloy. Metals, 10(12), 1682. https://doi.org/10.3390/met10121682