Processing and Properties of Reversion-Treated Austenitic Stainless Steels


Abstract
:1. Background
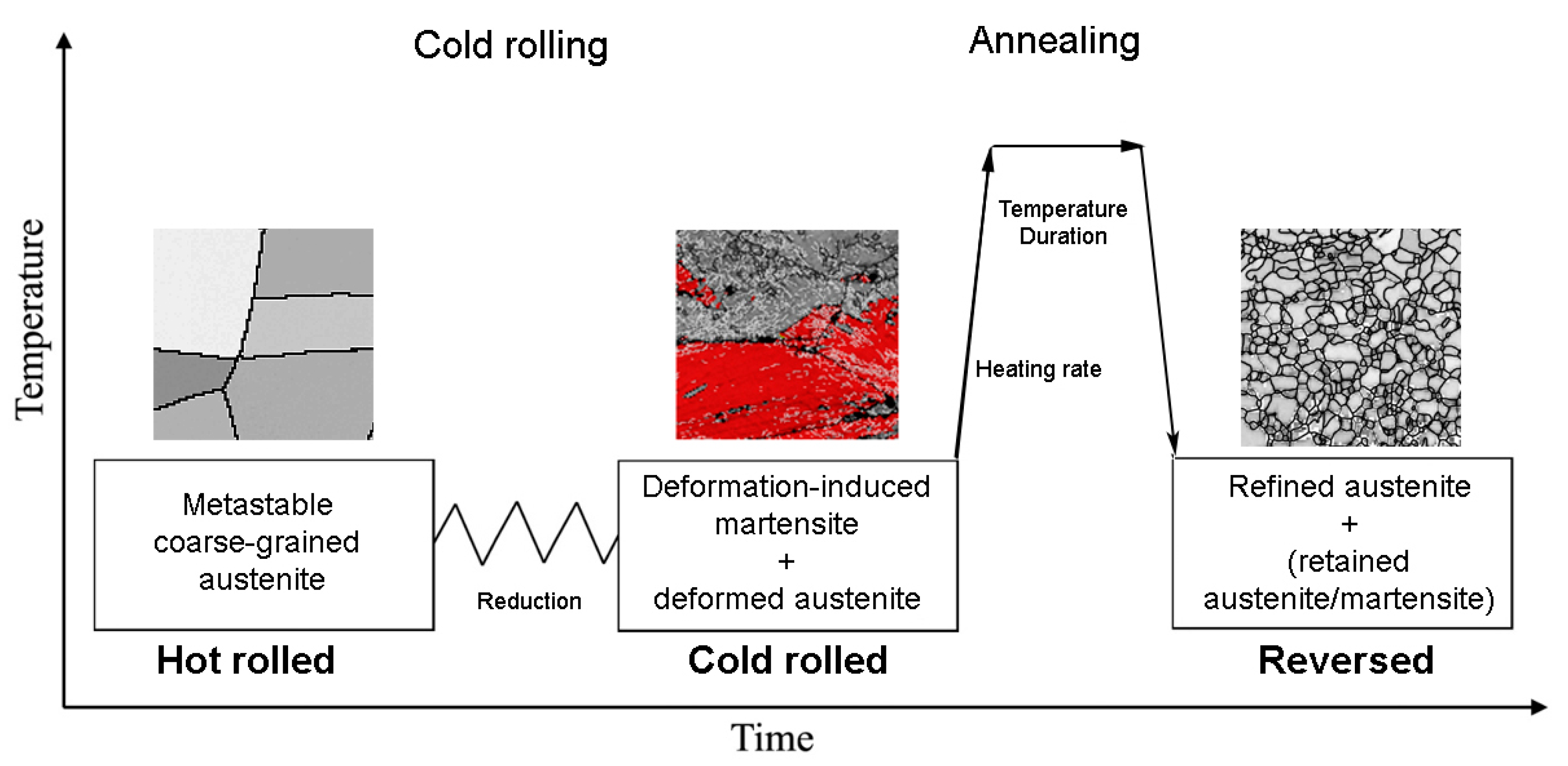
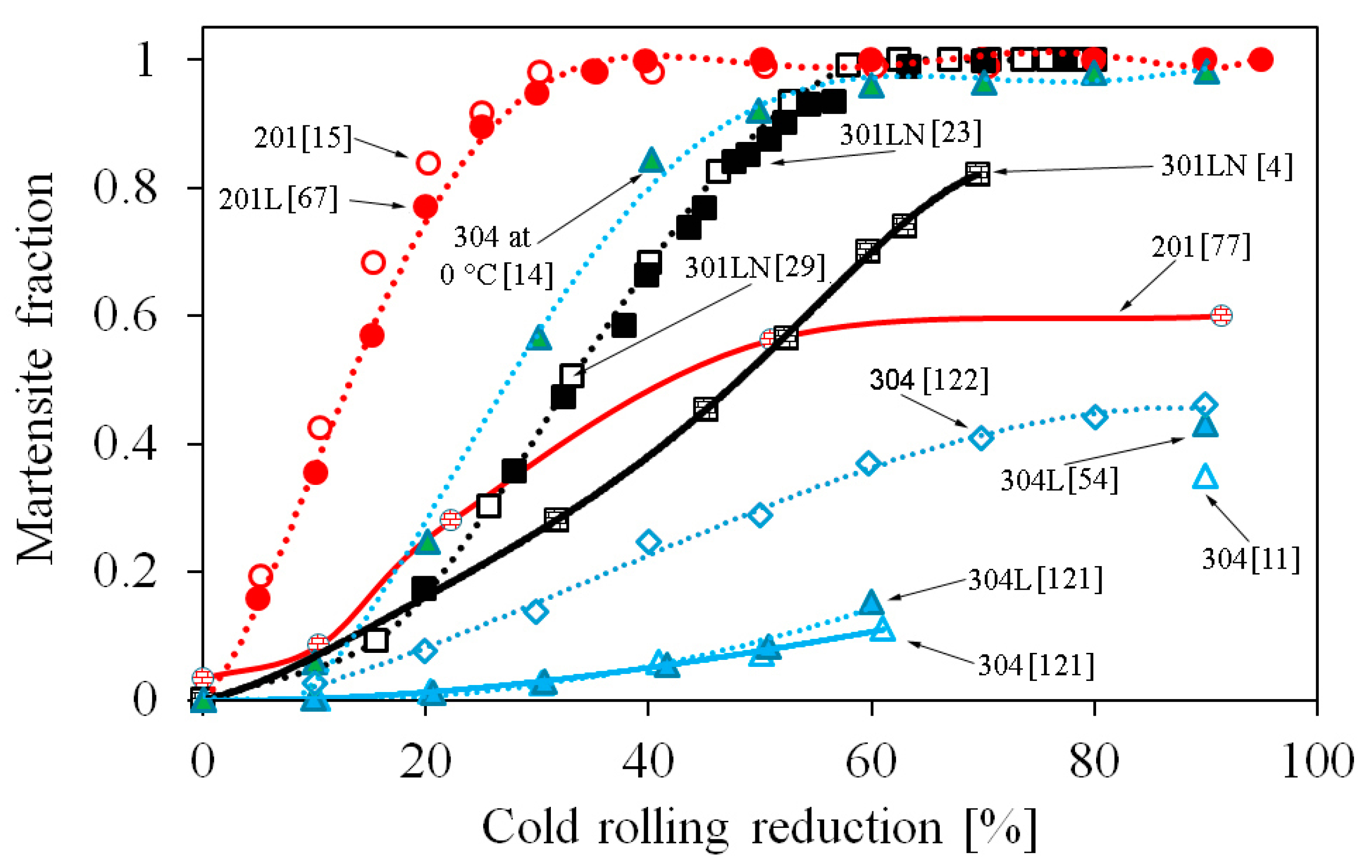
2. Cold Rolling Stage
3. Reversion Annealing
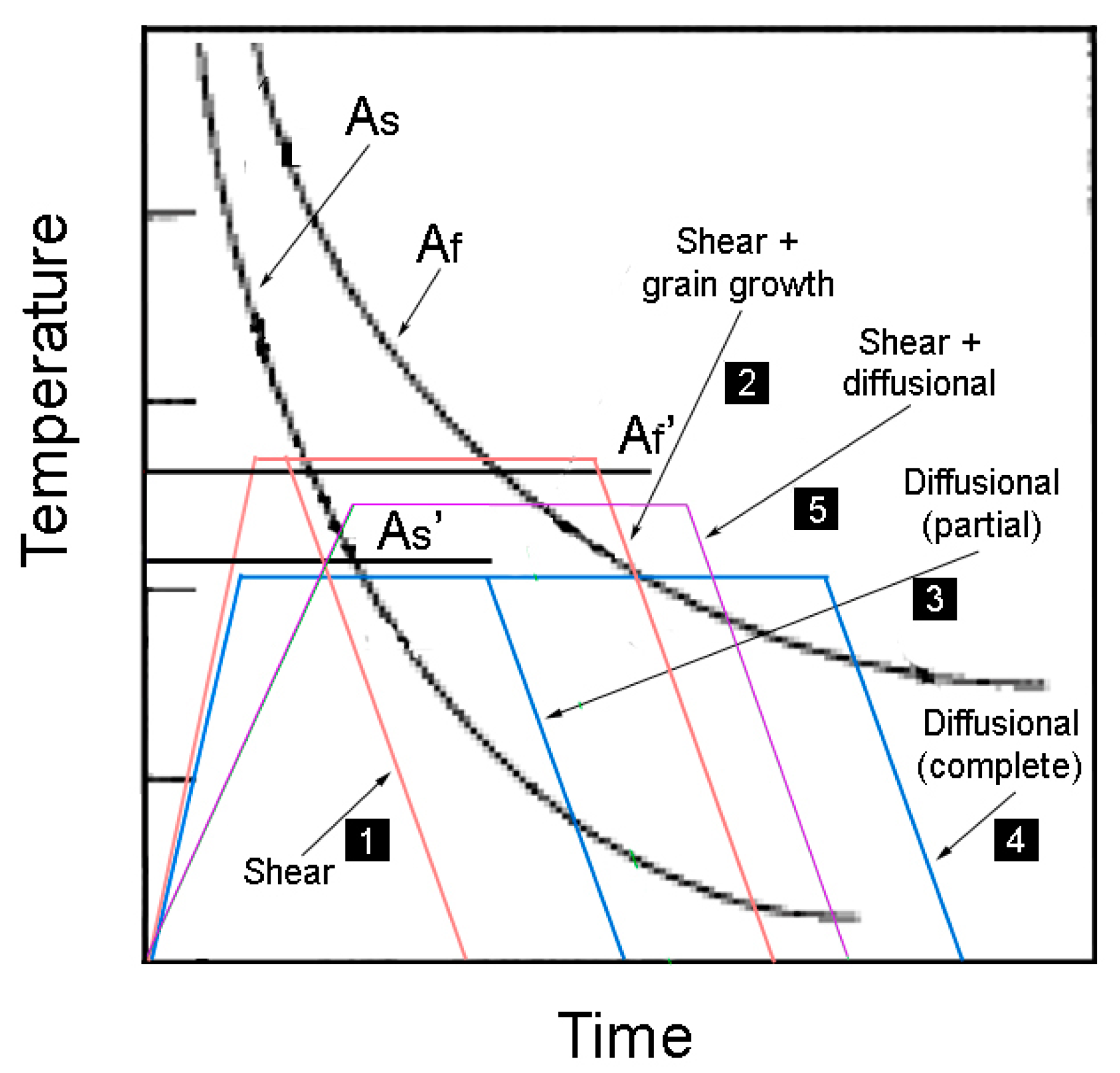
3.1. Reversion Mechanism
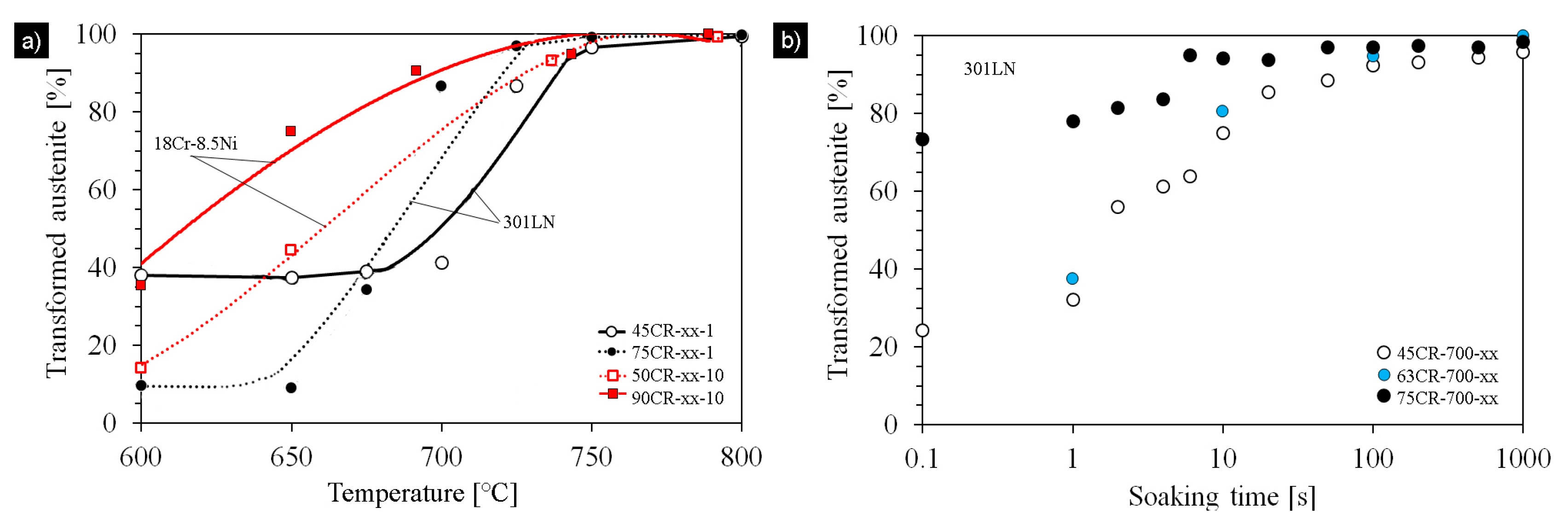
3.2. Temperature Range for Reversion
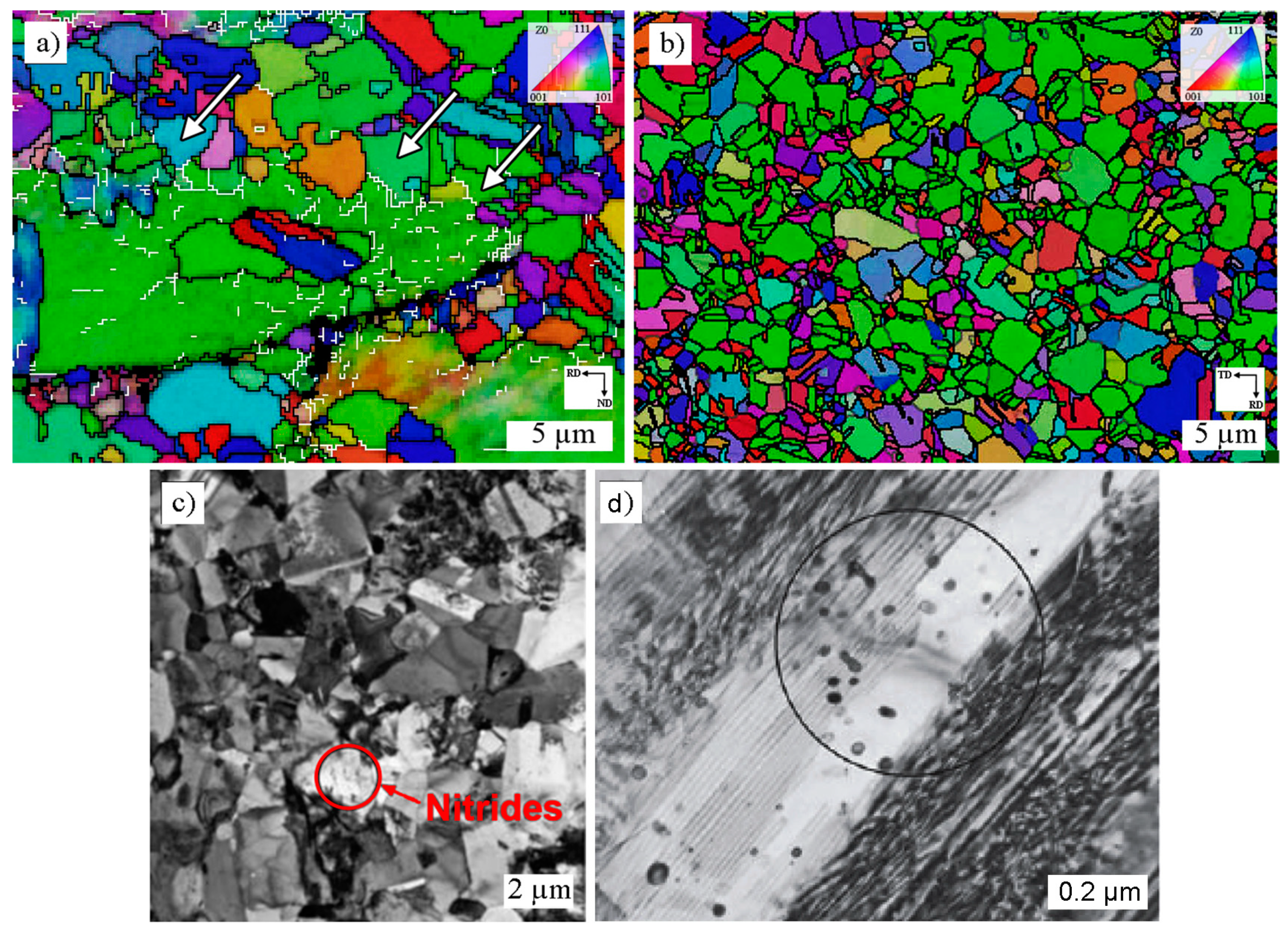
4. Evolution of Reversion-Annealed Microstructures
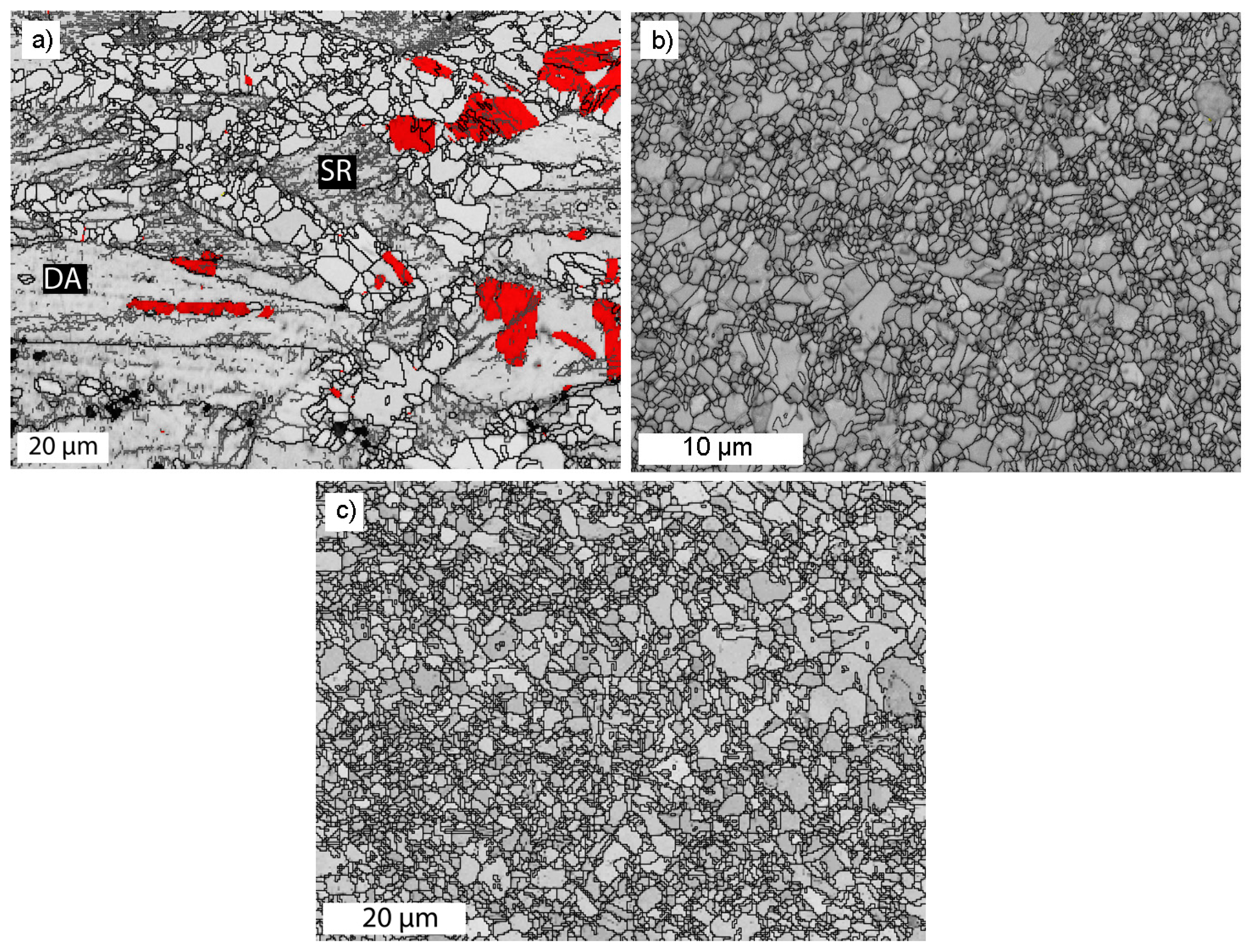
4.1. Reversed Microstructures
4.2. Repeated Reversion Treatments
5. Properties of the Reversion-Treated Structures
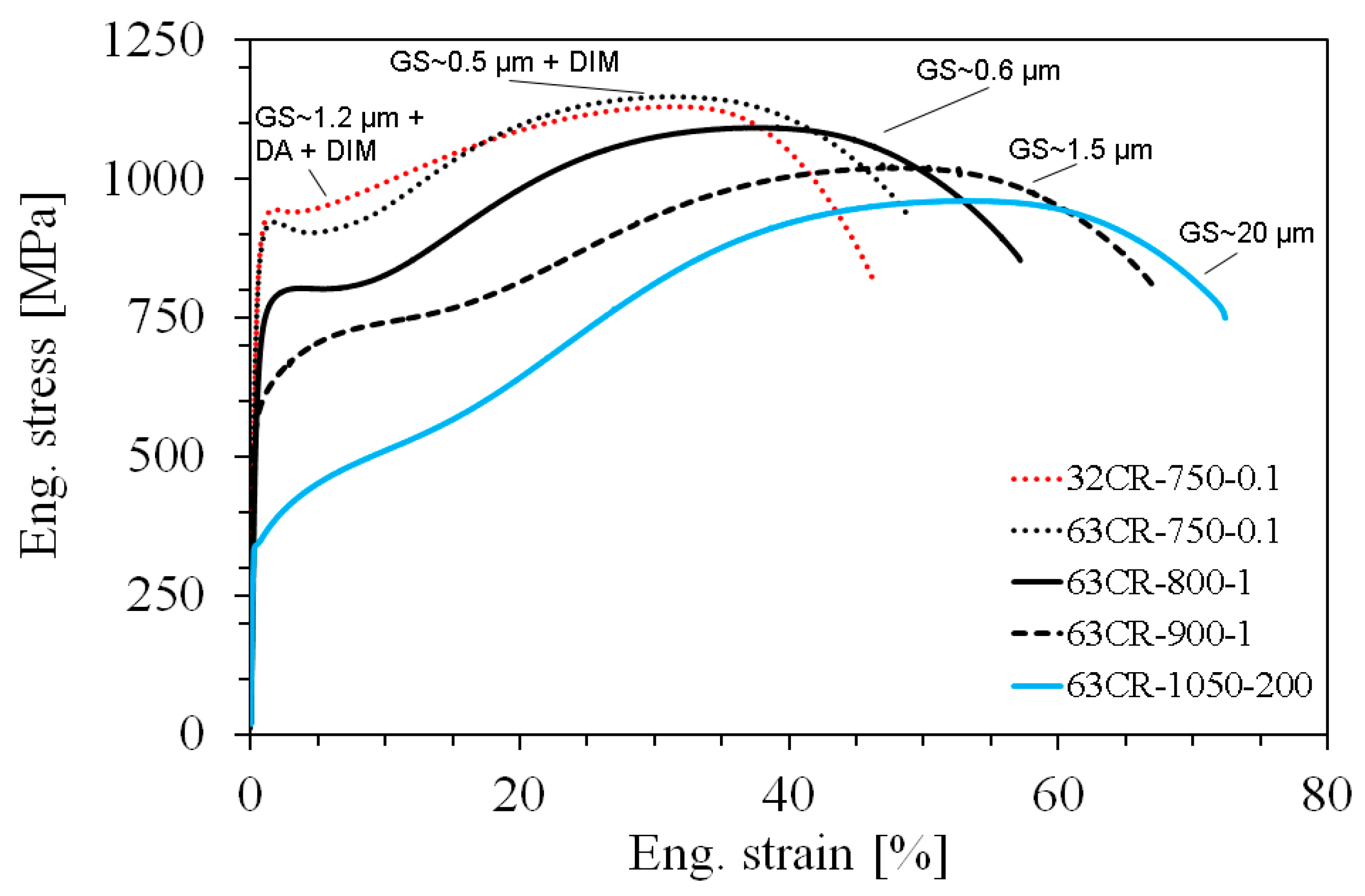
5.1. Tensile Strength Properties
5.2. Tensile Ductility and Austenite Stability
5.2.1. Tensile Elongation
5.2.2. Elongation and Austenite Stability
5.2.3. Elongation, Stacking Fault Energy and Deformation Mechanism
5.2.4. Strain Hardening Rate and Elongation
5.2.5. Discontinuous Yielding
5.2.6. Tensile Properties of Temper-Rolled Reversed Structures
5.3. Fatigue Behavior
5.3.1. Fatigue Strength
5.3.2. Cyclic Stability
5.4. Stretch Formability
5.5. Weldability
5.6. Corrosion Resistance
5.7. Properties for Medical Applications
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| α | Parameter in Olson–Cohen model (Equation (3)) |
| α′-martensite | Deformation-induced body-centered cubic martensite |
| β | Parameter in Equations (2) and (3) |
