Hydrometallurgical Recovery of Rare Earth Elements from NdFeB Permanent Magnet Scrap: A Review




Abstract
:1. Introduction
2. Recycling Potential of NdFeB Permanent Magnet Scrap
3. Chemical and Physical Characteristics of NdFeB Permanent Magnet Scrap
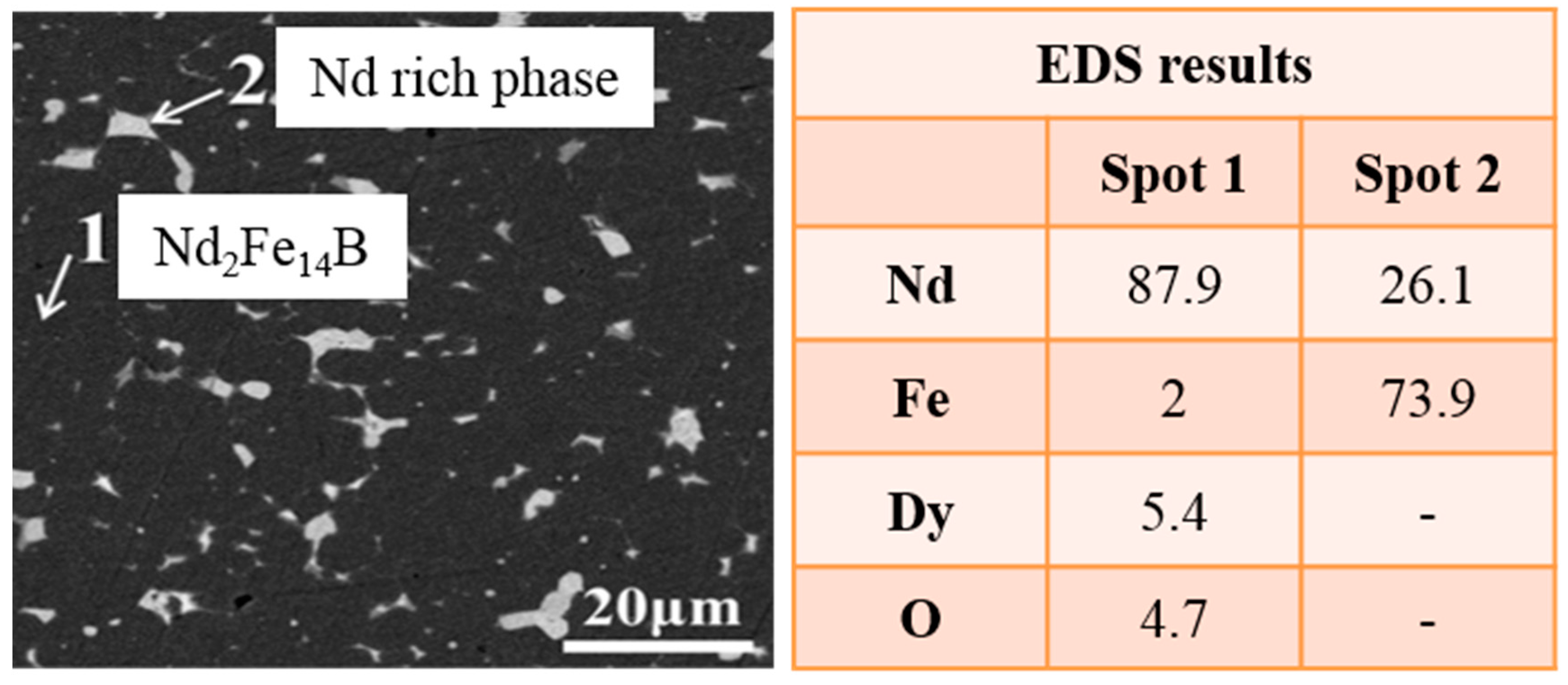
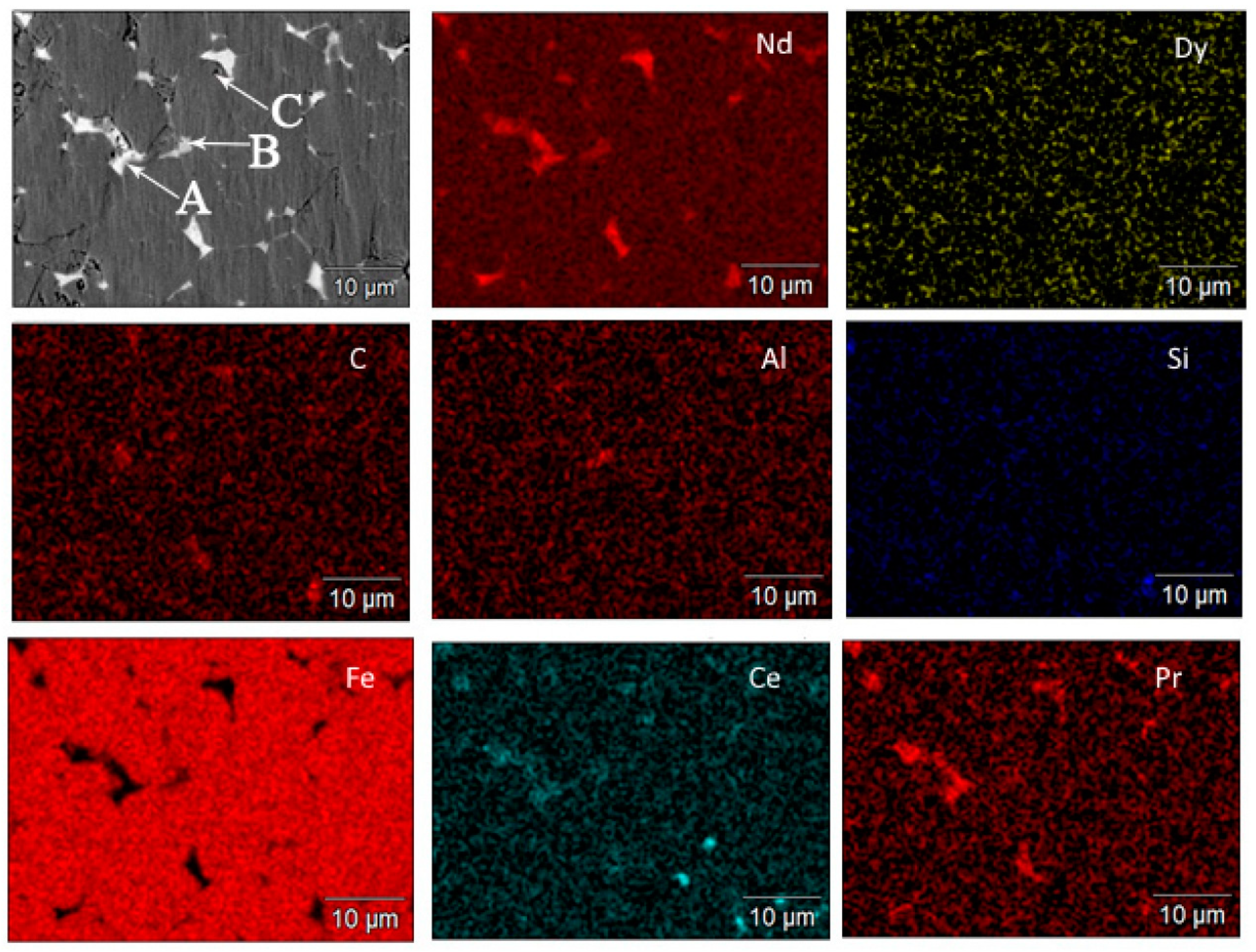
3.1. Chemical Composition
3.2. Phase Composition
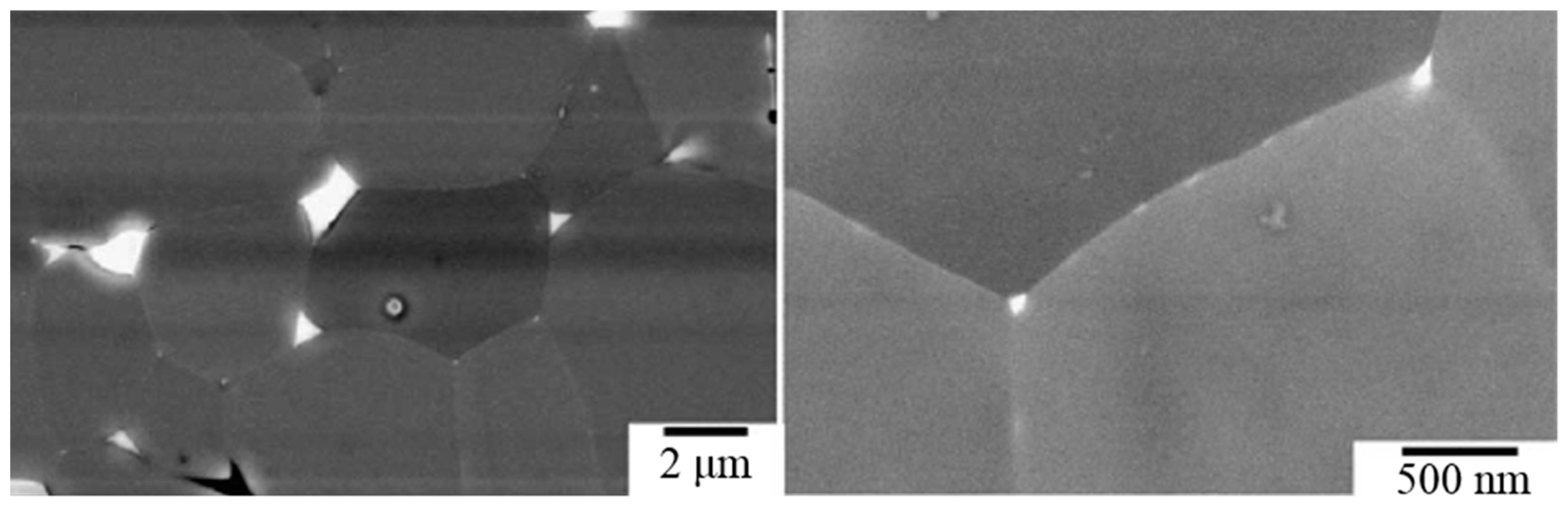
3.3. Microstructural Morphology
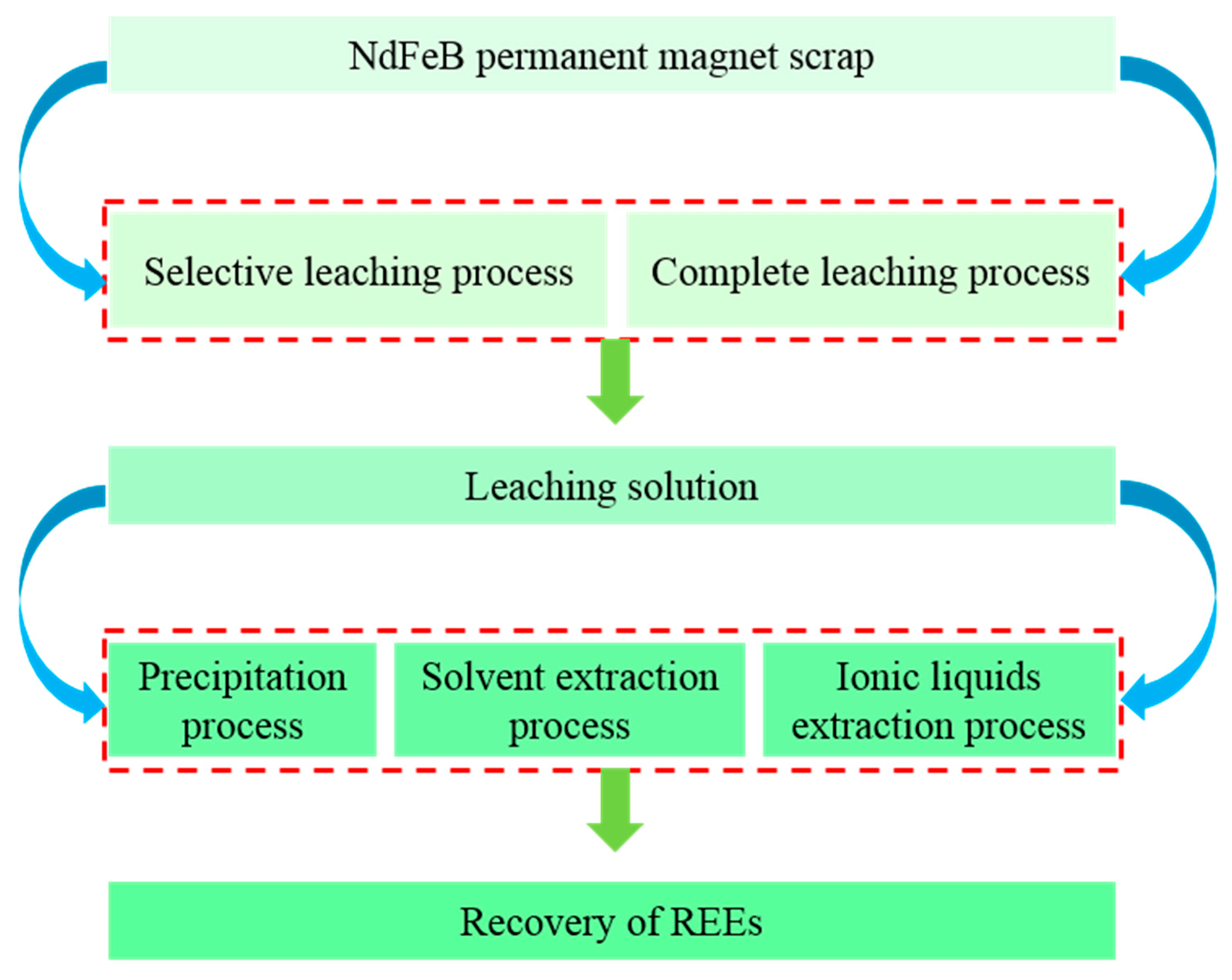
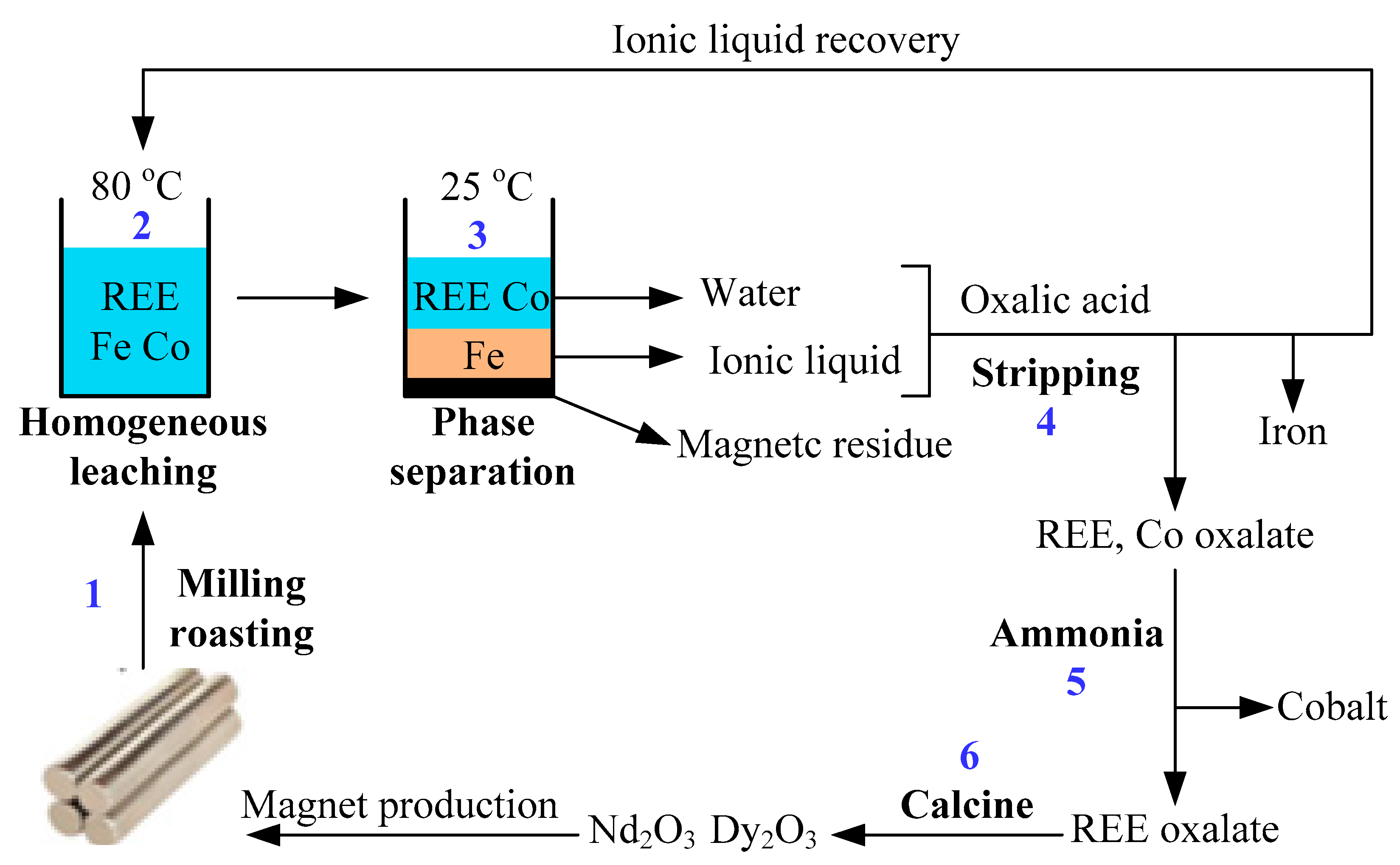
4. Hydrometallurgical Processes for Recovering REEs from the NdFeB Magnet Scrap
4.1. Leaching Technologies Used for NdFeB Permanent Magnet Scraps
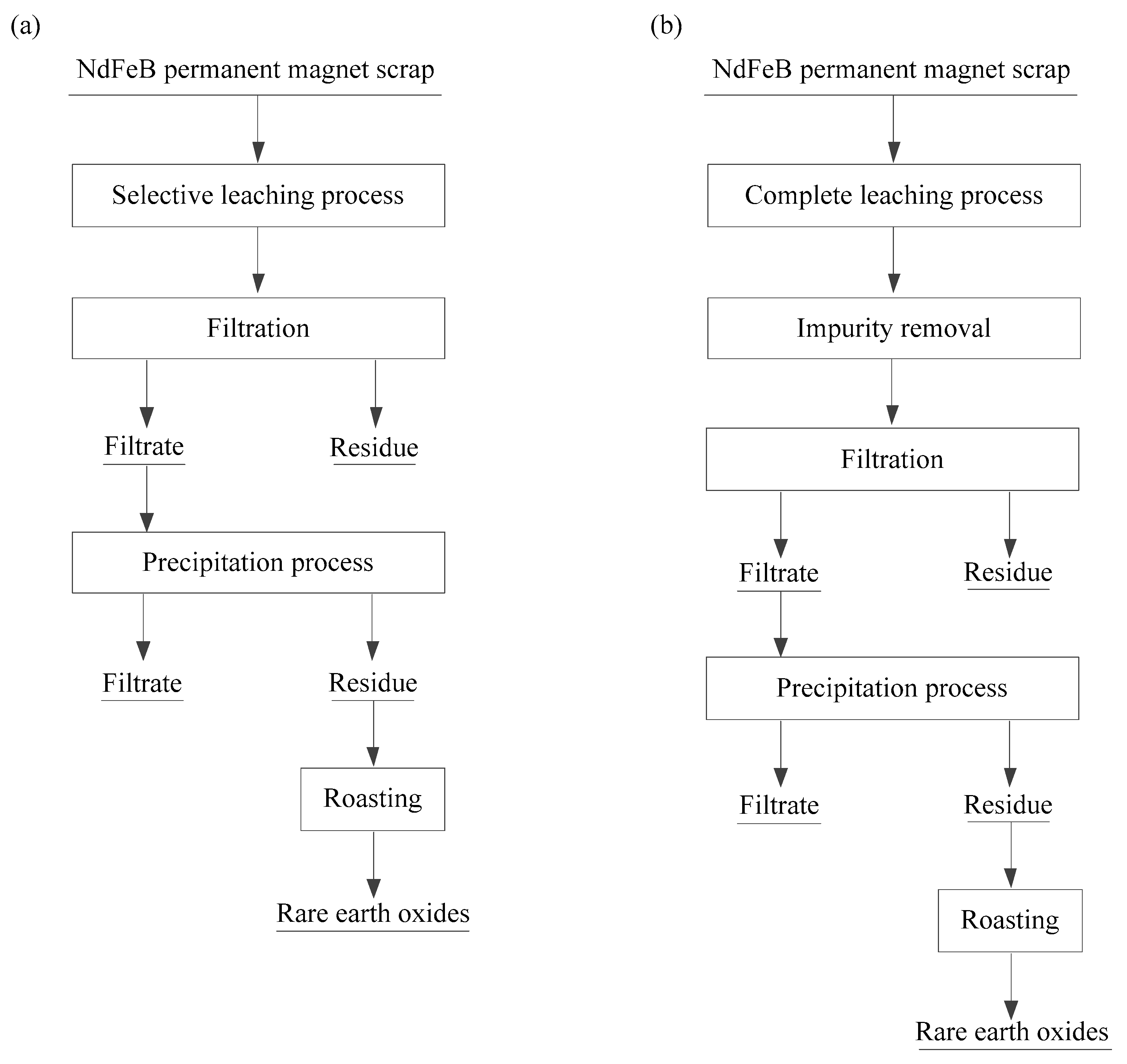
