Imperfections and Modelling of the Weld Bead Profile of Laser Butt Joints in HSLA Steel Thin Plate



Abstract
:1. Introduction
2. Materials and Methods
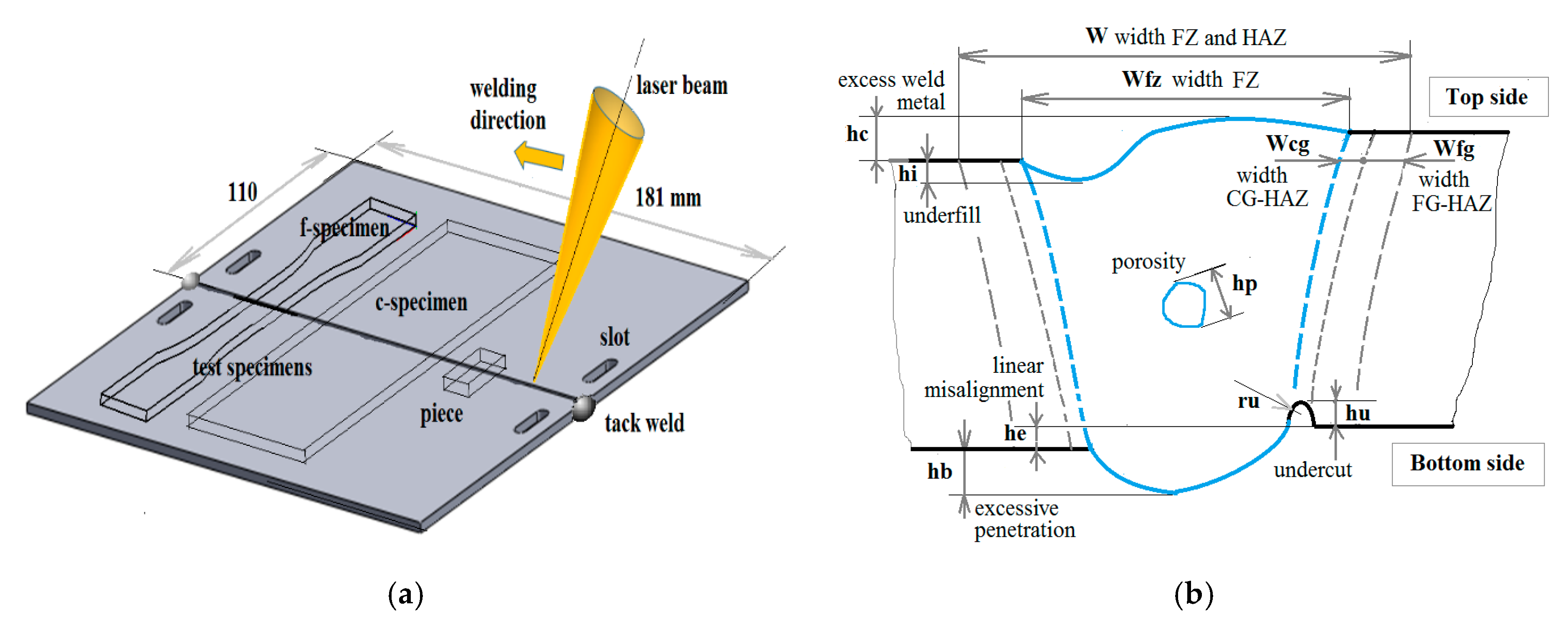
2.1. Material and Laser Welding
2.2. Measurement of Weld Bead Geometry and Imperfections
3. Results and Discussion
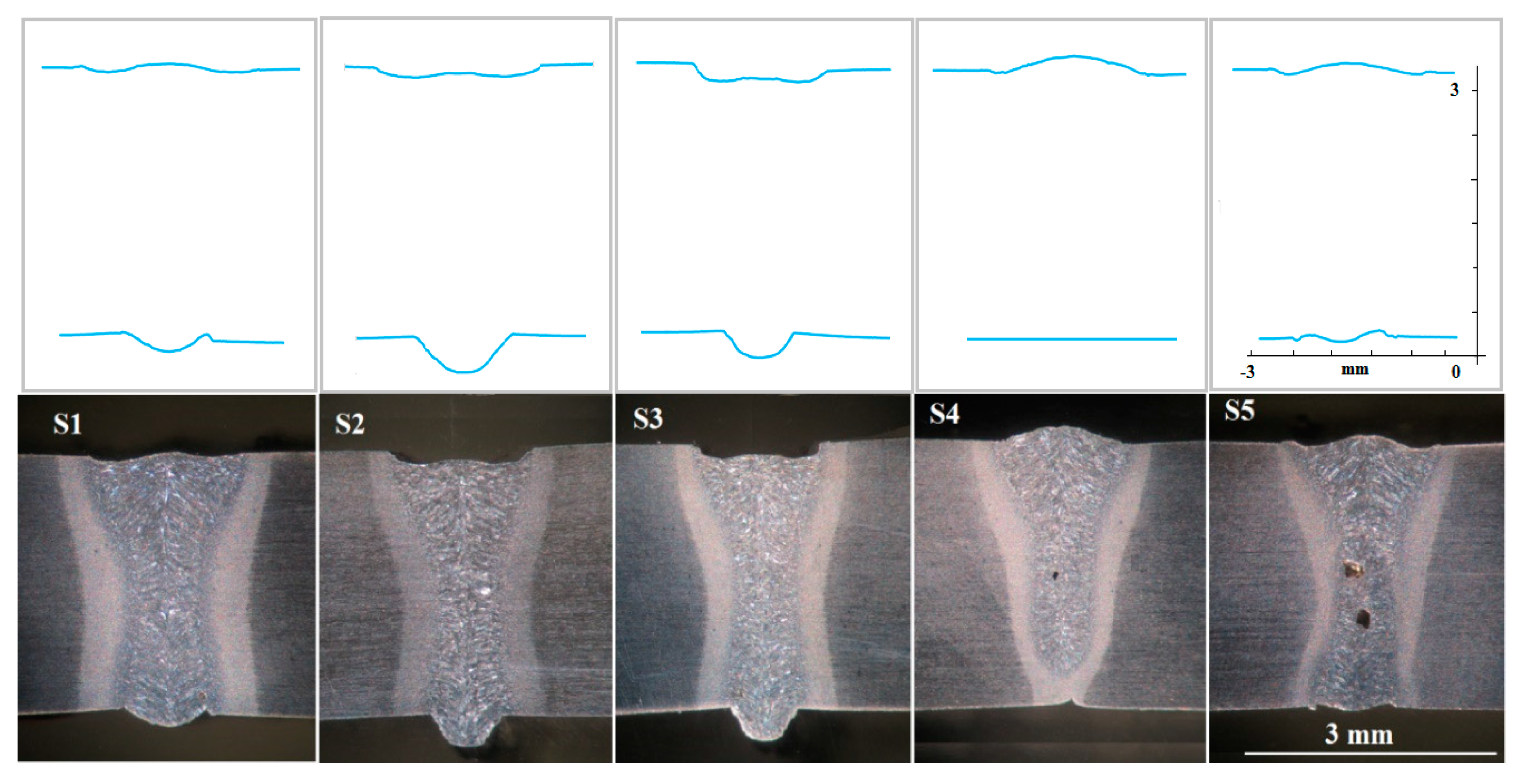
3.1. Weld Bead Geometry
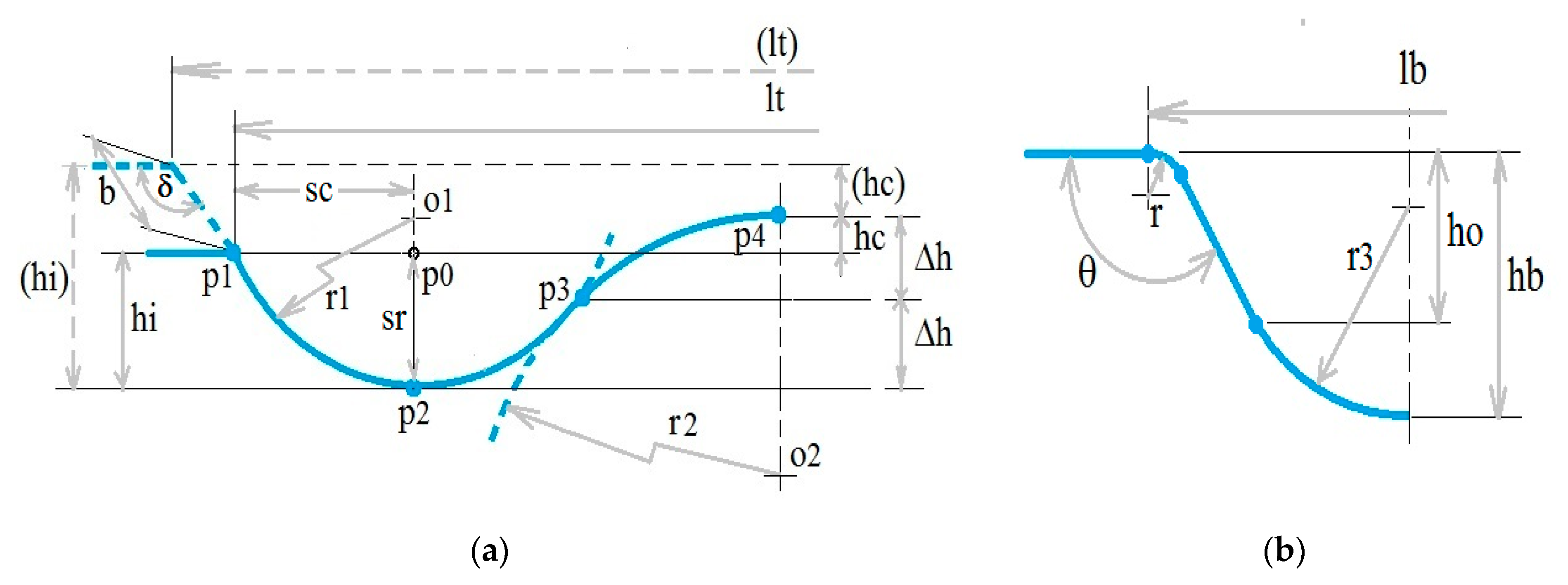
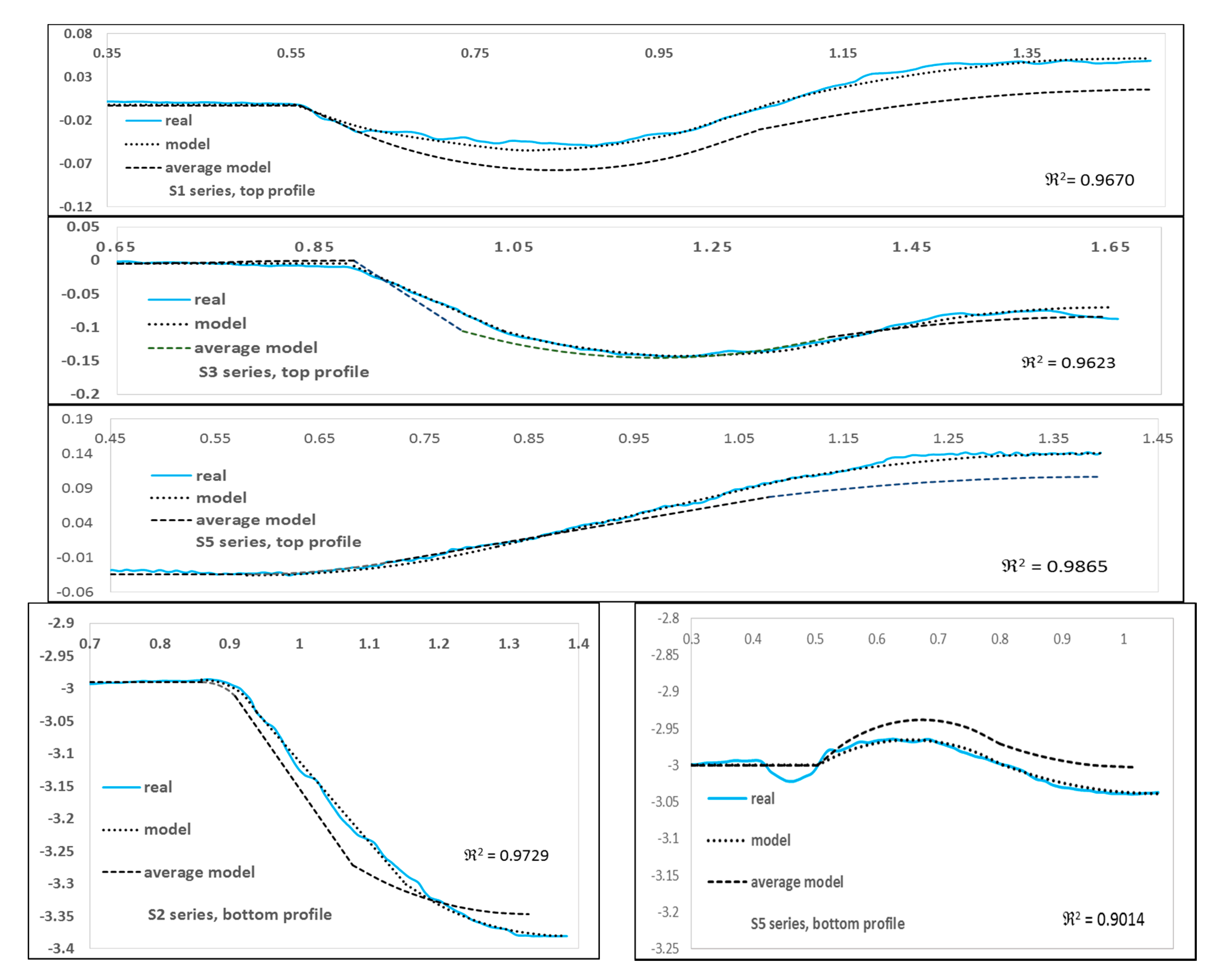
3.2. Profile Modelling
3.3. Imperfections
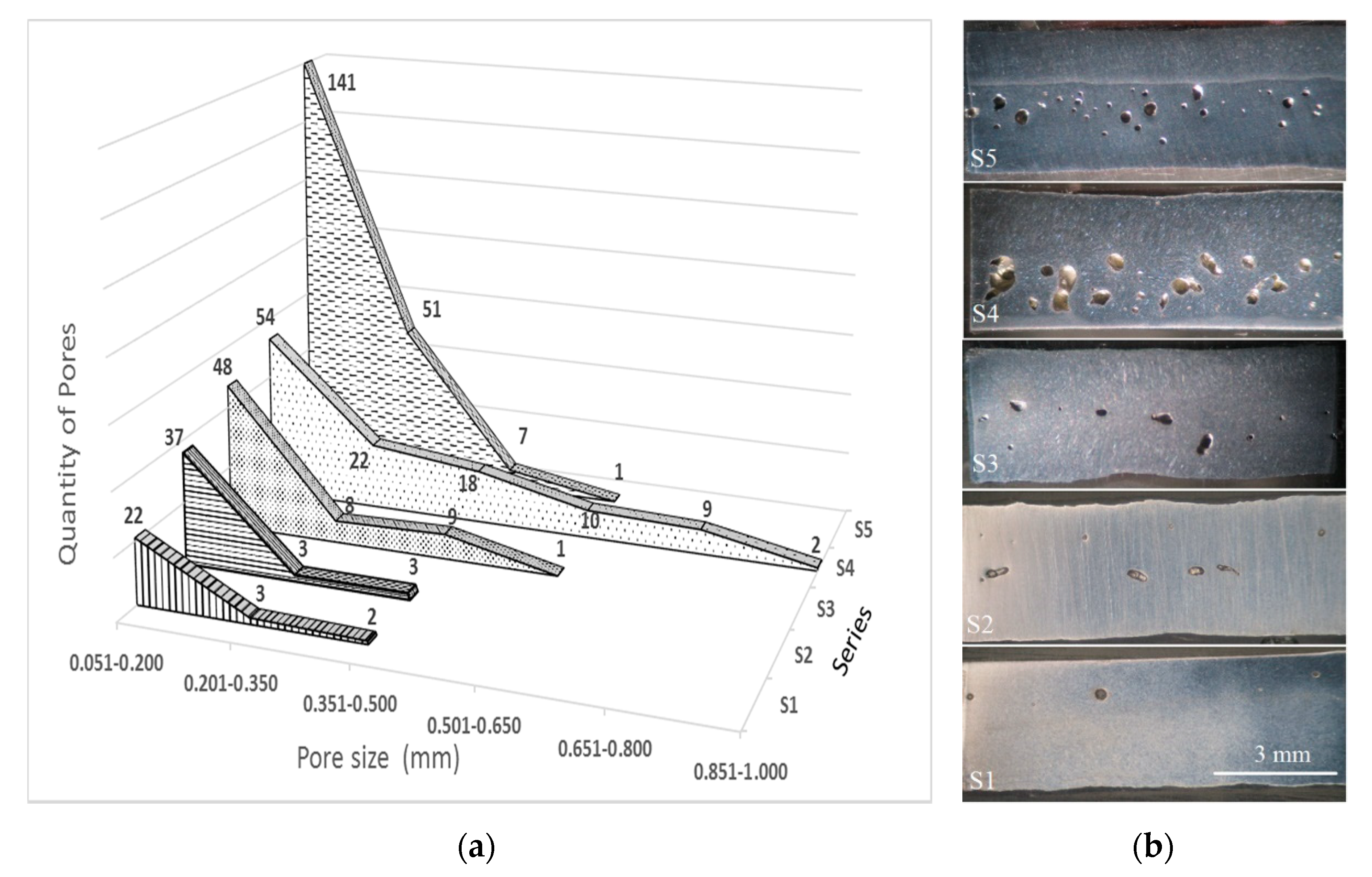
