PbO-SiO2 Based Glass Coating of PbI2 Doped PbTe



Abstract
:1. Introduction
2. Methodology
3. Results and Discussion
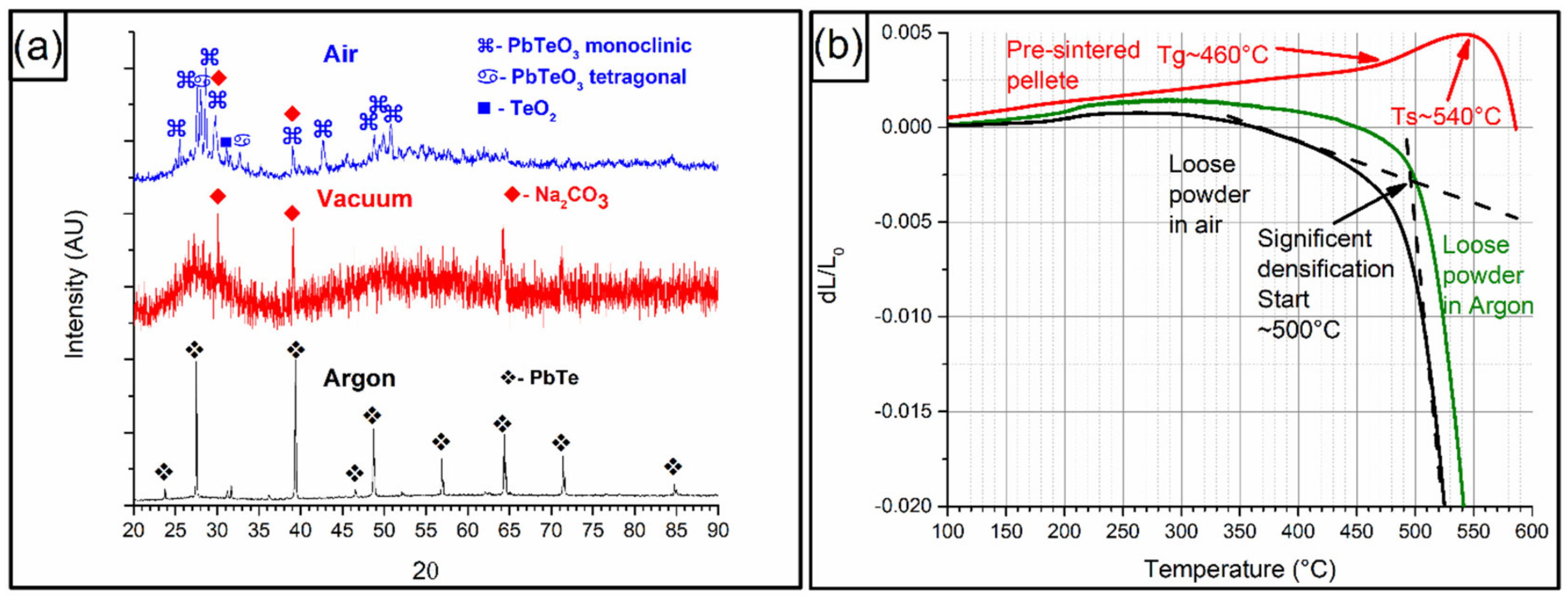
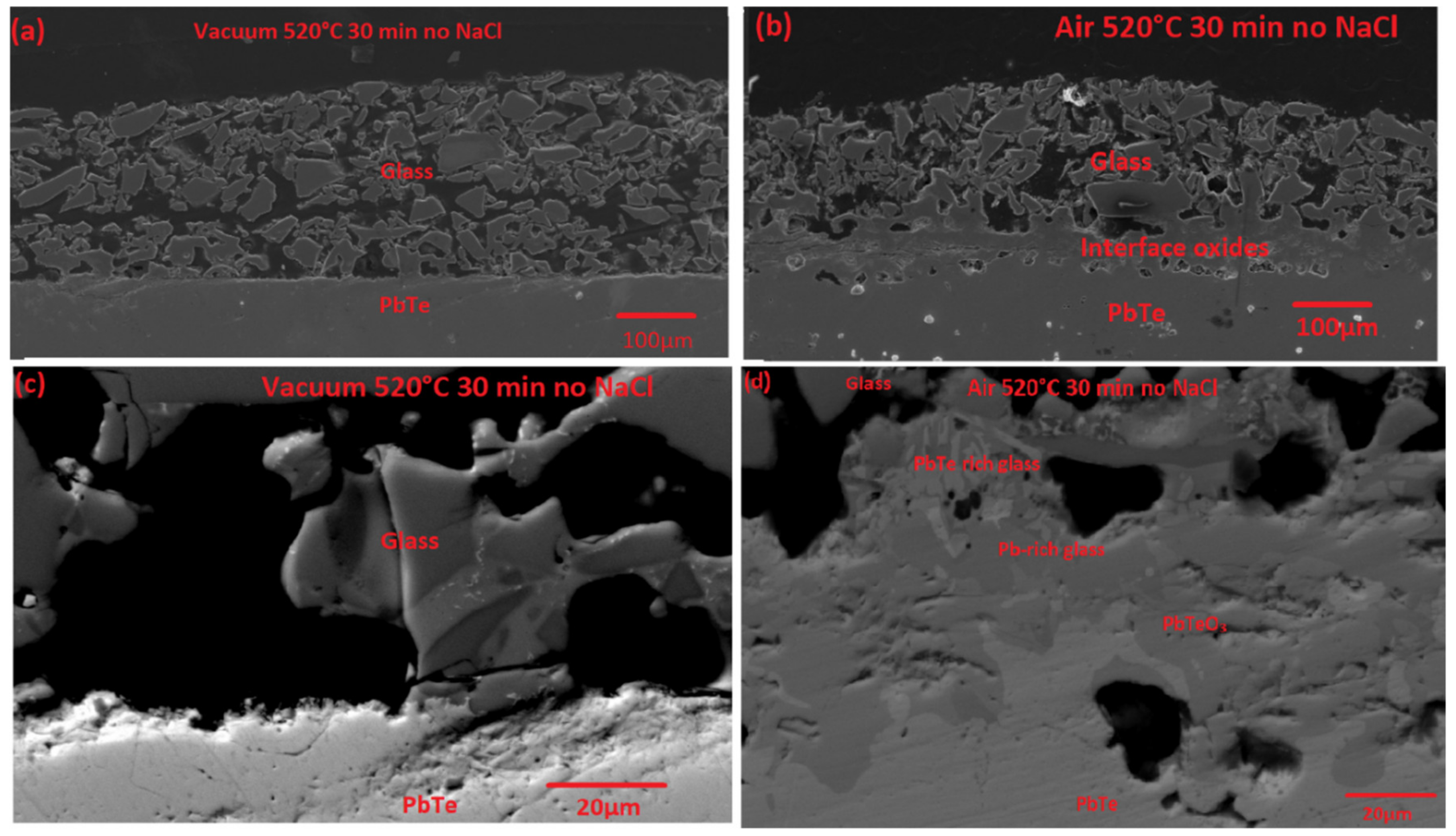
3.1. Atmosphere Optimization
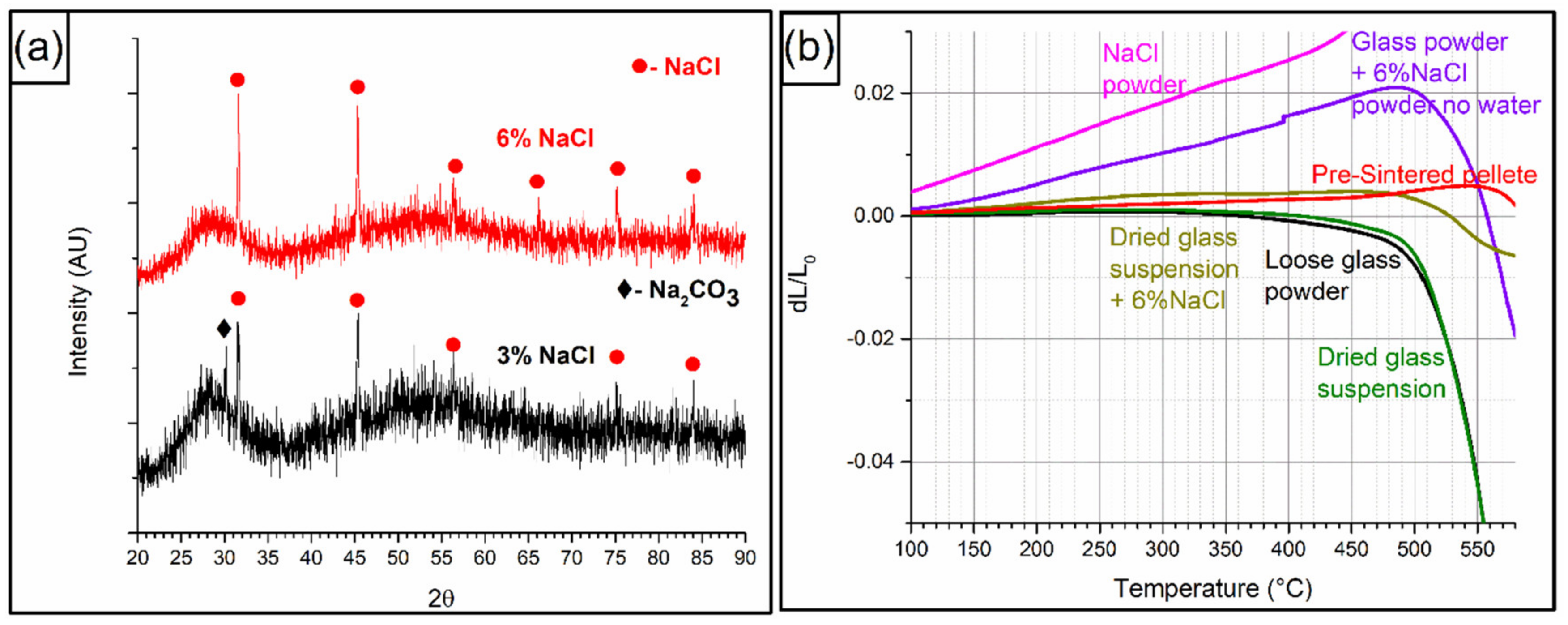
3.2. The Influence of Salt
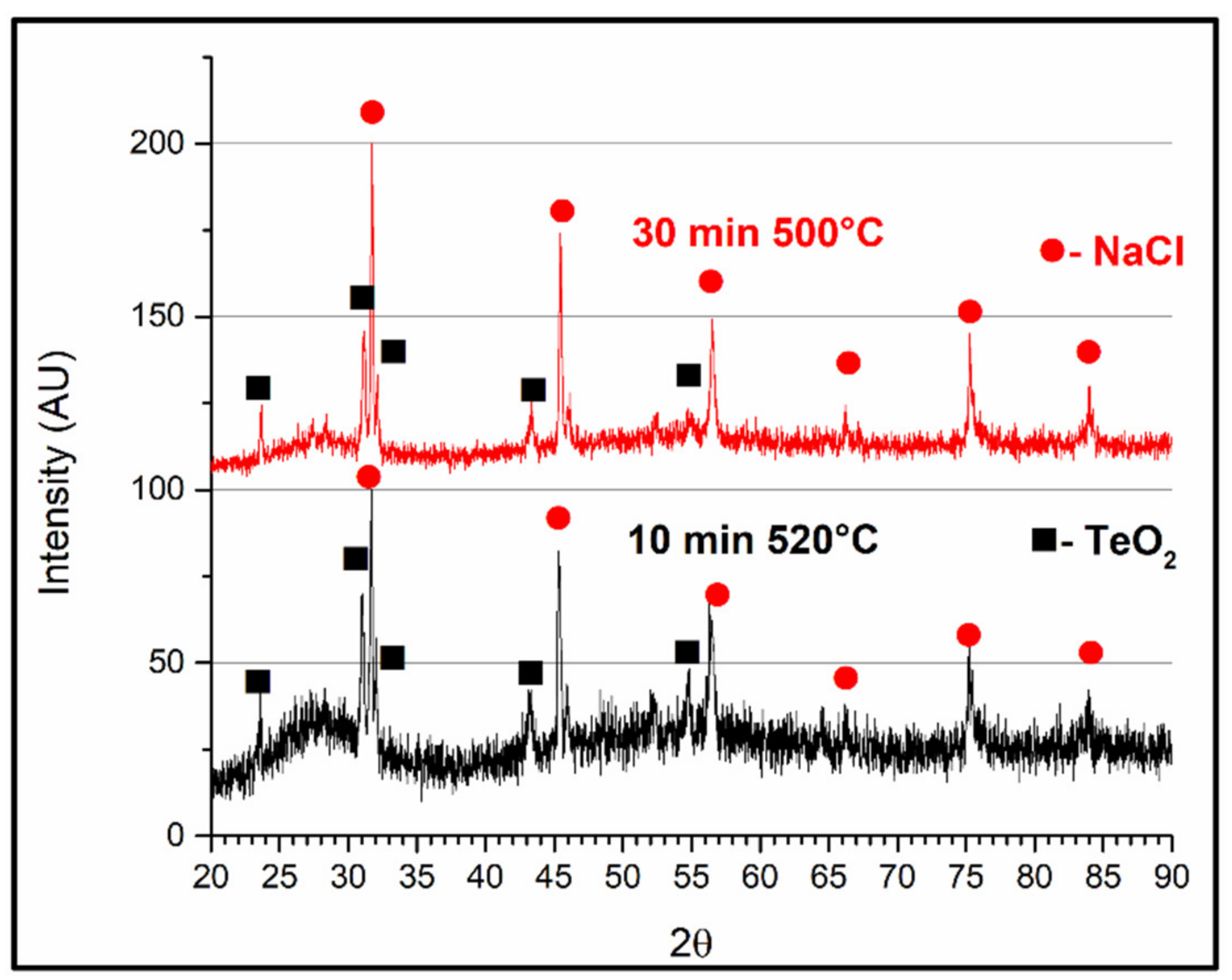
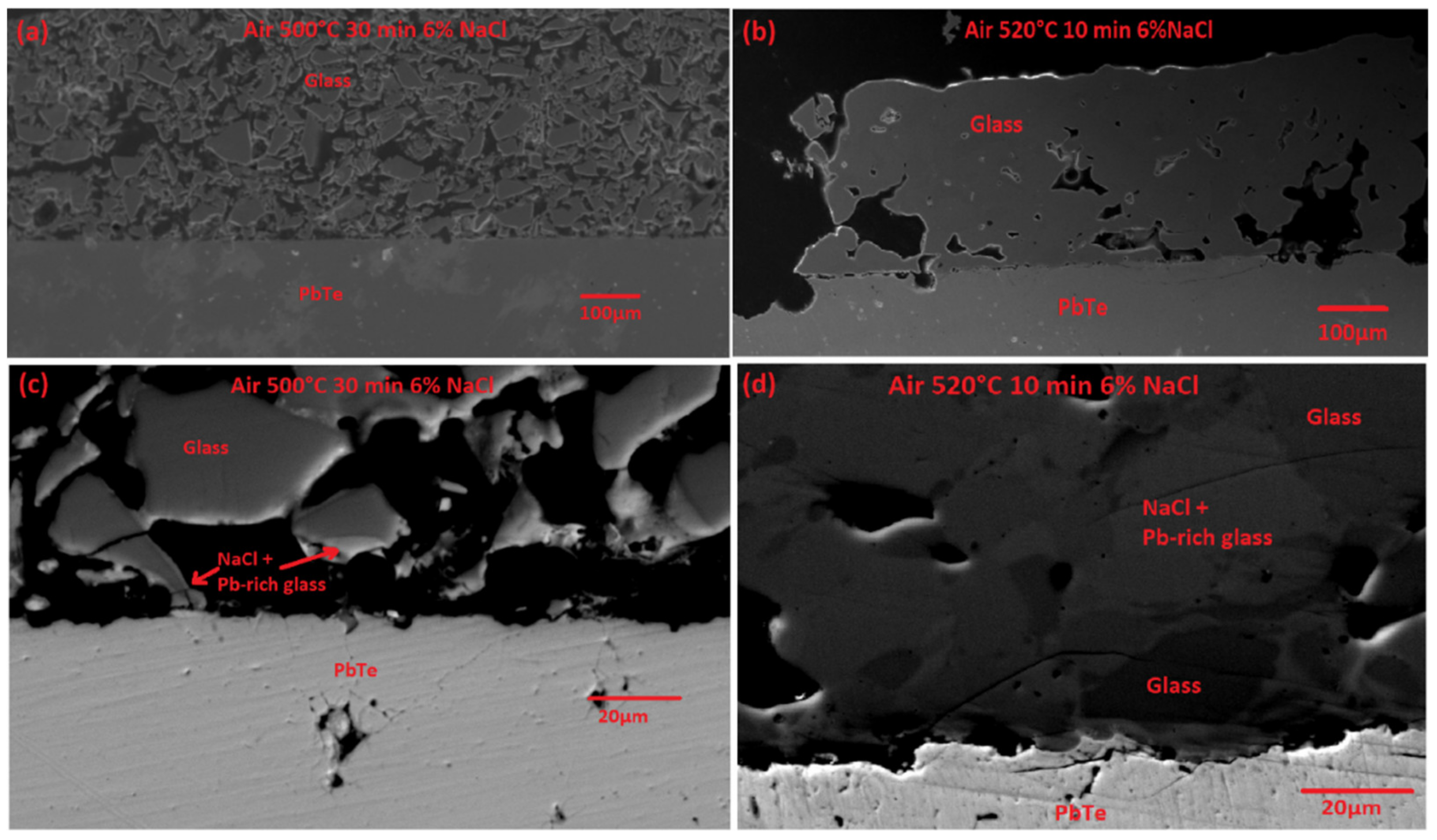
3.3. Time and Temperature of the Coating
3.4. Coating Mechanism
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sadia, Y.; Ohaion-Raz, T.; Ben-Yehuda, O.; Korngold, M.; Gelbstein, Y. Criteria for extending the operation periods of thermoelectric converters based on IV-VI compounds. J. Solid State Chem. 2016, 241, 79–85. [Google Scholar] [CrossRef]
- Wang, Z.L.; Araki, T.; Onda, T.; Chen, Z.C. Effect of annealing on microstructure and thermoelectric properties of hot-extruded Bi–Sb–Te bulk materials. J. Mater. Sci. 2018, 53, 9117–9130. [Google Scholar] [CrossRef]
- Zhao, D.; Tian, C.; Liu, Y.; Zhan, C.; Chen, L. High temperature sublimation behavior of antimony in CoSb3 thermoelectric material during thermal duration test. J. Alloys Compd. 2011, 509, 3166–3171. [Google Scholar] [CrossRef]