| ε-martensite | Hexagonal epsilon martensite |
| ε | Strain in Equations (2) and (3) |
| εm’ | Abscissa of the mid-point of a sigmoidal curve (Equation (2)) |
| σo | Friction stress in the Hall–Petch relation |
| Af | Finish temperature of the martensite to austenite reversion |
| As | Start temperature of the martensite to austenite reversion |
| ASS | Austenitic stainless steel |
| CR | Cold rolling |
| DA | Deformed austenite, retained in cold rolling |
| DIM | Deformation-induced martensite (α′-martensite) |
| FCC | Face-centered cubic |
| fα′ | Martensite fraction in Equation (2) and Olson–Cohen model (Equation (3)) |
| fs | Saturation martensite fraction in cold rolling deformation (Equation (2)) |
| GS | Grain size |
| HAZ | Heat affected zone |
| HCF | High cycle fatigue |
| m | Exponent in Olson–Cohen model (Equation (3)) |
| Md30 | Temperature where 50% a’-martensite is formed by 30% true strain |
| Ms | Starting temperature of martensite transformation |
| LCF | Low cycle fatigue |
| R | R ratio, minimum peak stress divided by the maximum peak stress in fatigue cycling |
| Rp0.2 | Proof strength, yield strength |
| RT | Room temperature |
| SHR | Strain hardening rate |
| TE | Tensile elongation, fracture strain |
| TS | Tensile strength |
| YS | Yield strength |
References
- Stainless Steel: Tables of Technical Properties, 2nd ed.; Euro Inox: Brussels, Belgium, 2007; Volume 5, ISBN 9782879972428.
