Friction-Induced Martensitic Transformation and Wear Properties of Stainless Steel under Dry and Wet Conditions

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials
2.2. Block-on-Ring Wear Test
3. Results and Discussion
3.1. Microstructures and Wear Characteristics
3.2. Hardness Evolution of Subsurface
3.3. Phase Transformation Behavior
4. Summary
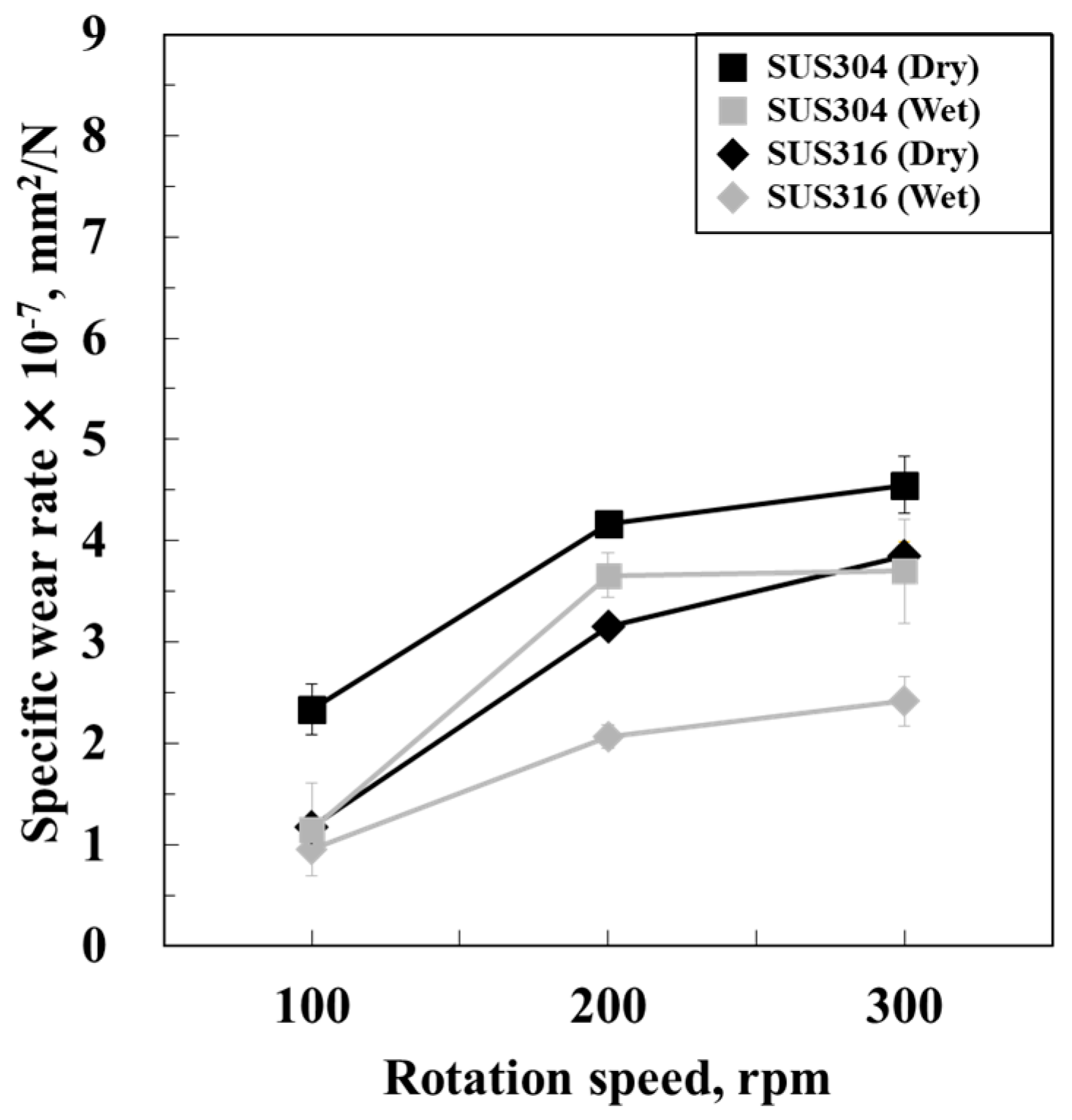
- Ws of two materials increases with increasing rotation speeds, regardless of the circumstances. Ws of SUS304 and SUS316 obtained from the tests under dry conditions is higher than that of SUS304 and SUS316 obtained from the tests under wet conditions, respectively. This is because the water film on the wet ring can act as a liquid lubricant.