- Bux, S.K.; Yeung, M.T.; Toberer, E.S.; Snyder, G.J.; Kaner, R.B.; Fleurial, J.P. Mechanochemical synthesis and thermoelectric properties of high quality magnesium silicide. J. Mater. Chem. 2011, 21, 12259–12266. [Google Scholar] [CrossRef]
- LaLonde, A.D.; Pei, Y.; Snyder, G.J. Reevaluation of PbTe1−xIx as high performance n-type thermoelectric material. Energy Environ. Sci. 2011, 4, 2090–2096. [Google Scholar] [CrossRef] [Green Version]
- Sadia, Y.; Ben-Ayoun, D.; Gelbstein, Y. Evaporation–condensation effects on the thermoelectric performance of PbTe-based couples. Phys. Chem. Chem. Phys. 2017, 19, 19326–19333. [Google Scholar] [CrossRef]
- Ben-Ayoun, D.; Sadia, Y.; Gelbstein, Y. High temperature thermoelectric properties evolution of Pb1-xSnxTe based alloys. J. Alloys Compd. 2017, 722, 33–38. [Google Scholar] [CrossRef]
- Eggers, P.; Mueller, J.; Kortier, W. Thermoelectric Module. No. US 4211889, 8 July 1980. [Google Scholar]
- Nieroda, P.; Mars, K.; Nieroda, J.; Leszczyński, J.; Król, M.; Drożdż, E.; Jeleń, P.; Sitarz, M.; Koleżyński, A. New high temperature amorphous protective coatings for Mg2Si thermoelectric material. Ceram. Int. 2019, 45, 10230–10235. [Google Scholar] [CrossRef]