- Mechanical behaviour and design values of properties. In Design Manual for Structural Stainless Steel; Euro Inox/The Steel Construction Institute: Brussels, Belgium; Chicago, IL, USA, 2006; p. 146. ISBN 2-87997-204-3.
- Taulavuori, T.; Aspegren, P.; Säynäjäkangas, J.; Salmén, J.; Karjalainen, L.P. The anisotropic behaviour of the nitrogen alloyed stainless steel grade 1.4318. In Proceedings of the 7th High Nitrogen Steels Conference, Ostend, Denmark, 19–22 September 2004; pp. 405–412. [Google Scholar]
- Karjalainen, L.P.; Taulavuori, T.; Sellman, M.; Kyröläinen, A. Some strengthening methods for austenitic stainless steels. Steel Res. Int. 2008, 79, 404–412. [Google Scholar] [CrossRef]
- Mazza, B.; Pedeferri, P.; Sinigaglia, D.; Cigada, A.; Fumagalli, G.; Re, G. Electrochemical and corrosion behaviour of work-hardened commercial austenitic stainless steels in acid solutions. Corros. Sci. 1979, 19, 907–921. [Google Scholar] [CrossRef]
- Barbucci, A.; Delucchi, M.; Panizza, M.; Sacco, M.; Cerisola, G. Electrochemical and corrosion behaviour of cold rolled AISI 301 in 1 M H2SO4. J. Alloys Compd. 2001, 317–318, 607–611. [Google Scholar] [CrossRef]
- Mudali, U.K.; Shankar, P.; Ningshen, S.; Dayal, R.K.; Khatak, H.S.; Raj, B. On the pitting corrosion resistance of nitrogen alloyed cold worked austenitic stainless steels. Corros. Sci. 2002, 44, 2183–2198. [Google Scholar] [CrossRef]
- Gavriljuk, V.G.; Berns, H.; Escher, C.; Glavatskaya, N.I.; Sozinov, A.; Petrov, Y. Grain boundary strengthening in austenitic nitrogen steels. Mater. Sci. Eng. A 1999, 271, 14–21. [Google Scholar] [CrossRef]
- Simmons, J.W. Overview: High-nitrogen alloying of stainless steels. Mater. Sci. Eng. A 1996, 207, 159–169. [Google Scholar] [CrossRef]
- Di Schino, A.; Barteri, M.; Kenny, J.M. Development of ultra fine grain structure by martensitic reversion in stainless steel. J. Mater. Sci. Lett. 2002, 21, 751–753. [Google Scholar] [CrossRef]
- Di Schino, A.; Salvatori, I.; Kenny, J.M. Effects of martensite formation and austenite reversion on grain refining of AISI 304 stainless steel. J. Mater. Sci. 2002, 37, 4561–4565. [Google Scholar] [CrossRef]
- Srikanth, S.; Saravanan, P.; Kumar, V.; Saravanan, D.; Sivakumar, L.; Sisodia, S.; Ravi, K.; Jha, B.K. Property Enhancement in metastable 301LN austenitic stainless steel through strain-induced martensitic transformation and its reversion (SIMTR) for metro coach manufacture. Int. J. Metall. Eng. 2013, 2, 203–213. [Google Scholar] [CrossRef]
- Ravi Kumar, B.; Sharma, S.; Kashyap, B.P.; Prabhu, N. Ultrafine grained microstructure tailoring in austenitic stainless steel for enhanced plasticity. Mater. Des. 2015, 68, 63–71. [Google Scholar] [CrossRef]
- Forouzan, F.; Najafizadeh, A.; Kermanpur, A.; Hedayati, A.; Surkialiabad, R. Production of nano/submicron grained AISI 304L stainless steel through the martensite reversion process. Mater. Sci. Eng. A 2010, 527, 7334–7339. [Google Scholar] [CrossRef]
- Moallemi, M.; Najafizadeh, A.; Kermanpur, A.; Rezaee, A. Effect of reversion annealing on the formation of nano/ultrafine grained structure in 201 austenitic stainless steel. Mater. Sci. Eng. A 2011, 530, 378–381. [Google Scholar] [CrossRef]
- Rezaee, A.; Kermanpur, A.; Najafizadeh, A.; Moallemi, M. Production of nano/ultrafine grained AISI 201L stainless steel through advanced thermo-mechanical treatment. Mater. Sci. Eng. A 2011, 528, 5025–5029. [Google Scholar] [CrossRef]
- Sabooni, S.; Karimzadeh, F.; Enayati, M.H. Thermal stability study of ultrafine grained 304L stainless steel produced by martensitic process. J. Mater. Eng. Perform. 2014, 23, 1665–1672. [Google Scholar] [CrossRef]
- Behjati, P.; Kermanpur, A.; Najafizadeh, A.; Baghbadorani, H.S. Effect of annealing temperature on nano/ultrafine grain of Ni-free austenitic stainless steel. Mater. Sci. Eng. A 2014, 592, 77–82. [Google Scholar] [CrossRef]
- Baghbadorani, H.S.; Kermanpur, A.; Najafizadeh, A.; Behjati, P.; Rezaee, A.; Moallemi, M. An investigation on microstructure and mechanical propertiesof a Nb-microalloyed nano/ultrafine grained 201 austenitic stainless steel. Mater. Sci. Eng. A 2015, 636, 593–599. [Google Scholar] [CrossRef]
- Xu, D.M.; Li, G.Q.; Wan, X.L.; Xiong, R.L.; Xu, G.; Wu, K.M.; Somani, M.C.; Misra, R.D.K. Deformation behavior of high yield strength—High ductility ultrafine-grained 316LN austenitic stainless steel. Mater. Sci. Eng. A 2017, 688, 407–415. [Google Scholar] [CrossRef] [Green Version]
- Ma, Y.-Q.; Jin, J.-E.; Lee, Y.-K. A repetitive thermomechanical process to produce nano-crystalline in a metastable austenitic steel. Scr. Mater. 2005, 52, 1311. [Google Scholar] [CrossRef]
- Rajasekhara, S.; Ferreira, P.J.; Karjalainen, L.P.; Kyröläinen, A. Hall-Petch behavior in ultra-fine-grained AISI 301LN stainless steel. Metall. Mater. Trans. A 2007, 38, 1202–1210. [Google Scholar] [CrossRef]
- Somani, M.C.; Juntunen, P.; Karjalainen, L.P.; Misra, R.D.K.; Kyröläinen, A. Enhanced mechanical properties through reversion in metastable austenitic stainless steels. Metall. Mater. Trans. A 2009, 40, 729–744. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Nayak, S.; Mali, S.A.; Shah, J.S.; Somani, M.C.; Karjalainen, L.P. Microstructure and deformation behavior of phase-reversion-induced nanograined/ultrafine-grained austenitic stainless steel. Metall. Mater. Trans. A 2009, 40, 2498–2509. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Zhang, Z.; Jia, Z.; Somani, M.C.; Karjalainen, L.P. Probing deformation processes in near-defect free volume in high strength—high ductility nanograined/ultrafine-grained (NG/UFG) metastable austenitic stainless steels. Scr. Mater. 2010, 63, 1057–1060. [Google Scholar] [CrossRef]
- Rajasekhara, S.; Karjalainen, L.P.; Kyröläinen, A.; Ferreira, P.J. Microstructure evolution in nano/submicron grained AISI 301LN stainless steel. Mater. Sci. Eng. A 2010, 527, 1986–1996. [Google Scholar] [CrossRef]
- Kisko, A.; Hamada, A.; Karjalainen, L.P.; Talonen, J. Microstructure and mechanical properties of reversion treated high Mn austenitic 204Cu and 201 stainless steels, HMnS 2011. In Proceedings of the 1st International Conference on High Manganese Steels, Seoul, Korea, 15–18 May 2011; p. B-19. [Google Scholar]
- Kisko, A.; Rovatti, L.; Miettunen, I.; Karjalainen, L.P.; Talonen, J. Microstructure and anisotropy of mechanical properties in reversion-treated high-Mn type 204Cu and 201 stainless steels. In Proceedings of the 7th European Stainless Steel Conference—Science and Market, Como, Italy, 21–23 September 2011. [Google Scholar]
- Järvenpää, A.; Jaskari, M.; Karjalainen, L.P. Reversed microstructures and tensile properties after various cold rolling reductions in AISI 301LN steel. Metals 2018, 8, 109. [Google Scholar] [CrossRef] [Green Version]
- Poulon-Quintin, A.; Brochet, S.; Vogt, J.-B.; Glez, J.-C.; Mithieux, J.-D. Fine grained austenitic stainless steels: The role of strain induced α′ martensite and the reversion mechanism limitations. ISIJ Int. 2009, 49, 293–301. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.; Jiang, Z. Thermomechanical processing of advanced high strength steels. Prog. Mater. Sci. 2018, 94, 174–242. [Google Scholar] [CrossRef]
- Smith, H.; West, D.R.F. The reversion of martensite to austenite in certain stainless steels. J. Mater. Sci. 1973, 8, 1413–1420. [Google Scholar] [CrossRef]
- Smith, H.; West, D.R.F. Annealing of austenite formed by reversion from martensite in an Fe–16Cr–12Ni alloy. Metals Technol. 1974, 1, 37–40. [Google Scholar] [CrossRef]
- Coleman, T.H.; West, D.R.F. Deformation-induced martensite and its reversion to austenite in an Fe–16Cr–12Ni alloy. Met. Technol. 1976, 3, 49–53. [Google Scholar] [CrossRef]
- Guy, K.B.; Butler, E.P.; West, D.R.F. Reversion of bcc α′ martensite in Fe–Cr–Ni austenitic stainless steels. Met. Sci. 1983, 17, 167–176. [Google Scholar] [CrossRef]
- Guy, K.; Butler, E.P.; West, D.R.F. Martensite formation and reversion in austenitic stainless steels. J. Phys. Colloq. 1982, 43, C4-575–C4-580. [Google Scholar] [CrossRef]
- Singh, J. Influence of deformation on the transformation of austenitic stainless steels. J. Mater. Sci. 1985, 20, 3157–3166. [Google Scholar] [CrossRef]
- Tomimura, K.; Takaki, S.; Tanimoto, S.; Tokunaga, Y. Optimal chemical composition in Fe-Cr-Ni Alloys for ultra grain refining by reversion from deformation induced martensite. ISIJ Int. 1991, 31, 721–727. [Google Scholar] [CrossRef] [Green Version]
- Tomimura, K.; Takaki, S.; Tokunaga, Y. Reversion mechanism from deformation induced martensite to austenite in metastable austenitic stainless steels. ISIJ Int. 1991, 31, 1431–1437. [Google Scholar] [CrossRef] [Green Version]
