Effect of B2O3 on the Sintering Process of Vanadium–Titanium Magnet Concentrates and Hematite

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Methods
2.2.1. Sintering Pot Test Procedure
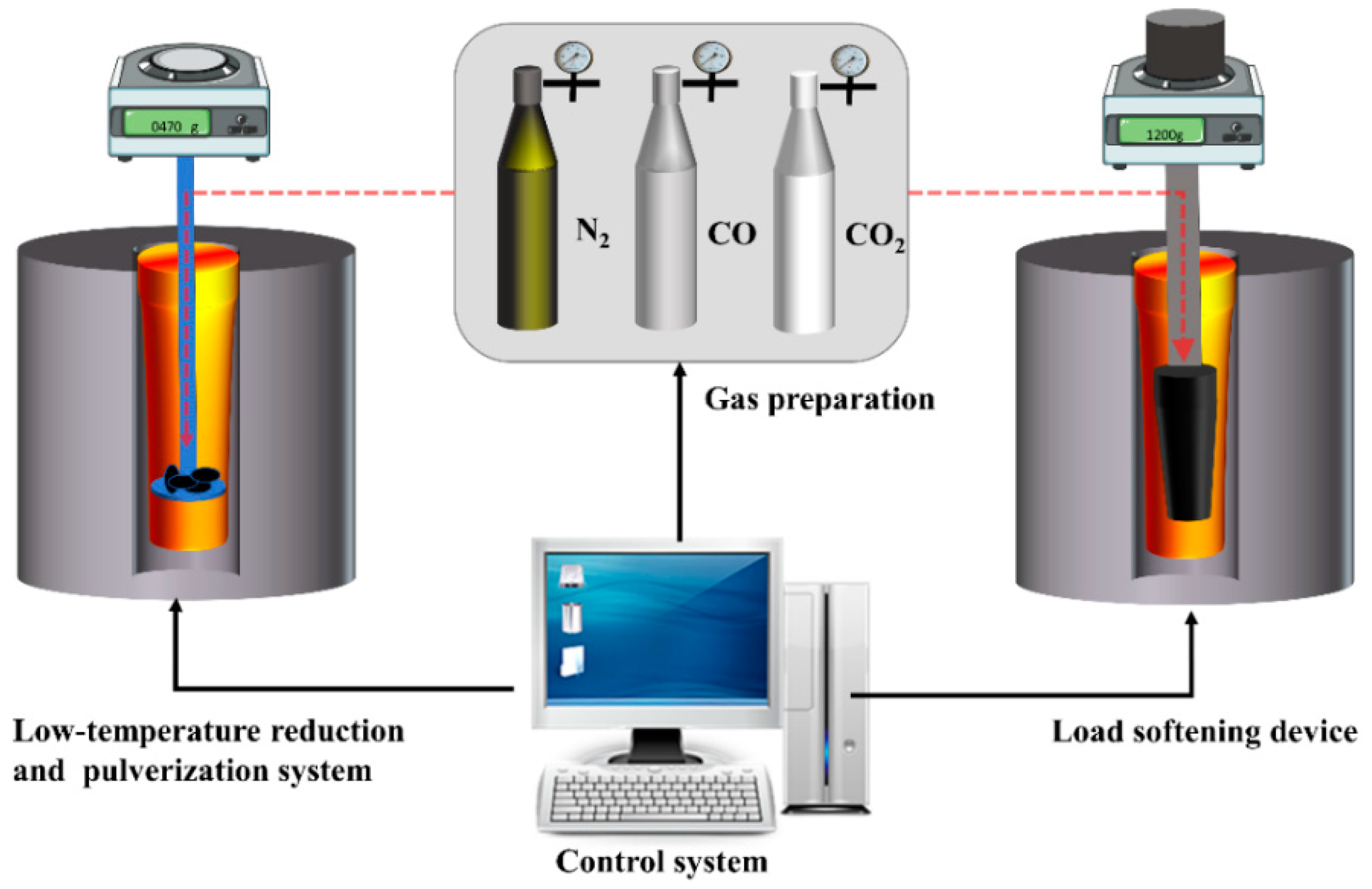
2.2.2. Metallurgical Performance Experiment
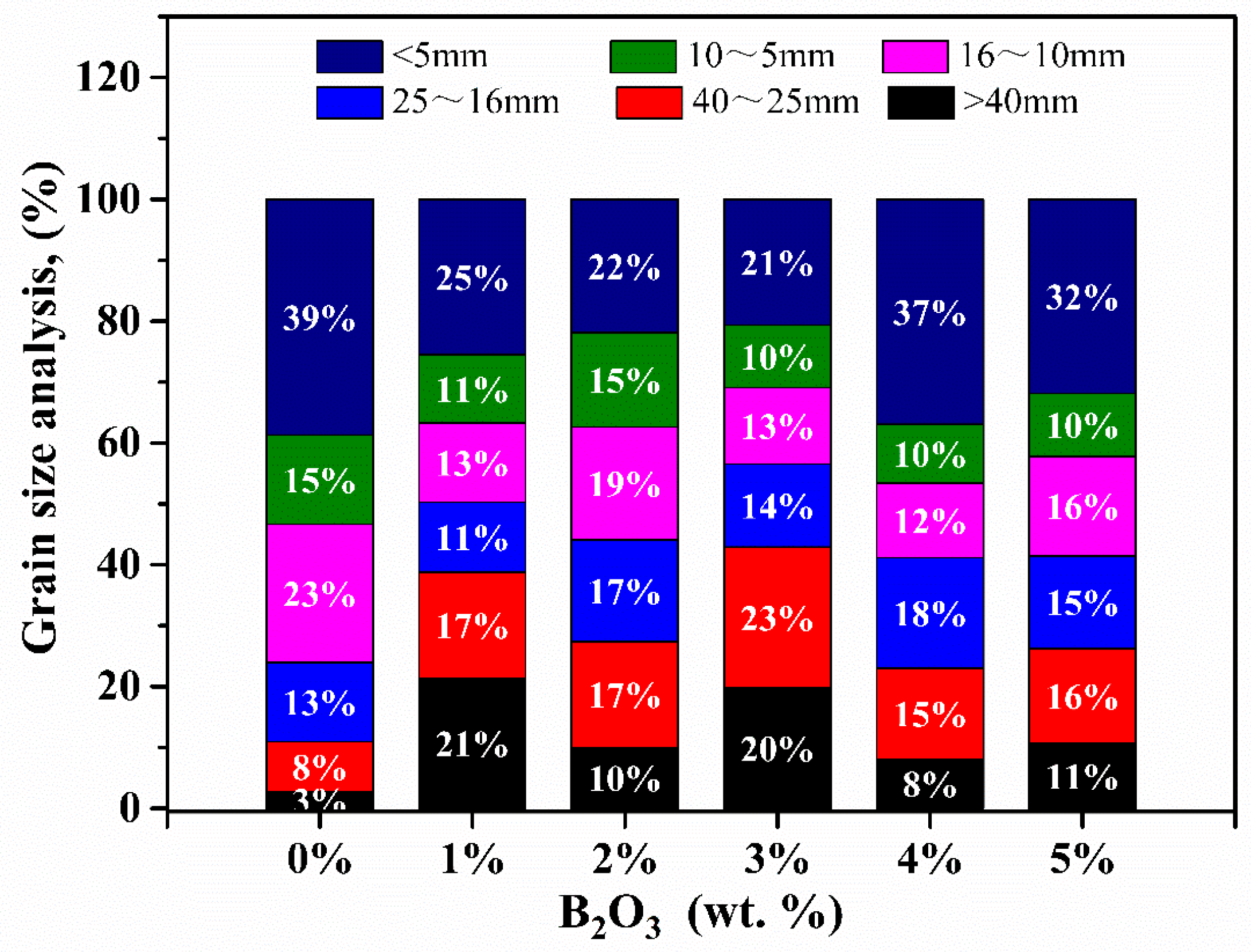