- Leszczyński, J.; Nieroda, P.; Nieroda, J.; Zybała, R.; Król, M.; Łącz, A.; Kaszyca, K.; Mikuła, A.; Schmidt, M.; Sitarz, M.; et al. Si-OC amorphous coatings for high temperature protection of In0.4Co4Sb12 skutterudite for thermoelectric applications. J. Appl. Phys. 2019, 125, 215113. [Google Scholar] [CrossRef]
- Park, S.H.; Kim, Y.; Yoo, C.Y. Oxidation suppression characteristics of the YSZ coating on Mg2Si thermoelectric legs. Ceram. Int. 2016, 42, 10279–10288. [Google Scholar] [CrossRef]
- El-Genk, M.S.; Saber, H.H.; Caillat, T.; Sakamoto, J. Tests results and performance comparisons of coated and un-coated skutterudite based segmented unicouples. Energy Convers. Manage. 2006, 47, 174–200. [Google Scholar] [CrossRef]
- Sadia, Y.; Ben-Ayoun, D.; Gelbstein, Y. PbO–SiO2-based glass doped with B2O3 and Na2O for coating of thermoelectric materials. J. Mater. Res. 2019, 34, 3563–3572. [Google Scholar] [CrossRef]
- Hotza, D.P.; Greil, P. Aqueous tape casting of ceramic powders. Mater. Sci. Eng. A 1995, 202, 206–217. [Google Scholar] [CrossRef]