4.1.1. Selective Leaching Process
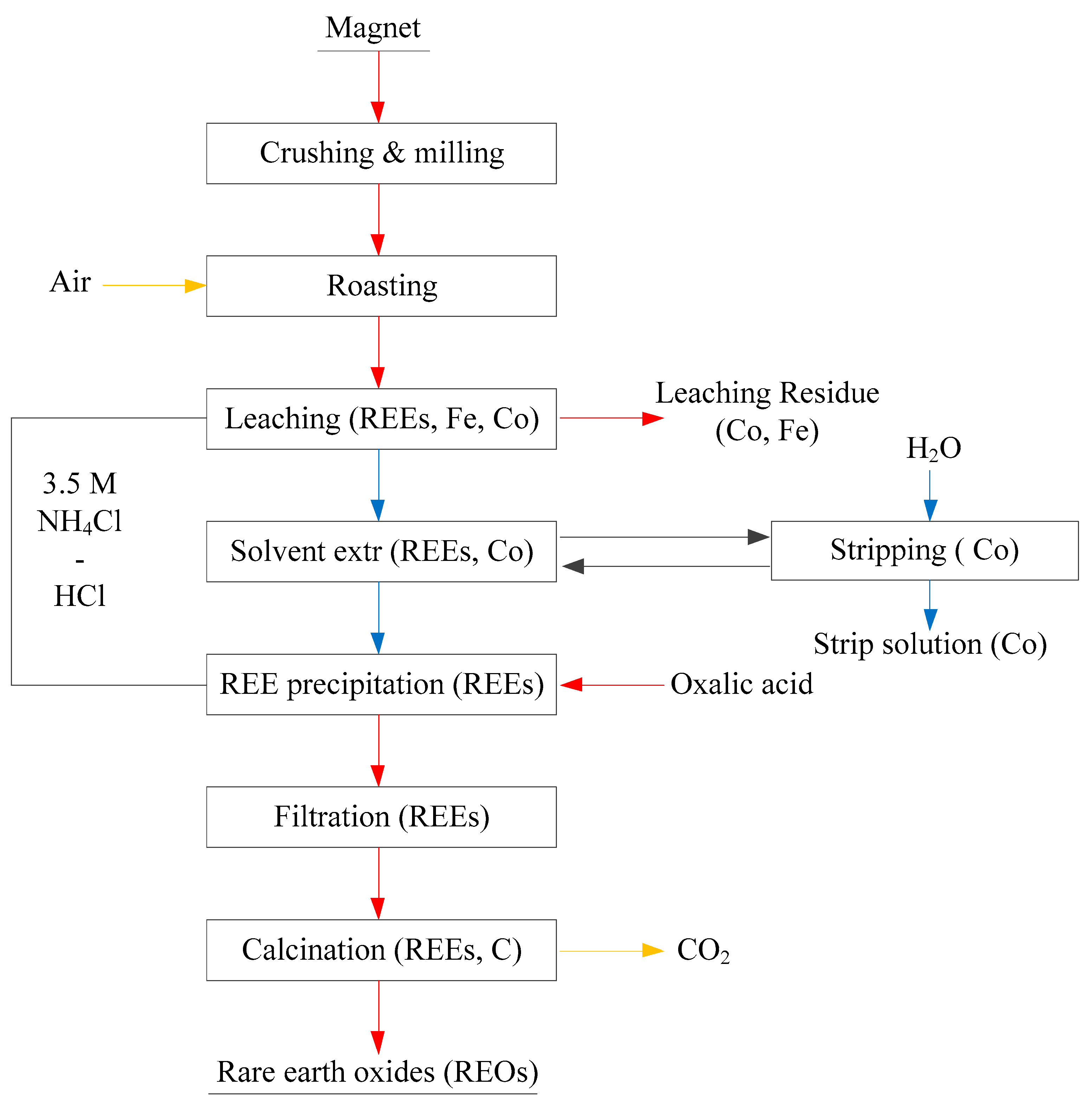
4.1.2. Complete Leaching Process
4.2. REEs Separation Technologies Used for NdFeB Permanent Magnet Scrap
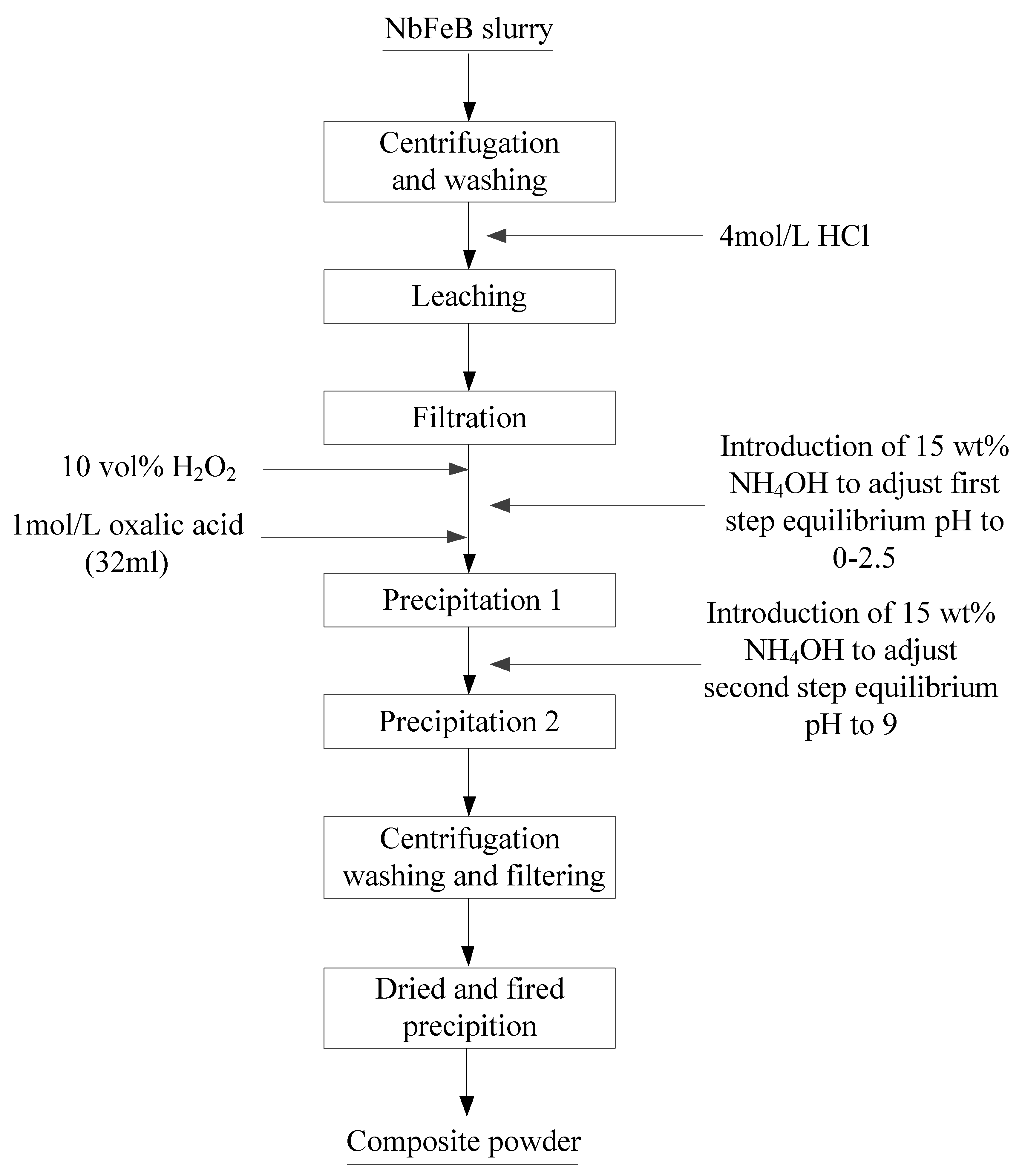
4.2.1. Precipitation Process
4.2.2. Solvent Extraction Process
Acidic Solvent Extraction
Ion-Pair Solvent Extraction
Neutral Solvent Extraction
Synergetic Solvent Extraction
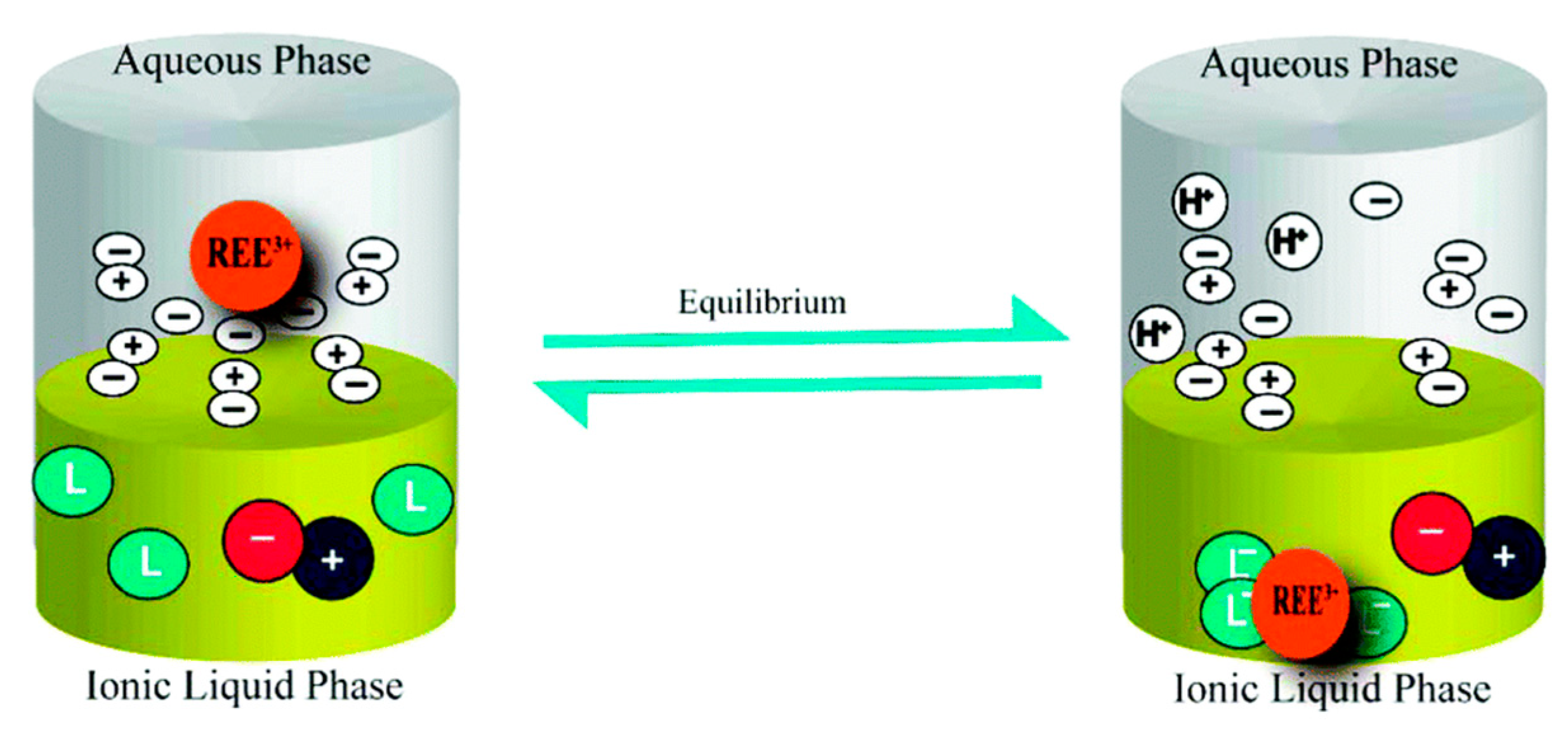
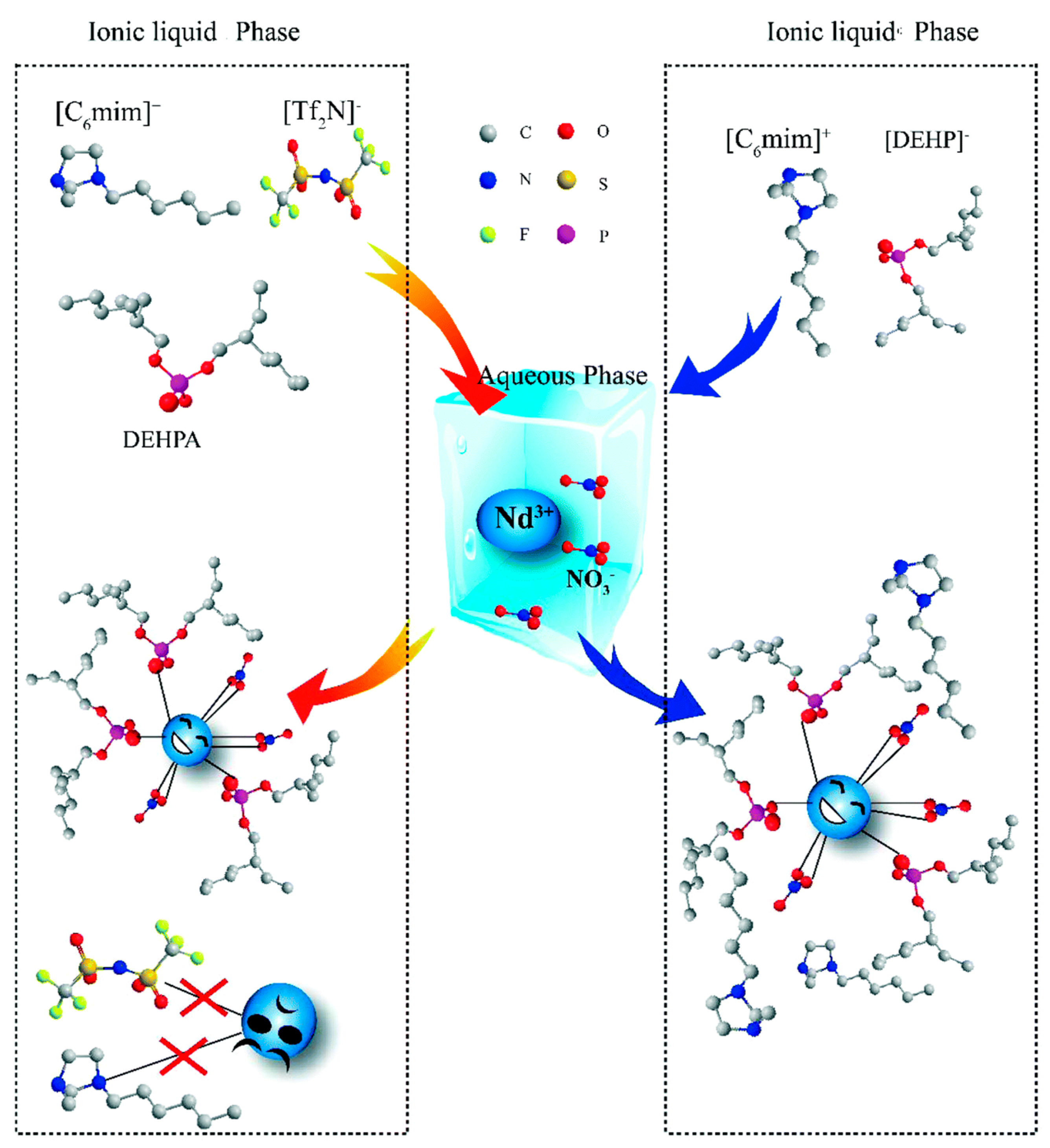
4.2.3. Ionic Liquids Extraction Process
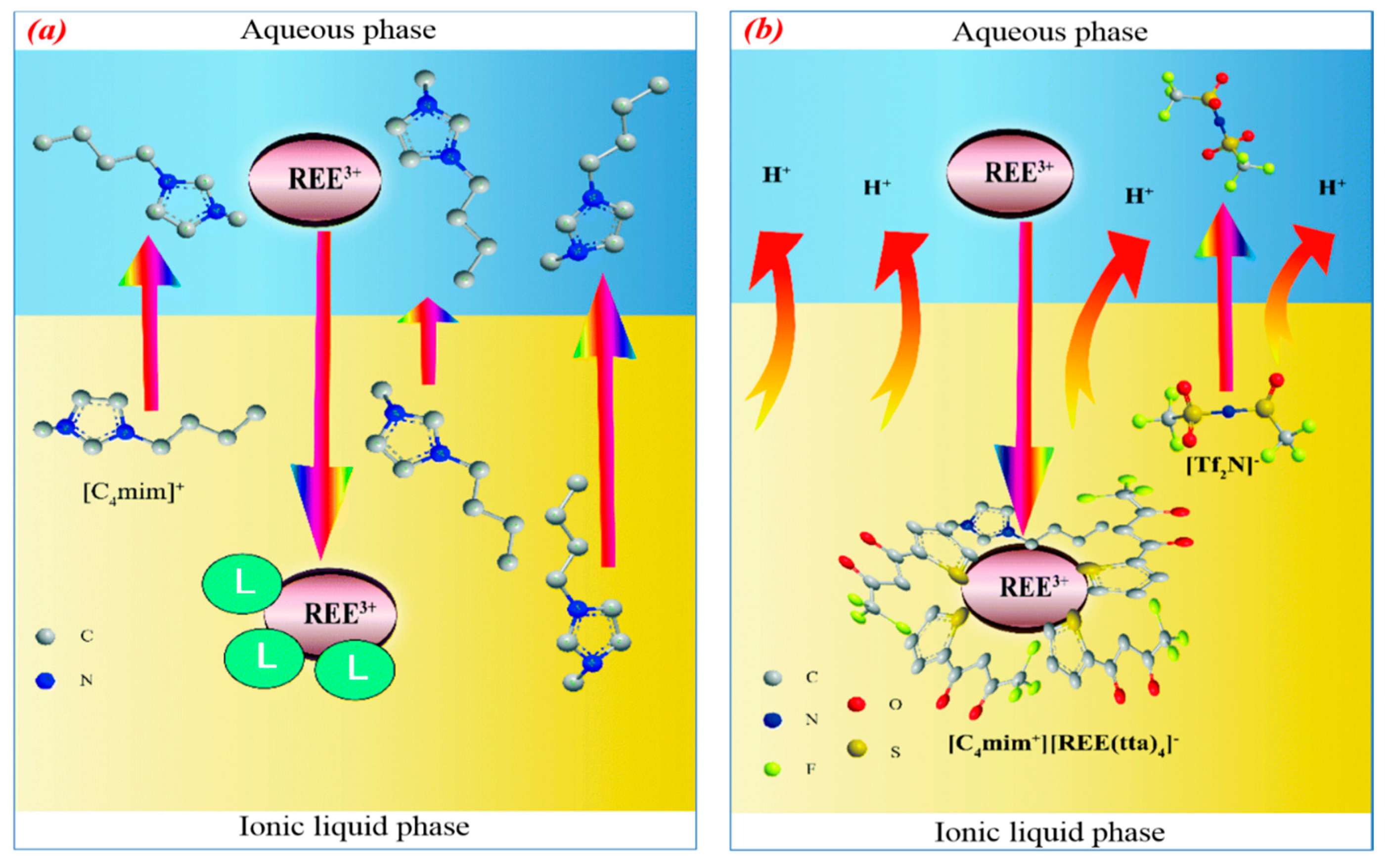
Non-Functional Ionic Liquids
Functional Ionic Liquids
Bi-Functional Ionic Liquids