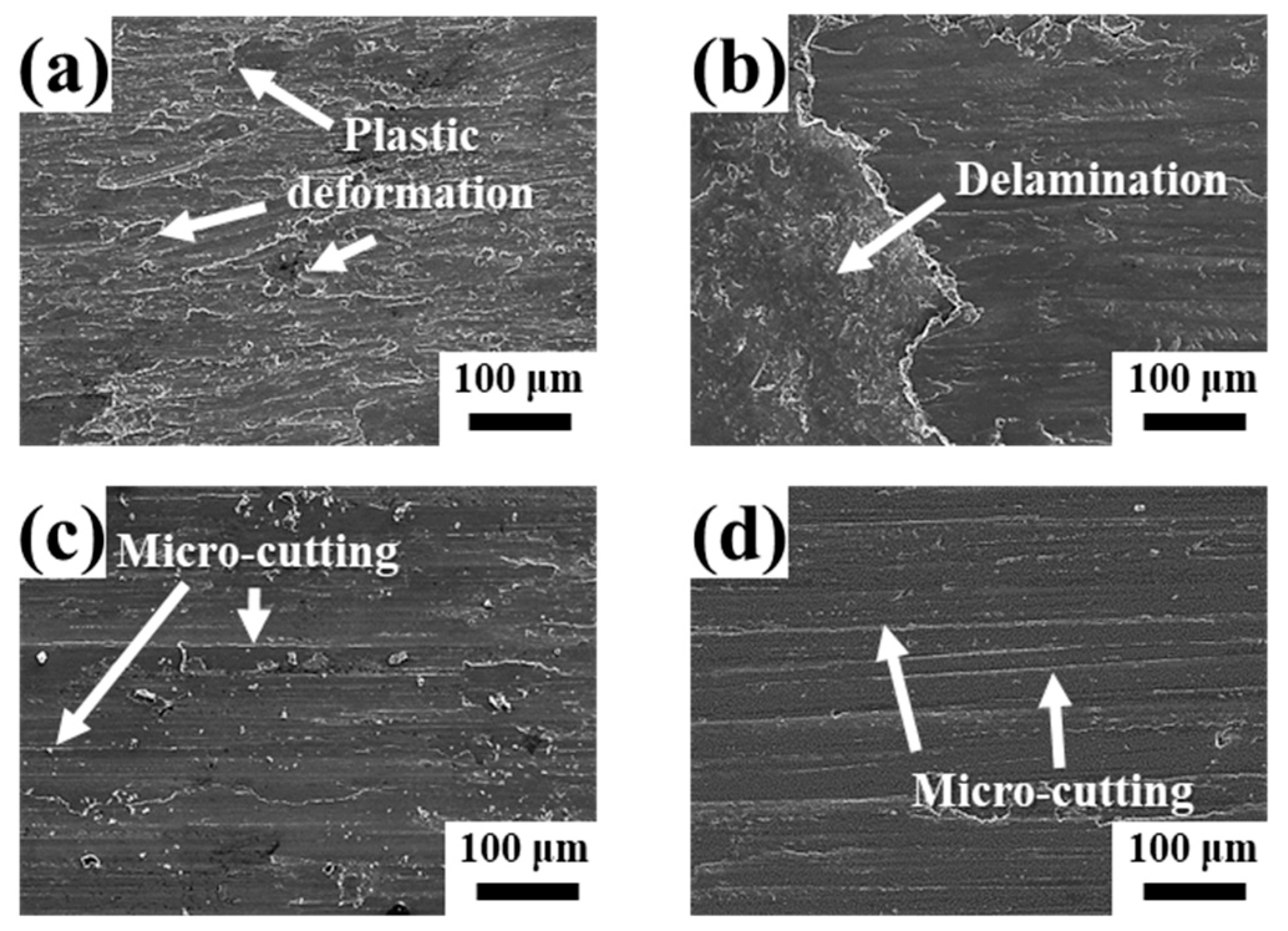
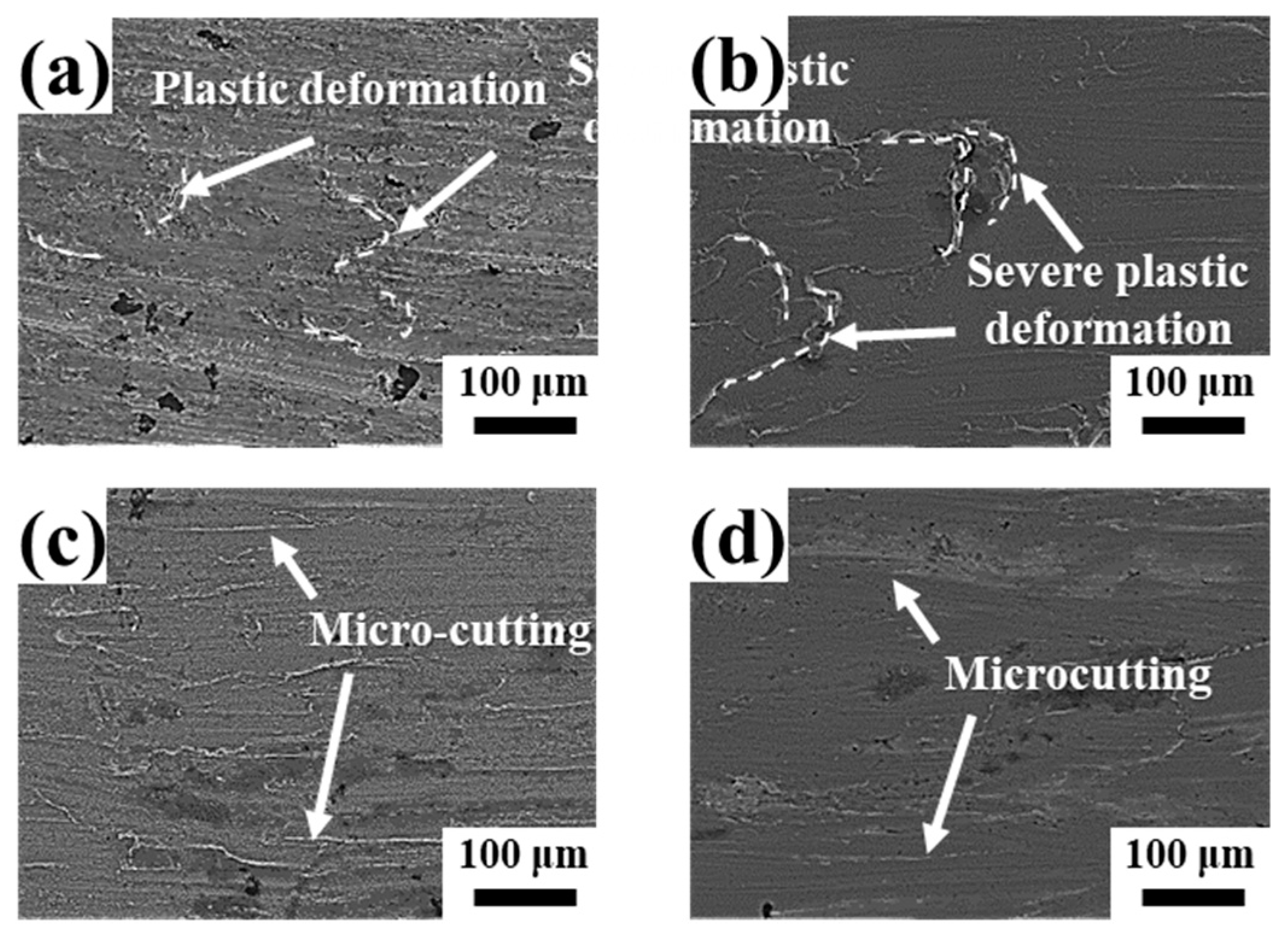
- The plastic deformation of the wear tracks becomes more severe with increasing rotation speed, regardless of the circumstances. The severe plastic deformation resluts from the strong adhesion between the ring and the blocks. Moreover, the wear tracks, formed under wet conditions, show a significantly smaller extent of surface deformation than those formed under dry conditions.
