Analysis of the Results of Pulsed Processing of Melts



Abstract
:1. Introduction
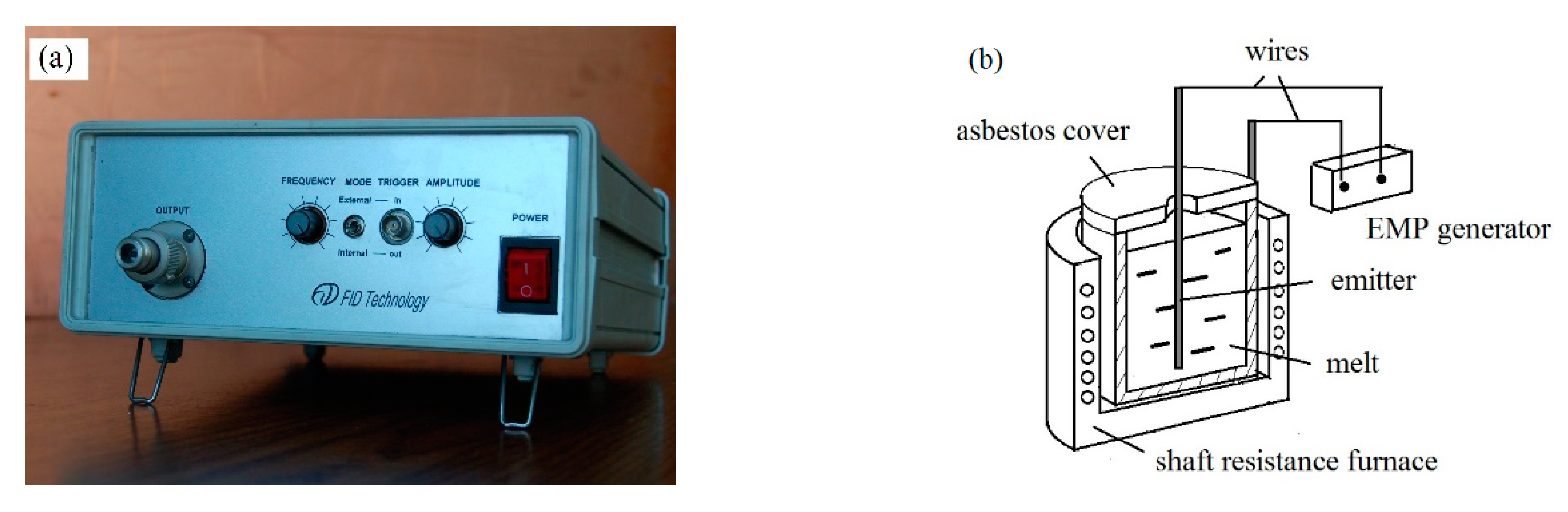
2. Materials and Methods
3. Results
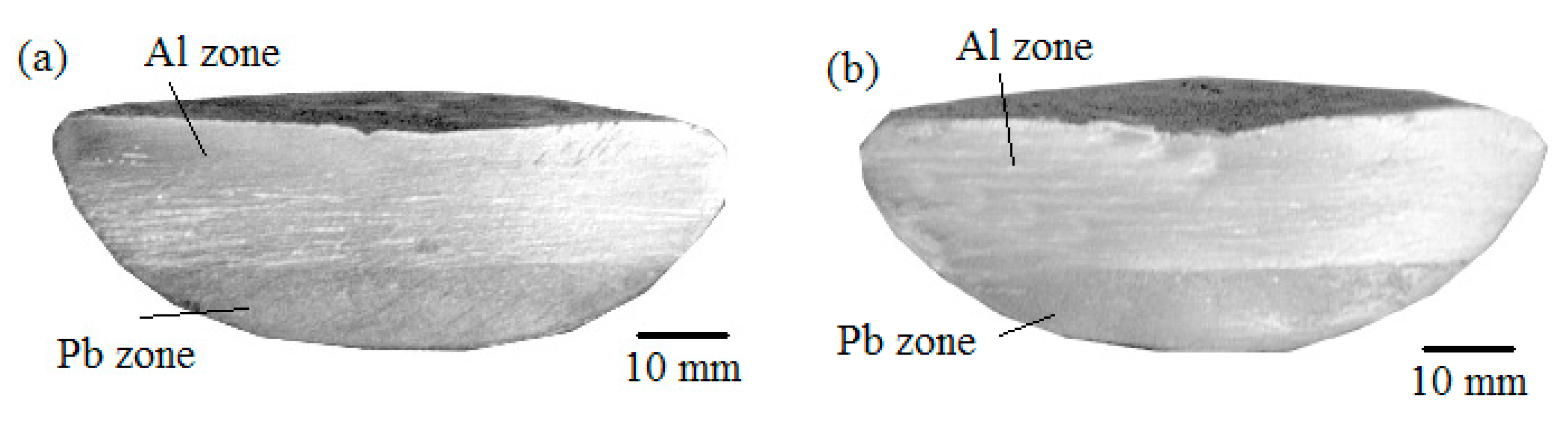