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Jiles, D. Introduction to Magnetism and Magnetic Materials, 2nd ed.; Chapman & Hall: New York, NY, USA, 1998. [Google Scholar]
- Coey, J.M.D. Permanent magnet applications. J. Magn. Magn. Mater. 2002, 248, 441–456. [Google Scholar] [CrossRef]
- Shaw, S.; Constantinides, S. Permanent magnets: The demand for rare earths. In Proceedings of the 8th International Rare Earths Conference, Hong Kong, China, 13–15 November 2012. [Google Scholar]
- Yang, Y.; Walton, A.; Sheridan, R.; Güth, K.; Gauß, R.; Gutfleisch, O.; Buchert, M.; Steenari, B.-M.; Van Gerven, T.; Jones, P.T.; et al. REE Recovery from end-of-life NdFeB permanent magnet scrap: A critical review. J. Sustain. Metall. 2016, 3, 122–149. [Google Scholar] [CrossRef]
- Sagawa, M.; Fujimura, S.; Yamamoto, H.; Matsuura, Y.; Hiraga, K. Permanent magnet materials based on the rare earth-iron-boron tetragonal compounds. IEEE Trans. Magn. 1984, 20, 1584–1589. [Google Scholar] [CrossRef] [Green Version]
- Peiró, L.T.; Méndez, G.V.; Ayres, R.U. Material flow analysis of scarce metals: Sources, functions, end-uses and aspects for future supply. Environ. Sci. Technol. 2013, 47, 2939–2947. [Google Scholar] [CrossRef] [PubMed]
- Japan Oil Gas and Metals National Corporation. Mineral Resources Material Flow; Japan Oil Gas and Metals National Corporation: Tokyo, Japan, 2008. Available online: mric.jogmec.go.jp/public/report/2012-12/2012120122_REs.pdf (accessed on 29 May 2020).