- Low-temperature reduction pulverization experiment
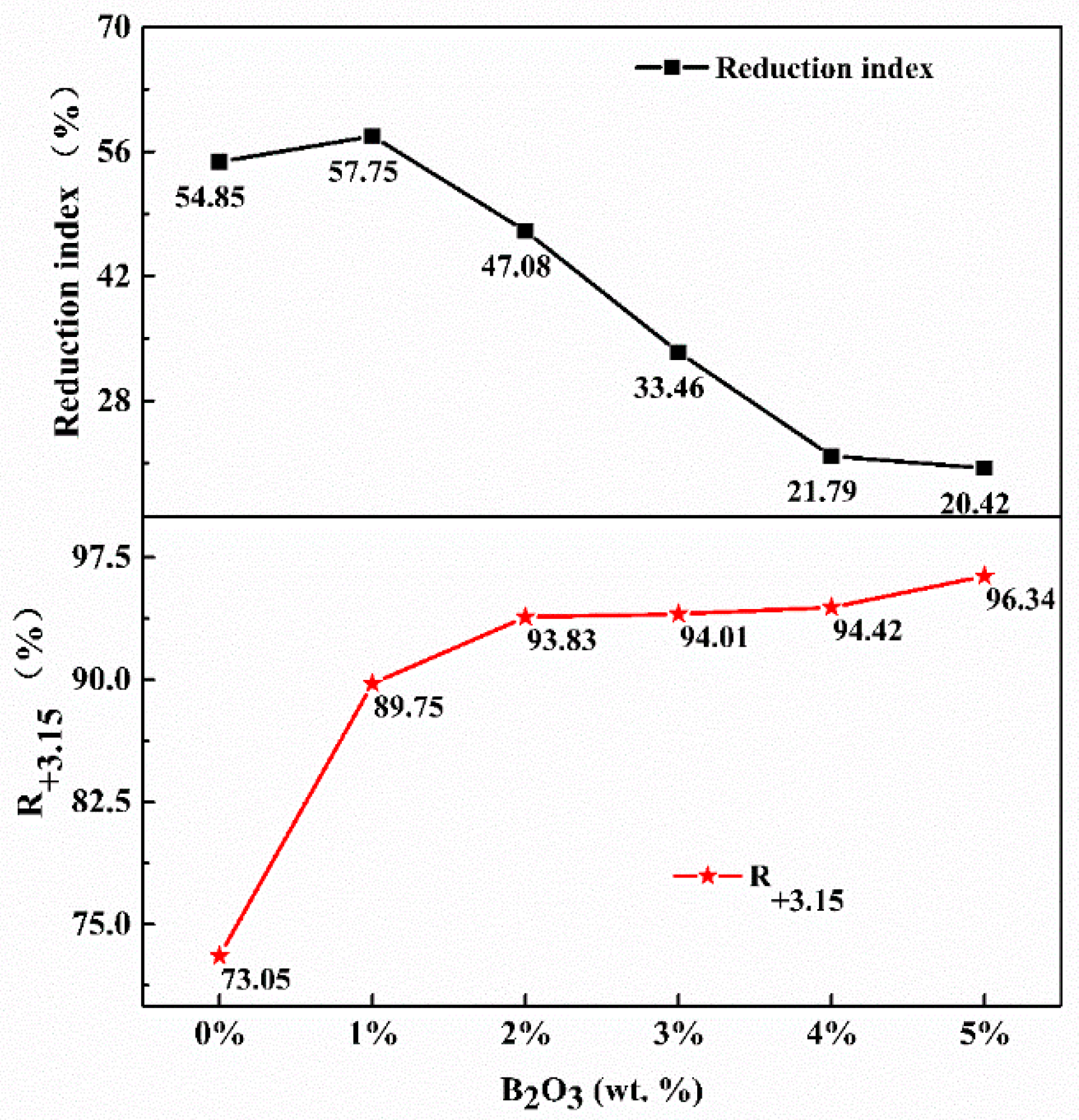
- Reduction index experiment
- Softening and drip test under load
3. Results and Discussion
3.1. Experimental Indicators of H-VTM Sinter of Different B2O3 Addition