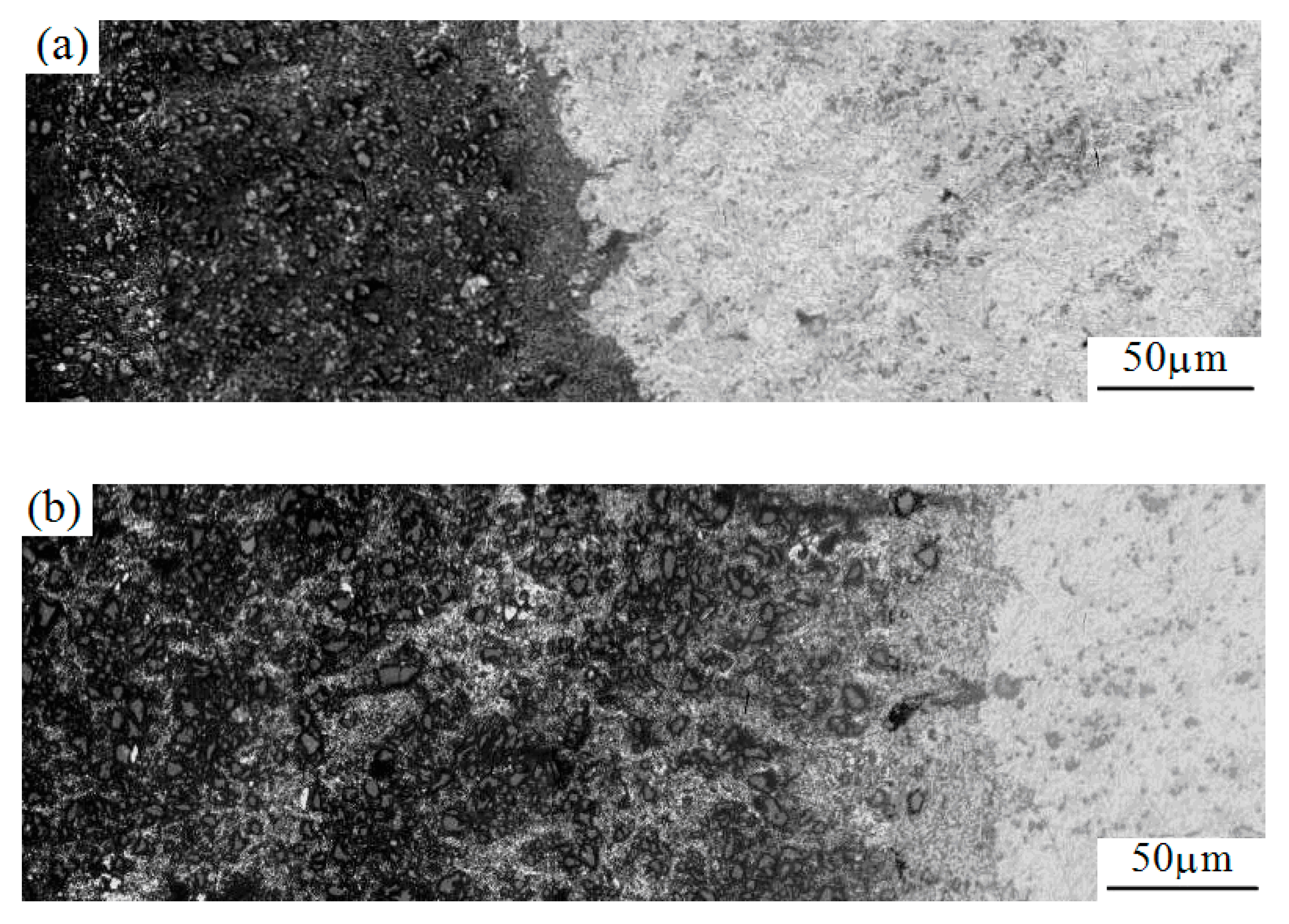
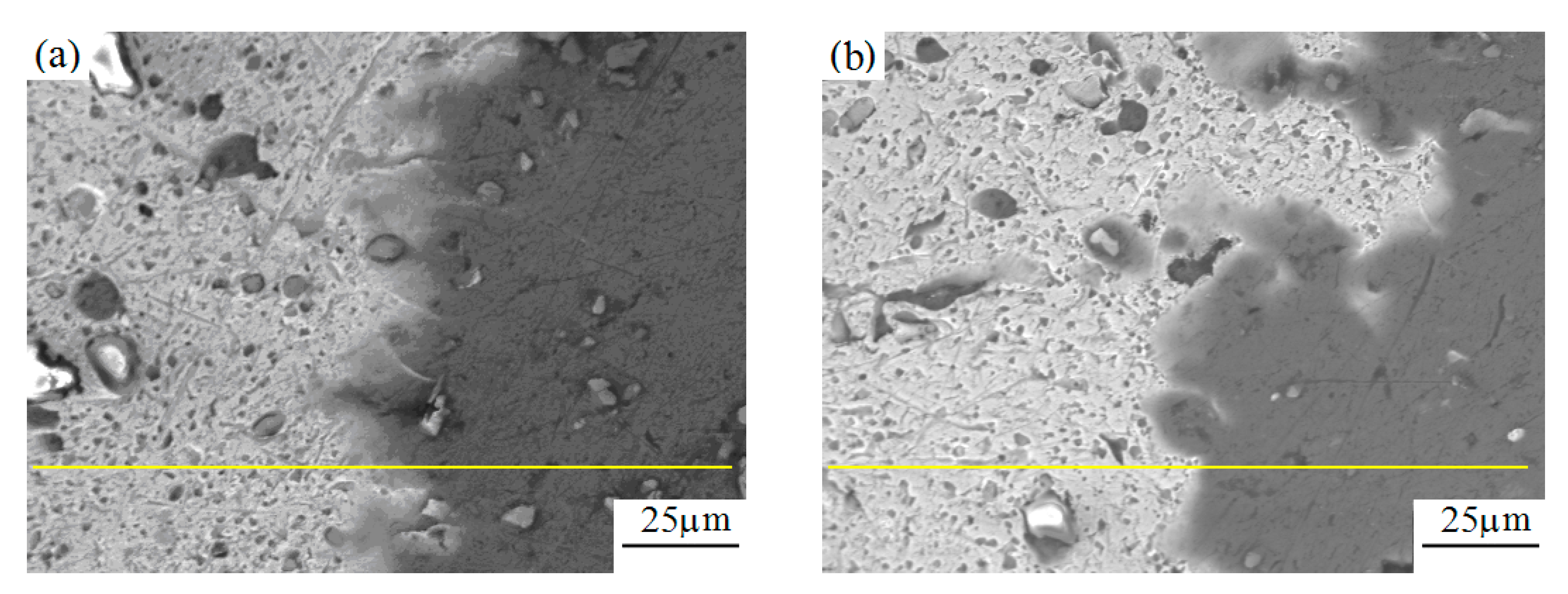
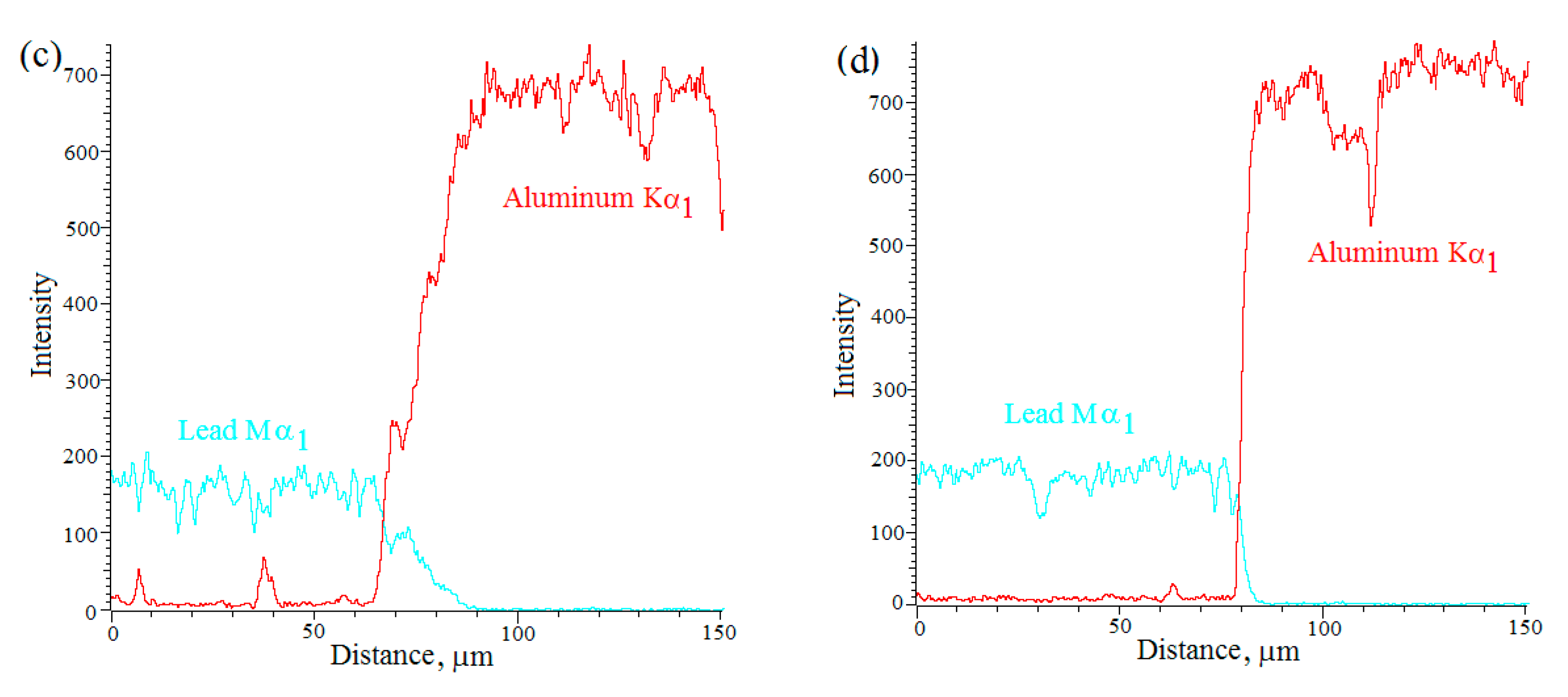
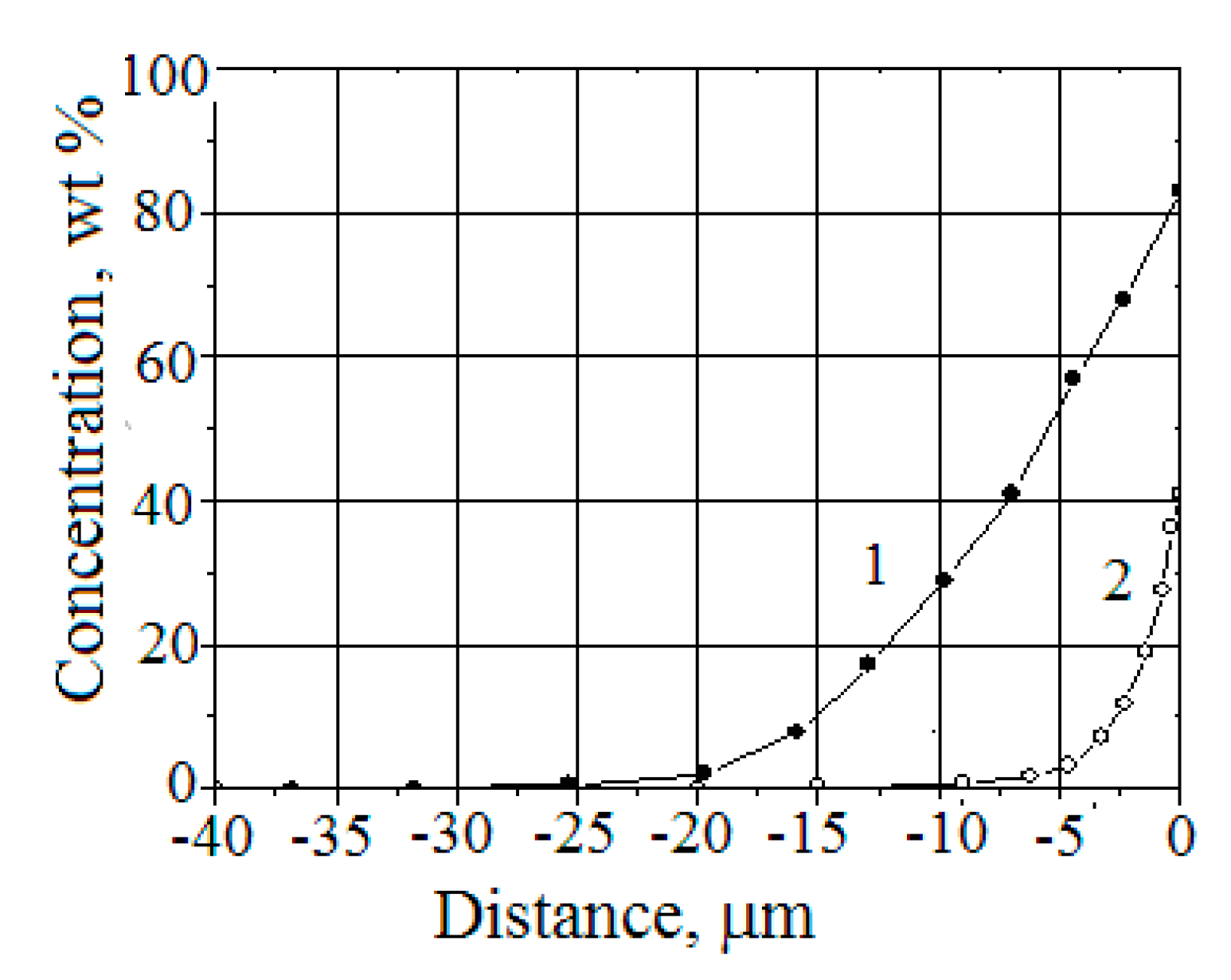