- Mochizuki, Y.; Tsubouchi, N.; Sugawara, K. Selective recycling of rare earth elements from Dy containing NdFeB magnets by chlorination. ACS Sustain. Chem. Eng. 2013, 1, 655–662. [Google Scholar] [CrossRef]
- Zakotnik, M.; Tudor, C.O.; Peiró, L.T.; Afiuny, P.; Skomski, R.; Hatch, G.P. Analysis of energy usage in Nd–Fe–B magnet to magnet recycling. Environ. Technol. Inno. 2016, 5, 117–126. [Google Scholar] [CrossRef]
- Lee, K.; Yoo, K.; Yoon, H.-S.; Kim, C.J.; Chung, K.W. Demagnetization followed by remagnetization of waste NdFeB magnet for reuse. Geosyst. Eng. 2013, 16, 286–288. [Google Scholar] [CrossRef]
- Sheridan, R.S.; Williams, A.J.; Harris, I.R.; Walton, A. Improved HDDR processing route for production of anisotropic powder from sintered NdFeB type magnets. J. Magn. Magn. Mater. 2014, 350, 114–118. [Google Scholar] [CrossRef] [Green Version]
- Gutfleisch, O.; Güth, K.; Woodcock, T.G.; Schultz, L. Recycling used Nd-Fe-B sintered magnets via a hydrogen-based route to produce anisotropic, resin bonded magnets. Adv. Energy Mater. 2013, 3, 151–155. [Google Scholar] [CrossRef]
- Itoh, M.; Masuda, M.; Suzuki, S.; Machida, K.-I. Recycling of rare earth sintered magnets as isotropic bonded magnets by melt-spinning. J. Alloy. Compd. 2004, 374, 393–396. [Google Scholar] [CrossRef]
- Li, C.; Liu, W.Q.; Yue, M.; Liu, Y.Q.; Zhang, D.T.; Zuo, T.Y. Waste Nd-Fe-B sintered magnet recycling by doping with rare earth rich alloys. IEEE Trans. Magn. 2014, 50, 2015403. [Google Scholar] [CrossRef]
- Hogberg, S.; Holboll, J.; Mijatovic, N.; Jensen, B.B.; Bendixen, F.B. Direct reuse of rare earth permanent magnets-coating integrity. IEEE Trans. Magn. 2017, 53, 1–9. [Google Scholar] [CrossRef]
- Xia, M.; Abrahamsen, A.B.; Bahl, C.R.H.; Veluri, B.; Søegaard, A.I.; Bøjsøe, P. Hydrogen decrepitation press-less process recycling of ndfeb sintered magnets. J. Magn. Magn. Mater. 2017, 441, 55–61. [Google Scholar] [CrossRef] [Green Version]
- Sheridan, R.S.; Sillitoe, R.; Zakotnik, M. Anisotropic powder from sintered NdFeB magnets by the HDDR processing route. J. Magn. Magn. Mater. 2012, 324, 63–67. [Google Scholar] [CrossRef]
- Zakotnik, M.; Harris, I.R.; Williams, A.J. Possible methods of recycling NdFeB-type sintered magnets using the HD/degassing process. J. Alloy. Compd. 2008, 450, 525–531. [Google Scholar] [CrossRef]
- Bian, Y.Y.; Guo, S.; Tang, K.; Jiang, L.; Lu, C.; Lu, X.; Ding, W. Recovery of rare earth elements from permanent magnet scraps by pyrometallurgical process. Rare Met. 2015. [Google Scholar] [CrossRef]
- Hua, Z.; Wang, L.; Wang, J.; Xiao, Y.; Yang, Y.; Zhao, Z.; Liu, M. Extraction of rare earth elements from NdFeB scrap by AlF3-NaF melts. Mater. Sci. Tech. 2014, 31, 1007–1010. [Google Scholar] [CrossRef]
- Hua, Z.; Wang, J.; Wang, L.; Zhao, Z.; Li, X.; Xiao, Y.; Yang, Y. Selective extraction of rare earth elements from NdFeB scrap by molten chlorides. ACS Sustain. Chem. Eng. 2014, 2, 2536–2543. [Google Scholar] [CrossRef]
- Saito, T.; Sato, H.; Ozawa, S.; Yu, J.; Motegi, T. The extraction of Nd from waste Nd-Fe-B alloys by the glass slag method. J. Alloy. Compd. 2003, 353, 189–193. [Google Scholar] [CrossRef]
- Takeda, O.; Okabe, T.H.; Umetsu, Y. Phase equilibrium of the system Ag-Fe-Nd, and Nd extraction from magnet scraps using molten silver. J. Alloy. Compd. 2004, 379, 305–313. [Google Scholar] [CrossRef]
- Moore, M.; Gebert, A.; Stoica, M. A route for recycling Nd from Nd-Fe-B magnets using Cu melts. J. Alloy. Compd. 2015, 647, 997–1006. [Google Scholar] [CrossRef]
- Bian, Y.; Guo, S.; Jiang, L.; Liu, J.; Tang, K.; Ding, W. Recycling of rare earth elements from NdFeB magnet by VIM-HMS method. ACS Sustain. Chem. Eng. 2016, 4, 810–818. [Google Scholar] [CrossRef]
- Bian, Y.; Tang, K.; Gabriella, R. A thermodynamic assessment of the Nd-C system. Calphad 2015, 51, 206–210. [Google Scholar] [CrossRef]
- Miura, K.; Itoh, M.; Machida, K.I. Extraction and Recycling Characteristics of Fe element from Nd-Fe-B sintered magnet powder scrap by carbonylation. J. Alloy. Compd. 2008, 466, 228–232. [Google Scholar] [CrossRef]
- Firdaus, M.; Rhamdhani, M.A.; Durandet, Y.; Rankin, W.J.; McGregor, K. Review of high-temperature recycling of rare earth (Nd/Dy) from magnet waste. J. Sustain. Metall. 2016, 2, 276–295. [Google Scholar] [CrossRef] [Green Version]
- Uda, T. Recycling of rare earths from magnet sludge by FeCl2. Mater. Trans. 2002, 43, 55–62. [Google Scholar] [CrossRef] [Green Version]
- Itoh, M.; Miura, K.; Machida, K.I. Novel rare earth recycling process on Nd-Fe-B magnet scrap by selective chlorination using NH4Cl. J. Alloy. Compd. 2009, 477, 484–487. [Google Scholar] [CrossRef]
- Yamada, E.; Murakami, H.; Nishihama, S.; Yoshizuka, K. Separation process of dysprosium and neodymium from waste neodymium magnet. Sep. Purif. Technol. 2018, 192, 62–68. [Google Scholar] [CrossRef]
- Padhan, E.; Sarangi, K. Recycling of Nd and Pr from NdFeB magnet leachates with bi-functional ionic liquids based on Aliquat 336 and Cyanex 272. Hydrometallurgy 2017, 167, 134–140. [Google Scholar] [CrossRef]
- Padhan, E.; Nayak, A.K.; Sarangi, K. Recovery of neodymium and dysprosium from NdFeB magnet swarf. Hydrometallurgy 2017, 174, 210–215. [Google Scholar] [CrossRef]
- Riaño, S.; Binnemans, K. Extraction and separation of neodymium and dysprosium from used NdFeB magnets: An application of ionic liquids in solvent extraction towards the recycling of magnets. Green Chem. 2015, 17, 2931–2942. [Google Scholar] [CrossRef]
- Kim, D.; Powell, L.; Delmau, L.H.; Peterson, E.S.; Herchenroeder, J.; Bhave, R.R. Selective extraction of rare earth elements from permanent magnet scraps with membrane solvent extraction. Environ. Sci. Technol. 2015, 49, 9452–9459. [Google Scholar] [CrossRef] [PubMed]
- Dupont, D.; Binnemans, K. Recycling of rare earths from NdFeB magnets using a combined leaching/extraction system based on the acidity and thermomorphism of the ionic liquid [Hbet][Tf2N]. Green Chem. 2015, 17, 2150–2163. [Google Scholar] [CrossRef] [Green Version]
- Lai, W.; Liu, M.; Li, C.; Suo, H.L.; Yue, M. Recycling of a composite powder from NdFeB slurry by co-precipitation. Hydrometallurgy 2014, 150, 27–33. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Yang, Y.; Walton, A.; Buchert, M. Recycling of rare earths: A critical review. J. Clean. Prod. 2013, 51, 1–22. [Google Scholar] [CrossRef]
- USGS (2010–2016) Minerals Yearbook, Rare Earths. Available online: http://minerals.usgs.gov/minerals/pubs/commodity/rare_earths/index.html#myb (accessed on 29 May 2020).
- Alonso, E.; Sherman, A.M.; Wallington, T.J.; Everson, M.P.; Field, R.; Roth, R.; Kirchain, R.E. Evaluating rare earth element availability: A case with revolutionary demand from clean technologies. Environ. Sci. Technol. 2012, 46, 3406–3414. [Google Scholar] [CrossRef] [PubMed]
- Schulze, R.; Buchert, M. Estimates of global REE recycling potentials from NdFeB magnet material. Resour. Conserv. Recy. 2016, 113, 12–27. [Google Scholar] [CrossRef]
- Du, X.; Graedel, T.E. Global rare earth in-use stocks in NdFeB permanent magnets. J. Ind. Ecol. 2011, 15, 836–843. [Google Scholar] [CrossRef]
- Guyonnet, D.; Planchon, M.; Rollat, A.; Escalon, V.; Tuduri, J.; Charles, N.; Vaxelaire, S.; Dubois, D.; Fargier, H. Material flow analysis applied to rare earth elements in Europe. J. Clean. Prod. 2015, 107, 215–228. [Google Scholar] [CrossRef] [Green Version]
- Schɒler, D.; Buchert, M.; Liu, R.; Dittrich, S.; Merz, C. Study on Rare Earths and Their Recycling (Öko-Institut eV, Darmstadt); The Greens/EFA Group in the European Parliament: Brussels, Belgium, 2011. [Google Scholar]
- Rademaker, J.H.; Kleijn, R.; Yang, Y. Recycling as a strategy against rare earth element criticality: A systemic evaluation of the potential yield of NdFeB magnet recycling. Environ. Sci. Technol. 2013, 47, 10129–10136. [Google Scholar] [CrossRef]
- Seo, Y.; Morimoto, S. Comparison of dysprosium security strategies in Japan for 2010–2030. Resour. Policy 2014, 39, 15–20. [Google Scholar] [CrossRef]
- Gutfleisch, O.; Willard, M.A.; Bruck, E.; Chen, C.; Sankar, S.G.; Liu, J. Magnetic materials and devices for the 21st century: Stronger, lighter, and more energy efficient. Adv. Mater. 2011, 23, 821–842. [Google Scholar] [CrossRef] [PubMed]
- Critical Materials Strategy; U.S. Department of Energy, Advanced Research Projects Agency-Energy: Washington, DC, USA, 2010.