3.2. Changes in the Metallurgical Properties of the Samples for Different B2O3 Contents
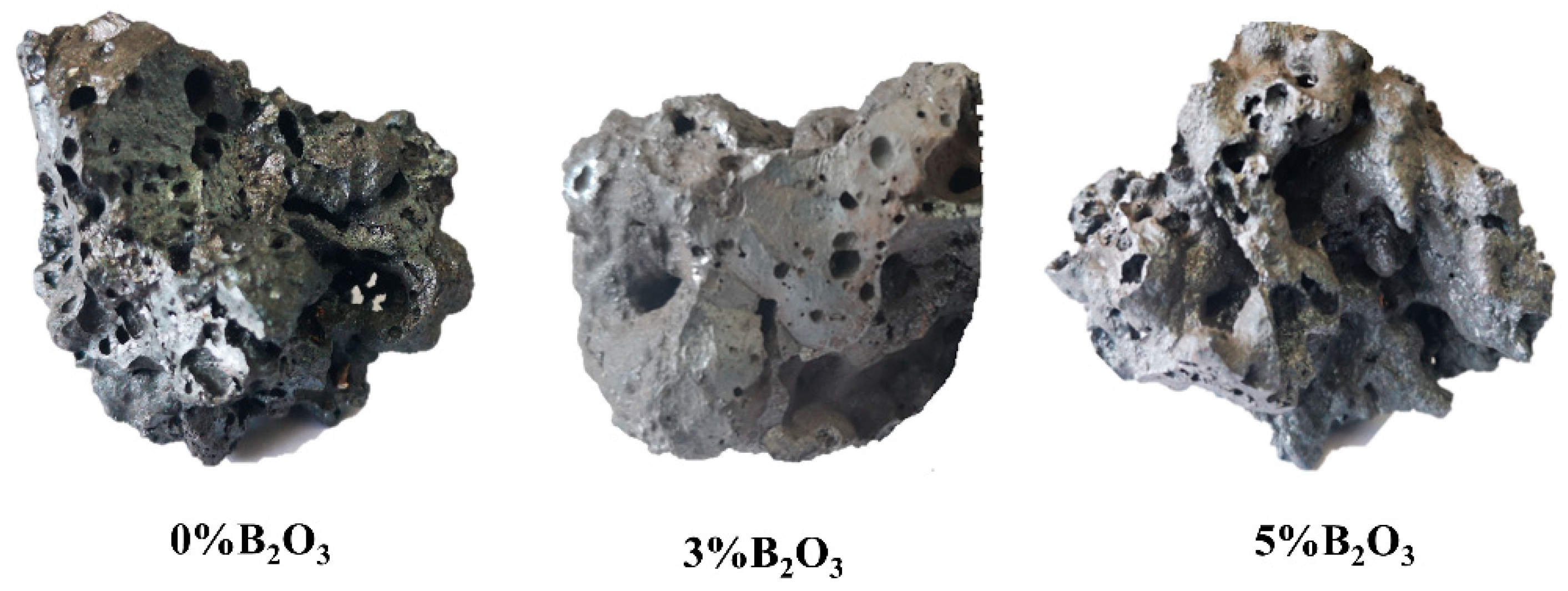
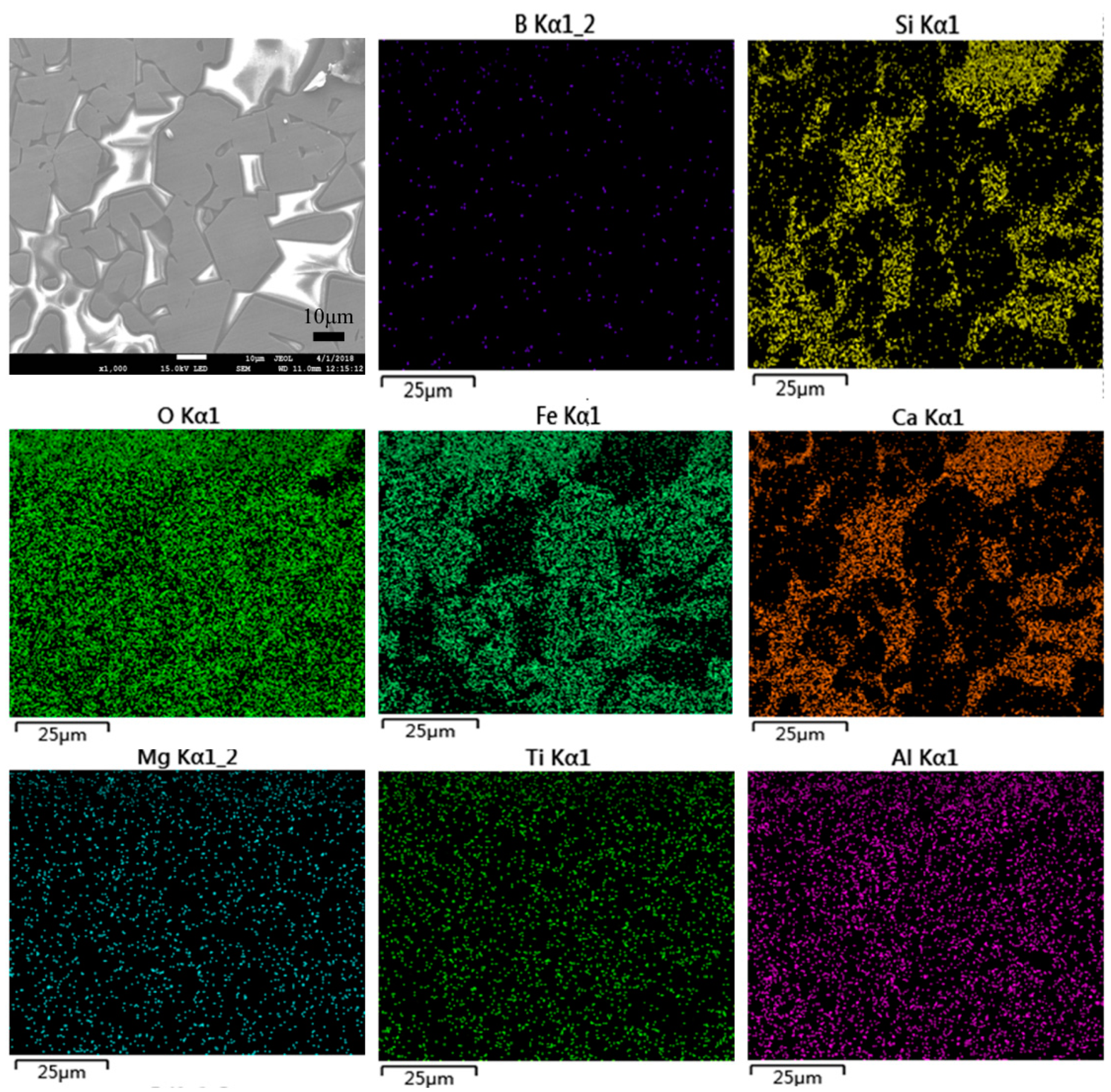
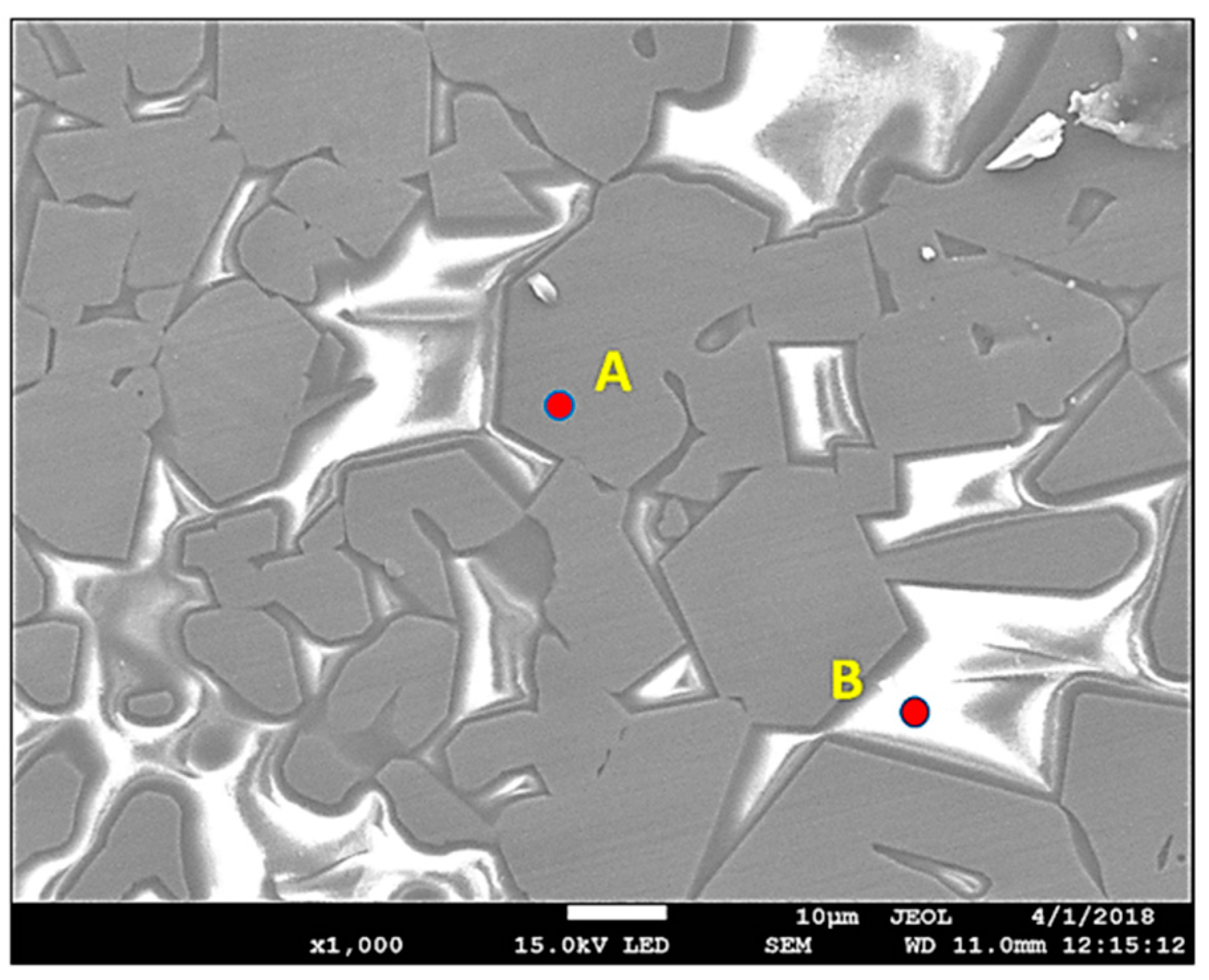
3.3. Changes in the Microstructure of the Samples for Different B2O3 Contents
4. Conclusions
