Numerical Simulation on Saffman Force Controlled Inclusions Removal during the ESR Process


Abstract
:1. Introduction
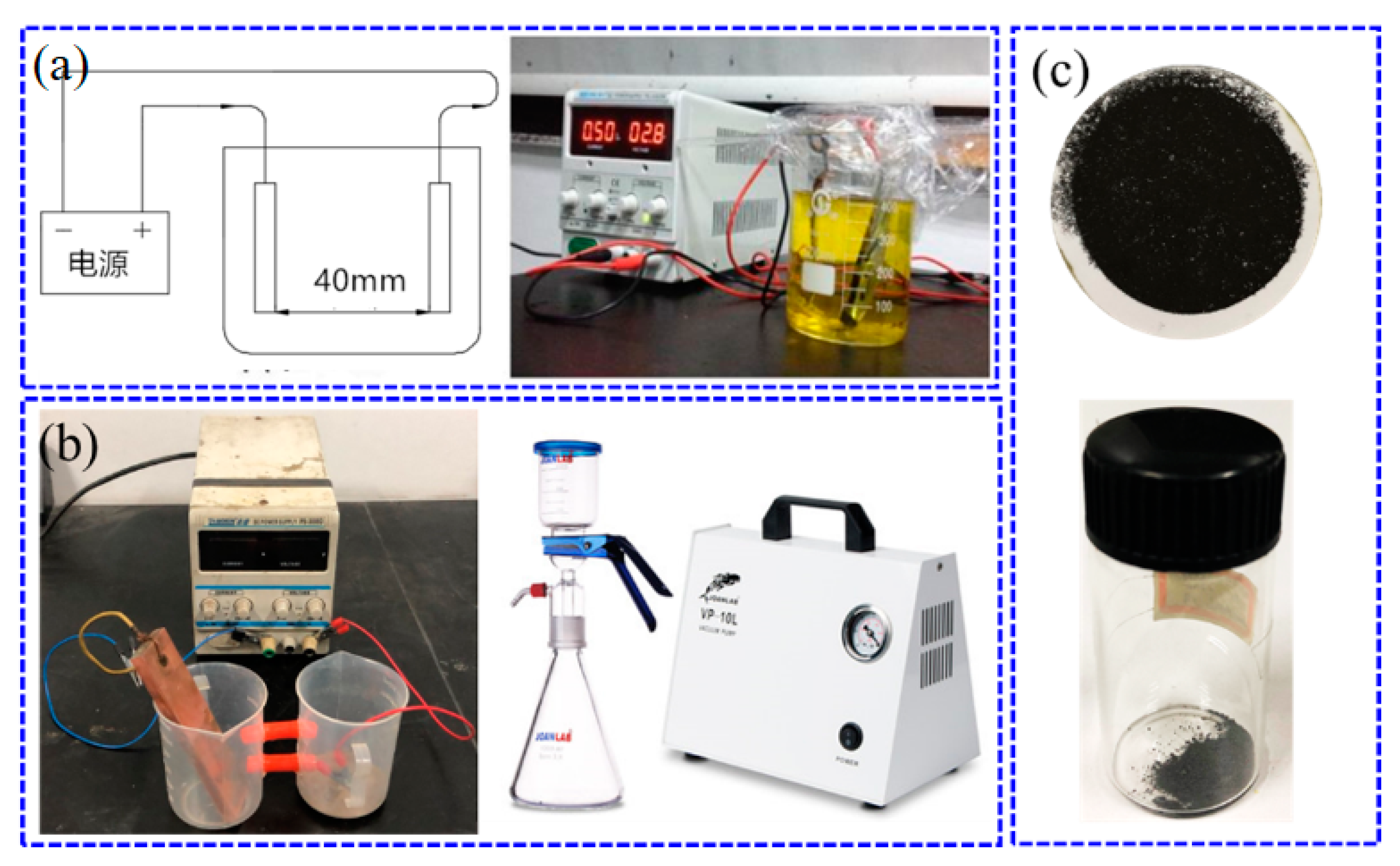
2. Experimental Details
3. Mathematical Model
3.1. Basic Assumptions
- (1)
- (2)
- The melt in the LMF is an incompressible Newtonian fluid. The physical properties of the material used in the simulations were all isotropic and remained constant.