- Brown, D.; Ma, B.; Chen, Z. Developments in the processing and properties of NdFeb-type permanent magnets. J. Magn. Magn. Mater. 2002, 248, 432–440. [Google Scholar] [CrossRef]
- Zhou, S.; Dong, Q.; Gao, X. Sintered NdFeB Rare Earth Permanent Magnetic Materials and Technology; Metallurgical Industry Press: Beijing, China, 2011. [Google Scholar]
- Önal, M.A.R.; Borra, C.R.; Guo, M.X.; Blanpain, B.; Gerven, T.V. Hydrometallurgical recycling of NdFeB magnets: Complete leaching, iron removal and electrolysis. J. Rare Earth. 2017, 35, 574–584. [Google Scholar] [CrossRef]
- Gergoric, M.; Ekberg, C.; Foreman, M.R.S.J.; Steenari, B.-M.; Retegan, T. Characterization and leaching of neodymium magnet waste and solvent extraction of the rare-earth elements using TODGA. J. Sustain. Metall. 2017, 3, 638–645. [Google Scholar] [CrossRef] [Green Version]
- Itakura, T.; Sasai, R.; Itoh, H. Resource recycling from Nd-Fe-B sintered magnet by hydrothermal treatment. J. Alloy. Compd. 2006, 408–412, 1382–1385. [Google Scholar] [CrossRef]
- Chae, H.J.; Kim, Y.D.; Kim, B.S.; Kim, J.G.; Kim, T.S. Experimental investigation of diffusion behavior between molten Mg and Nd-Fe-B magnets. J. Alloy. Compd. 2014, 586, S143–S149. [Google Scholar] [CrossRef]
- Önal, M.A.R.; Aktan, E.; Borra, C.R.; Blanpain, B.; Gerven, T.V.; Guo, M.X. Recycling of NdFeB magnets using nitration, calcination and water leaching for REE recycling. Hydrometallurgy 2017, 167, 115–123. [Google Scholar] [CrossRef]
- Hoogerstraete, T.V.; Blanpain, B.; Gerven, T.V.; Binnemans, K. From NdFeB magnets towards the rare-earth oxides: A recycling process consuming only oxalic acid. RSC Adv. 2014, 4, 64099–64111. [Google Scholar] [CrossRef] [Green Version]
- Herbst, J.F.; Croat, J.J.; Pinkerton, F.E. Relationships between crystal structure and magnetic properties in Nd2Fe14B. Phys. Rev. B 1984, 29, 4176. [Google Scholar] [CrossRef] [Green Version]
- Chung, K.W.; Kim, C.J.; Yoon, H.S. Novel extraction process of rare earth elements from NdFeB powders via alkaline treatment. Arch. Metall. Mater. 2015, 60, 1301–1305. [Google Scholar] [CrossRef]
- Khlopkov, K.; Gutfleisch, O.; Eckert, D.; Hinz, D.; Wallb, B.; Rodewald, W.; Müller, K.-H.; Schultz, L. Local texture in Nd-Fe-B sintered magnets with maximised energy density. J. Alloy. Compd. 2004, 365, 259–265. [Google Scholar] [CrossRef]
- Makarova, I.; Soboleva, E.; Osipenko, M.; Kurilo, I.; Laatikainen, M.; Repo, E. Electrochemical leaching of rare-earth elements from spent NdFeB magnets. Hydrometallurgy 2020, 192, 105264. [Google Scholar] [CrossRef]
- Önal, M.A.R.; Borra, C.R.; Guo, M.; Blanpain, B.; Gerven, T.V. Recycling of NdFeB magnets using sulfation, selective roasting, and water leaching. J. Sustain. Metall. 2015, 1, 199–215. [Google Scholar] [CrossRef]
- Jha, M.K.; Kumari, A.; Panda, R.; Kumar, J.R.; Yoo, K.; Lee, J.Y. Review on hydrometallurgical recovery of rare earth metals. Hydrometallurgical 2016, 165, 2–26. [Google Scholar] [CrossRef]
- Jyothi, R.K.; Thenepalli, T.; Ahn, J.W.; Parhi, P.K.; Chung, K.W.; Lee, J.-Y. Review of rare earth elements recovery from secondary resources for clean energy technologies: Grand opportunities to create wealth from waste by saving energy. J. Clean. Prod. 2020, 267, 122048. [Google Scholar] [CrossRef]
- Kumari, A.; Panda, R.; Jha, M.K.; Kumar, J.R.; Lee, J.Y. Process development to recover rare earth metals from monazite mineral: A review. Miner. Eng. 2015, 79, 102–115. [Google Scholar] [CrossRef]
- Lee, J.C.; Kim, W.B.; Jeong, J.; Yoon, I.J. Extraction of neodymium from Nd-Fe-B magnet scraps by sulfuric Acid. J. Korean Inst. Met. Mater. 1998, 36, 967. [Google Scholar]
- Niinae, M.; Yamaugchi, K.; Nakahiro, Y. Study on recycling of rare earth magnet scrap. J. Mining Mater. Pro. Ins. 1994, 110, 337. [Google Scholar]
- Koyama, K.; Kitajima, A.; Tanaka, M. Selective leaching of rare-earth elements from an Nd-Fe-B magnet. Kidorui (Rare Earths) 2009, 54, 36–37. [Google Scholar]
- Koyama, K.; Tanaka, M. The Latest Technology Trend and Resource Strategy of Rare Earths; Machida, K., Ed.; CMC Press: Tokyo, Japan, 2011; pp. 127–131. [Google Scholar]
- Kumari, A.; Sinha, M.K.; Pramanik, S.; Sahu, S.K. Recovery of rare earths from spent NdFeB magnets of wind turbine: Leaching and kinetic aspects. Waste Manag. 2018, 75, 486–498. [Google Scholar] [CrossRef]
- Hoogerstraete, T.V.; Wellens, S.; Verachtert, K.; Binnemans, K. Removal of transition metals from rare earths by solvent extraction with an undiluted phosphonium ionic liquid: Separations relevant to rare-earth magnet recycling. Green Chem. 2013, 15, 919–927. [Google Scholar] [CrossRef] [Green Version]
- Hoogerstraete, T.V.; Binnemans, K. Highly efficient separation of rare earths from nickel and cobalt by solvent extraction with the ionic liquid trihexyl (tetradecyl) phosphonium nitrate: A process relevant to the recycling of rare earths from permanent magnets and nickel metal hydride batteries. Green Chem. 2014, 16, 1594–1606. [Google Scholar]
- Martina, O.; Amy, V.B.; Bart, B.; Koen, B. Selective roasting of Nd-Fe-B permanent magnets as a pretreatment step for intensifed leaching with an ionic liquid. J. Sustain. Metall. 2020, 6, 91–102. [Google Scholar]
- Rabatho, J.P.; Tongamp, W.; Takasaki, Y.; Haga, K.; Shibayama, A. Recycling of Nd and Dy from rare earth magnetic waste sludge by hydrometallurgical process. J. Mater. Cycles Waste 2012, 15, 171–178. [Google Scholar] [CrossRef]
- Kataoka, Y.; Ono, T.; Tsubota, M.; Kitagawa, J. Improved room-temperature-selectivity between Nd and Fe in Nd recovery from Nd-Fe-B magnet. AIP Adv. 2015, 5, 117212. [Google Scholar] [CrossRef]
- Yoon, H.S.; Kim, C.J.; Chung, K.W.; Jeon, S.; Park, I.; Yoo, K.; Jha, M.K. The effect of grinding and roasting conditions on the selective leaching of Nd and Dy from NdFeB magnet scraps. Metals 2015, 5, 1306–1314. [Google Scholar] [CrossRef]
- Xie, F.; Zhang, T.A.; Dreisinger, D.; Doyle, F. A critical review on solvent extraction of rare earths from aqueous solutions. Miner. Eng. 2014, 56, 10–28. [Google Scholar] [CrossRef]
- Venkatesan, P.; Vander Hoogerstraete, T.; Hennebel, T.; Binnemans, K.; Sietsma, J.; Yang, Y. Selective electrochemical extraction of REEs from NdFeB magnet waste at room temperature. Green Chem. 2018, 20, 1065–1073. [Google Scholar] [CrossRef] [Green Version]
- Venkatesan, P.; Sun, Z.H.I.; Sietsma, J.; Yang, Y. An environmentally friendly electro-oxidative approach to recover valuable elements from NdFeB magnet waste. Sep. Purif. Technol. 2018, 191, 384–391. [Google Scholar] [CrossRef]
- Venkatesan, P.; Vander Hoogerstraete, T.; Binnemans, K.; Sun, Z.; Sietsma, J.; Yang, Y. Selective extraction of rare-earth elements from NdFeB magnets by a room-temperature electrolysis pretreatment step. ACS Sustain. Chem. Eng. 2018, 6, 9375–9382. [Google Scholar] [CrossRef]
- Yoon, H.-S.; Kim, C.-J.; Chung, K.W.; Kim, S.-D.; Kumar, J.R. Process development for recovery of dysprosium from permanent magnet scraps leach liquor by hydrometallurgical techniques. Can. Metall. Q. 2015, 54, 318–327. [Google Scholar] [CrossRef]
- Yoon, H.-S.; Kim, C.-J.; Chung, K.W.; Kim, S.-D.; Kumar, J.R. Recovery process development for the rare earths from permanent magnets scraps leach liquors. J. Brazil. Chem. Soc. 2015, 26, 1143–1151. [Google Scholar] [CrossRef]
- Lyman, J.W.; Palmer, G.R. Recycling of rare earths and iron from NdFeB magnet scrap. High Temp. Mater. Proc. 1993, 11, 175–187. [Google Scholar]
- Lee, C.-H.; Chen, Y.J.; Liao, C.H.; Popuri, S.R.; TSAI, S.L.; Hung, C.E. Selective leaching process for neodymium recycling from scrap Nd-Fe-B magnet. Metall. Mater. Trans. A 2013, 44, 5825–5833. [Google Scholar] [CrossRef]
- Itakura, T.; Sasai, R.; Itoh, H. A novel recovery method for treating wastewater containing fluoride and fluoroboric acid. Bull. Chem. Soc. Jpn. 2006, 79, 1303–1307. [Google Scholar] [CrossRef]
- Itakura, T.; Sasai, R.; Itoh, H. In situ solid/liquid separation effect for high-yield recycling of boron and fluorine from aqueous media containing borate or fluoroborate ions. Bull. Chem. Soc. Jpn. 2007, 80, 2014–2018. [Google Scholar] [CrossRef]
- Auerbach, R.; Bokelmann, K.; Stauber, R.; Gutfleisch, O.; Schnell, S.; Ratering, S. Recycling of rare earth metals out of end of life magnets by bioleaching with various bacteria as an example of an intelligent recycling strategy. Miner. Eng. 2019, 134, 104–117. [Google Scholar] [CrossRef]
- Yoon, H.S.; Kim, C.J.; Lee, J.Y.; Kim, S.D.; Lee, J.C. Separation of neodymium from NdFeB permanent magnet scrap. J. Korean Inst. Resour. Recycl. 2003, 12, 57–63. [Google Scholar]
- Yoon, H.-S.; Kim, C.-J.; Chung, K.-W.; Kim, S.-D.; Lee, J.-Y.; Kumar, J.R. Solvent extraction, separation and recovery of the dysprosium (Dy) and neodymium (Nd) from aqueous solutions: Waste recycling strategies for permanent magnet processing. Hydrometallurgy 2016, 165, 27–43. [Google Scholar] [CrossRef]
- Reddy, B.R.; Kumar, J.R. Rare earths extraction, separation and recovery from phosphoric acid media. Solvent Extr. Ion Exc. 2016, 34, 226–240. [Google Scholar] [CrossRef]
- Gergoric, M.; Ravaux, C.; Steenari, B.-M.; Espegren, F.; Retegan, T. Leaching and Recovery of Rare-Earth Elements from Neodymium Magnet Waste Using Organic Acids. Metals 2018, 8, 721. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.Y.; Jha, A.K.; Kumari, A.; Kumar, J.R.; Jha, M.K.; Kumar, V. Neodymium recovery by precipitation from synthetic leach liquor of concentrated rare earth mineral. J. Metall. Mater. Sci. 2011, 53, 349–354. [Google Scholar]