- With B2O3 addition, the mechanical strength of the sinter first increased and then decreased, showing a maximum drum strength of 58% at 3.0% addition.
- B2O3 addition significantly improved the low-temperature reduction pulverization of the sinter. However, when more than 1.0% was added, the improvement was limited. A low ratio of B2O3 was found to improve the reduction degree of the vanadium–titanium sinter, but large additions strongly reduced the reduction degree.
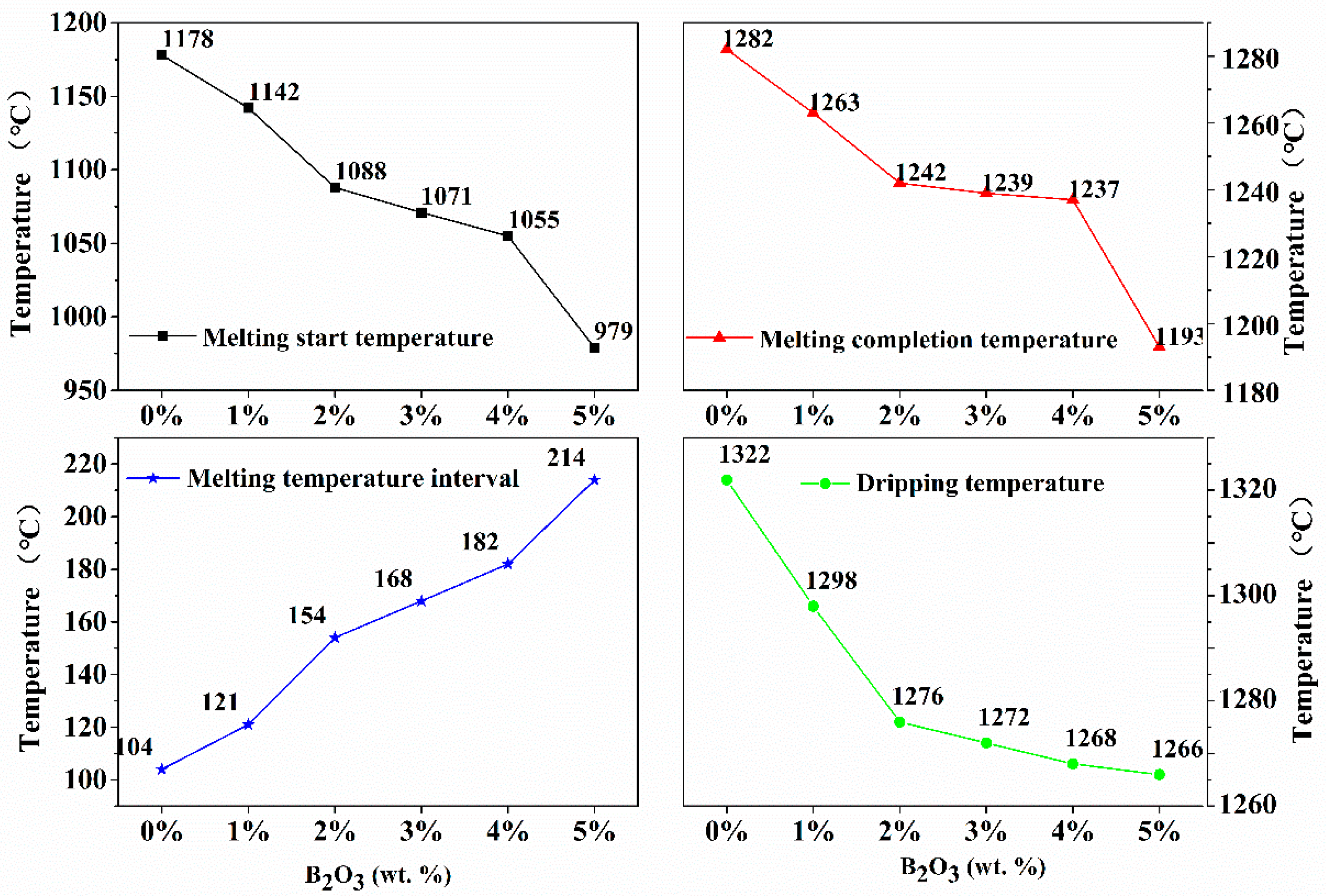
- B2O3 addition yielded lower softening start and end temperatures of the sinter, and the softening interval grew significantly.