- Baino, F.; Vitale-Brovarone, C. Feasibility of glass–ceramic coatings on alumina prosthetic implants by airbrush spraying method. Ceram. Int. 2015, 41, 2150–2159. [Google Scholar] [CrossRef] [Green Version]
- Bretcanu, O.; Verné, E.; Borello, L.; Boccaccini, A.R. Boccaccini. Bioactivity of degradable polymer sutures coated with bioactive glass. J. Mater. Sci. - Mater. Med. 2004, 15, 893–899. [Google Scholar] [CrossRef]
- Gordon, R. Chemical vapor deposition of coatings on glass. J. Non-Cryst. Solids 1997, 218, 81–91. [Google Scholar] [CrossRef]
- Butt, M.A.; Chughtai, A.; Ahmad, J.; Ahmad, R.; Majeed, U.; Khan, I. Theory of adhesion and its practical implications. J. Faculty Eng. Tech. 2008, 2007, 21–45. [Google Scholar]
- Yong-Taeg, O.; Fujino, S.; Morinag, K. Fabrication of transparent silica glass by powder sintering. Sci. Technol. Adv. Mater. 2002, 3, 297–301. [Google Scholar] [CrossRef]
- Bernardo, E.; Scarinci, G.; Hreglich, S.; Zangiacomi, G. Effect of time and furnace atmosphere on the sintering of glasses from dismantled cathode ray tubes. J. Eur. Ceram. Soc. 2007, 27, 1637–1643. [Google Scholar] [CrossRef]