- Sasai, R.; Shimamura, N. Technique for recovering rare-earth metals from spent sintered Nd-Fe-B magnets without external heating. J. Asian Ceram. Soc. 2018, 4, 155–158. [Google Scholar] [CrossRef] [Green Version]
- Kikuchi, Y.; Matsumiya, M.; Kawakami, S. Extraction of rare earth ions from Nd-Fe-B magnet wastes with TBP in Tricaprylmethylammonium nitrate. Solvent Extr. Dev. 2014, 21, 137–145. [Google Scholar] [CrossRef] [Green Version]
- Saito, T.; Sato, H.; Motegi, T. Recovery of rare earths from sludges containing rare-earth elements. J. Alloy. Compd. 2006, 425, 145–147. [Google Scholar] [CrossRef]
- Cai, J.; Dai, J.; Zhou, X. Thermodynamic analysis on preparation of zinc doped Co2-Y planar hexagonal ferrite powder by chemical co-precipitation method. Chin. J. Inorg. Chem. 2008, 24, 1943–1948. [Google Scholar]
- Su, J.; Su, Y.; Lai, Z. Thermodynamic analysis of preparation of multiple carbonate of Ni, Co and Mn by co-precipitation method. J. Chin. Ceram. Soc. 2006, 34, 695–698. [Google Scholar]
- Kołodyńska, D.; Hubicki, Z. Investigation of sorption and separation of lanthanides on the ion exchangers of various types. In Ion Exchange Technologies; Kilislioglu, A., Ed.; InTech: London, UK, 2012; ISBN 978-953-51-0836-8. [Google Scholar]
- Huang, L.H. Chemical Beneficiation; Metallurgical Industry Press: Beijing, China, 2012. [Google Scholar]
- Deshpande, S.M.; Mishra, S.L.; Gajankush, R.B.; Thakur, N.V.; Koppiker, K.S. Recovery of high purity Y2O3 by solvent extraction route using organo-phosphorus extractants. Miner. Process. Extr. Metall. Rev. Int. J. 1992, 10, 267–273. [Google Scholar] [CrossRef]
- Yin, S.; Wu, W.; Zhang, B.; Zhang, F.; Luo, Y.; Li, S.; Bian, X. Study on separation technology of Pr and Nd in D2EHPA-HCl-LA coordination extraction system. J. Rare Earths 2012, 28, 111–115. [Google Scholar] [CrossRef]
- Lee, M.-S.; Lee, J.Y.; Kim, J.S.; Lee, G.S. Solvent extraction of neodymium ions from hydrochloric acid solution using PC88A and saponified PC88A. Sep. Purif. Technol. 2005, 46, 72–78. [Google Scholar] [CrossRef]
- El-Kot, A.M. Solvent extraction of neodymium, europium and thulium by di-(2-ethylhexyl) phosphoric acid. J. Radioanal. Nucl. Chem. 1993, 170, 207–214. [Google Scholar] [CrossRef]
- Onoda, H.; Nakamura, R. Recycling of neodymium from an iron–neodymium solution using phosphoric acid. J. Environ. Chem. Eng. 2014, 2, 1186–1190. [Google Scholar] [CrossRef]
- Preston, J.S.; Preez, A.C. The separation of europium from a middle rare earth concentrate by combined chemical reduction, precipitation and solvent-extraction methods. J. Chem. Technol. Biot. 1996, 65, 93–101. [Google Scholar] [CrossRef]
- Maharana, L.N.; Nair, V.R. Production of value added rare earths from monazite by solvent extraction. In Light Metals; Kvande, H., Ed.; TMS 2005: Warrendale, PA, USA, 2005; pp. 1163–1166. [Google Scholar]
- Mohammadi, M.; Forsberg, K.; Kloo, L.; Cruz, J.M.D.L.; Rasmuson, A. Separation of ND(III), DY(III) and Y(III) by solvent extraction using D2EHPA and EHEHPA. Hydrometallurgy 2015, 156, 215–224. [Google Scholar] [CrossRef]
- Sarangi, K.; Reddy, B.R.; Das, R.P. Extraction studies of cobalt(II) and nickel(II) from chloride solutions using Na-Cyanex 272: Separation of Co(II)/Ni(II) by the sodium salts of D2EHPA, PC88A and Cyanex 272 and their mixtures. Hydrometallurgy 1999, 52, 253–265. [Google Scholar] [CrossRef]
- Thakur, N.V.; Jayawant, D.V.; Iyer, N.S.; Koppiker, K.S. Separation of neodymium from lighter rare earths using alkyl phosphonic acid, PC88A. Hydrometallurgy 1993, 34, 99–108. [Google Scholar] [CrossRef]
- Devi, N.B.; Nathsarma, K.C.; Chakravortty, V. Separation and recycling of cobalt(II) and nickel(II) from sulphate solutions using sodium salts of D2EHPA, PC88A and Cyanex 272. Hydrometallurgy 1999, 49, 47–61. [Google Scholar] [CrossRef]
- Devi, N.B.; Nathsarma, K.C.; Chakravortty, V. Separation of divalent manganese and cobalt ions from sulphate solutions using sodium salts of D2EHPA, PC88A and Cyanex 272. Hydrometallurgy 2000, 54, 117–131. [Google Scholar] [CrossRef]
- Padhan, E.; Sarangi, K. Solvent extraction of Nd using organo-phosphorus extractants from chloride media. Chem. Technol. Biotechnol. 2015, 90, 1869–1875. [Google Scholar] [CrossRef]
- Pavóna, S.; Fortunya, A.; Collb, M.T.; Sastrec, A.M. Neodymium recovery from NdFeB magnet wastes using Primene 81R·Cyanex 572 IL by solvent extraction. J. Environ. Manag. 2018, 222, 359–367. [Google Scholar] [CrossRef] [PubMed]
- Rice, A.C.; Stone, C.A. Amines in Liquid–Liquid Extraction of Rare Earth Elements; US Department of the Interior, Bureau of Mines: Washington, DC, USA, 1961; p. 5923.
- Hsu, K.H.; Huang, C.H.; King, T.C.; Li, P.K. Separation of praseodymium and neodymium in high purity (99.9%) by counter-current exchange extraction and its mechanism. In Proceedings of the International Solvent Extraction Conference’80 (ISEC’80), Liege, Belgium, 6–12 September 1980; Society of Chemical Industry: London, UK; Volume 2, pp. 80–82. [Google Scholar]
- El-Yamani, I.S.; Shabana, E.L. Solvent extraction of lanthanum(III) from sulfuric acid solutions by Primene JMT. J. Less-Common Metals 1985, 105, 255–261. [Google Scholar] [CrossRef]
- Huang, C.H.; Jin, T.Z.; Li, B.G.; Li, J.R.; Xu, G.X. Studies on extraction mechanism of the rare earths with quaternary ammonium salts. In Proceedings of the International Solvent Extraction Conference—ISEC’86; Dechema: Frankfurt, Germany, 1986; pp. 215–221. [Google Scholar]
- Cerna, M.; Volaufova, E.; Rod, V. Extraction of light rare earth elements by amines at high inorganic nitrate concentration. Hydrometallurgy 1992, 28, 339–352. [Google Scholar] [CrossRef]
- Lu, D.; Horing, J.S.; HOH, Y.C. The separation of neodymium by quaternary amine form didymium nitrate solution. J. Less-Common Metals 1989, 149, 219–224. [Google Scholar] [CrossRef]
- Preston, J.S. The recycling of rare earth oxides from a phosphoric acid byproduct, Part 4: The preparation of magnet-grade neodymium oxide from the light rare earth fraction. Hydrometallurgy 1996, 42, 151–167. [Google Scholar] [CrossRef]
- Mincher, B. Radiation chemistry in the reprocessing and recycling of spent nuclear fuels. In Reprocessing and Recycling of Spent Nuclear Fuel; Taylor, R., Ed.; Elsevier: Cambridge, UK, 2015; pp. 191–213. [Google Scholar]
- Tachimori, S.; Sasaki, Y.; Suzuki, S. Modification of TODGA-n-dodecane solvent with a monoamide for high loading of lanthanides(III) and actinides(III). Solvent Extr. Ion. Exch. 2002, 20, 687–699. [Google Scholar] [CrossRef]
- Marcus, Y. Principles of Solubility and Solutions. In Solvent Extraction Principles and Practise, 2nd ed.; Rydberg, J., Cox, M., Musicas, C., Choppin, G.R., Eds.; Marcel Dekker: New York, NY, USA, 2004; pp. 27–81. [Google Scholar]
- Kim, D. A supported liquid membrane system for the selective recycling of rare earth elements from neodymium-based permanent magnets. Sep. Sci. Technol. 2017, 51, 1716–1726. [Google Scholar] [CrossRef]
- Wang, X.; Li, W.; Meng, S.; Li, D. The extraction of rare earths using mixtures of acidic phosphorus based reagents or their thio-analogues. J. Chem. Technol. Biot. 2006, 81, 761–766. [Google Scholar] [CrossRef]
- Santhi, P.B.; Reddy, M.L.P.; Ramamohan, T.R.; Damodaran, A.D. Liquid-liquid extraction of yttrium (III) with mixtures of organophosphorous extractants: Theoretical analysis of extraction behavior. Hydrometallurgy 1991, 27, 169–177. [Google Scholar] [CrossRef]
- Tian, M.; Song, N.; Wang, D.; Quan, X.; Jia, Q.; Liao, W.; Lin, L. Applications of the binary mixture of sec-octylphenoxyacetic acid and 8-hydroxyquinoline to the extraction of rare earth elements. Hydrometallurgy 2012, 111–112, 109–113. [Google Scholar] [CrossRef]
- Tian, M.; Jia, Q.; Liao, W. Studies on synergistic solvent extraction of rare earth elements from nitrate medium by mixtures of 8-hydroxyquinoline with Cyanex 301 or Cyanex 302. J. Rare Earth. 2013, 31, 604–608. [Google Scholar] [CrossRef]
- Huang, X.; Li, J.; Zhang, Y.; Long, Z.; Wang, C.; Xue, X. Synergistic extraction of Nd3+ and Sm3+ with the mixtures of P204 and P507 in acidic sulfate solutions. Chin. J. Nonferrous Met. 2008, 18, 366–371. [Google Scholar]
- Luo, X.; Huang, X.; Zhu, Z.; Long, Z.; Liu, Y. Synergistic extraction of cerium from sulfuric acid medium using mixture of 2-ethylhexyl phosphonic acid mono 2-ethylhexyl ester and Di-(2-ethyl hexyl) phosphoric acid as extractant. J. Rare Earth. 2009, 27, 119–122. [Google Scholar] [CrossRef]
- Baes, C.F.J. The extraction of metallic species by dialkylphosphoric acids. J. Inorg. Nucl. Chem. 1962, 24, 707–720. [Google Scholar] [CrossRef]
- Sato, T. Liquid–liquid extraction of rare-earth elements from aqueous acid solutions by acid organophosphorous compounds. Hydrometallurgy 1989, 22, 121–140. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, L.; Huang, X.; Dong, D.; Long, Z.; Zhang, Y. Yttrium extraction from chloride solution with a synergistic system of 2-ethylhexyl phosphonic acid mono-(2-ethylhexyl) ester and bis (2, 4, 4-trimethylpentyl) phosphinic acid. Hydrometallurgy 2014, 147–148, 7–12. [Google Scholar] [CrossRef]
- Zhang, F.; Wu, W.; Bian, X.; Zeng, W. Synergistic extraction and separation of lanthanum (III) and cerium (III) using a mixture of 2-ethylhexylphosphonic mono-2-ethylhexyl ester and di-2-ethylhexyl phosphoric acid in the presence of two complexing agents containing lactic acid and citric acid. Hydrometallurgy 2014, 149, 238–243. [Google Scholar] [CrossRef]
- Panda, N.; Devi, N.B.; Mishra, S. Extraction of neodymium(III) using binary mixture of Cyanex 272 and Cyanex 921/Cyanex 923 in kerosene. J. Radioanal. Nucl. Chem. 2013, 296, 1205–1211. [Google Scholar] [CrossRef]