- Takaki, S.; Tomimura, K.; Ueda, S. Effect of pre-cold-working on diffusional reversion of deformation induced martensite in metastable austenitic stainless steel. ISIJ Int. 1994, 34, 522–527. [Google Scholar] [CrossRef]
- Di Schino, A.; Barteri, M.; Kenny, J.M. Grain size dependence of mechanical, corrosion and tribological properties of high nitrogen stainless steels. J. Mater. Sci. 2003, 38, 3257–3262. [Google Scholar] [CrossRef]
- Di Schino, A.; Barteri, M.; Kenny, J.M. Effects of grain size on the properties of a low nickel austenitic stainless steel. J. Mater. Sci. 2003, 38, 4725–4733. [Google Scholar] [CrossRef]
- Di Schino, A.; Kenny, J.M. Grain size dependence of the fatigue behaviour of a ultrafine-grained AISI 304 stainless steel. Mater. Lett. 2003, 57, 3182–3185. [Google Scholar] [CrossRef]
- Choi, J.-Y.; Jin, W. Strain induced martensite formation and its effect on strain hardening behavior in the cold drawn 304 austenitic stainless steels. Scr. Mater. 1997, 36, 99–104. [Google Scholar] [CrossRef]
- Lee, S.-J.; Park, Y.-M.; Lee, Y.-K. Reverse transformation mechanism of martensite to austenite in a metastable austenitic alloy. Mater. Sci. Eng. A 2009, 515, 32–37. [Google Scholar] [CrossRef]
- Jung, Y.-S.; Lee, Y.-K.; Matlock, D.K.; Mataya, M.C. Effect of grain size on strain-induced martensitic transformation start temperature in an ultrafine grained metastable austenitic steel. Met. Mater. Int. 2011, 17, 553–556. [Google Scholar] [CrossRef] [Green Version]
- Huang, J.; Ye, X.; Gu, J.; Chen, X.; Xu, Z. Enhanced mechanical properties of type AISI 301LN austenitic stainless steel through advanced thermo mechanical process. Mater. Sci. Eng. A 2012, 532, 190–195. [Google Scholar] [CrossRef]
- Shen, Y.F.; Jia, N.; Wang, Y.D.; Sun, X.; Zuo, L.; Raabe, D. Suppression of twinning and phase transformation in an ultrafine grained 2GPa strong metastable austenitic steel: Experiment and simulation. Acta Mater. 2015, 97, 305–315. [Google Scholar] [CrossRef]
- Gong, N.; Wu, H.; Niu, G.; Zhang, D. Effects of annealing temperature on nano/ultrafine-grained structure in austenite stainless steel. Mater. Sci. Technol. 2017, 33, 1667–1672. [Google Scholar] [CrossRef]
- Gong, N.; Wu, H.-B.; Yu, Z.-C.; Niu, G.; Zhang, D. Studying mechanical properties and micro deformation of ultrafine-grained structures in austenitic stainless steel. Metals 2017, 7, 188. [Google Scholar] [CrossRef] [Green Version]
- Lei, C.; Li, X.; Deng, X.; Wang, Z.; Wang, G. Deformation mechanism and ductile fracture behavior in high strength high ductility nano/ultrafine grained Fe-17Cr-6Ni austenitic steel. Mater. Sci. Eng. A 2018, 709, 72–81. [Google Scholar] [CrossRef]
- Xu, D.M.; Wan, X.L.; Yu, J.X.; Xu, G.; Li, G.Q. Effect of grain refinement on strain hardening and fracture in austenitic stainless steel. Mater. Sci. Technol. 2018, 34, 1344–1352. [Google Scholar] [CrossRef]
- Ravi Kumar, B.; Das, S.K.; Mahato, B.; Ghosh, R.N. Role of strain-induced martensite on microstructural evolution during annealing of metastable austenitic stainless steel. J. Mater. Sci. 2010, 45, 911–918. [Google Scholar] [CrossRef]
- Ravi Kumar, B.; Sharma, S. Recrystallization behavior of a heavily deformed austenitic stainless steel during iterative type annealing. Metall. Mater. Trans. A 2014, 45, 6027–6038. [Google Scholar] [CrossRef]
- Ghosh, S.K.; Mallick, P.; Chattopadhyay, P.P. Effect of reversion of strain induced martensite on microstructure and mechanical properties in an austenitic stainless steel. J. Mater. Sci. 2011, 46, 3480–3487. [Google Scholar] [CrossRef]
- Ghosh, S.K.; Jha, S.; Mallick, P.; Chattopadhyay, P.P. Influence of mechanical deformation and annealing on kinetics of martensite in a stainless steel. Mater. Manuf. Process. 2013, 28, 249–255. [Google Scholar] [CrossRef]
- Mallick, P.; Tewary, N.K.; Ghosh, S.K.; Chattopadhyay, P.P. Microstructure-tensile property correlation in 304 stainless steel after cold deformation and austenite reversion. Mater. Sci. Eng. A 2017, 707, 488–500. [Google Scholar] [CrossRef]
- Mallick, P.; Tewary, N.K.; Ghosh, S.K.; Chattopadhyay, P.P. Effect of TMCP on microstructure and mechanical properties of 304 stainless steel. Steel Res. Int. 2018, 89, 1800103. [Google Scholar] [CrossRef]
- Mallick, P.K. Strain Induced Martensite and its Reversion in 304 Stainless Steel. Ph.D. Thesis, Indian Institute of Engineering Science and Technology, West Bengal, India, 2017. [Google Scholar]
- Mateo, A.; Zapata, A.; Fargas, G. Improvement of mechanical properties on metastable stainless steels by reversion heat treatments. IOP Conf. Ser. Mater. Sci. Eng. 2013, 48, 12001. [Google Scholar] [CrossRef]
- Odnobokova, M.; Belyakov, A.; Enikeev, N.; Molodov, D.A.; Kaibyshev, R. Annealing behavior of a 304L stainless steel processed by large strain cold and warm rolling. Mater. Sci. Eng. A 2017, 689, 370–383. [Google Scholar] [CrossRef]
- Shakhova, I.; Dudko, V.; Belyakov, A.; Tsuzaki, K.; Kaibyshev, R. Effect of large strain cold rolling and subsequent annealing on microstructure and mechanical properties of an austenitic stainless steel. Mater. Sci. Eng. A 2012, 545, 176–186. [Google Scholar] [CrossRef]
- Cios, G.; Tokarski, T.; Żywczak, A.; Dziurka, R.; Stępień, M.; Gondek, Ł.; Marciszko, M.; Pawłowski, B.; Wieczerzak, K.; Bała, P. The investigation of strain-induced martensite reverse transformation in AISI 304 austenitic stainless steel. Metall. Mater. Trans. A 2017, 48, 4999–5008. [Google Scholar] [CrossRef] [Green Version]
- Fargas, G.; Zapata, A.; Roa, J.J.; Sapezanskaia, I.; Mateo, A. correlation between microstructure and mechanical properties before and after reversion of metastable austenitic stainless steels. Metall. Mater. Trans. A 2015, 46, 5697–5707. [Google Scholar] [CrossRef] [Green Version]
- Eskandari, M.; Najafizadeh, A.; Kermanpur, A.; Karimi, M. Potential application of nanocrystalline 301 austenitic stainless steel in lightweight vehicle structures. Mater. Des. 2009, 30, 3869–3872. [Google Scholar] [CrossRef]
- Hedayati, A.A.; Najafizadeh, A.; Kermanpur, A.; Forouzan, F. The effect of cold rolling regime on microstructure and mechanical properties of AISI 304L stainless steel. Mater. Sci. Eng. A 2010, 210, 1017–1023. [Google Scholar] [CrossRef]
- Rezaee, A.; Najafizadeh, A.; Kermanpur, A.; Moallemi, M. The influence of reversion annealing behavior on the formation of nanograined structure in AISI 201L austenitic stainless steel through martensite treatment. Mater. Des. 2011, 32, 4437–4442. [Google Scholar] [CrossRef]
- Sadeghpour, S.; Kermanpur, A.; Najafizadeh, A. Influence of Ti microalloying on the formation of nanocrystalline structure in the 201L austenitic stainless steel during martensite thermomechanical treatment. Mater. Sci. Eng. A 2013, 584, 177–183. [Google Scholar] [CrossRef]
- Sadeghpour, S.; Kermanpur, A.; Najafizadeh, A. Formation of nano/ultrafine grain structure in a Ti-modified 201L stainless steel through martensite thermomechanical treatment. ISIJ Int. 2014, 54, 920–925. [Google Scholar] [CrossRef] [Green Version]
- Shirdel, M.; Mirzadeh, H.; Parsa, M.H. Nano/ultrafine grained austenitic stainless steel through the formation and reversion of deformation-induced martensite: Mechanisms, microstructures, mechanical properties, and TRIP effect. Mater. Charact. 2015, 103, 150–161. [Google Scholar] [CrossRef]
- Baghbadorani, H.S.; Kermanpur, A.; Najafizadeh, A.; Behjati, P.; Moallemi, M.; Rezaee, A. Influence of Nb-microalloying on the formation of nano/ultrafine-grained microstructure and mechanical properties during martensite reversion process in a 201-type austenitic stainless steel. Metall. Mater. Trans. A 2015, 46, 3406–3413. [Google Scholar] [CrossRef]
- Rasouli, D.; Kermanpur, A.; Ghassemali, E.; Najafizadeh, A. On the reversion and recrystallization of austenite in the interstitially alloyed Ni-free nano/ultrafine grained austenitic stainless steels. Met. Mater. Int. 2019, 25, 846–859. [Google Scholar] [CrossRef]
- Kheiri, S.; Mirzadeh, H.; Naghizadeh, M. Tailoring the microstructure and mechanical properties of AISI 316L austenitic stainless steel via cold rolling and reversion annealing. Mater. Sci. Eng. A 2019, 759, 90–96. [Google Scholar] [CrossRef]
- Droste, M.; Ullrich, C.; Motylenko, M.; Fleischer, M.; Weidner, A.; Freudenberger, J.; Rafaja, D.; Biermann, H. Fatigue behavior of an ultrafine-grained metastable CrMnNi steel tested under total strain control. Int. J. Fatigue 2018, 106, 143–152. [Google Scholar] [CrossRef]
- Maréchal, D. Linkage between Mechanical Properties and Phase Transformations in a 301LN Austenitic Stainless Steel. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 2011. [Google Scholar]