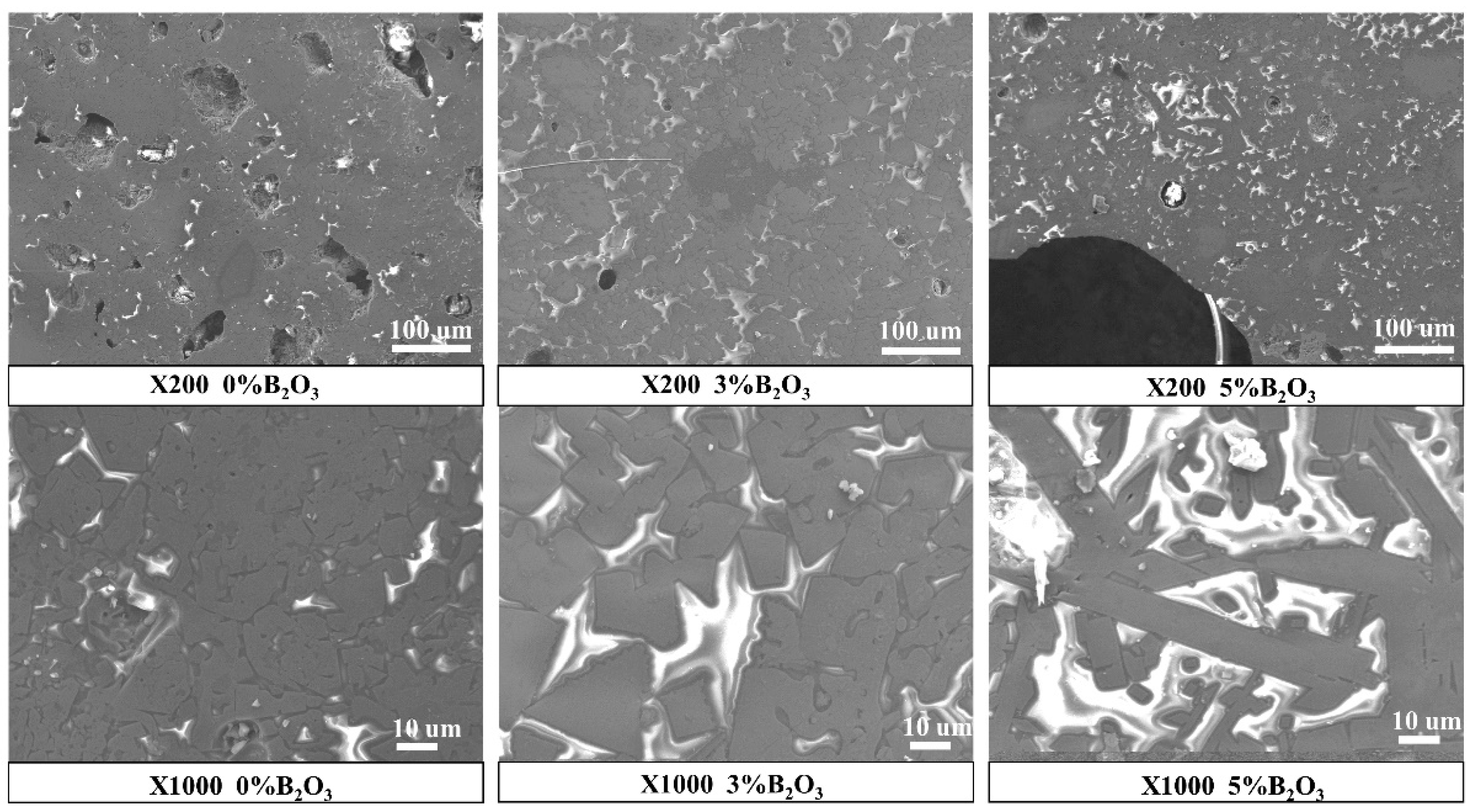
- B2O3 addition changed the microstructure of the sinter from a large plate-like structure to a particle- and point-like structure. The total porosity was small, the diameter of the pores was large, and the number of cracks decreased.