- Jeong, J.A.; Jeon, Y.J.; Kim, S.S.; Kim, B.K.; Chung, K.B.; Kim, H.K. Simple brush-painting of Ti-doped In2O3 transparent conducting electrodes from nano-particle solution for organic solar cells. Sol. Energy Mater. Sol. Cells 2014, 122, 241–250. [Google Scholar] [CrossRef]
- Jurak, M.; Chibowski, E. Wettability and topography of phospholipid DPPC multilayers deposited by spin-coating on glass, silicon, and mica slides. Langmuir 2007, 23, 10156–10163. [Google Scholar] [CrossRef] [PubMed]
- Lowen, W.K.; Broge, E.C. Effects of dehydration and chemisorbed materials on the surface properties of amorphous silica. J. Phys. Chem. 1961, 65, 16–19. [Google Scholar] [CrossRef]
- Hujova, M.; Vernerova, M. Influence of fining agents on glass melting: a review, part 1. Ceram. Silik. 2017, 61, 119–126. [Google Scholar] [CrossRef] [Green Version]
- Hong, K.S.; Speyer, R.F. Thermal Analysis of Reactions in Soda–Lime Silicate Glass Batches Containing Melting Accelerants: I, One-and Two-Component Systems. J. Am. Ceram. Soc. 1993, 76, 598–604. [Google Scholar] [CrossRef]