- Liu, Y.; Jeon, H.S.; Lee, M.S. Solvent extraction of Pr and Nd from chloride solution by the mixtures of Cyanex 272 and amine extractants. Hydrometallurgy 2014, 150, 61–67. [Google Scholar] [CrossRef]
- Kumar, B.N.; Reddy, B.R.; Kantam, M.L.; Kumar, J.R.; Lee, J.Y. Synergistic solvent extraction of neodymium(iii) from chloride solutions using a mixture of triisooctylamine and bis(2,4,4-Trimethylpentyl) monothiophosphinic acid. Sep. Sci. Technol. 2014, 49, 130–136. [Google Scholar] [CrossRef]
- El-Nadi, Y.A. Lanthanum and neodymium from Egyptian monazite: Synergistic extractive separation using organophosphorus reagents. Hydrometallurgy 2012, 119–120, 23–29. [Google Scholar] [CrossRef]
- Huddleston, J.G.; Willauer, H.D.; Swatloski, R.P.; Visser, A.E.; Rogers, R.D. Room temperature ionic liquids as novel media for ‘clean’ liquid–liquid extraction. Chem. Commun. 1998, 16, 1765–1766. [Google Scholar] [CrossRef]
- Nakashima, F.; Maruyama, T.; Goto, M. Feasibility of ionic liquids as alternative separation media for industrial solvent extraction processes. Ind. Eng. Chem. Res. 2005, 44, 4368–4372. [Google Scholar] [CrossRef]
- Billard, I.; Ouadi, A.; Gaillard, C. Liquid-liquid extraction of actinides, lanthanides, and fission products by use of ionic liquids: From discovery to understanding. Anal. Bioanal. Chem. 2011, 400, 1555–1566. [Google Scholar] [CrossRef]
- Wei, G.; Yang, Z.; Chen, C. Room temperature ionic liquid as a novel medium for liquid/liquid extraction of metal ions. Anal. Chim. Acta 2003, 488, 183–192. [Google Scholar] [CrossRef]
- Zuo, Y.; Liu, Y.; Chen, J.; Li, D.Q. The separation of cerium(IV) from nitric acid solutions containing thorium(IV) and lanthanides(III) using pure [C8mim]PF6 as extracting phase. Ind. Eng. Chem. Res. 2008, 47, 2349–2355. [Google Scholar] [CrossRef]
- Wang, K. Recovery of rare earth elements with ionic liquids. Green Chem. 2017, 19, 4469–4493. [Google Scholar] [CrossRef]
- Rout, A.; Binnemans, K. Influence of the ionic liquid cation on the solvent extraction of trivalent rare-earth ions by mixtures of Cyanex 923 and ionic liquids. Dalton Trans. 2015, 44, 1379–1387. [Google Scholar] [CrossRef] [Green Version]
- Jensen, M.P.; Neuefeind, J.; Beitz, J.V.; Skanthakumar, S.; Soderholm, L. Mechanisms of metal ion transfer into room-temperature ionic liquids: The role of anion exchange. J. Am. Chem. Soc. 2003, 125, 15466–15473. [Google Scholar] [CrossRef]
- Fukikoa, K.; Yousuke, S.; Yuzo, B.; Yusuke, K.; Kojiro, S.; Noiho, K.; Masahiro, G. Application of ionic liquids to extraction separation of rare earth metals with an effective diglycol amic acid extractant. J. Chem. Eng. Jpn. 2011, 44, 307–312. [Google Scholar]
- Yang, H.; Wang, W.; Cui, H.; Chen, J. Extraction mechanism of rare earths with bifuncional ionic liquids (Bif-ILs) [A336][CA-12]/[A336][CA-100] in nitrate medium. Chin. J. Anal. Chem. 2011, 39, 1561–1566. [Google Scholar] [CrossRef]
- Rout, A.; Kotlarska, J.; Dehaen, W.; Binnemans, K. Liquid–liquid extraction of neodymium(III) by dialkylphosphate ionic liquids from acidic medium: The importance of the ionic liquid cation. Phys. Chem. Chem. Phys. 2013, 15, 16533–16541. [Google Scholar] [CrossRef] [Green Version]
- Qi, G.; Hino, M.; Yazawa, A. Experimental study on the reduction-diffusion process to produce Fe-Nd, Fe-Sm, Co-Nd and Co-Sm alloys. Mater. Trans. JIM 1990, 31, 463–470. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Chen, J.; Li, D. Application and perspective of ionic liquids on rare earths green separation. Sep. Sci. Technol. 2012, 47, 223–232. [Google Scholar] [CrossRef]
- Rout, A.; Binnemans, K. Solvent extraction of neodymium(III) by functionalized ionic liquid trioctylmethylammonium dioctyl diglycolamate in fluorine-free ionic liquid diluent. Ind. Eng. Chem. Res. 2014, 53, 6500–6508. [Google Scholar] [CrossRef]
- Wang, W.; Yang, H.; Cui, H.; Zhang, D.; Liu, Y.; Chen, J. Application of bifunctional ionic liquid extractants [A336][CA-12] and [A336][CA-100] to the lanthanum extraction and separation from rare earths in the chloride medium. Ind. Eng. Chem. Res. 2011, 50, 7534–7541. [Google Scholar] [CrossRef]
- Rout, A.; Karmakar, S.; Venkatesan, K.A.; Srinivasan, T.G.; Vasudeva, P.R. Room temperature ionic liquid diluent for the mutual separation of europium(III) from americium(III). Sep. Purif. Technol. 2011, 81, 109–115. [Google Scholar] [CrossRef]
- Sun, X.; Ji, Y.; Hu, F.; He, B.; Chen, J.; Li, D. The inner synergistic effect of bifunctional ionic liquid extractant for solvent extraction. Talanta 2010, 81, 1877–1883. [Google Scholar] [CrossRef] [PubMed]
- Sun, X.; Waters, K.E. The adjustable synergistic effects between acid-base coupling bifunctional ionic liquid extractants for rare earth separation. AICHE J. 2014, 60, 3859–3868. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Advantages | Disadvantages |
|---|---|---|
| Direct re-use in current form/shape |
|
|
| Reprocessing of alloys to magnets after hydrogen decrepitation |
|
|
| Pyrometallurgical methods |
|
|
| Gas-phase extraction |
|
|
| Hydrometallurgical methods |
|
|
| Typical | Nd | Fe | B | Pr | Dy | Co | Sm | La | Nb | Gd | Tb | Cu | Al | Ni | Refs. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Low REE sscraps | 10.70 | 79.20 | 5.75 | 2.68 | 0.43 | 0.79 | - | - | - | - | - | 0.11 | 0.19 | - | [16] |
| 14.00 | 78.00 | 6.00 | - | 0.60 | - | - | - | 0.40 | - | - | - | 0.70 | - | [19] | |
| Medium REEs scraps | 26.10 | 63.50 | 0.73 | 0.68 | 2.68 | 2.99 | - | - | - | 0.02 | - | - | 0.35 | - | [51] |
| 25.38 | 61.09 | 1.00 | 2.62 | 1.08 | 1.42 | - | - | - | - | - | - | 0.95 | 2.03 | [52] | |
| 28.00 | 68.00 | 1.00 | - | 1.00 | - | - | - | - | - | - | - | 1.00 | [53] | ||
| 23.70 | 66.10 | 0.91 | 0.12 | 2.42 | 3.34 | - | - | - | - | - | - | 3.00 | [13] | ||
| 24.43 | 64.07 | 0.97 | - | - | 1.67 | - | - | 0.37 | - | - | 0.15 | 0.20 | - | [54] | |
| 21.00 | 70.60 | 1.04 | - | 6.30 | 0.57 | - | - | - | - | - | 0.15 | - | - | [8] | |
| High REEs scraps | 19.40 | 66.30 | 0.96 | 6.43 | 5.21 | - | 0.77 | - | - | - | - | - | - | 0.87 | [31] |
| 30.73 | 61.60 | 0.96 | 4.39 | - | - | - | 1.58 | - | - | - | - | 0.83 | - | [25] | |
| 18.80 | 63.90 | 1.02 | 5.98 | 5.93 | 0.42 | - | - | - | 1.51 | - | - | 1.04 | [55] | ||
| 25.95 | 58.16 | 1.00 | 0.34 | 4.21 | 4.22 | - | - | - | - | - | - | 0.34 | 0.02 | [34] | |
| 25.95 | 58.16 | 1.00 | 0.07 | 4.21 | 4.22 | - | - | 0.83 | - | - | - | 0.34 | 0.02 | [56] | |
| 22.57 | 67.15 | 0.98 | 7.10 | 0.79 | 0.74 | - | - | - | - | 0.41 | - | - | - | [14] |
| Methods. | Advantages | Disadvantages |
|---|---|---|
| Precipitation | Low cost The process is simple | Low recovery Product is impurity Hard to obtain single REE |
| Solvent extraction | High recovery Can obtain high purity single REE | High cost The process is complicate Generation of large amount of waste |
| Ionic liquids extraction | High recovery Can obtain high purity single REE Efficient Environmentally friendly | High cost It is difficult to prepare ionic liquids system |
| Reagents Class | Extractants | Chemical Name | Structure |
|---|---|---|---|
| Acidic extractant | D2EHPA | Di-2-ethylhexyl phosphoric acid |  |
| EHEHPA | 2-ethylhexylphosphonic acid mono-2-ethylhexyl ester |  | |
| PC88A | 2-Ethylhexyl phosphonic acid mono 2-ethylhexyl ester |  | |
| Cyanex 302 | Bis(2,4,4-trimethylpentyl) monothiophosphinic acid |  | |
| Cyanex 272 | Di-2,4,4,-trimethylpentyl phosphinic acid |  | |
| Anion extractant | Aliquat 336 | Tri-octyl methylammonium chloride |  |
| Neutral extractant | TBP | Tri-n-butyl phosphate |  |
| TODGA | Tetraoctyldigylcol amide |  |
| Rare Earths Pair | DEHPA | PC88A |
|---|---|---|
| Ce/La | 2.98 | 6.83 |
| Pr/Ce | 2.05 | 2.03 |
| Nd/Pr | 1.38 | 1.55 |
| Sm/Nd | 6.58 | 10.60 |
| Eu/Sm | 1.90 | 2.30 |
| Gd/Eu | 1.43 | 1.50 |
| Tb/Gd | 0.93 | 5.80 |
| Dy/Tb | 2.40 | 2.82 |
| Ho/Dy | 1.90 | 2.00 |
| Er/Ho | 2.25 | 2.73 |
| Er/Y | 1.37 | 1.43 |
| Tm/Er | 2.90 | 3.34 |
| Yb/Tm | 3.09 | 3.56 |
| Lu/Yb | 1.86 | 1.78 |
| Extractant | Hydrochloric Acid Media | Nitric Acid Media | ||
|---|---|---|---|---|
| D | DIL/Dmix | D | DIL/Dmix | |
| A336 + P204 | 0.071 | 27.86 | 0.912 | 23.79 |
| [A336][P204] | 1.97 | - | 21.7 | - |
| A336 + P507 | 0.192 | 13.28 | 0.269 | 70.63 |
| [A336][P507] | 2.55 | - | 19 | - |
| A336 + CA-12 | 0.169 | 3.04 | 0.067 | 19.79 |
| [A336][CA-12] | 0.513 | - | 1.33 | - |
| A336 + CA-100 | 0.054 | 8.28 | 0.055 | 15.57 |
| [A336][CA-100] | 0.445 | - | 0.855 | - |
| A336 + Cyanex272 | 0.928 | 2.55 | 0.912 | 3.44 |
| [A336][Cyanex272] | 2.37 | - | 3.14 | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Gu, F.; Su, Z.; Liu, S.; Anderson, C.; Jiang, T. Hydrometallurgical Recovery of Rare Earth Elements from NdFeB Permanent Magnet Scrap: A Review. Metals 2020, 10, 841. https://doi.org/10.3390/met10060841
Zhang Y, Gu F, Su Z, Liu S, Anderson C, Jiang T. Hydrometallurgical Recovery of Rare Earth Elements from NdFeB Permanent Magnet Scrap: A Review. Metals. 2020; 10(6):841. https://doi.org/10.3390/met10060841
Chicago/Turabian StyleZhang, Yuanbo, Foquan Gu, Zijian Su, Shuo Liu, Corby Anderson, and Tao Jiang. 2020. "Hydrometallurgical Recovery of Rare Earth Elements from NdFeB Permanent Magnet Scrap: A Review" Metals 10, no. 6: 841. https://doi.org/10.3390/met10060841
APA StyleZhang, Y., Gu, F., Su, Z., Liu, S., Anderson, C., & Jiang, T. (2020). Hydrometallurgical Recovery of Rare Earth Elements from NdFeB Permanent Magnet Scrap: A Review. Metals, 10(6), 841. https://doi.org/10.3390/met10060841