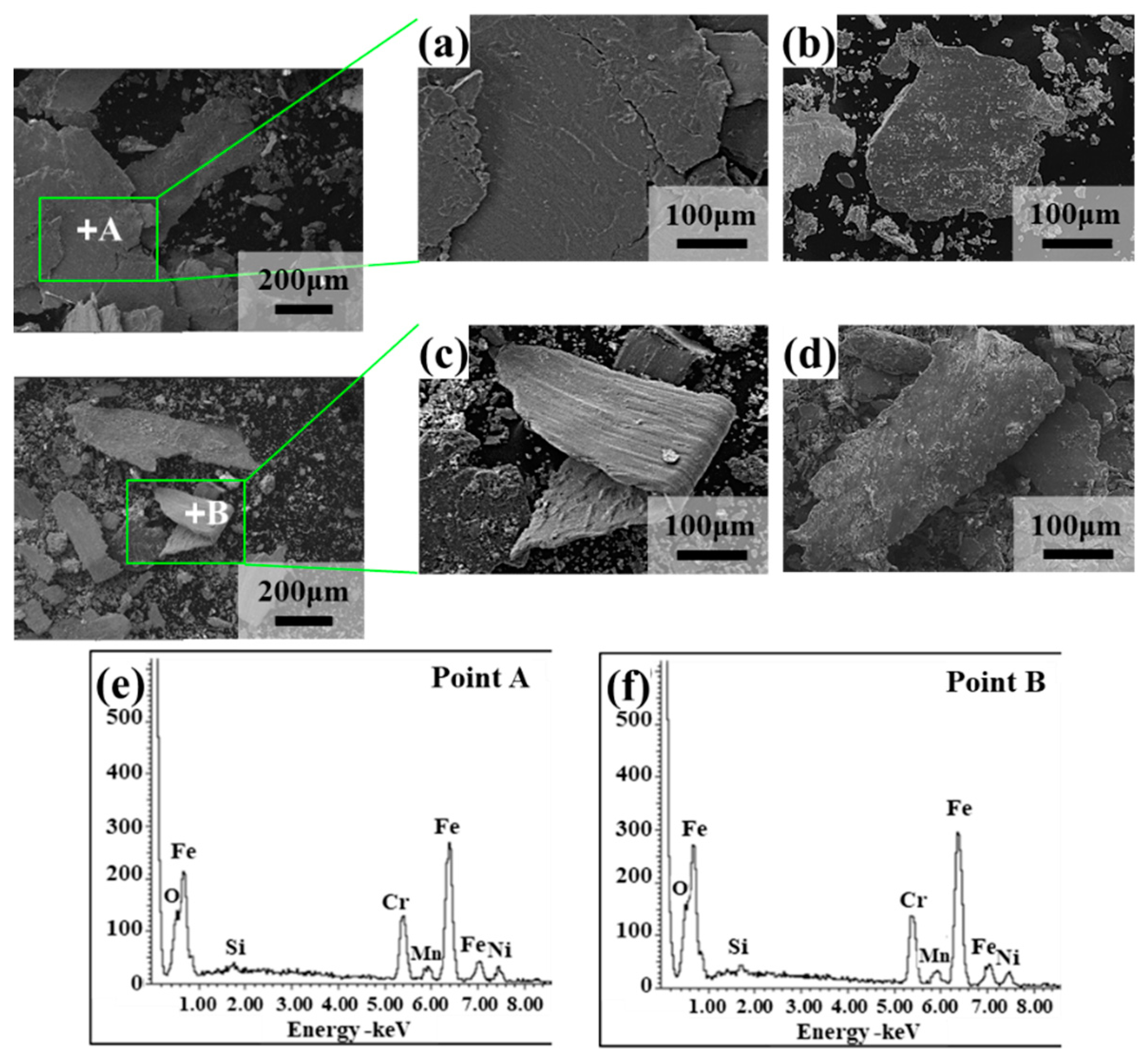
- A large amount of the plate-like debris is observed after the wear tests. According to the results, both materials have more severe delamination wear under dry conditions, compared to wet conditions.