- (3)
- The melt velocity gradient remained stable in the LMF, and the migration of inclusion had no effect on the flow field.
- (4)
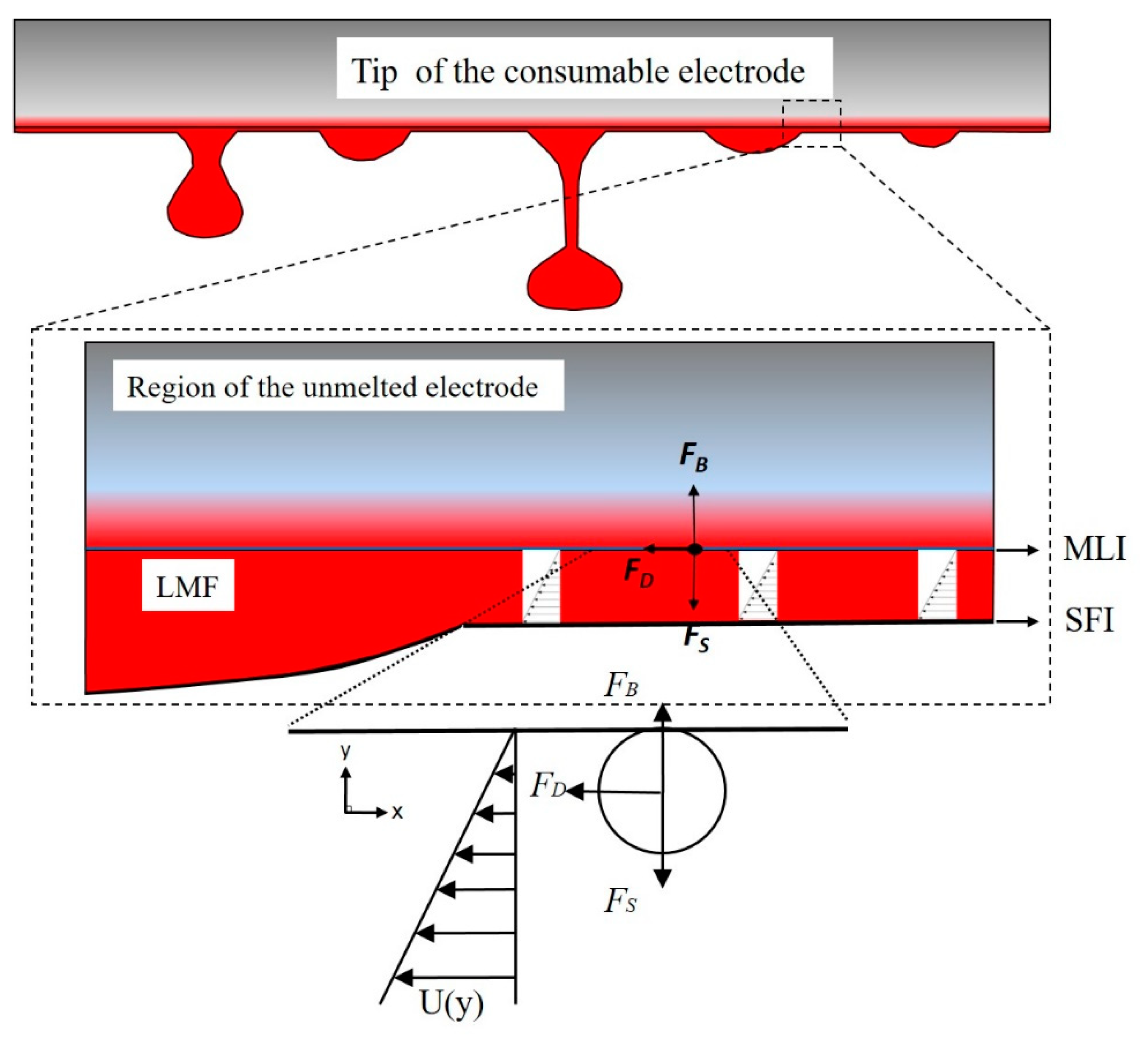
- From the experiment, the morphology of the inclusions obtained was mostly spherical oxide with high-melting. Therefore, the inclusions were simplified to be rigid spheres in the simulation. The forces acting on the inclusions were the drag force, the buoyancy force, and the Saffman force; other forces were ignored.