- Fava, J.; Spinosa, C.; Ruch, M.; Carabedo, F.; Landau, M.; Cosarinsky, G.; Savin, A.; Steigmann, R.; Craus, M.L. Characterization of reverse martensitic transformation in cold-rolled austenitic 316 stainless steel. Rev. Mater. 2018, 23. [Google Scholar] [CrossRef]
- Souza Filho, I.R.; Zilnyk, K.D.; Sandim, M.J.R.; Bolmaro, R.E.; Sandim, H.R.Z. Strain partitioning and texture evolution during cold rolling of AISI 201 austenitic stainless steel. Mater. Sci. Eng. A 2017, 702, 161–172. [Google Scholar] [CrossRef]
- Souza Filho, I.R.; Sandim, M.J.R.; Cohen, R.; Nagamine, L.C.C.M.; Hoffmann, J.; Bolmaro, R.E.; Sandim, H.R.Z. Effects of strain-induced martensite and its reversion on the magnetic properties of AISI 201 austenitic stainless steel. J. Magn. Magn. Mater. 2016, 419, 156–165. [Google Scholar] [CrossRef]
- Souza Filho, I.R.; Junior, D.R.A.; Gauss, C.; Sandim, M.J.R.; Suzuki, P.A.; Sandim, H.R.Z. Austenite reversion in AISI 201 austenitic stainless steel evaluated via in situ synchrotron X-ray diffraction during slow continuous annealing. Mater. Sci. Eng. A 2019, 755, 267–277. [Google Scholar] [CrossRef]
- Hamada, A.S.; Kisko, A.P.; Sahu, P.; Karjalainen, L.P. Enhancement of mechanical properties of a TRIP-aided austenitic stainless steel by controlled reversion annealing. Mater. Sci. Eng. A 2015, 628, 154–159. [Google Scholar] [CrossRef]
- Kisko, A.; Misra, R.D.K.; Talonen, J.; Karjalainen, L.P. The influence of grain size on the strain-induced martensite formation in tensile straining of an austenitic 15Cr–9Mn–Ni–Cu stainless steel. Mater. Sci. Eng. A 2013, 578, 408–416. [Google Scholar] [CrossRef]
- Kisko, A.; Talonen, J.; Porter, D.A.; Karjalainen, L.P. Effect of Nb microalloying on reversion and grain growth in a high-Mn 204Cu austenitic stainless steel. ISIJ Int. 2015, 55, 2217–2224. [Google Scholar] [CrossRef] [Green Version]
- Kisko, A.; Hamada, A.S.; Talonen, J.; Porter, D.; Karjalainen, L.P. Effects of reversion and recrystallization on microstructure and mechanical properties of Nb-alloyed low-Ni high-Mn austenitic stainless steels. Mater. Sci. Eng. A 2016, 657, 359–370. [Google Scholar] [CrossRef]
- Järvenpää, A.; Jaskari, M.; Man, J.; Karjalainen, L.P. Austenite stability in reversion-treated structures of a 301LN steel under tensile loading. Mater. Charact. 2017, 127, 12–26. [Google Scholar] [CrossRef]
- Järvenpää, A.; Jaskari, M.; Man, J.; Karjalainen, L.P. Stability of grain-refined reversed structures in a 301LN austenitic stainless steel under cyclic loading. Mater. Sci. Eng. A 2017, 703, 280–292. [Google Scholar] [CrossRef]
- Järvenpää, A.; Jaskari, M.; Juuti, T.; Karjalainen, P. Demonstrating the effect of precipitation on the mechanical stability of fine-grained austenite in reversion-treated 301LN stainless steel. Metals 2017, 7, 733. [Google Scholar] [CrossRef]
- Järvenpää, A.; Jaskari, M.; Karjalainen, L.P. Properties of induction reversion-refined microstructures of AISI 301LN under monotonic, cyclic and rolling deformation. In THERMEC 2018; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2019; pp. 601–607. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Nayak, S.; Venkatasurya, P.K.C.; Ramuni, V.; Somani, M.C.; Karjalainen, L.P. Nanograined/ultrafine-grained structure and tensile deformation behavior of shear phase reversion-induced 301 austenitic stainless steel. Metall. Mater. Trans. A 2010, 41, 2162–2174. [Google Scholar] [CrossRef]
- Rajasekhara, S.; Ferreira, P.J.; Karjalainen, L.P.; Kyrolainen, A. Microstructure evolution in nano/sub-micron grained AISI 301 stainless steel. In Proceedings of the 6th European Congress Stainless Steel Science and Market, Helsinki, Finland, 10–13 June 2008. [Google Scholar]
- Misra, R.D.K.; Kumar, B.R.; Somani, M.; Karjalainen, P. Deformation processes during tensile straining of ultrafine/nanograined structures formed by reversion in metastable austenitic steels. Scr. Mater. 2008, 59, 79–82. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Nayak, S.; Mali, S.A.; Shah, J.S.; Somani, M.C.; Karjalainen, L.P. On the significance of nature of strain-induced martensite on phase-reversion-induced nanograined/ultrafine-grained austenitic stainless steel. Metall. Mater. Trans. A 2010, 41, 3–10. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Zhang, Z.; Venkatasurya, P.K.C.; Somani, M.C.; Karjalainen, L.P. Martensite shear phase reversion-induced nanograined/ultrafine-grained Fe–16Cr–10Ni alloy: The effect of interstitial alloying elements and degree of austenite stability on phase reversion. Mater. Sci. Eng. A 2010, 527, 7779–7792. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Zhang, Z.; Jia, Z.; Surya, P.K.C.V.; Somani, M.C.; Karjalainen, L.P. Nanomechanical insights into the deformation behavior of austenitic alloys with different stacking fault energies and austenitic stability. Mater. Sci. Eng. A 2011, 528, 6958–6963. [Google Scholar] [CrossRef]
- Challa, V.S.A.; Wan, X.L.; Somani, M.C.; Karjalainen, L.P.; Misra, R.D.K. Strain hardening behavior of phase reversion-induced nanograined/ultrafine-grained (NG/UFG) austenitic stainless steel and relationship with grain size and deformation mechanism. Mater. Sci. Eng. A 2014, 613, 60–70. [Google Scholar] [CrossRef]
- Challa, V.S.A.; Wan, X.L.; Somani, M.C.; Karjalainen, L.P.; Misra, R.D.K. Significance of interplay between austenite stability and deformation mechanisms in governing three-stage work hardening behavior of phase-reversion induced nanograined/ultrafine-grained (NG/UFG) stainless steels with high strength-high ductility combination. Scr. Mater. 2014, 86, 60–63. [Google Scholar] [CrossRef]
- Challa, V.S.A.; Misra, R.D.K.; Somani, M.C.; Wang, Z.D. Strain hardening behavior of nanograined/ultrafine-grained (NG/UFG) austenitic 16Cr–10Ni stainless steel and its relationship to austenite stability and deformation behavior. Mater. Sci. Eng. A 2016, 649, 153–157. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Injeti, V.S.Y.; Somani, M.C. The significance of deformation mechanisms on the fracture behavior of phase reversion-induced nanostructured austenitic stainless steel. Sci. Rep. 2018, 8, 7908. [Google Scholar] [CrossRef]
- Chlupová, A.; Man, J.; Polák, J.; Karjalainen, L.P. Microstructural investigation and mechanical testing of an ultrafine-grained austenitic stainless steel. In NANOCON 2013; Tanger Ltd.: Ostrava, Czech Republic, 2013; pp. 733–738. [Google Scholar]
- Chlupová, A.; Man, J.; Kuběna, I.; Polák, J.; Karjalainen, L.P. LCF behaviour of ultrafine grained 301LN stainless steel. Procedia Eng. 2014, 74, 147–150. [Google Scholar] [CrossRef] [Green Version]
- Man, J.; Kuběna, I.; Smaga, M.; Man, O.; Järvenpää, A.; Weidner, A.; Chlup, Z.; Polák, J. Microstructural changes during deformation of AISI 300 grade austenitic stainless steels: Impact of chemical heterogeneity. Procedia Struct. Integr. 2016, 2, 2299–2306. [Google Scholar] [CrossRef] [Green Version]
- Kisko, A. Microstructure and Properties of Reversion Treated Low-Ni High-Mn Austenitic Stainless Steels. Ph.D. Thesis, University of Oulu, Oulu, Finland, 2016. [Google Scholar]
- Järvenpää, A. Microstructures, Mechanical Stability and Strength of Low-Temperature AISILN Stainless steel Under Monotonic and Dynamic Loading. Ph.D. Thesis, University of Oulu, Oulu, Finland, 2019. [Google Scholar]
- Järvenpää, A.; Karjalainen, L.P. An overview of mechanical properties of today’s grain-refined austenitic stainless steels. In Proceedings of the ESSC & DUPLEX, ASMET, Vienna, Austria, 31 September–2 October 2019; pp. 12–21. [Google Scholar]
- Komatsuseiki Kosakusho Co., Ltd. Available online: https://www.komatsuseiki.co.jp/english/future/03.php (accessed on 9 August 2016).
- Komatsu, T.; Matsumura, T.; Torizuka, S. Effect of grain size in stainless steel on cutting performance in micro-scale cutting. Int. J. Autom. Technol. 2011, 5, 334–341. [Google Scholar] [CrossRef]
- Komatsu, T.; Kobayashi, H.; Torizuka, S.; Nagayama, S. Micro hole piercing for ultra fine grained steel. In THERMEC 2013; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2014; Volume 783, pp. 2653–2658. [Google Scholar] [CrossRef]
- Komatsu, T.; Yoshino, T.; Matsumura, T.; Torizuka, S. Effect of crystal grain size in stainless steel on cutting process in micromilling. Procedia CIRP 2012, 1, 150–155. [Google Scholar] [CrossRef]
- Nippon Steel & Sumitomo Metal Product Catalog: SUS304 BA1. Available online: https://stainless.nipponsteel.com/product/grade/nssmc_series/product/sus304_ba1.php (accessed on 6 December 2019).
- Nippon Steel & Sumitomo Metal Product Catalog: NSSMC-NAR-301L BA1. Available online: https://stainless.nipponsteel.com/product/grade/nssmc_series/product/nssmc-nar-301l_ba1.php (accessed on 6 December 2019).