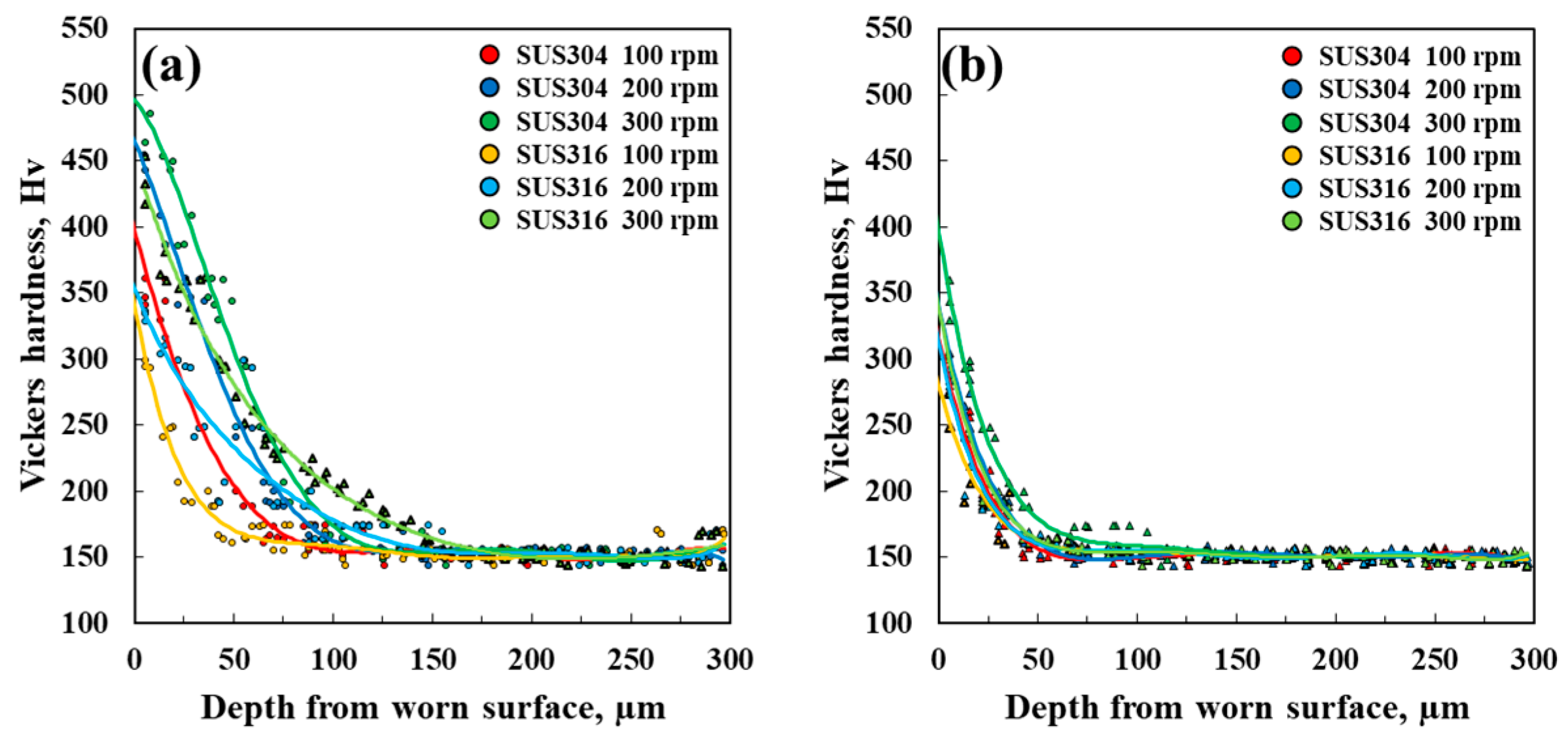
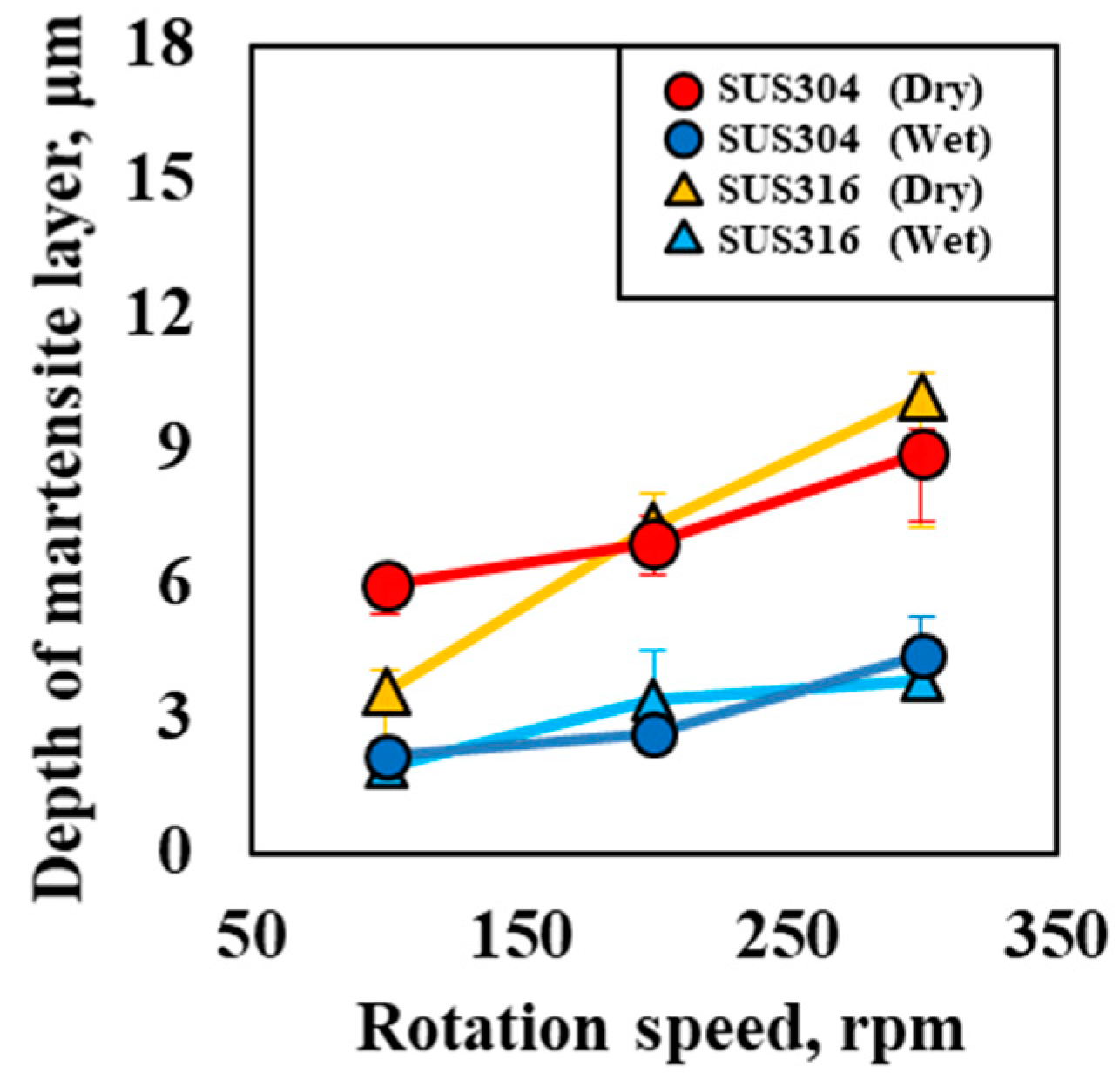
- In both materials, the hardness decreases to the bulk layer under dry and wet conditions, respectively. The hardness changes of two materials are higher at the same rotation speed under dry conditions, compared to those under wet conditions. This is because the water lubricant film leads to the reduction of Ar and adhesion.