3.2. Geometric Model
3.3. Fluid Flow
- (1)
- It is a no-slip boundary condition at the MLI.
- (2)
- The flow melt velocity directs to the left side at the SFI.
- (3)
- The left wall of the LMF is a zero-pressure exit boundary condition.
- (4)
- The right wall of the LMF is an inlet boundary condition.
3.4. Forces Acting on a Particle
3.5. Solution Procedure
4. Results and Discussion
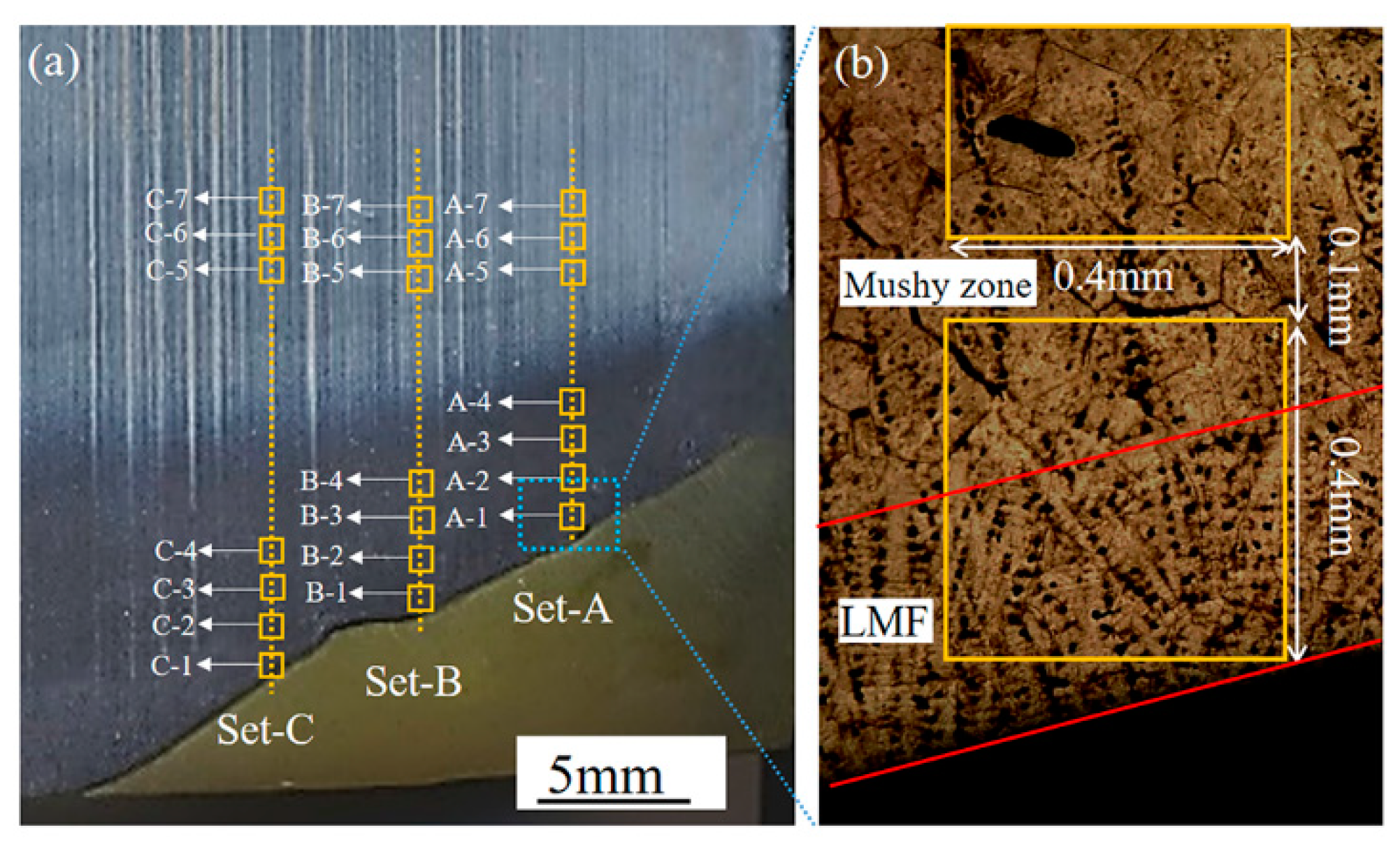
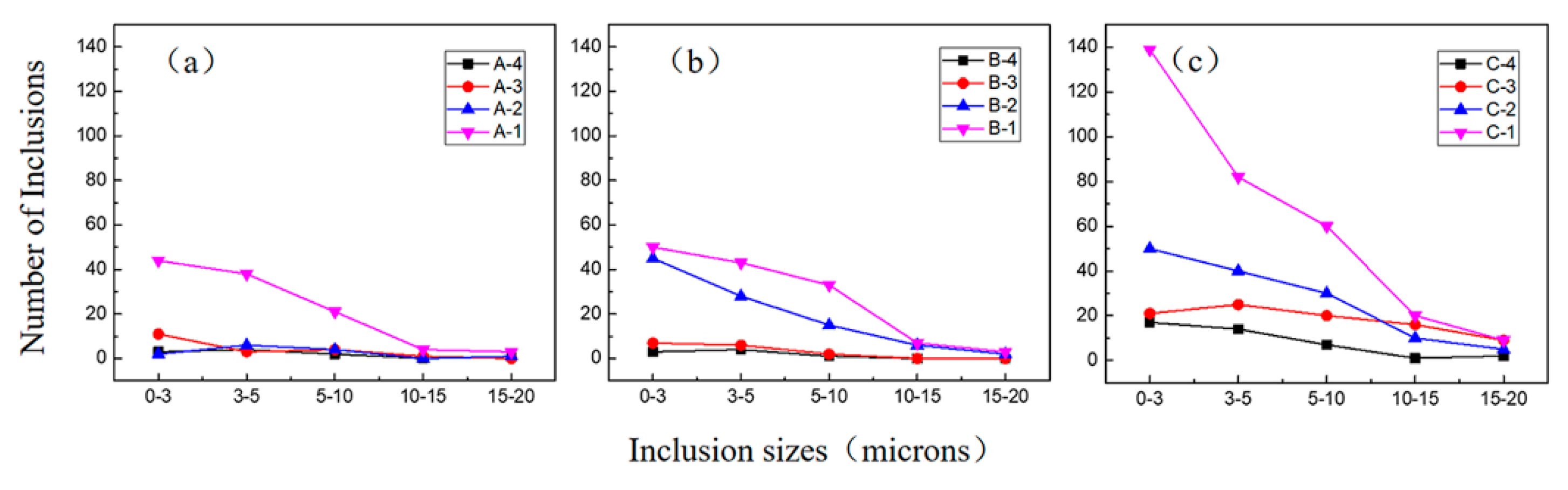
4.1. Experimental Result and Its Analysis
4.2. Flow Field
4.3. Migration Behavior of Inclusion
4.4. Statistical Analysis of Numerical Simulation Results
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Halfa, H. Characterization of electroslag remelted super hard high speed tool steel containing niobium. Steel Res. Int. 2013, 84, 495–510. [Google Scholar] [CrossRef]
- Reitz, J.; Wietbrock, B.; Richter, S.; Hoffmann, S.; Hirt, G.; Friedrich, B. Enhanced homogenization strategy by electroslag remelting of high-manganese TRIP and TWIP steels. Adv. Eng. Mater. 2011, 13, 395–399. [Google Scholar] [CrossRef]
- Chen, X.C.; Shi, C.B.; Guo, H.J.; Wang, F.; Ren, H.; Feng, D. Investigation of oxide inclusions and primary carbonitrides in inconel 718 superalloy refined through electroslag remelting process. Metall. Mater. Trans. B 2012, 43, 1596–1607. [Google Scholar] [CrossRef]
- Wang, H.; Zhong, Y.B.; Li, Q.; Li, W.Q.; Ren, W.L.; Lei, Z.S.; Ren, Z.M.; He, Q. Influences of the transverse static magnetic field on the droplet evolution behaviors during the low frequency electroslag remelting process. ISIJ Int. 2017, 57, 2164–2257. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Zhong, Y.B.; Li, Q.; Fang, Y.P.; Ren, W.L.; Lei, Z.S.; Ren, Z.M. Visualization study on the droplet evolution behaviors in electroslag remelting process by superimposing a transverse static magnetic field. ISIJ. Int. 2016, 56, 255–263. [Google Scholar] [CrossRef] [Green Version]