3.3.1. Porosity
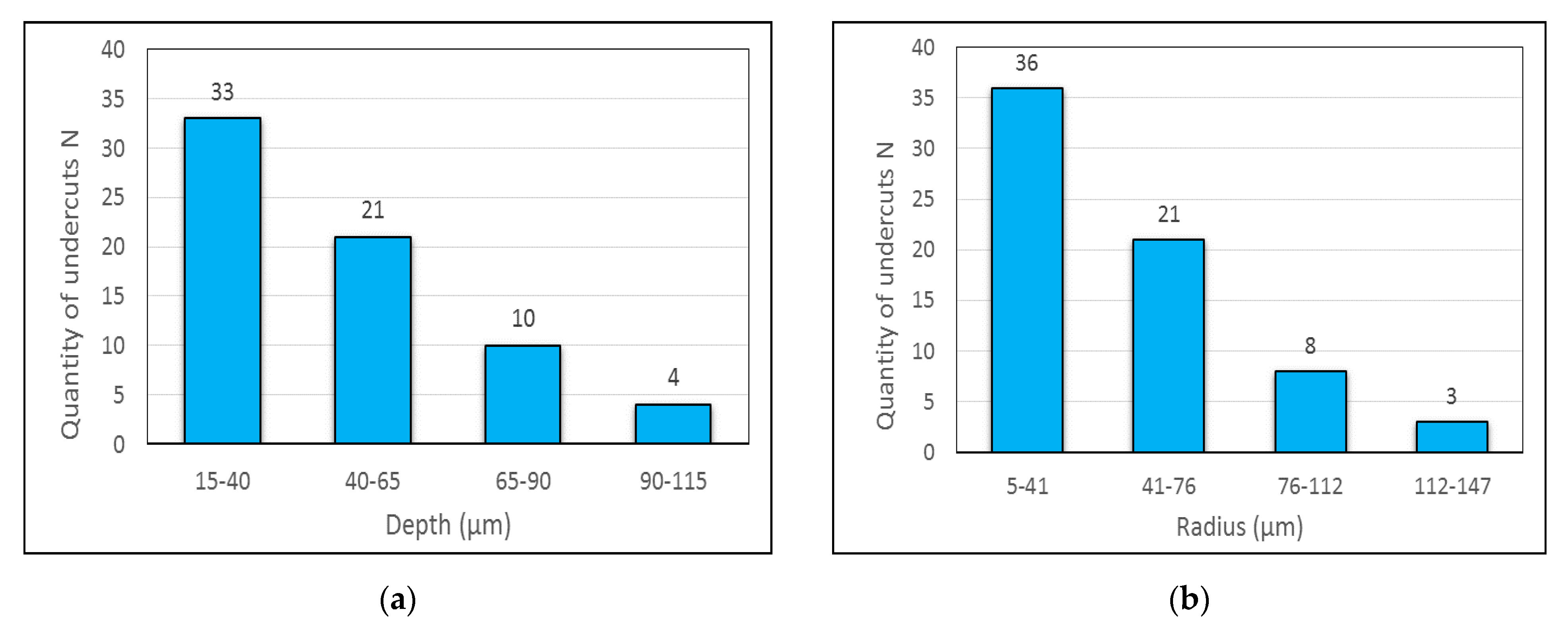
3.3.2. Undercuts
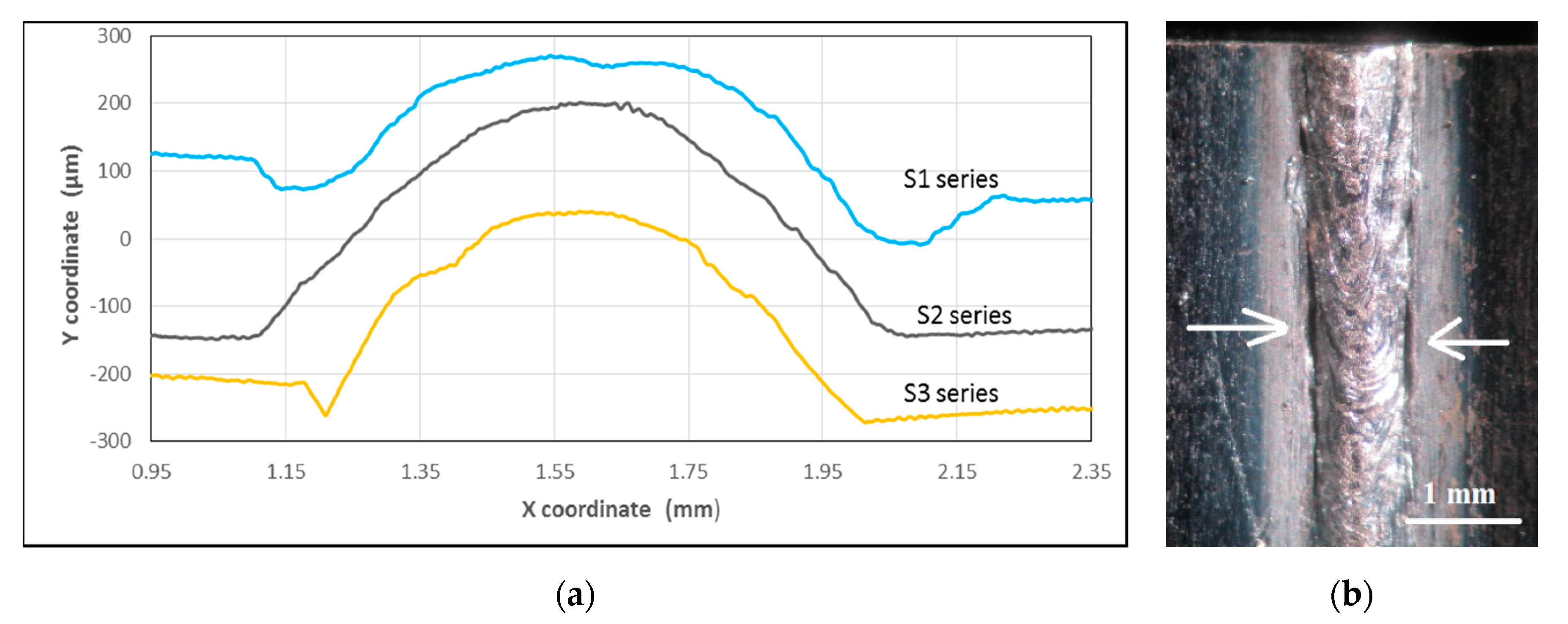
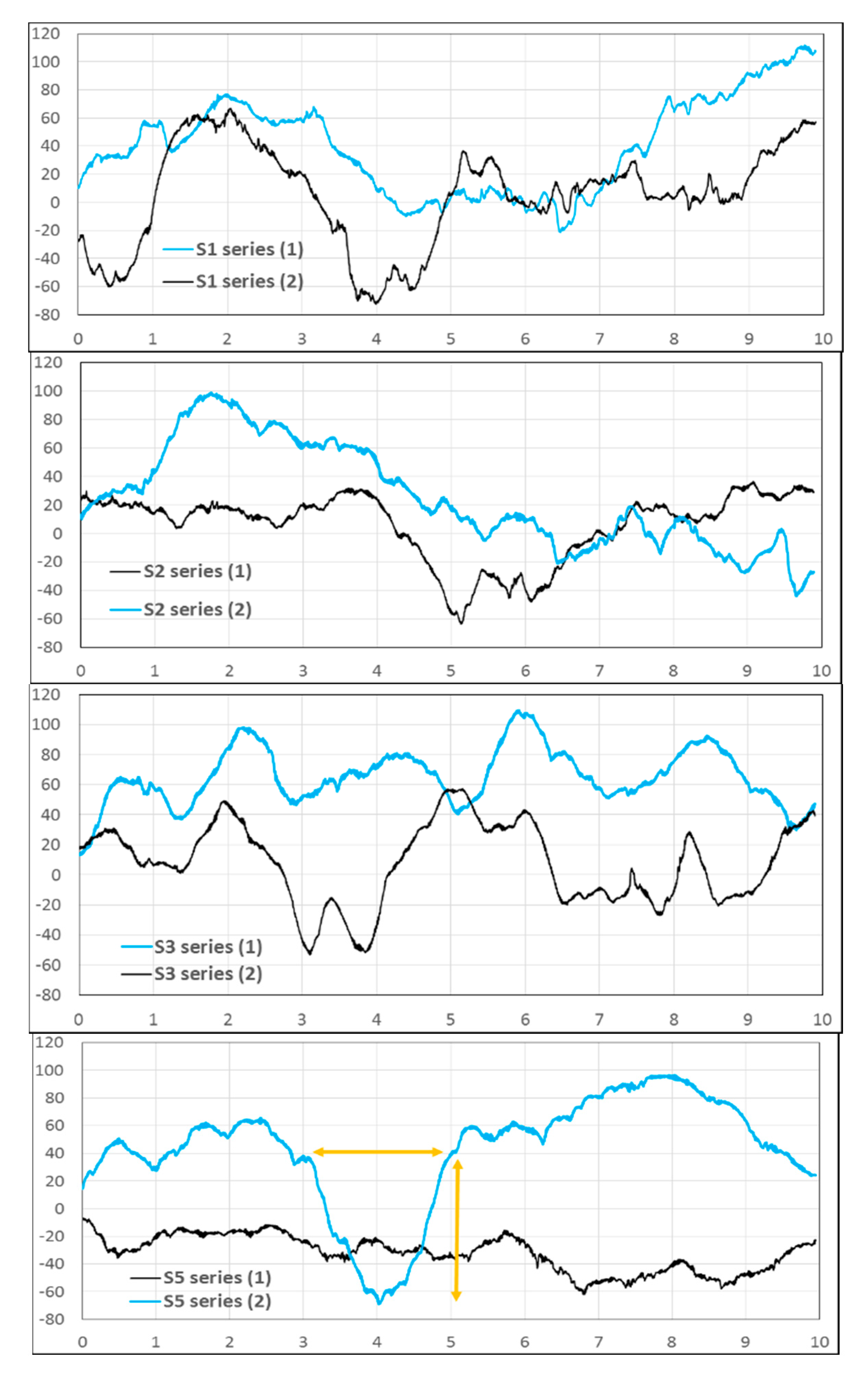
3.3.3. Variation of the Underfill along the Weld Axis
3.4. Evaluation of Imperfections
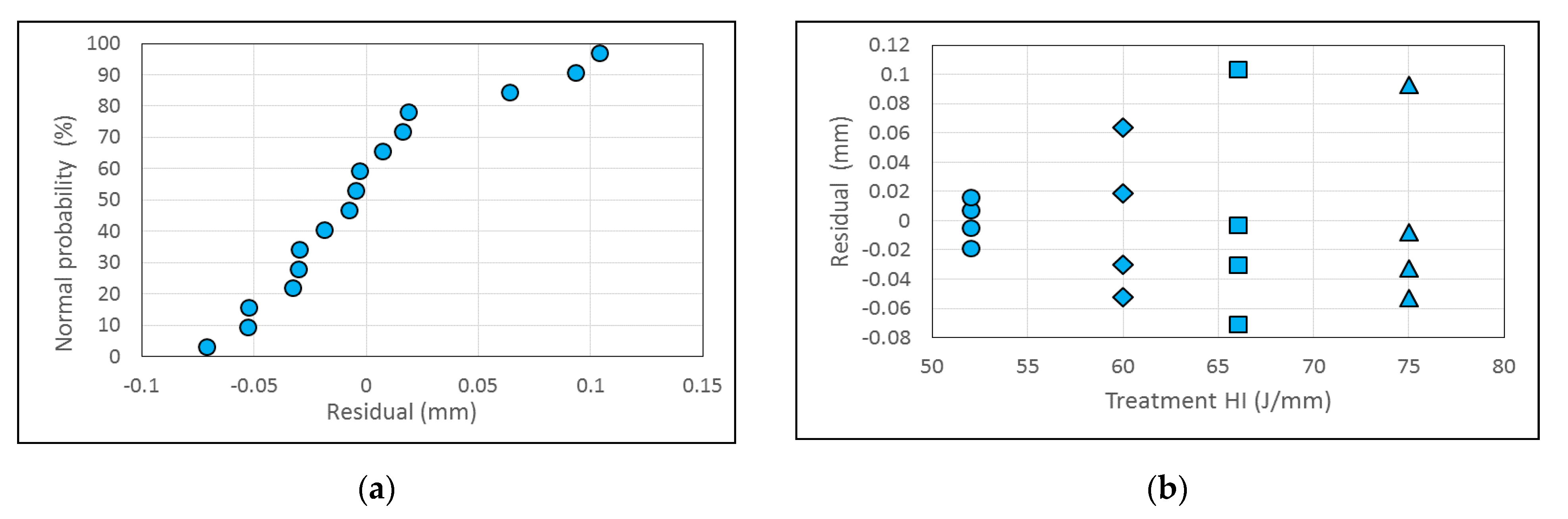
3.5. Analysis of Variance
4. Conclusions
- In the case of small weld beads, the profilometer proved to be a good alternative for capturing 2D profiles due to its accuracy, simplicity and speed in contrast to other techniques and procedures that may be