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. R 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Pereloma, E.; Gazder, A.; Timokhina, I. Retained austenite: Transformation-induced plasticity. Encycl. Iron Steel Alloys 2016, 3088–3103. [Google Scholar] [CrossRef] [Green Version]
- Beese, A.M.; Mohr, D. Effect of stress triaxiality and Lode angle on the kinetics of strain-induced austenite-to-martensite transformation. Acta Mater. 2011, 59, 2589–2600. [Google Scholar] [CrossRef]
- Das, A.; Tarafder, S.; Chakraborti, P.C. Estimation of deformation induced martensite in austenitic stainless steels. Mater. Sci. Eng. A 2011, 529, 9–20. [Google Scholar] [CrossRef]
- Nohara, K.; Ono, Y.; Ohashi, N. Composition and grain size dependencies of strain-induced martensitic transformation in metastable austenitic stainless steels. ISIJ Int. 1977, 63, 772–782. [Google Scholar] [CrossRef] [Green Version]
- Noh, H.-S.; Kang, J.-H.; Kim, K.-M.; Kim, S.-J. Different effects of Ni and Mn on thermodynamic and mechanical stabilities in Cr-Ni-Mn austenitic steels. Metall. Mater. Trans. A 2019, 50, 616–624. [Google Scholar] [CrossRef]
- Furukane, S.; Torizuka, S. Effect of grain size and dislocation density on strain-induced martensitic transformation in austenitic stainless steels. Tetsu Hagane 2019, 105, 827–836. [Google Scholar] [CrossRef] [Green Version]
- Roy, B.; Kumar, R.; Das, J. Effect of cryorolling on the microstructure and tensile properties of bulk nano-austenitic stainless steel. Mater. Sci. Eng. A 2015, 631, 241–247. [Google Scholar] [CrossRef]
- Xiong, Y.; He, T.; Wang, J.; Lu, Y.; Chen, L.; Ren, F.; Liu, Y.; Volinsky, A.A. Cryorolling effect on microstructure and mechanical properties of Fe–25Cr–20Ni austenitic stainless steel. Mater. Des. 2015, 88, 398–405. [Google Scholar] [CrossRef]
- Zheng, C.; Liu, C.; Ren, M.; Jiang, H.; Li, L. Microstructure and mechanical behavior of an AISI 304 austenitic stainless steel prepared by cold- or cryogenic-rolling and annealing. Mater. Sci. Eng. A 2018, 724, 260–268. [Google Scholar] [CrossRef]
- Mallick, P.; Tewary, N.K.; Ghosh, S.K.; Chattopadhyay, P.P. Effect of cryogenic deformation on microstructure and mechanical properties of 304 austenitic stainless steel. Mater. Charact. 2017, 133, 77–86. [Google Scholar] [CrossRef]
- Martins, L.F.M.; Plaut, R.L.; Padilha, A.F. Effect of carbon on the cold-worked state and annealing behavior of two 18wt%Cr-8wt%Ni austenitic stainless steels. ISIJ Int. 1998, 38, 572–579. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Najafizadeh, A. Correlation between processing parameters and strain-induced martensitic transformation in cold worked AISI 301 stainless steel. Mater. Charact. 2008, 59, 1650–1654. [Google Scholar] [CrossRef]
- Xu, D.; Wan, X.; Yu, J.; Xu, G.; Li, G. Effect of cold deformation on microstructures and mechanical properties of austenitic stainless steel. Metals 2018, 8, 522. [Google Scholar] [CrossRef] [Green Version]
- Ahmedabadi, P.M.; Kain, V.; Agrawal, A. Modelling kinetics of strain-induced martensite transformation during plastic deformation of austenitic stainless steel. Mater. Des. 2016, 109, 466–475. [Google Scholar] [CrossRef]
- Niessen, F. Phase Transformations in Supermartensitic Stainless Steels. Ph.D. Thesis, Technical University of Denmark, Lyngby, Denmark, 2018. [Google Scholar]
- Yang, D.P.; Wu, D.; Yi, H.L. Reverse transformation from martensite into austenite in a medium-Mn steel. Scr. Mater. 2019, 161, 1–5. [Google Scholar] [CrossRef]
- Santos, T.F.A.; Andrade, M.S. Avaliação dilatométrica da reversão das martensitas induzidas por deformação em um aço inoxidável austenítico do tipo ABNT 304. Matéria 2008, 13, 587–596. [Google Scholar] [CrossRef] [Green Version]
- Santos, T.F.A.; Andrade, M.S. Internal friction on AISI 304 stainless steels with low tensile deformations at temperatures between 50 and 20 °C. Adv. Mater. Sci. Eng. 2010, 2010, 326736. [Google Scholar] [CrossRef] [Green Version]
- Dryzek, E.; Sarnek, M.; Wróbel, M. Reverse transformation of deformation-induced martensite in austenitic stainless steel studied by positron annihilation. J. Mater. Sci. 2014, 49, 8449–8458. [Google Scholar] [CrossRef] [Green Version]
- Knutsson, A.; Hedström, P.; Odén, M. Reverse martensitic transformation and resulting microstructure in a cold rolled metastable austenitic stainless steel. Steel Res. Int. 2008, 79, 433–439. [Google Scholar] [CrossRef]
- Talonen, J.; Aspegren, P.; Hänninen, H. Comparison of different methods for measuring strain induced α-martensite content in austenitic steels. Mater. Sci. Technol. 2004, 20, 1506–1512. [Google Scholar] [CrossRef]
- Cios, G.; Tokarski, T.; Bała, P. Strain-induced martensite reversion in 18Cr–8Ni steel – transmission Kikuchi diffraction study. Mater. Sci. Technol. 2018, 34, 580–583. [Google Scholar] [CrossRef]
- Wei, S.; Jiang, M.; Tasan, C.C. Interstitial-free bake hardening realized by epsilon martensite reverse transformation. Metall. Mater. Trans. A 2019, 50, 3985–3991. [Google Scholar] [CrossRef]
- Yagodzinsky, Y.; Saukkonen, T.; Romu, J.; Hänninen, H. Comparative study of nitrogen and carbon effects on mechanism of reversion of a’-martensite to austenite in metastable AISI 301 steel grades. In Proceedings of the International Conference on High Nitrogen Steels, Jiuzhaigou Valley, China, 29–31 August 2006; pp. 59–66. [Google Scholar]
- Johannsen, D.L.; Kyrolainen, A.; Ferreira, P.J. Influence of annealing treatment on the formation of nano/submicron grain size AISI 301 austenitic stainless steels. Metall. Mater. Trans. A 2006, 37, 2325–2338. [Google Scholar] [CrossRef]
- Rajasekhara, S.; Ferreira, P.J. Martensite—Austenite phase transformation kinetics in an ultrafine-grained metastable austenitic stainless steel. Acta Mater. 2011, 59, 738–748. [Google Scholar] [CrossRef]
- Sun, G.S.; Du, L.X.; Hu, J.; Xie, H.; Wu, H.Y.; Misra, R.D.K. Ultrahigh strength nano/ultrafine-grained 304 stainless steel through three-stage cold rolling and annealing treatment. Mater. Charact. 2015, 110, 228–235. [Google Scholar] [CrossRef]
- Padilha, A.F.; Plaut, R.L.; Rios, P.R. Annealing of cold-worked austenitic stainless steels. ISIJ Int. 2003, 43, 135–143. [Google Scholar] [CrossRef]
- Haessner, F.; Plaut, R.L.; Padilha, A.F. Separation of static recrystallization and reverse transformation of deformation-induced martensite in an austenitic stainless steel by calorimetric measurements. ISIJ Int. 2003, 43, 1472–1474. [Google Scholar] [CrossRef]
- Sun, G.S.; Du, L.X.; Hu, J.; Misra, R.D.K. Microstructural evolution and recrystallization behavior of cold rolled austenitic stainless steel with dual phase microstructure during isothermal annealing. Mater. Sci. Eng. A 2018, 709, 254–264. [Google Scholar] [CrossRef]
- Apple, C.A.; Krauss, G. The effect of heating rate on the martensite to austenite transformation in Fe-Ni-C alloys. Acta Metall. 1972, 20, 849–856. [Google Scholar] [CrossRef]
- Sun, G.S.; Du, L.X.; Hu, J.; Xie, H.; Misra, R.D.K. Low temperature superplastic-like deformation and fracture behavior of nano/ultrafine-grained metastable austenitic stainless steel. Mater. Des. 2017, 117, 223–231. [Google Scholar] [CrossRef] [Green Version]
- Mumtaz, K.; Takahashi, S.; Echigoya, J.; Kamada, Y.; Zhang, L.F.; Kikuchi, H.; Ara, K.; Sato, M. Magnetic measurements of the reverse martensite to austenite transformation in a rolled austenitic stainless steel. J. Mater. Sci. 2004, 39, 1997–2010. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; da Silva, M.R.; Neto, J.M.; Miraglia, S.; Fruchart, D. Ferromagnetic properties of cold rolled AISI 304L steel. J. Magn. Magn. Mater. 2002, 242–245, 1391–1394. [Google Scholar] [CrossRef]
- Behjati, P.; Kermanpur, A.; Karjalainen, L.P.; Järvenpää, A.; Jaskari, M.; Samaei Baghbadorani, H.; Najafizadeh, A.; Hamada, A. Influence of prior cold rolling reduction on microstructure and mechanical properties of a reversion annealed high-Mn austenitic steel. Mater. Sci. Eng. A 2016, 650, 119–128. [Google Scholar] [CrossRef]
- Ravi Kumar, B.; Sharma, S.; Mahato, B. Formation of ultrafine grained microstructure in the austenitic stainless steel and its impact on tensile properties. Mater. Sci. Eng. A 2011, 528, 2209–2216. [Google Scholar] [CrossRef]
- Ravi Kumar, B.; Mahato, B.; Sharma, S.; Sahu, J.K. Effect of cyclic thermal process on ultrafine grain formation in AISI 304L austenitic stainless steel. Metall. Mater. Trans. A 2009, 40, 3226–3234. [Google Scholar] [CrossRef]
- Ravi Kumar, B.; Raabe, D. Tensile deformation characteristics of bulk ultrafine-grained austenitic stainless steel produced by thermal cycling. Scr. Mater. 2012, 66, 634–637. [Google Scholar] [CrossRef]
- Xu, D.M.; Li, G.Q.; Wan, X.L.; Misra, R.D.K.; Yu, J.X.; Xu, G. On the deformation mechanism of austenitic stainless steel at elevated temperatures: A critical analysis of fine-grained versus coarse-grained structure. Mater. Sci. Eng. A 2019. [Google Scholar] [CrossRef]
- Lehto, P.; Remes, H.; Saukkonen, T.; Hänninen, H.; Romanoff, J. Influence of grain size distribution on the Hall–Petch relationship of welded structural steel. Mater. Sci. Eng. A 2014, 592, 28–39. [Google Scholar] [CrossRef] [Green Version]
- Technical Data for Annealed 301LN; Outokumpu Stainless Oy: Helsinki, Finland, 2016.
- Bleck, W.; Guo, X.; Ma, Y. The TRIP effect and its application in cold formable sheet steels. Steel Res. Int. 2017, 88, 1700218. [Google Scholar] [CrossRef]
- Guo, X.; Post, J.; Groen, M.; Bleck, W. Stress oriented delayed cracking induced by dynamic martensitic transformation in meta-stable austenitic stainless steels. Steel Res. Int. 2011, 82, 6–13. [Google Scholar] [CrossRef]
- Weiß, A.; Gutte, H.; Scheller, P.R. Deformation induced martensite formation and its effect on transformation induced plasticity (TRIP). Steel Res. Int. 2006, 77, 727–732. [Google Scholar] [CrossRef]
- Talonen, J. Effect of Strain-Induced α′-Martensite Transformation on Mechanical Properties of Metastable Austenitic Stainless Steels. Ph.D. Thesis, TKK Dissertations 71, Espoo, Finland, 2007. [Google Scholar]
- Hamada, A.S.; Karjalainen, L.P.; Misra, R.D.K.; Talonen, J. Contribution of deformation mechanisms to strength and ductility in two Cr–Mn grade austenitic stainless steels. Mater. Sci. Eng. A 2013, 559, 336–344. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. Kinetics of strain-induced martensitic nucleation. Metall. Trans. A 1975, 6, 791. [Google Scholar] [CrossRef]