- Li, Q.; Zhong, Y.B.; Sun, C.X.; Wang, H.; Zheng, T.X.; Ren, W.L.; Ren, Z.M. Effect of transverse static magnetic field on droplets transient and inclusions evolution during the electroslag remelting process of GCr15 ingots. Acta Metall. Sin. 2018, 31, 1311–1316. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.B.; Zhou, W.H.; Li, Y.D. Mechanism of removal of non-metallic inclusions in the ESR process. Iron Steel 1980, 15, 20–26. [Google Scholar]
- Li, Z.B.; Zhang, J.W.; Che, X.Q. Control of content and composition of nonmetallic inclusion in ESR steel. J. Iron Steel Res. 1997, 9, 7–15. [Google Scholar]
- Wang, Q.; Wang, R.T.; He, Z.; Li, G.Q.; Li, B.K.; Li, H.B. Numerical analysis of inclusion motion behavior in electroslag remelting process. Int. J. Heat Mass Tran. 2018, 125, 1333–1344. [Google Scholar] [CrossRef]
- Huang, X.C.; Li, B.K.; Liu, Z.Q.; Li, X.L.; Sun, M.J. Numerical investigation and experimental validation of motion and distribution of nonmetallic inclusions in argon protection electroslag remelting process. Metals 2018, 8, 392. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.B. Electroslag Metallurgy Theory and Practice; Metallurgical Industry Press: Beijing, China, 2010; pp. 53–54. [Google Scholar]
- Fu, J. An investigation of mechanism on the removal of oxide inclusions during ESR process. Acta Metall. Sin. 1979, 15, 526–539. [Google Scholar]
- Saffman, P.G. The lift on a small sphere in a slow shear flow. J. Fluid Mech. 1965, 22, 385–400. [Google Scholar] [CrossRef] [Green Version]
- Lei, H.; Zhao, Y.; Geng, D.Q. Mathematical model for cluster-inclusion’s collision-growth in inclusion cloud at continuous casting mold. ISIJ Int. 2014, 54, 1629–1637. [Google Scholar] [CrossRef] [Green Version]
- Gutiérrez, E.; Garcia-Hernandez, S.; Barreto, J.J. Mathematical analysis of the dynamic effects on the deposition of alumina inclusions inside the upper tundish nozzle. ISIJ Int. 2016, 56, 1394–1403. [Google Scholar] [CrossRef] [Green Version]
- Getselev, Z.N. Casting in an electromagnetic field. JOM 1971, 23, 38–39. [Google Scholar] [CrossRef]
- Karimi-Sibaki, E.; Kharicha, A.; Bohacek, M.J.; Wu, M.; Ludwig, A. A dynamic mesh-based approach to model melting and shape of an ESR electrode. Metall. Mater. Trans. B 2015, 46, 2049–2061. [Google Scholar] [CrossRef]