more complex and expensive. Adding a few geometric parameters to those commonly needed to evaluate the main imperfections and with two proposed idealized profiles, the actual profile of the weld beads or those based on mean values of each welded series can be faithfully modeled, making it possible to use it in subsequent analyses, such as the stress-concentrating effect.
- The welded series showed multiple-imperfections. For single-welded joints, the most severe imperfections were concentrated at the weld root: intermittent undercuts, shallow (depth: 15–114 µm) but sharp (radius: 5–147 µm); high flank angles (60–21 degrees), high excessive penetration (0.11–0.53 mm) and small radius at the toe (0.01–0.32 mm). For all complete penetration joints: underfill (0.03–0.32 mm) and long depressions (similar to undercuts) on its surface along the weld axis. Particularly high porosity for partial penetration joint (7.6%) and double-welded joint (3.5%).
- The evaluation of the weld quality according to the ISO 13919-1 standard determined that all the evaluated series, in general, had a B level, however, the S5 series, due to porosity, had a D level. While focusing the evaluation on the stress-concentrating effect in fatigue strength, it was found that there may be a greater detriment due to undercuts than to profiles; that is more critical the weld side where there was excessive penetration and undercuts and that considering additionally the porosity but without taking into account the S4 series, the order of detriment of the fatigue strength in the series can be the following: S3, S1, S5 and S2.