- Lichtenfeld, J.A.; Van Tyne, C.J.; Mataya, M.C. Effect of strain rate on stress-strain behavior of alloy 309 and 304L austenitic stainless steel. Metall. Mater. Trans. A 2006, 37, 147–161. [Google Scholar] [CrossRef]
- Yoo, C.-S.; Park, Y.-M.; Jung, Y.-S.; Lee, Y.-K. Effect of grain size on transformation-induced plasticity in an ultrafine-grained metastable austenitic steel. Scr. Mater. 2008, 59, 71–74. [Google Scholar] [CrossRef]
- Matsuoka, Y.; Iwasaki, T.; Nakada, N.; Tsuchiyama, T.; Takaki, S. Effect of grain size on thermal and mechanical stability of austenite in metastable austenitic stainless steel. ISIJ Int. 2013, 53, 1224–1230. [Google Scholar] [CrossRef] [Green Version]
- Ravi Kumar, B.; Gujral, A. Plastic deformation modes in mono- and bimodal-type ultrafine-grained austenitic stainless steel. Metallogr. Microstruct. Anal. 2014, 3, 397–407. [Google Scholar] [CrossRef]
- Lee, Y.K.; Jin, J.E.; Ma, Y.Q. Transformation-induced extraordinary ductility in an ultrafine-grained alloy with nanosized precipitates. Scr. Mater. 2007, 57, 707–710. [Google Scholar] [CrossRef]
- He, Y.M.; Wang, Y.H.; Guo, K.; Wang, T.S. Effect of carbide precipitation on strain-hardening behavior and deformation mechanism of metastable austenitic stainless steel after repetitive cold rolling and reversion annealing. Mater. Sci. Eng. A 2017, 708, 248–253. [Google Scholar] [CrossRef]
- Saenarjhan, N.; Kang, J.-H.; Kim, S.-J. Effects of carbon and nitrogen on austenite stability and tensile deformation behavior of 15Cr-15Mn-4Ni based austenitic stainless steels. Mater. Sci. Eng. A 2019, 742, 608–616. [Google Scholar] [CrossRef]
- Kim, K.-S.; Kang, J.-H.; Kim, S.-J. Effects of carbon and nitrogen on precipitation and tensile behavior in 15Cr-15Mn-4Ni austenitic stainless steels. Mater. Sci. Eng. A 2018, 712, 114–121. [Google Scholar] [CrossRef]
- Karimi, M.; Najafizadeh, A.; Kermanpur, A.; Eskandari, M. Effect of martensite to austenite reversion on the formation of nano/submicron grained AISI 301 stainless steel. Mater. Charact. 2009, 60, 1220–1223. [Google Scholar] [CrossRef]
- Hong, S.-M.; Kim, M.-Y.; Min, D.-J.; Lee, K.; Shim, J.-H.; Kim, D.-I.; Suh, J.-Y.; Jung, W.-S.; Choi, I.-S. Unraveling the origin of strain-induced precipitation of M23C6 in the plastically deformed 347 austenite stainless steel. Mater. Charact. 2014, 94, 7–13. [Google Scholar] [CrossRef]
- Allain, S.; Chateau, J.-P.; Bouaziz, O.; Migot, S.; Guelton, N. Correlations between the calculated stacking fault energy and the plasticity mechanisms in Fe–Mn–C alloys. Mater. Sci. Eng. A 2004, 387–389, 158–162. [Google Scholar] [CrossRef]
- Saeed-Akbari, A.; Imlau, J.; Prahl, U.; Bleck, W. Derivation and variation in composition-dependent stacking fault energy maps based on subregular solution model in high-manganese steels. Metall. Mater. Trans. A 2009, 40, 3076–3090. [Google Scholar] [CrossRef]
- Lee, S.; Shin, S.; Kwon, M.; Lee, K.; De Cooman, B.C. Tensile properties of medium Mn steel with a bimodal UFG α + γ and coarse δ-ferrite microstructure. Metall. Mater. Trans. A 2017, 48, 1678–1700. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Challa, V.S.A.; Venkatsurya, P.K.C.; Shen, Y.F.; Somani, M.C.; Karjalainen, L.P. Interplay between grain structure, deformation mechanisms and austenite stability in phase-reversion-induced nanograined/ultrafine-grained austenitic ferrous alloy. Acta Mater. 2015, 84, 339–348. [Google Scholar] [CrossRef]
- Mahato, B.; Shee, S.K.; Sahu, T.; Chowdhury, S.G.; Sahu, P.; Porter, D.A.; Karjalainen, L.P. An effective stacking fault energy viewpoint on the formation of extended defects and their contribution to strain hardening in a Fe–Mn–Si–Al twinning-induced plasticity steel. Acta Mater. 2015, 86, 69–79. [Google Scholar] [CrossRef]
- Gao, S.; Bai, Y.; Zheng, R.; Tian, Y.; Mao, W.; Shibata, A.; Tsuji, N. Mechanism of huge Lüders-type deformation in ultrafine grained austenitic stainless steel. Scr. Mater. 2019, 159, 28–32. [Google Scholar] [CrossRef]
- Song, R.; Ponge, D.; Raabe, D. Mechanical properties of an ultrafine grained C–Mn steel processed by warm deformation and annealing. Acta Mater. 2005, 53, 4881–4892. [Google Scholar] [CrossRef]
- Song, R.; Ponge, D.; Raabe, D.; Speer, J.G.; Matlock, D.K. Overview of processing, microstructure and mechanical properties of ultrafine grained bcc steels. Mater. Sci. Eng. A 2006, 441, 1–17. [Google Scholar] [CrossRef]
- Lee, T.; Park, C.H.; Lee, D.-L.; Lee, C.S. Enhancing tensile properties of ultrafine-grained medium-carbon steel utilizing fine carbides. Mater. Sci. Eng. A 2011, 528, 6558–6564. [Google Scholar] [CrossRef]
- Dini, G.; Najafizadeh, A.; Ueji, R.; Monir-Vaghefi, S.M. Tensile deformation behavior of high manganese austenitic steel: The role of grain size. Mater. Des. 2010, 31, 3395–3402. [Google Scholar] [CrossRef]
- Mao, Q.; Gao, B.; Li, J.; Huang, Z.; Li, Y. Enhanced tensile properties of 316L steel via grain refinement and low-strain rolling. Mater. Sci. Technol. 2019, 35, 1497–1503. [Google Scholar] [CrossRef]
- Jung, Y.-S.; Lee, Y.-K. Effect of pre-deformation on the tensile properties of a metastable austenitic steel. Scr. Mater. 2008, 59, 47–50. [Google Scholar] [CrossRef]
- Höppel, H.W.; Kautz, M.; Xu, C.; Murashkin, M.; Langdon, T.G.; Valiev, R.Z.; Mughrabi, H. An overview: Fatigue behaviour of ultrafine-grained metals and alloys. Int. J. Fatigue 2006, 28, 1001–1010. [Google Scholar] [CrossRef]
- Ueno, H.; Kakihata, K.; Kaneko, Y.; Hashimoto, S.; Vinogradov, A. Enhanced fatigue properties of nanostructured austenitic SUS 316L stainless steel. Acta Mater. 2011, 59, 7060–7069. [Google Scholar] [CrossRef]
- Liu, J.; Deng, X.T.; Huang, L.; Wang, Z.D. High-cycle fatigue behavior of 18Cr-8Ni austenitic stainless steels with grains ranging from nano/ultrafine-size to coarse. Mater. Sci. Eng. A 2018, 733, 128–136. [Google Scholar] [CrossRef]
- Järvenpää, A.; Karjalainen, L.P.; Jaskari, M. Effect of grain size on fatigue behavior of Type 301LN stainless steel. Int. J. Fatigue 2014, 65. [Google Scholar] [CrossRef]
- Man, J.; Chlupová, A.; Kuběna, I.; Kruml, T.; Man, O.; Polak, J. LCF Behaviour of 301LN steel: Coarse-grained vs. UFG-bimodal structure. In Proceedings of the LCF8, the Eighth International Conference on Low Cycle Fatigue, Dresden, Germany, 27–29 June 2017; pp. 27–29. [Google Scholar]
- Uusitalo, J.; Karjalainen, L.P.; Retraint, D.; Palosaari, M. Fatigue properties of steels with ultrasonic attrition treated surface layers. Mater. Sci. Forum 2009, 604–605, 239–248. [Google Scholar] [CrossRef]
- Biermann, H.; Glage, A.; Droste, M. Influence of temperature on fatigue-induced martensitic phase transformation in a metastable CrMnNi-steel. Metall. Mater. Trans. A 2016, 47, 84–94. [Google Scholar] [CrossRef]
- Glage, A.; Weidner, A.; Biermann, H. Effect of austenite stability on the low cycle fatigue behavior and microstructure of high alloyed metastable austenitic cast TRIP steels. Procedia Eng. 2010, 2, 2085–2094. [Google Scholar] [CrossRef] [Green Version]
- Glage, A.; Weidner, A.; Biermann, H. Cyclic deformation behaviour of three austenitic cast CrMnNi TRIP/TWIP steels with various Ni content. Steel Res. Int. 2011, 82, 1040–1047. [Google Scholar] [CrossRef]
- Hennessy, D.; Steckel, G.; Altstetter, C. Phase transformation of stainless steel during fatigue. Metall. Trans. A 1976, 7, 415–424. [Google Scholar] [CrossRef]
- Mateo, A.; Fargas, G.; Zapata, A. Martensitic transformation during fatigue testing of an AISI 301LN stainless steel. IOP Conf. Ser. Mater. Sci. Eng. 2012, 31, 12010. [Google Scholar] [CrossRef]
- Topic, M.; Tait, R.B.; Allen, C. The fatigue behaviour of metastable (AISI-304) austenitic stainless steel wires. Int. J. Fatigue 2007, 29, 656–665. [Google Scholar] [CrossRef]
- Smaga, M.; Walther, F.; Eifler, D. Deformation-induced martensitic transformation in metastable austenitic steels. Mater. Sci. Eng. A 2008, 483–484, 394–397. [Google Scholar] [CrossRef]
- Droste, M.; Järvenpää, A.; Jaskari, M.; Motylenko, M.; Weidner, A.; Karjalainen, L.P.; Biermann, H. The role of grain size in the cyclic deformation behavior of laser reversion annealed high-alloy TRIP steel. Fatigue Fract. Eng. Mater. Struct. 2020. in preparation. [Google Scholar]
- Hamada, A.S.; Karjalainen, L.P.; Surya, P.K.C.V.; Misra, R.D.K. Fatigue behavior of ultrafine-grained and coarse-grained Cr–Ni austenitic stainless steels. Mater. Sci. Eng. A 2011, 528, 3890–3896. [Google Scholar] [CrossRef]
- Poulon, A.; Brochet, S.; Glez, J.-C.; Mithieux, J.-D.; Vogt, J.-B. Influence of texture and grain size on martensitic transformations occurring during low-cycle fatigue of a fine-grained austenitic stainless steel. Adv. Eng. Mater. 2010, 12, 1041–1046. [Google Scholar] [CrossRef]
- Man, J.; Järvenpää, A.; Jaskari, M.; Kuběna, I.; Fintová, S.; Chlupová, A.; Karjalainen, L.P.; Polák, J. Cyclic deformation behaviour and stability of grain-refined 301LN austenitic stainless structure. MATEC Web Conf. 2018, 165. [Google Scholar] [CrossRef]
- Hamada, A.S.; Järvenpää, A.; Ahmed, E.; Sahu, P.; Farahat, A.I.Z. Enhancement in grain-structure and mechanical properties of laser reversion treated metastable austenitic stainless steel. Mater. Des. 2016, 94, 345–352. [Google Scholar] [CrossRef]
- Järvenpää, A.; Jaskari, M.; Mäntyjärvi, K.; Karjalainen, P. Comparison of the formability of austenitic reversion-treated and temper-rolled 17Cr-7Ni steels. In Proceedings of the ESAFORM19 Conference, Vitoria-Gasteiz, Austria, 8–10 May 2019. [Google Scholar] [CrossRef]
- Järvenpää, A.; Jaskari, M.; Keskitalo, M.; Mäntyjärvi, K.; Karjalainen, P. Microstructure and mechanical properties of laser-welded high-strength AISI 301LN steel in reversion-treated and temper-rolled conditions. Procedia Manuf. 2019, 36, 216–223. [Google Scholar] [CrossRef]
- Karjalainen, P.; Oikarinen, T.; Somani, M.; Kyröläinen, A. Softening of temper-rolled austenitic stainless steels in welding. In Proceedings of the Fifteenth International Conference & Exhibition on the Joining of Materials, Helsingor, Denmark, 3–6 May 2009. [Google Scholar]
- Cvetkovski, S.; Karjalainen, L.P.; Kujanpää, V.; Ahmad, A. Estimation of heat input in TIG and laser welding of stainless steel sheet. In Proceedings of the IIW International Conference on Advances in Welding and Allied Technologies, Singapore, Singapore, 16–17 July 2009; pp. 323–328. [Google Scholar]
- Cvetkovski, S.; Karjalainen, L.P.; Kisko, A.; Lantto, S. Characteristic microstructures in simulated HAZ of temper rolled austenitic stainless steel EN 1.4318. In Proceedings of the 7th European Stainless Steel Conference—Science and Market, Como, Italy, 21–23 September 2011. [Google Scholar]