- Wang, Q.; Li, G.Q.; Gao, Y.; He, Z.; Li, B.K. A coupled mathematical model and experimental validation of oxygen transport behavior in the electro-slag refining process. J. Appl. Electrochem. 2017, 47, 445–456. [Google Scholar] [CrossRef]
- Wu, Q.F.; Zhong, Y.B.; Feng, M.L.; Lei, Z.S.; Ren, W.L.; Fan, Y.Y.; Ren, Z.M. The droplet evolution trend and purification efficiency in ESR process by superimposing a static magnetic field. J. Iron Steel Res. Int. 2012, 19, 425–429. [Google Scholar]
- Lei, H.; Jin, Y.; Zhu, M. Mathematical modelling of particle movement ahead of the solid-liquid interface in continuous casting. J. Mater. Sci. Technol. 2002, 18, 403–406. [Google Scholar]
- Ho, B.P.; Leal, L.G. Inertial migration of rigid spheres in two-dimensional unidirectional flows. J. Fluid Mech. 1974, 65, 365–400. [Google Scholar] [CrossRef]
- Wang, H.; Zhong, Y.B.; Li, Q.; Fang, Y.P.; Ren, W.L.; Lei, Z.S.; Ren, Z.M. Effect of current frequency on droplet evolution during magnetic-field-controlled electroslag remelting process via visualization method. Metall. Mater. Trans. B. 2017, 48, 655–663. [Google Scholar] [CrossRef]
- Shkin, A. Forces of a single-beam gradient laser trap on a dielectric sphere in the ray optics regime. Biophys. J. 1992, 61, 569–582. [Google Scholar] [CrossRef] [Green Version]
- Breault, R.W.; Rowan, S.L.; Monazam, E.; Stewart, K.T. Lateral particle size segregation in a riser under core annular flow conditions due to the Saffman lift force. Powder Technol. 2016, 299, 119–126. [Google Scholar] [CrossRef] [Green Version]
- Liu, L.G.; Sun, M. The added mass forces in insect flapping wings. J. Theor. Biol. 2018, 437, 45–50. [Google Scholar] [CrossRef]
- Murakata, Y.; Sung, M.G.; Sassa, K.; Asai, S. Visualization of collision behavior of particles simulating inclusions in a turbulent molten steel flow and its theoreticalanalysis. ISIJ Int. 2007, 47, 633–637. [Google Scholar] [CrossRef] [Green Version]