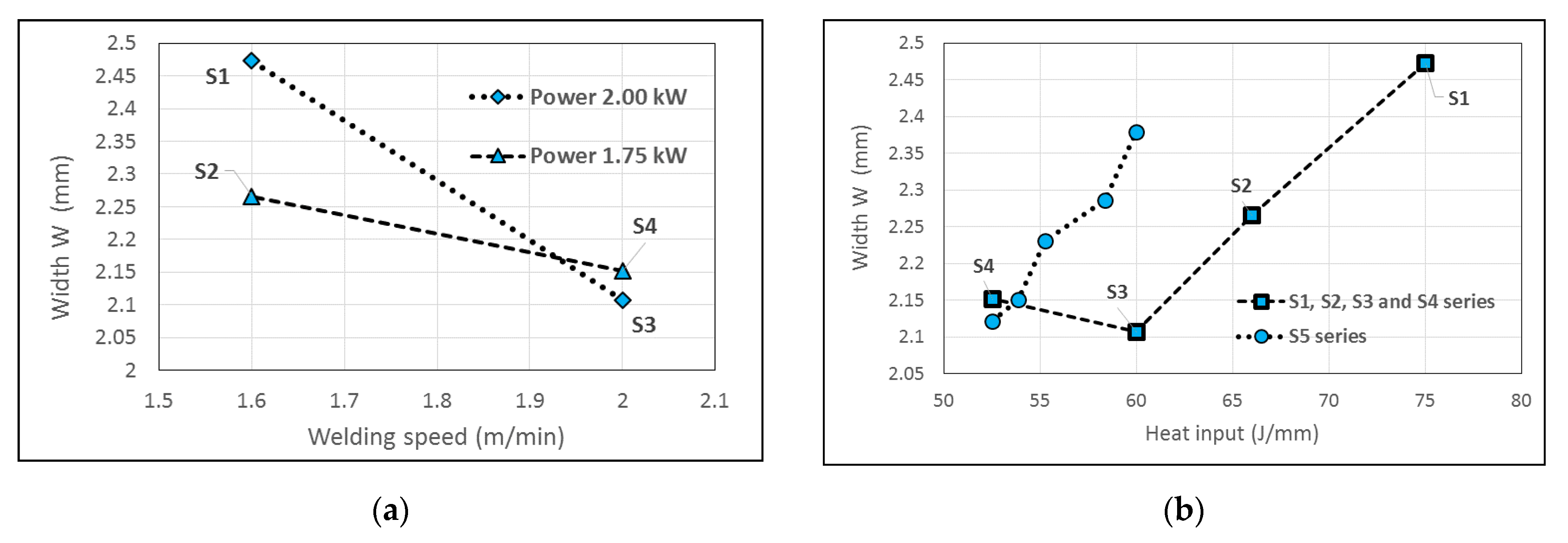
- The ANOVA applied to geometric characteristics such as the width W showed that the effect of welding speed was the most significant; confirmed that the differences in the widths W between the welded series are due to the different levels of HI and therefore to the combinations of welding parameters used in each series and that there was an approximately linear relationship between the width W and the HI.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ahiale, G.; Oh, Y. Microstructure and fatigue performance of butt-welded joints in advanced high strength steels. Mater. Sci. Eng. A 2014, 597, 342–348. [Google Scholar] [CrossRef]
- Xu, W.; Westerbaan, D.; Nayak, S.; Chen, D.; Goodwin, F.; Zhou, Y. Tensile and fatigue properties of fiber laser welded high strength low alloy. Mater. Des. 2013, 43, 373–383. [Google Scholar] [CrossRef]
- Lieurade, H.P.; Huther, I.; Lefebvre, F. Effect of Weld Quality and Postweld Improvement Techniques on the Fatigue Resistance of Extra High Strength Steels. Weld. World 2008, 52, 106–115. [Google Scholar] [CrossRef]
- Lillemäe, I.; Remes, H.; Liinalampi, S.; Itävuo, A. Influence of weld quality on the fatigue strength of thin normal and high strength steel butt joints. Weld. Word 2016, 60, 731–740. [Google Scholar] [CrossRef]
- Mashiri, F.R.; Zhao, X.L.; Grundy, P. Effects of weld profile and undercut on fatigue crack propagation life of thin-walled cruciform joint. Thin-Walled Struct. 2001, 39, 261–285. [Google Scholar] [CrossRef]
- Cerit, M.; Kokumer, O.; Genel, K. Stress concentration effects of undercut defect and reinforcement metal in butt welded joint. Eng. Fail. Anal. 2010, 17, 571–578. [Google Scholar] [CrossRef]
- Liinalampi, S.; Remes, H.; Romanoff, J. Influence of three-dimensional weld undercut geometry on fatigue-effective stress. Weld. World 2019, 63, 277–291. [Google Scholar] [CrossRef] [Green Version]
- Schork, B.; Zerbst, U.; Kiyak, Y.; Kaffenberger, M.; Madia, M.; Oechsner, M. Effect of the parameters of weld toe geometry on the FAT class as obtained by means of fracture mechanics-based simulations. Weld. World 2020, 64, 925–936. [Google Scholar] [CrossRef]
- Kim, D.Y.; Hwang, I.; Jeong, G.; Kang, M.; Kim, D.; Seo, J.; Kim, Y. Effect of Porosity on the Fatigue Behavior of Gas Metal ArcWelding Lap Fillet Joint in GA 590 MPa Steel Sheets. Metals 2018, 8, 241. [Google Scholar] [CrossRef] [Green Version]
- Gou, G.; Zhang, M.; Chen, H.; Chen, J.; Li, P.; Yang, Y.P. Effect of humidity on porosity, microstructure, and fatigue strength of A7N01S-T5 aluminum alloy welded joints in high-speed trains. Mater. Des. 2015, 85, 309–317. [Google Scholar] [CrossRef]
- Hu, Y.N.; Wu, S.C.; Song, Z.; Fu, Y.N.; Yuang, Q.X.; Zhang, L.L. Effect of microstructural features on the failure behavior of hybrid laser welded AA7020. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 2010–2023. [Google Scholar] [CrossRef]
- Han, X.; Yang, Z.; Ma, Y.; Shi, C.; Xin, Z. Porosity distribution and mechanical response of laser-MIG hybrid butt welded 6082-T6 aluminum alloy joint. Opt. Laser Technol. 2020, 132, 1–11. [Google Scholar] [CrossRef]
- Yan, S.; Zhu, Z.; Ma, C.; Qin, Q.; Chen, H.; Fu, Y.N. Porosity formation and its effect on the properties of hybrid laser welded Al alloy joints. Int. J. Adv. Manuf. Technol. 2019, 104, 2645–2656. [Google Scholar] [CrossRef]
- Leiner, M.; Murakami, Y.; Farajian, M.; Remes, H.; Stoschka, M. Fatigue Strength Assessment of Welded Mild Steel Joints Containing Bulk Imperfections. Metals 2018, 8, 1–15. [Google Scholar]
- Wang, X.; Meng, Q.; Hu, W. Continuum damage mechanics-based model for the fatigue analysis of welded joints considering the effects of size and position of inner pores. Int. J. Fatigue 2020, 139, 1–10. [Google Scholar] [CrossRef]
- Biswal, R.; Syed, A.; Zhang, X. Assessment of the effect of isolated porosity defects on the fatigue performance of additive manufactured titanium alloy. Addit. Manuf. 2018, 23, 433–442. [Google Scholar] [CrossRef]
- Nguyen, N.; Wahab, M. The Effect of Undercut and Residual Stresses on Fatigue Behaviour of Misaligned Butt Joints. Eng. Fract. Mech. 1996, 55, 453–469. [Google Scholar] [CrossRef]