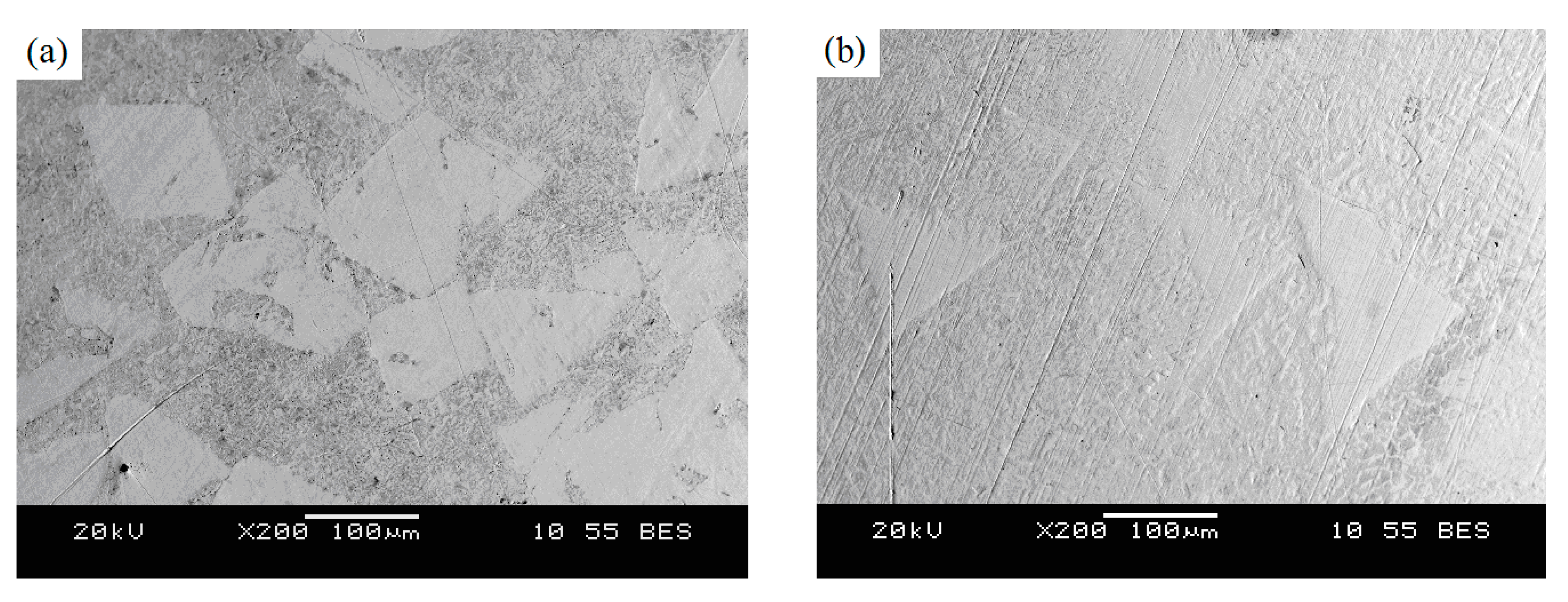
3.1. Al–50Pb Alloy Processing Results
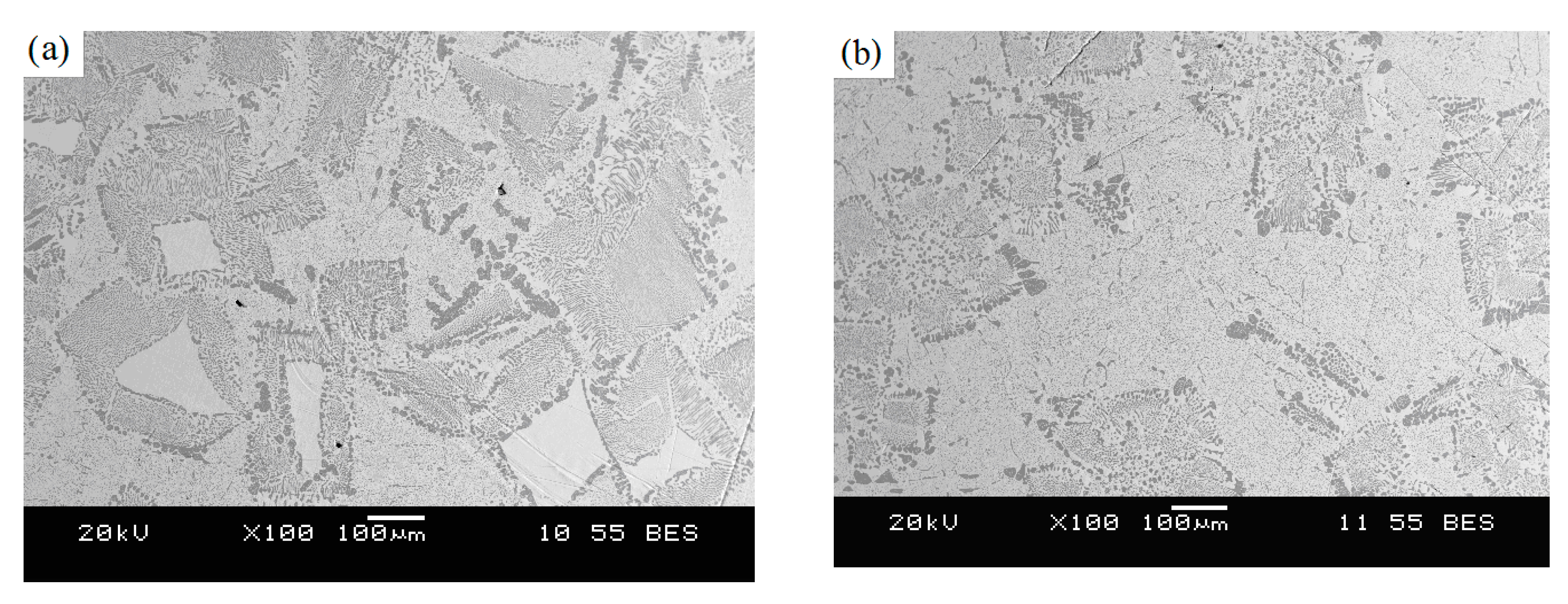
3.2. Bi–38Pb Alloy Processing Results
3.3. Bi–18Sn–32Pb Alloy Processing Results
4. Discussion
4.1. Discussion of the Experimental Results
4.2. Theories of the Mechanism of the Effect of EMP Processing on the Properties of Metals
4.2.1. Electromagnetic Stirring
4.2.2. Heat Exposure
4.2.3. Converting Electromagnetic Pulses to Acoustic Pulses
5. Conclusions
- EMP processing affected the crystallization process—it brought crystallization close to equilibrium and affected the diffusion processes in the metal.
- After EMP processing, the phase composition of alloys remained unchanged, but the proportion of phases in the structure changed significantly.