- Kharicha, A.; Ludwig, A.; Wu, M. 3D simulation of the melting during an electro-slag remelting process. LMPC 2011, 27, 41–48. [Google Scholar]
- Zhang, L.F.; Aoki, J.; Thomas, B.G. Inclusion removal by bubble flotation in a continuous casting mold. Metall. Mater. Trans. B 2006, 37, 361–379. [Google Scholar] [CrossRef]
- Song, X.P.; Cheng, S.S.; Cheng, Z.J. Numerical Computation for Metallurgical Behavior of Primary Inclusion in Compact Strip Production Mold. ISIJ Int. 2012, 52, 1824–1831. [Google Scholar] [CrossRef] [Green Version]
- Long, M.J.; Zuo, X.J.; Zhang, L.F.; Chen, D.F. Kinetic Modeling on Nozzle Clogging During Steel Billet Continuous Casting. ISIJ Int. 2010, 50, 712–720. [Google Scholar] [CrossRef] [Green Version]
- Kharicha, A.; Karimi-Sibaki, E.; Bohacek, J.; Wu, M.; Ludwig, A. Transient melting of an ESR electrode. LMPC 2016, 143, 1–8. [Google Scholar] [CrossRef]
- Huang, X.C.; Li, B.K.; Liu, Z.Q. Three-dimensional mathematical model of oxygen transport behavior in electroslag remelting process. Metall. Mater. Trans. B 2018, 49, 709–722. [Google Scholar] [CrossRef]
- Wang, Q.; Li, G.Q.; He, Z.; Li, B.K. A three-phase comprehensive mathematical model of desulfurization in electroslag remelting process. Appl. Therm. Eng. 2017, 114, 874–886. [Google Scholar] [CrossRef]
- Dong, Y.W.; Jiang, Z.H.; Cao, Y.L.; Yu, A.; Hou, D. Effect of slag on inclusions during electroslag remelting process of die steel. Metall. Mater. Trans. B 2014, 45, 1315–1324. [Google Scholar] [CrossRef]
- Kharicha, A.; Karimi-Sibaki, E.; Wu, M.H.; Ludwig, A. Review on Modeling and Simulation of Electroslag Remelting. Steel Res. Int. 2018, 89, S1. [Google Scholar] [CrossRef]
- Qi, Y.F.; Li, J.; Shi, C.B.; Zhang, Y.; Zhu, Q.T.; Wang, H. Effect of directional solidification of electroslag remelting on the microstructure and primary carbides in an austenitic hot-work die steel. J. Mater. Process. Technol. 2017, 249, 32–38. [Google Scholar] [CrossRef]
- Du, G.; Li, J.; Wang, Z.B. Effect of initial large-sized inclusion content on inclusion removal during electroslag remelting of H13 die steel. Ironmak. Steelmak. 2018, 45, 919–923. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Force | Formula | Parameter Setting | Typical Value (N) |