- Lillemäe, I.; Lammi, H.; Molter, L.; Remes, H. Fatigue strength of welded butt joints in thin and slender specimens. Int. J. Fatigue 2012, 44, 98–106. [Google Scholar] [CrossRef]
- Alam, M.; Barsoum, Z.; Jonsén, P.; Kaplan, A.; Häggblad, H. The influence of surface geometry and topography on the fatigue cracking behaviour of laser hybrid welded eccentric fillet joints. Appl. Surf. Sci. 2010, 256, 1936–1945. [Google Scholar] [CrossRef]
- Chapetti, M.D.; Otegui, J.L. Importance of toe irregularity for fatigue resistance of automatic welds. Int. J. Fatigue 1995, 17, 531–538. [Google Scholar] [CrossRef]
- Schork, B.; Kucharczyk, P.; Madia, M.; Zerbst, U.; Hensel, J.; Bernhard, J.; Tchuindjang, D.; Kaffenberger, M.; Oechsner, M. The effect of the local and global weld geometry as well as material defects on crack initiation and fatigue strength. Eng. Fract. Mech. 2018, 198, 103–122. [Google Scholar] [CrossRef]
- Otegui, J.; Kerr, H.; Burns, D.; Mohaupt, U. Fatigue Crack Initiation from Defects at Weld Toes in Steel. Int. J. Press. Vessel. Pip. 1989, 38, 385–417. [Google Scholar] [CrossRef]
- Remes, H.; Varsta, P. Statistics of weld geometry for laser-hybrid welded joints and its application within notch stress approach. Weld. World 2010, 54, R189–R207. [Google Scholar] [CrossRef]
- Kawahito, Y.; Mizutami, M.; Katayama, S. Elucidation of high-power fibre laser welding phenomena of stainless steel and effect of factors on weld geometry. J. Phys. D Appl. Phys. 2007, 40, 5854–5859. [Google Scholar] [CrossRef]
- Eriksson, I.; Powell, J.; Kaplan, A.F. Measurements of fluid flow on keyhole front during laser welding. Sci. Technol. Weld. Join. 2011, 16, 636–641. [Google Scholar] [CrossRef]
- Guo, W.; Crowther, D.; Francis, J.; Thompson, A.; Liu, Z.; Li, L. Microstructure and mechanical properties of autogenous laser welded S960 high strength steel. Mater. Des. 2015, 85, 534–548. [Google Scholar] [CrossRef]
- Ai, Y.; Jiang, P.; Shao, X.; Wang, C.; Li, P.; Mi, G.; Liu, Y.; Liu, W. An optimization method for defects reduction in fiber laser keyhole welding. Appl. Phys. A Mater. 2016, 122, 1–14. [Google Scholar]
- Khan, M.; Romoli, L.; Fiaschi, M.; Dini, G.; Sarri, F. Experimental design approach to the process parameter optimization for laser welding of martensitic stainless steels in a constrained overlap configuration. Opt. Laser Technol. 2011, 43, 158–172. [Google Scholar] [CrossRef]
- Fricke, W. IIW Recommendations for the Fatigue Assessment of Welded Structures by Notch Stress Analysis; Woodhead Publishing Limited: Cambridge, UK, 2012. [Google Scholar]
- ISO. Welding-Electron and Laser-Beam Welded Joints-Guidance on Quality Levels for Imperfections; Part 1: Steel; ISO 13919-1(1996); ISO: Geneve, Switzerland, 1996. [Google Scholar]
- Strenx® 700 MC. Available online: https://www.ssab.com/products/brands/strenx/products/strenx-700-mc (accessed on 1 February 2019).
- Riofrío, P.; Capela, C.; Ferreira, J.; Ramalho, A. Interactions of the process parameters and mechanical properties of laser butt welds in thin high strength low alloy steel plates. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2020, 234, 665–680. [Google Scholar] [CrossRef]
- Matsunaga, A. Problems and solutions in deep penetration laser welding. Sci. Technol. Weld. Join. 2001, 6, 351–354. [Google Scholar] [CrossRef]
- Bo, C.; Hong, Z.; Fengde, L. Effect of Heat Input on Porosity in High Nitrogen Steel Composite Welds. MATEC Web Conf. 2018, 175, 1–4. [Google Scholar] [CrossRef]
- Górka, J. Assessment of the Weldability of T-Welded Joints in 10 mm Thick TMCP Steel Using Laser Beam. Materials 2018, 11, 1192. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pańcikiewicz, K.; Świerczyńska, A.; Hućko, P.; Tumidajewicz, M. Laser DissimilarWelding of AISI 430F and AISI 304 Stainless Steels. Materials 2020, 13, 4540. [Google Scholar] [CrossRef] [PubMed]
- Frostevarg, J.; Kaplan, A. Undercuts in Laser Arc Hybrid Welding. Phys. Procedia 2014, 56, 663–672. [Google Scholar] [CrossRef] [Green Version]