Author Contributions
Funding
Conflicts of Interest
References
- Sun, Y.; Bell, T. Dry sliding wear resistance of low temperature plasma carburised austenitic stainless steel. Wear 2002, 253, 689–693. [Google Scholar] [CrossRef]
- Wei, X.-C.; Hua, M.; Xue, Z.; Gao, Z.; Li, J. Evolution of friction-induced microstructure of SUS 304 meta-stable austenitic stainless steel and its influence on wear behavior. Wear 2009, 267, 1386–1392. [Google Scholar] [CrossRef]
- Rabinowicz, E. Friction and Wear of Materials, 2nd ed.; Wiley: New York, NY, USA, 1995. [Google Scholar]
- Junior, A.B.; Diniz, A.E.; Filho, F.T. Tool wear and tool life in end milling of 15–5 PH stainless steel under different cooling and lubrication conditions. Int. J. Adv. Manuf. Technol. 2009, 43, 756–764. [Google Scholar] [CrossRef]
- Jia, J.; Zhou, H.; Gao, S.; Chen, J. A comparative investigation of the friction and wear behavior of polyimide composites under dry sliding and water-lubricated condition. Mater. Sci. Eng. A 2003, 356, 48–53. [Google Scholar] [CrossRef]
- Xingzhong, Z.; Jiajun, L.; Baoliang, Z.; Hezhou, M.; Zhenbi, L. Wear behavior of Si3N4 ceramic cutting tool material against stainless steel in dry and water-lubricated conditions. Ceram. Int. 1999, 25, 309–315. [Google Scholar] [CrossRef]
- Lee, Y.-S.; Ishikawa, K.; Okayasu, M. Influence of Strain Induced Martensite Formation of Austenitic Stainless Steel on Wear Properties. Met. Mater. Int. 2018, 25, 705–712. [Google Scholar] [CrossRef]
- McEvily, A.J.; Velazquez, J.L.G. Fatigue crack tip deformation. Metall. Trans. A 1992, 23, 2211–2221. [Google Scholar] [CrossRef]
- Fiedler, H.C. The effect of deformation on the martensitic transformation in austenitic stainless steels. Trans. ASM 1955, 47, 267–290. [Google Scholar]
- Choi, J.-Y.; Jin, W. Strain induced martensite formation and its effect on strain hardening behavior in the cold drawn 304 austenitic stainless steels. Scr. Mater. 1997, 36, 99–104. [Google Scholar] [CrossRef]
- Çiçek, A.; Kıvak, T.; Uygur, I.; Ekici, E.; Turgut, Y. Performance of cryogenically treated M35 HSS drills in drilling of austenitic stainless steels. Int. J. Adv. Manuf. Technol. 2011, 60, 65–73. [Google Scholar] [CrossRef]
- Belan, M.; Michalik, P. The durability and wear of coated mills from HSS-PM in stainless steel cutting without cutting fluid. In Proceedings of the 23rd DAAAM International Symposium on Intelligent Manufacturing and Automation, Zadar, Croatia, 24–27 October 2012. [Google Scholar]
- Çiçek, A.; Uygur, I.; Kıvak, T.; Ozbek, N.A. Machinability of AISI 316 Austenitic Stainless Steel with Cryogenically Treated M35 High-Speed Steel Twist Drills. J. Manuf. Sci. Eng. 2012, 134, 061003. [Google Scholar] [CrossRef]
- Lee, Y.-S.; Niinomi, M.; Nakai, M.; Narita, K.; Cho, K. Predominant factor determining wear properties of β-type and (α+β)-type titanium alloys in metal-to-metal contact for biomedical applications. J. Mech. Behav. Biomed. Mater. 2015, 41, 208–220. [Google Scholar] [CrossRef] [PubMed]