- The density of the EMP-processed alloys was found to be slightly higher than the alloys without pre-treatment.
- The most likely model for the influence of EMP on the properties of the metals was the occurrence of acoustic pulses in the melt during their processing. The calculation results showed that the pressure created by acoustic pulses was commensurate with the pressure arising from ultrasonic action. Due to the periodicity of the appearance of acoustic pulses and the high pressure created by them, they can cause changes in the metal.
Author Contributions
Funding
Conflicts of Interest
References
- Eskin, G.I. Broad prospects for commercial application of the ultrasonic (cavitation) melt treatment of light alloys. Ultrason. Sonochem. 2001, 8, 319–325. [Google Scholar] [CrossRef]
- Eskin, G.I. Ultrasonic Treatment of Light Alloy Melts; Gordon and Breach Science Publishers: Amsterdam, The Netherlands, 1998. [Google Scholar]
- Eskin, D.; Wang, F. Joint effect of ultrasonic vibrations and solid metal addition on the grain refinement of an aluminium alloy. Metals 2019, 9, 161. [Google Scholar] [CrossRef] [Green Version]
- Tong, W.; Liu, S.; Shi, C.; Liu, L.; Chen, Y. Influence of high frequency vibration on microstructure and mechanical properties of TIG welding joints of AZ31 magnesium alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 397–404. [Google Scholar]
- Liu, Z.; Chen, Z.; Chen, T. Effects of Crucible Size and Electromagnetic Frequency on Flow During Fabrication of Semisolid A356 Al Alloy Slurry. Metall. Sinica 2018, 54, 435–442. [Google Scholar]
- Liu, Z.; Xu, H. Effect of electromagnetic stirring time on microstructure of semisolid A356 alloy. Spec. Cast. Nonferrous Alloys 2012, 32, 828–832. [Google Scholar]
- Timofeev, V.N.; Khristinich, R.M.; Boyakov, S.A.; Rybakov, S.A. Method of Electromagnetic Mixing of Electrically Conductive Melts. RF Patent 2113672, 1998. [Google Scholar]
- Pavlov, E.A.; Bogovalov, S.V.; Timofeev, V.N.; Nadtochiy, D.S. Magnetohydrodynamic mixing of aluminum melt in resistance mixers. Siberian J. Sci. Technol. 2006, 5, 201–205. [Google Scholar]
- Kudryashova, O.; Khmeleva, M.; Danilov, P.; Dammer, V.; Vorozhtsov, A.; Eskin, D. Optimizing the conditions of metal solidification with vibration. Metals 2019, 9, 366. [Google Scholar] [CrossRef] [Green Version]
- Danilov, P.; Khrustalev, A.; Vorozhtsov, A.; Zhukov, I.; Promakhov, V.; Khmeleva, M.; Pikushchak, E.; Kvetinskaya, A. Analysis of the effect of external physical fields on the casting of light alloys. Bull. Tomsk State Univ. Math. Mech. 2018, 2018, 84–98. [Google Scholar] [CrossRef] [PubMed]
- Krymsky, V.; Shaburova, N. Applying of pulsed electromagnetic processing of melts in laboratory and industrial conditions. Materials 2018, 11, 954. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shaburova, N.A. Changes in metal properties after thermal and electric impulse processing. IOP Conf. Ser. Mater. Sci. Eng. 2016, 81, 012016. [Google Scholar] [CrossRef] [Green Version]
- Shaburova, N.A.; Krymsky, V.V. Electropulse machining of metals. Mater. Sci. Forum 2016, 870, 360–363. [Google Scholar] [CrossRef]
- Balakirev, V.F.; Krymsky, V.V.; Ri, H.; Shaburova, N.A. Electric Pulse Treatment of Metal Melts; UB RAS: Ekaterinburg, Russia, 2014; p. 144. ISBN 978-5-87184-640-7. (In Russian) [Google Scholar]
- Tiller, W.A. Migration of a liquid zone through a solid: Part I. J. Appl. Phys. 1963, 34, 2757–2762. [Google Scholar] [CrossRef]
- Zhirifalko, L. Statistical Solid State Physics; Metallurgy Publishing House: Moscow, Russia, 1973; p. 382. [Google Scholar]