|---|---|---|---|
| Saffman force | = 0.10 (m/s) | 10−11 | |
| Buoyancy force | FB = | = 2950 (kg/m3) | 10−11 |
| Drag force | = 0.10 (m/s) | 10−11 | |
| Pressure gradient force | 10−13 | ||
| Magnus force | (rad/s) | 10−14 | |
| Added mass force | (m/s2) | 10−13 |
| Physical Parameter of the LMF | Value |
|---|---|
| Density of the LMF (kg/m3) | 6850 |
| Dynamic viscosity of the LMF (Pa s) | 0.0061 |
| Density of inclusion (kg/m3) | 3900 |
| Particle diameter (μm) | 1/2/3/5/10/20 |
| Thickness of the LMF (μm) | 300 |
| Length of the LMF (mm) | 12 |
| Melt velocity at the SFI (m/s) | 0.01/0.05/0.1/0.2 |
| VSFI (m/s) | Diameter of the Inclusions (μm) | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 5 | 10 | 20 | |
| 0.01 | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ |
| 0.05 | ↑ | ↑ | ↑ | ↑ | 0.49s | 0.20s |
| 0.10 | ← | ← | ← | 0.39s | 0.16s | 0.07s |
| 0.20 | ← | ← | 0.25s | 0.14s | 0.06s | 0.03s |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, C.; Guo, Y.; Li, Q.; Shen, Z.; Zheng, T.; Wang, H.; Ren, W.; Lei, Z.; Zhong, Y. Numerical Simulation on Saffman Force Controlled Inclusions Removal during the ESR Process. Metals 2020, 10, 647. https://doi.org/10.3390/met10050647
Sun C, Guo Y, Li Q, Shen Z, Zheng T, Wang H, Ren W, Lei Z, Zhong Y. Numerical Simulation on Saffman Force Controlled Inclusions Removal during the ESR Process. Metals. 2020; 10(5):647. https://doi.org/10.3390/met10050647
Chicago/Turabian StyleSun, Chuxiong, Yifeng Guo, Qiang Li, Zhe Shen, Tianxiang Zheng, Huai Wang, Weili Ren, Zuosheng Lei, and Yunbo Zhong. 2020. "Numerical Simulation on Saffman Force Controlled Inclusions Removal during the ESR Process" Metals 10, no. 5: 647. https://doi.org/10.3390/met10050647
APA StyleSun, C., Guo, Y., Li, Q., Shen, Z., Zheng, T., Wang, H., Ren, W., Lei, Z., & Zhong, Y. (2020). Numerical Simulation on Saffman Force Controlled Inclusions Removal during the ESR Process. Metals, 10(5), 647. https://doi.org/10.3390/met10050647