- Lee, Y.-S.; Niinomi, M.; Nakai, M.; Narita, K.; Cho, K. Differences in Wear Behaviors at Sliding Contacts for β-Type and (α+β)-Type Titanium Alloys in Ringer’s Solution and Air. Mater. Trans. 2015, 56, 317–326. [Google Scholar] [CrossRef] [Green Version]
- Lee, Y.-S.; Niinomi, M.; Nakai, M.; Narita, K.; Cho, K.; Liu, H. Wear transition of solid-solution-strengthened Ti–29Nb–13Ta–4.6Zr alloys by interstitial oxygen for biomedical applications. J. Mech. Behav. Biomed. Mater. 2015, 51, 398–408. [Google Scholar] [CrossRef] [PubMed]
- Sioshansi, P. Wear improvement of surgical titanium alloys by ion implantation. J. Vac. Sci. Technol. A 1985, 3, 2670–2674. [Google Scholar] [CrossRef]
- Joyce, T.J.; Unsworth, A. The wear of artificial finger joints using different lubricants in a new finger wear simulator. Wear 2001, 250, 199–205. [Google Scholar] [CrossRef]
- Kazerooni, N.A.; Bahrololoom, M.; Shariat, M.; Mahzoon, F.; Jozaghi, T. Effect of Ringer’s Solution on Wear and Friction of Stainless Steel 316L after Plasma Electrolytic Nitrocarburising at Low Voltages. J. Mater. Sci. Technol. 2011, 27, 906–912. [Google Scholar] [CrossRef]
- Hutchings, I. Tribology: Friction and wear of engineering materials. Mater. Des. 1992, 13, 187. [Google Scholar] [CrossRef]
- Czichos, H.; Habig, K.H. Mixed lubrication and lubricated wear. In Proc. 11th Leeds-Lyon Symp. on Tribology; Butterworths: London, UK, 1985. [Google Scholar]
- Suh, N.P. The delamination theory of wear. Wear 1977, 44, 1–16. [Google Scholar] [CrossRef]
- Wilson, S.; Alpas, A. Thermal effects on mild wear transitions in dry sliding of an aluminum alloy. Wear 1999, 225, 440–449. [Google Scholar] [CrossRef]
- Zhang, J.; Alpas, A. Wear regimes and transitions in Al2O3 particulate-reinforced aluminum alloys. Mater. Sci. Eng. A 1993, 161, 273–284. [Google Scholar] [CrossRef]
- Molinari, A.; Straffelini, G.; Tesi, B.; Bacci, T. Dry sliding wear mechanisms of the Ti6Al4V alloy. Wear 1997, 208, 105–112. [Google Scholar] [CrossRef]
- Straffelini, G.; Molinari, A. Dry sliding wear of Ti–6Al–4V alloy as influenced by the counterface and sliding conditions. Wear 1999, 236, 328–338. [Google Scholar] [CrossRef]
- Talonen, J.; Hänninen, H. Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater. 2007, 55, 6108–6118. [Google Scholar] [CrossRef]








© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, Y.-S.; Kondo, Y.; Okayasu, M. Friction-Induced Martensitic Transformation and Wear Properties of Stainless Steel under Dry and Wet Conditions. Metals 2020, 10, 743. https://doi.org/10.3390/met10060743
Lee Y-S, Kondo Y, Okayasu M. Friction-Induced Martensitic Transformation and Wear Properties of Stainless Steel under Dry and Wet Conditions. Metals. 2020; 10(6):743. https://doi.org/10.3390/met10060743
Chicago/Turabian StyleLee, Yoon-Seok, Yuta Kondo, and Mitsuhiro Okayasu. 2020. "Friction-Induced Martensitic Transformation and Wear Properties of Stainless Steel under Dry and Wet Conditions" Metals 10, no. 6: 743. https://doi.org/10.3390/met10060743
APA StyleLee, Y. -S., Kondo, Y., & Okayasu, M. (2020). Friction-Induced Martensitic Transformation and Wear Properties of Stainless Steel under Dry and Wet Conditions. Metals, 10(6), 743. https://doi.org/10.3390/met10060743