- Chalmers, B. Physical metallurgy; Metallurgy Publishing House: Moscow, Russia, 1963; p. 456. [Google Scholar]
- Bukharin, V.A.; Krymsky, V.V.; Uskov, A.Y.; Shaburova, N.A. Calculation of a pulsed electromagnetic field in a conductive medium. Bull. SUSU. Ser. Energy 2013, 13, 26–29. [Google Scholar]
- Shishkovsky, I.V. Calculation of thermal fields for processing KPI material with MATHCAD; Publishing House of the Samar State technical University: Samara, Russia, 2003; p. 40. [Google Scholar]
- Rykalin, N.N.; Uglov, A.A.; Zuev, I.V.; Kokora, A.N. Laser and electron beam processing of materials; Engineering Publisher: Moscow, Russia, 1985; p. 496. [Google Scholar]
- Krautkremer, J. Ultrasonic control of materials; Metallurgy Publisher: Moscow, Russia, 1991; p. 752. [Google Scholar]
- Pohl, R.W. Einfűhrung in die Physik; Springer: Berlin, Germany, 1962; p. 64. [Google Scholar]
- Grubin, H.L. Direct electromagnetic generation of compressional waves in metals in static magnetic fields. IEEE Trans. SU 1970, 17, 227–228. [Google Scholar] [CrossRef]
- Arkin, M.Y.; Goncharova, I.F.; Mirotovsky, V.S. On the issue of non-contact excitation of ultrasonic vibrations in molten metals. Acoust. J. 1968, XIV, 344–350. [Google Scholar]
- Vasiliev, A.N.; Buchelnikov, V.D.; Gurevich, S.Y. Electromagnetic sound excitation in metals; SUSU Publishing House: Chelyabinsk, Russia, 2001; p. 339. [Google Scholar]
- Gaerttner, M.R.; Maxfield, B.W. Direct electromagnetic generation of ultrasound in conducting liguids. Phisical Rev. Lett. 1971, 26, 119–121. [Google Scholar] [CrossRef]
- Han, Y.; Li, K.; Wang, J.; Shu, D.; Sun, B. Influence of high-intensity ultrasound on grain refining performance of Al–5Ti–1B master alloy on aluminium. Mater. Sci. Eng. 2005, A 405, 306–312. [Google Scholar] [CrossRef]
- Kikoen, I.K. Tables of physical quantities; Atomizdat Publisher: Moscow, Russia, 1976; p. 1008. [Google Scholar]
- Emely, J. Elements; Peace Publishing House: Moscow, Russia, 1993; p. 256. [Google Scholar]
- Yu, S.R.; Feng, H.K.; Li, Y.L.; Gong, L.Y. Study on the properties of Al–23%Si alloy treated by ultrasonic wave. J. Alloys Compd. 2009, 484, 360–364. [Google Scholar] [CrossRef]
- Khalifa, W.; Tsunekawa, Y.; Okumiya, M. Effect of ultrasonic treatment on the Fe-intermetallic phases in ADC12 die cast alloy. J. Mater. Process. Technol. 2010, 210, 2178–2187. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Composition, wt % | Alloy Mass, kg | Treatment Duration, min | EMP Processing Temperature, °C |
|---|---|---|---|
| Al–50% Pb | 0.25 | 15 | 730 |
| Bi–38% Pb | 1.5 | 10 | 300 |
| Bi–18% Sn–32% Pb | 1.5 | 10 | 300 |
| Duration Pulse, s | The Depth of Penetration of the EMP into the Conductor, μm | |
|---|---|---|
| Rectangular Pulse | Pulse (sin2t) | |
| 10−3 | 5722 | 3576 |
| 10−6 | 181 | 113 |
| 10−9 | 5.7 | 3.6 |
| 10−12 | 0.18 | 0.11 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krymsky, V.; Shaburova, N.; Litvinova, E. Analysis of the Results of Pulsed Processing of Melts. Metals 2020, 10, 205. https://doi.org/10.3390/met10020205
Krymsky V, Shaburova N, Litvinova E. Analysis of the Results of Pulsed Processing of Melts. Metals. 2020; 10(2):205. https://doi.org/10.3390/met10020205
Chicago/Turabian StyleKrymsky, Valerii, Nataliya Shaburova, and Ekaterina Litvinova. 2020. "Analysis of the Results of Pulsed Processing of Melts" Metals 10, no. 2: 205. https://doi.org/10.3390/met10020205
APA StyleKrymsky, V., Shaburova, N., & Litvinova, E. (2020). Analysis of the Results of Pulsed Processing of Melts. Metals, 10(2), 205. https://doi.org/10.3390/met10020205