- Hong, K.S.; Lee, S.W.; Speyer, R.F. Thermal Analysis of Reactions in Soda–Lime Silicate Glass Batches Containing Melting Accelerants: II, Multicomponent Systems. J. Am. Ceram. Soc. 1993, 76, 605–608. [Google Scholar] [CrossRef]
- Pagnoux, C.; Chartier, T.; de Granja, M.F.; Doreau, F.; Ferreira, J.M.; Baumard, J.F. Aqueous suspensions for tape-casting based on acrylic binders. J. Eur. Ceram. Soc. 1998, 18, 241–247. [Google Scholar] [CrossRef]
- Frieser, R.G. A review of solder glasses. Act. Passive Electron. Compon. 1975, 2, 163–199. [Google Scholar] [CrossRef] [Green Version]
- Ateş, A.; Önen, U.; Ercenk, E.; Yılmaz, Ş. Crystallization Behaviors and Seal Application of Basalt Based Glass-Ceramics. In Proceedings of the AIP Conference, Istanbul, Turkey, 1–3 June 2016; Volume 1809, p. 020006. [Google Scholar]
- De Sanctis, O.; Gomez, L.; Pellegri, N.; Parodi, C.; Marajofsky, A.; Duran, A. Protective glass coatings on metallic substrates. J. Non-Cryst. Solids 1990, 121, 338–343. [Google Scholar] [CrossRef]
- Siriwardane, R.V.; Poston Jr, J.A. Effect of additives on decomposition of sodium carbonate: Precombustion CO2 capture sorbent regeneration. Energy Fuels 2011, 25, 1284–1293. [Google Scholar] [CrossRef]