Author Contributions
Funding
Conflicts of Interest
References
- Tang, W.; Yang, S.; Cheng, G.; Gao, Z.; Yang, H.; Xue, X. Effect of TiO2 on the Sintering Behavior of Chromium-Bearing Vanadium–Titanium Magnetite. Minerals 2018, 8, 263. [Google Scholar] [CrossRef] [Green Version]
- Qie, Y.N.; Lv, Q.; Zhang, X.S.; Liu, X.J.; Sun, Y.P. Effect of TiO2 content on microstructure of sinter. J. Iron Steel Res. 2015, 27, 21–25. [Google Scholar]
- Bristow, N.J.; Loo, C.E. Sintering Properties of lron Ore Mixes Containing Titanium. ISIJ Int. 1992, 32, 819–828. [Google Scholar] [CrossRef]
- Zhou, M.; Yang, S.T.; Jiang, T. Influence of basicity on high-chromium vanadium–titanium magnetite sinter properties productivity and mineralogy. JOM 2015, 67, 1203–1213. [Google Scholar] [CrossRef]
- Cores, A.; Babich, A.; Muñiz, M.; Ferreira, S.; Mochon, J. The Influence of Different Iron Ores Mixtures Composition on the Quality of Sinter. ISIJ Int. 2010, 50, 1089–1098. [Google Scholar] [CrossRef] [Green Version]
- Lv, X.W.; Bai, C.G.; Qiu, G.B. Moisture capacity: Definition, measurement, and application in determining the optimal water content in granulating. ISIJ Int. 2010, 50, 695–701. [Google Scholar] [CrossRef] [Green Version]
- Kasai, E.; Sakano, Y.; Kawaguchi, T.; Nakamura, T. Influence of Properties of Fluxing Materials on the Flow of MeltFormed in the Sintering Process. ISIJ Int. 2000, 40, 857–862. [Google Scholar] [CrossRef] [Green Version]
- Zhou, M.; Jiang, T.; Yang, S.T.; Xue, X. Vanadium–titanium magnetite ore blend optimization for sinter strength based on iron ore basic sintering characteristics. Int. J. Min. Proces. 2015, 142, 125–133. [Google Scholar] [CrossRef]
- Shapovalov, A.N.; Ovchinnikova, E.V.; Gorbunov, V.B.; Dema, R.R.; Kalugina, O.B. The effect of the composition of magnesia flux on the sinter structure and properties. IOP Conf. Ser. Mater. Sci. Eng. 2019, 625, 012009. [Google Scholar] [CrossRef]
- Umadevi, T.; Nelson, K.; Mahapatra, P.C.; Prabhu, M.; Ranjan, M. Influence of magnesia on iron ore sinter properties and productivity. Ironmak. Steelmak. 2009, 36, 515–520. [Google Scholar] [CrossRef]
- Gao, Q.J.; Wei, G.; Shen, T.S.; Jiang, X.; Zheng, H.Y.; Shen, F.M.; Liu, C.S. Influence and mechanism of Indonesia vanadium titano-magnetite on metallurgical properties of iron ore sinter. J. Cent. South Univ. 2017, 24, 2805–2812. [Google Scholar] [CrossRef]
- Yang, S.T.; Zhou, M.; Jiang, T. Effect of sintering essential characteristics on reduction degradation index for Cr-bearing vanadium and titanium magnetite. J. Northeast. Univ. (Nat. Sci.) 2015, 36, 498–501. [Google Scholar]
- Zhou, M.; Yang, S.T.; Jiang, T. Effect of enhanced granulation on Cr-bearing vanadium and titanium magnetite sintering. Iron Steel 2015, 50, 39–43. [Google Scholar]
- Higuchi, K.; Okazaki, J.; Nomura, S. Influence of Melting Characteristics of Iron Ores on Strength of Sintered Ores. ISIJ Int. 2020, 60, 674–681. [Google Scholar] [CrossRef]
- Harvey, T.; Honeyands, T.; O’dea, D.; Evans, G. Study of Sinter Strength and Pore Structure Development usingAnalogue Tests. ISIJ Int. 2020, 60, 73–83. [Google Scholar] [CrossRef] [Green Version]
- Chu, M.S.; Tang, Y. Improving metallurgical properties of high chromium vanadium titanium sinter with bornite. J. Northeast. Univ. (Nat. Sci.) 2015, 12, 22–25. [Google Scholar]
- Hao, D.S. Study on the Experiment and Mechanism of Boracic Complex Additive to the Sinter. Ph.D. Thesis, Northeastern University, Shenyang, China, 2008. [Google Scholar]
- Zhao, Q.J.; He, C.Q.; Gao, M.H. Reasonable utilization of boronic magnetite ore. J.Anhui Univ. Technol. (Nat. Sci.) 1997, 3, 262–266. [Google Scholar]
- Xu, J.C.; Pang, Q.H.; Me, J.W.; Zhong, Q.; Yuan, P.; Tian, C. Influence of B on the microstructure of vanadium titanium iron ore sintering. J. Univ. Sci. Technol. Liaoning 2016, 39, 401–405. [Google Scholar]