- Lv, Y.; Luo, H.; Tang, J.; Guo, J.; Pi, J.; Ye, K. Corrosion properties of phase reversion induced nano/ultrafine grained AISI 304 metastable austenite stainless steel. Mater. Res. Bull. 2018, 107, 421–429. [Google Scholar] [CrossRef]
- Han, J.; Wang, Z.; Jiang, L. Properties of a 304 Austenitic stainless steel hot strip by TMCP. J. Iron Steel Res. Int. 2007, 14, 282–287. [Google Scholar] [CrossRef]
- Hamada, A.S.; Karjalainen, L.P.; Somani, M.C. Electrochemical corrosion behaviour of a novel submicron-grained austenitic stainless steel in an acidic NaCl solution. Mater. Sci. Eng. A 2006, 431, 211–217. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Girase, B.; Venkata Surya, P.K.C.; Somani, M.C.; Karjalainen, L.P. Cellular mechanisms of enhanced osteoblasts functions via phase-reversion induced nano/submicron-grained structure in a low-Ni austenitic stainless steel. Adv. Eng. Mater. 2011, 13, B483–B492. [Google Scholar] [CrossRef]
- Venkatsurya, P.K.C.; Thein-Han, W.W.; Misra, R.D.K.; Somani, M.C.; Karjalainen, L.P. Advancing nanograined/ultrafine-grained structures for metal implant technology: Interplay between grooving of nano/ultrafine grains and cellular response. Mater. Sci. Eng. C 2010, 30, 1050–1059. [Google Scholar] [CrossRef]
- Nune, C.; Misra, R.D.K. Impact of grain structure of austenitic stainless steel on osteoblasts differention and mineralisation. Mater. Technol. 2015, 30, 76–85. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Nune, C.; Pesacreta, T.C.; Somani, M.C.; Karjalainen, L.P. Understanding the impact of grain structure in austenitic stainless steel from a nanograined regime to a coarse-grained regime on osteoblast functions using a novel metal deformation–annealing sequence. Acta Biomater. 2013, 9, 6245–6258. [Google Scholar] [CrossRef] [PubMed]
- Nune, C.; Misra, R.D.K.; Somani, M.C.; Karjalainen, L.P. Dependence of cellular activity at protein adsorbed biointerfaces with nano- to microscale dimensionality. J. Biomed. Mater. Res. Part A 2014, 102, 1663–1676. [Google Scholar] [CrossRef] [PubMed]
- Gong, N.; Hu, C.; Hu, B.; An, B.; Misra, R.D.K. On the mechanical behavior of austenitic stainless steel with nano/ultrafine grains and comparison with micrometer austenitic grains counterpart and their biological functions. J. Mech. Behav. Biomed. Mater. 2020, 101, 103433. [Google Scholar] [CrossRef] [PubMed]
- Tufan, Y.; Demir, E.C.; Efe, M.; Ercan, B. Efficient fabrication of ultrafine-grained 316L stainless steel surfaces for orthopaedic applications. Mater. Sci. Technol. 2019, 35, 1891–1897. [Google Scholar] [CrossRef]
- Luo, F.; Tang, Z.; Xiao, S.; Xiang, Y. Study on properties of copper-containing austenitic antibacterial stainless steel. Mater. Technol. 2019, 34, 525–533. [Google Scholar] [CrossRef]
- Hong, I.T.; Koo, C.H. Antibacterial properties, corrosion resistance and mechanical properties of Cu-modified SUS 304 stainless steel. Mater. Sci. Eng. A 2005, 393, 213–322. [Google Scholar] [CrossRef]
- Lü, Y.; Hutchinson, B.; Molodov, D.A.; Gottstein, G. Effect of deformation and annealing on the formation and reversion of ε-martensite in an Fe–Mn–C alloy. Acta Mater. 2010, 58, 3079–3090. [Google Scholar] [CrossRef]
- Berrenberg, F.; Haase, C.; Barrales-Mora, L.A.; Molodov, D.A. Enhancement of the strength-ductility combination of twinning-induced/transformation-induced plasticity steels by reversion annealing. Mater. Sci. Eng. A 2017, 681, 56–64. [Google Scholar] [CrossRef]
- Escobar, D.P.; Dafé, S.S.F.; Santos, D.B. Martensite reversion and texture formation in 17Mn-0.06C TRIP/TWIP steel after hot cold rolling and annealing. J. Mater. Res. Technol. 2015, 4, 162–170. [Google Scholar] [CrossRef] [Green Version]
- Dastur, P.; Zarei-Hanzaki, A.; Pishbin, M.H.; Moallemi, M.; Abedi, H.R. Transformation and twinning induced plasticity in an advanced high Mn austenitic steel processed by martensite reversion treatment. Mater. Sci. Eng. A 2017, 696, 511–519. [Google Scholar] [CrossRef]
- Dastur, P.; Zarei-Hanzaki, A.; Rahimi, R.; Moallemi, M.; Klemm, V.; De Cooman, B.C.; Mola, J. Martensite reversion duality behavior in a cold-rolled high Mn transformation-induced plasticity steel. J. Metall. Mater. Trans. A 2019, 50A, 4550–4560. [Google Scholar] [CrossRef]
- Souza Filho, I.R.; Kwiatkowski Da Silva, A.; Sandim, M.J.R.; Ponge, D.; Gault, B.; Sandim, H.R.Z.; Raabe, D. Martensite to austenite reversion in a high-Mn steel: Partitioning- dependent two-stage kinetics revealed by atom probe tomography, in-situ magnetic measurements and simulation. Acta Mater. 2019, 166, 178–191. [Google Scholar] [CrossRef] [Green Version]
- Mohammad-Ebrahimi, M.H.; Zarei-Hanzaki, A.; Abedi, H.R.; Vakili, S.M.; Soundararajan, C.K. The enhanced static recrystallization kinetics of a non-equiatomic high entropy alloy through the reverse transformation of strain induced martensite. J. Alloys Compd. 2019, 806, 1550–1563. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | C | Si | Mn | Cr | Ni | Mo | N | Md30 | Ref. |
|---|---|---|---|---|---|---|---|---|---|
| 201 | 0.080 | 0.54 | 5.90 | 16.60 | 3.70 | 0.11 | 0.040 | [15] | |
| 201 | 0.024 | 0.38 | 7.02 | 17.06 | 4.07 | 0.04 | 0.164 | [77] | |
| 201L | 0.027 | 0.51 | 5.91 | 16.20 | 3.88 | 0.08 | 0.040 | [67] | |
| 301LN | 0.017 | 0.52 | 1.29 | 17.30 | 6.50 | 0.15 | 0.150 | 27 | [23] |
| 301LN | 0.025 | 0.53 | 1.25 | 17.50 | 6.50 | 0.09 | 0.150 | 23 | [29] |
| 301LN | 0.024 | 0.54 | 1.22 | 17.80 | 6.40 | 0.133 | 28 | [4] | |
| 304 | 0.040 | 0.34 | 1.15 | 18.06 | 8.33 | 0.05 | 0.048 | 6.2 | [123] |
| 304 | 0.060 | 0.02 | 0.33 | 18.40 | 8.60 | 0.06 | 0.024 | 9.6 | [11] |
| 304 | 0.065 | 0.48 | 1.35 | 18.20 | 8.37 | 0.046 | −6.7 | [121] | |
| 304L | 0.021 | 0.56 | 1.37 | 18.44 | 9.38 | 0.038 | −16 | [121] | |
| 304L | 0.027 | 0.43 | 1.58 | 18.20 | 8.22 | 0.35 | 13 | [14] | |
| 304L | 0.020 | 0.30 | 1.50 | 18.60 | 10.10 | 0.020 | −29 | [54] |
| Grade | CR | T | t | GS | YS | TS | TE | Ref. | Grade | CR | T | t | GS | YS | TS | TE | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| [%] | [°C] | [s] | [μm] | [MPa] | [MPa] | [%] | [%] | [°C] | [s] | [μm] | [MPa] | [MPa] | [%] | ||||
| 201 | 90 | 850 | 30 | 0.1 | 1370 | [15] | 301LN | 80 | 700 | 1200 | 0.76 | 830 | 953 | 36 | [47] | ||
| 60 | 800 | 2 | 770 | 1155 | 27 | [28] | 77 | 800 | 1 | 0.6 | 880 | 44 | [91] | ||||
| 15 | 686 | 1020 | 31 | [28] | 76 | 800 | 1 | 768 | 1060 | 43 | [23] | ||||||
| 40 | 629 | 964 | 37 | [28] | 700 | 10 | 1004 | 1106 | 38 | [23] | |||||||
| 201L | 95 | 850 | 30 | 0.07 | 1485 | 1780 | 33 | [16] | 63 | 800 | 1 | 0.54 | 720 | 1060 | 35 | [22] | |
| 180 | 0.14 | 1075 | 1710 | 37 | [16] | 60 | 800 | 1 | 711 | 995 | 50 | [23] | |||||
| 800 | 30 | 0.06 | 1300 | 33 | [67] | 700 | 100 | 901 | 1106 | 37 | [23] | ||||||
| 180 | 0.35 | 1070 | 24 | [67] | 56 | 790 | 80 | 0.9 | 670 | 1030 | 55 | [87] | |||||
| 201L-0.23N | 60 | 800 | 1 | 0.5 | 1100 | 1260 | 30 | [80] | 690 | 60 | 0.7 | 815 | 1105 | 45 | [87] | ||
| 10 | 1.5 | 800 | 1100 | 50 | [80] | 680 | 45 | 0.7 | 855 | 1135 | 44 | [87] | |||||
| 100 | 680 | 1020 | 58 | [80] | 660 | 30 | 985 | 1160 | 29 | [87] | |||||||
| 201-0.3Nb | 90 | 900 | 60 | 0.09 | 1000 | 1500 | 35 | [71] | 50 | 800 | 160 | 798 | 1057 | 38 | [12] | ||
| 201Ti | 90 | 900 | 60 | 0.05 | 1000 | 1330 | 42 | [69] | 107 | 773 | 1023 | 41 | [12] | ||||
| 850 | 60 | 0.05 | 1005 | 36 | [68] | 80 | 645 | 1036 | 41 | [12] | |||||||
| 750 | 600 | 0.13 | 856 | 34 | [68] | 750 | 160 | 778 | 1057 | 32 | [12] | ||||||
| 204Cu | 60 | 800 | 1 | 723 | 1041 | 47 | [28] | 107 | 682 | 1063 | 35 | [12] | |||||
| 1 | 606 | 1093 | 45 | [83] | 80 | 709 | 1042 | 35 | [12] | ||||||||
| 700 | 10 | 1185 | 1308 | 43 | [83] | 45 | 800 | 160 | 682 | 1000 | 46 | [12] | |||||
| 100 | 899 | 1345 | 37 | [83] | 107 | 662 | 1017 | 39 | [12] | ||||||||
| 1000 | 605 | 1180 | 36 | [83] | 80 | 644 | 1017 | 46 | [12] | ||||||||
| 204Cu-0.45Nb | 60 | 800 | 1 | 997 | 1187 | 51 | [83] | 750 | 160 | 809 | 1125 | 37 | [12] | ||||
| 700 | 10 | 1141 | 1297 | 40 | [83] | 107 | 785 | 1089 | 35 | [12] | |||||||
| 100 | 1124 | 1319 | 40 | [83] | 80 | 748 | 1068 | [12] | |||||||||
| 1000 | 1015 | 1258 | 31 | [83] | 760 | 85 | 1.1 | 590 | 1030 | 57 | [87] | ||||||
| 301 | 95 | 850 | 1 | 0.07 | 1970 | [65] | 695 | 65 | 0.8 | 750 | 1080 | 54 | [87] | ||||
| 60 | 850 | 10 | 609 | 1122 | 36 | [28] | 675 | 45 | 780 | 1100 | 50 | [87] | |||||
| 750 | 10 | 1001 | 1318 | 28 | [28] | 32 | 820 | 130 | 1.6 | 520 | 1000 | 62 | [87] | ||||
| 52 | 900 | 1 | 584 | 1032 | 44 | [23] | 690 | 70 | 1.2 | 785 | 1140 | 51 | [87] | ||||
| 800 | 1 | 1070 | 1290 | 28 | [23] | 660 | 40 | 915 | 1135 | 32 | [87] | ||||||
| 10 | 0.5 | 1000 | 1250 | 35 | [88] | 20 | 750 | 600 | 2.9 | 749 | 1010 | 33 | [60] | ||||
| 304 | 90 | 750 | 1200 | 1.02 | 550 | 840 | 41 | [11] | 0 | 20 | 331 | 815 | 62 | [12] | |||
| 85 | 580 | 1800 | 0.15 | 1120 | 1440 | 12 | [137] | 350 | 831 | 62 | [12] | ||||||
| 80 | 700 | 60 | 0.15 | 1020 | 1160 | 8 | [50] | 304L | 90 | 900 | 120 | 2.2 | 994 | 1160 | 40 | [20] | |
| 70 | 750 | 600 | 1 / 0.2 | 950 | 1050 | 47 | [148] | 700 | 1200 | 0.14 | 1000 | 1010 | 40 | [14] | |||
| 18000 | 0.33 | 1000 | 1010 | 40 | [14] | ||||||||||||
| 17.1Cr-11.3Mn-0.275N | 80 | 850 | 100 | 0.85 | 900 | 1100 | 60 | [72] | 65 | 850 | 60 | 0.62 | 885 | 1385 | 44 | [70] | |
| 750 | 10 | 0.5 | 1450 | 1500 | 19 | [72] | 67 | 550 | 150 | 0.27 | 1890 | 2050 | 6 | [48] | |||
| 17Cr-6Ni-2Cu | 75 | 700-900 | 0.22 | 980 | 1100 | 30 | [51] | 67 | 650 | 180 | 0.8 | 1170 | 1350 | 12 | [48] | ||
| 0 | 35 | 220 | 1640 | 59 | [48] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Järvenpää, A.; Jaskari, M.; Kisko, A.; Karjalainen, P. Processing and Properties of Reversion-Treated Austenitic Stainless Steels. Metals 2020, 10, 281. https://doi.org/10.3390/met10020281
Järvenpää A, Jaskari M, Kisko A, Karjalainen P. Processing and Properties of Reversion-Treated Austenitic Stainless Steels. Metals. 2020; 10(2):281. https://doi.org/10.3390/met10020281
Chicago/Turabian StyleJärvenpää, Antti, Matias Jaskari, Anna Kisko, and Pentti Karjalainen. 2020. "Processing and Properties of Reversion-Treated Austenitic Stainless Steels" Metals 10, no. 2: 281. https://doi.org/10.3390/met10020281
APA StyleJärvenpää, A., Jaskari, M., Kisko, A., & Karjalainen, P. (2020). Processing and Properties of Reversion-Treated Austenitic Stainless Steels. Metals, 10(2), 281. https://doi.org/10.3390/met10020281