- Young, I.M. The central region of the PbO/TeO2 phase diagram. J. Mater. Sci. 1979, 14, 1579–1585. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Temperature | Time (min) | wt. % NaCl | Atmosphere |
|---|---|---|---|---|
| 1-1 | 520 °C | 30 | 0 | Air |
| 1-2 | 520 °C | 30 | 0 | Argon |
| 1-3 | 520 °C | 30 | 0 | Vacuum |
| 2-1 | 520 °C | 30 | 3% | Air |
| 2-2 | 520 °C | 30 | 6% | Air |
| 3-1 | 520 °C | 10 | 6% | Air |
| 3-2 | 500 °C | 30 | 6% | Air |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sadia, Y.; Koron, I.; Gelbstein, Y. PbO-SiO2 Based Glass Coating of PbI2 Doped PbTe. Metals 2020, 10, 284. https://doi.org/10.3390/met10020284
Sadia Y, Koron I, Gelbstein Y. PbO-SiO2 Based Glass Coating of PbI2 Doped PbTe. Metals. 2020; 10(2):284. https://doi.org/10.3390/met10020284
Chicago/Turabian StyleSadia, Yatir, Idan Koron, and Yaniv Gelbstein. 2020. "PbO-SiO2 Based Glass Coating of PbI2 Doped PbTe" Metals 10, no. 2: 284. https://doi.org/10.3390/met10020284
APA StyleSadia, Y., Koron, I., & Gelbstein, Y. (2020). PbO-SiO2 Based Glass Coating of PbI2 Doped PbTe. Metals, 10(2), 284. https://doi.org/10.3390/met10020284