- Ren, S.; Zhang, J.L.; Xing, X.D.; Su, B.X. Effect of B2O3 on phase compositions of high Ti bearing titanomagnetite sinter. Ironmak. Steelmak. 2014, 41, 500–506. [Google Scholar] [CrossRef]
- Ren, S.; Zhang, J.L.; Liu, Q.C.; Chen, M.; Ma, X.D.; Li, K.J.; Zhao, B.J. Effect of B2O3 on the reduction of FeO in Ti bearing blast furnace primary slag. Ironmak. Steelmak. 2015, 42, 498–503. [Google Scholar] [CrossRef]
- Zhang, Y.Z. Behaviour and Action Law of Boron-Magnesia Powder Agglomeration. Ph.D. Thesis, Yanshan University, Qinhuangdao, China, 2002. [Google Scholar]
- Liu, H.; Zhang, K.; Ling, Q.F.; Qin, Y.L. Effect of B2O3 Content on the Sintering Basic Characteristics of Mixed Ore Powder of Vanadium–Titanium Magnetite and Hematite. J. Chem. 2020, 2020, 6279176. [Google Scholar] [CrossRef]
- GB/T 13241-2017. Iron Ores-Determination of Reducibility; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijng, China, 2017. [Google Scholar]
- GB/T 13242-2017. Iron Ores-Low-Temperature Disintegration Test-Method Using Cold Tumbling after Static Reduction; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijng, China, 2017. [Google Scholar]
- GB/T 34211-2017. Method for Determination of Iron Reduction Softening Dripping Performance under Load; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijng, China, 2017. [Google Scholar]
- Zhang, K.; Yang, Z.X. Compressive strength and reducibility of B2O3-MgO-SiO2-CaO-Fe3O4 Agglomerate. J. Northeast. Univ. (Nat. Sci.) 1997, 6, 589–592. [Google Scholar]
- Shigaki, I.; Sawada, M.; Maekawa, M.; Narita, K. Fundamental study of size degradation mechanism of agglomerates during reduction. Trans. ISIJ 2006, 22, 838–847. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture | H-VTM | Coke Powder | Lime | B2O3 |
|---|---|---|---|---|
| Ratio, wt. % | 85.3 | 4.2 | 10.5 | 0–5 |
| Mineral | TFe | SiO2 | CaO | Al2O3 | MgO | TiO2 | FeO | P | S | Loss |
|---|---|---|---|---|---|---|---|---|---|---|
| VTM | 55.78 | 4.33 | 0.69 | 3.86 | 2.78 | 9.08 | 30.50 | 0.09 | 0.54 | 0.5 |
| Hematite | 59.76 | 4.32 | 0.73 | 3.16 | 0.14 | 0.12 | 0.80 | 0.07 | 0.09 | 6.40 |
| Lime | - | 2.46 | 84.85 | 1.53 | 2.26 | - | - | 0.02 | 0.06 | 1.0 |
| Coke Powder | - | 6.0 | 0.21 | 4.50 | 0.8 | - | - | 0.08 | 1.1 | 85 |
| Sintering Test Parameters | Value | Sintering Test Parameters | Value |
|---|---|---|---|
| Mixture Thickness | 650 mm | Sintering Pot Diameter | 300 mm |
| Underpressure (at the beginning) | 8 kPa | Underpressure (Constant Level) | 16 kPa |
| Ignition Temperature | 1150 °C | Bottom Sinter Thickness | 25 mm |
| Ignition Time | 2 min | Granulation Time of first Mixing | 2 min |
| Ignition Gas | Liquefied petroleum gas | Granulation Time of second Mixing | 3 min |
| Pressure Control | FM exhaust fan | Basicity of Mixture | 2 |
| Point | Atomic Fraction (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| B | C | O | Mg | Al | Si | Ca | Ti | V | Fe | |
| A | 1.17 | 5.32 | 26.41 | 0.96 | 3.06 | 0.19 | 0.23 | 3.49 | 0.38 | 58.80 |
| B | 10.19 | 13.01 | 37.84 | 0.97 | 2.72 | 8.83 | 15.67 | 1.96 | 0.22 | 8.59 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Zhang, K.; Qin, Y.; Saxén, H.; Liu, W.; Xiang, X. Effect of B2O3 on the Sintering Process of Vanadium–Titanium Magnet Concentrates and Hematite. Metals 2020, 10, 1224. https://doi.org/10.3390/met10091224
Liu H, Zhang K, Qin Y, Saxén H, Liu W, Xiang X. Effect of B2O3 on the Sintering Process of Vanadium–Titanium Magnet Concentrates and Hematite. Metals. 2020; 10(9):1224. https://doi.org/10.3390/met10091224
Chicago/Turabian StyleLiu, Hao, Ke Zhang, Yuelin Qin, Henrik Saxén, Weiqiang Liu, and Xiaoyan Xiang. 2020. "Effect of B2O3 on the Sintering Process of Vanadium–Titanium Magnet Concentrates and Hematite" Metals 10, no. 9: 1224. https://doi.org/10.3390/met10091224
APA StyleLiu, H., Zhang, K., Qin, Y., Saxén, H., Liu, W., & Xiang, X. (2020). Effect of B2O3 on the Sintering Process of Vanadium–Titanium Magnet Concentrates and Hematite. Metals, 10(9), 1224. https://doi.org/10.3390/met10091224