- Montgomery, D.C. Design and Analysis of Experiments, 9th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2017; pp. 96–97. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Cr | V | Nb | Ni | Cu | Al | Mo | Ti | Co | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.07 | 1.69 | 0.01 | 0.012 | 0.006 | 0.03 | 0.02 | 0.046 | 0.04 | 0.011 | 0.044 | 0.016 | 0.117 | 0.016 | balance |
| Yield Strength (MPa) | Tensile Strength (MPa) | Elongation % |
|---|---|---|
| 807.63 | 838.26 | 15.04 |
| Series | Samples | Laser Power (kW) | Welding Speed (m/min) | Heat Input (J/mm) |
|---|---|---|---|---|
| S1 | F1, F2, F6, F10, F20, F22 | 2.00 | 1.60 | 75.0 |
| S2 | F5, F8, F16, F17, F19 | 1.75 | 1.60 | 65.6 |
| S3 | F4, F7, F12, F13, F18 | 2.00 | 2.00 | 60.0 |
| S4 | F21, F23 | 1.75 | 2.00 | 52.5 |
| Top Side Weld Pass | ||||
| S5 | F15 | 1.75 | 1.75 | 60.0 |
| F14 | 1.75 | 1.80 | 58.3 | |
| F9 | 1.75 | 1.90 | 55.3 | |
| F11 | 1.75 | 1.95 | 53.8 | |
| F3 | 1.75 | 2.00 | 52.5 | |
| Bottom Side Weld Pass | ||||
| S5 | F15, F14, F9, F11, F3 | 1.25 | 2.50 | 30.0 |
| Parameter | S1 | S2 | S3 | S4 | S5 | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Av 1 | SD 2 | Max 3 | Min 4 | Av | SD | Max | Min | Av | SD | Max | Min | Av | SD | Max | Min | Av | SD | Max | Min | ||
| hb | (mm) | 0.20 | 0.05 | 0.30 | 0.11 | 0.36 | 0.08 | 0.58 | 0.26 | 0.31 | 0.10 | 0.51 | 0.17 | 0.13 | 0.03 | 0.20 | 0.11 | 0.14 | 0.03 | 0.20 | 0.07 |
| lb | (mm) | 1.02 | 0.10 | 1.22 | 0.91 | 0.93 | 0.06 | 1.04 | 0.84 | 0.84 | 0.08 | 0.98 | 0.73 | 1.61 | 0.09 | 1.72 | 1.45 | 1.73 | 0.11 | 1.88 | 1.47 |
| r | (mm) | 0.16 | 0.07 | 0.32 | 0.06 | 0.06 | 0.04 | 0.14 | 0.02 | 0.07 | 0.05 | 0.21 | 0.01 | 0.54 | 0.26 | 0.85 | 0.17 | 0.54 | 0.38 | 1.50 | 0.25 |
| θ | (°) | 146 | 8 | 159 | 128 | 130 | 7 | 149 | 122 | 130 | 8 | 146 | 120 | 161 | 1 | 163 | 160 | 166 | 5 | 171 | 150 |
| he | (mm) | 0.03 | 0.02 | 0.08 | 0.00 | 0.06 | 0.05 | 0.12 | 0.00 | 0.05 | 0.03 | 0.10 | 0.01 | 0.05 | 0.02 | 0.07 | 0.01 | 0.05 | 0.03 | 0.09 | 0.00 |
| lt | (mm) | 1.86 | 0.06 | 1.97 | 1.76 | 1.65 | 0.06 | 1.76 | 1.55 | 1.51 | 0.08 | 1.68 | 1.36 | - | - | - | - | 1.02 | 0.10 | 1.23 | 0.87 |
| hc | (mm) | 0.02 | 0.05 | 0.09 | −0.10 | −0.05 | 0.03 | 0.00 | −0.10 | −0.08 | 0.07 | −0.01 | −0.26 | - | - | - | - | 0.00 | 0.04 | 0.06 | −0.08 |
| hi | (mm) | −0.08 | 0.03 | −0.03 | −0.15 | −0.12 | 0.03 | −0.07 | −0.19 | −0.15 | 0.06 | −0.08 | −0.32 | - | - | - | - | −0.06 | 0.03 | −0.01 | −0.11 |
| sc | (mm) | 0.28 | 0.07 | 0.41 | 0.19 | 0.36 | 0.04 | 0.41 | 0.28 | 0.20 | 0.04 | 0.29 | 0.13 | - | - | - | - | 0.17 | 0.04 | 0.25 | 0.10 |
| b | (mm) | - | - | - | - | - | - | - | - | 0.15 | 0.04 | 0.22 | 0.09 | - | - | - | - | - | - | - | - |
| δ | (°) | - | - | - | - | - | - | - | - | 136 | 9 | 153 | 121 | - | - | - | - | - | - | - | |
| Series | Width of | Penetration Depth | |||
|---|---|---|---|---|---|
| FZ 1 and HAZ 2 | FZ | FG-HAZ 3 | CG-HAZ 4 | (mm) | |
| (mm) | (mm) | (mm) | (mm) | ||
| S1 | 2.47 | 1.82 | 0.22 | 0.09 | 3.00 |
| S2 | 2.27 | 1.65 | 0.21 | 0.11 | 3.00 |
| S3 | 2.11 | 1.55 | 0.21 | 0.10 | 3.00 |
| S4 | 2.15 | 1.71 | 0.15 | 0.09 | 2.66 |
| S5 | 2.23 | 1.71 | 0.19 | 0.08 | 3.00 |
| Series | Quantity of Pores | Average Size | Maximum Size | Minimum Size | Projected Area |
|---|---|---|---|---|---|
| (mm) | (mm) | (mm) | (%) | ||
| S1 | 27 | 0.12 | 0.46 | 0.05 | 0.32 |
| S2 | 43 | 0.12 | 0.41 | 0.05 | 0.46 |
| S3 | 66 | 0.18 | 0.53 | 0.06 | 1.58 |
| S4 | 115 | 0.30 | 0.99 | 0.06 | 7.63 |
| S5 | 200 | 0.17 | 0.51 | 0.05 | 3.51 |
| Series | Quantity | Depth (µm) | Radius (µm) | Depth/Radius (µm/µm) | Length (mm) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Av 1 | SD 2 | Max 3 | Min 4 | Av | SD | Max | Min | Av | SD | Max | Min | Av | SD | Max | Min | ||
| S1 | 38 | 40 | 22 | 105 | 15 | 56 | 33 | 147 | 5 | 1.36 | 2.00 | 9.00 | 0.17 | 1.11 | 0.63 | 2.84 | 0.35 |
| S2 | 2 | 72 | 3 | 74 | 69 | 25 | 21 | 39 | 10 | 4.39 | 3.58 | 6.93 | 1.86 | 0.62 | 0.02 | 0.63 | 0.60 |
| S3 | 28 | 52 | 24 | 114 | 23 | 32 | 24 | 87 | 6 | 3.33 | 3.74 | 15.17 | 0.28 | 0.59 | 0.23 | 1.17 | 0.21 |
| Imperfection Designation | Parameter | Limits of Quality Levels | Quality Levels for Series | |||||
|---|---|---|---|---|---|---|---|---|
| D | C | B | S1 | S2 | S3 | S5 | ||
| Porosity | - | - | - | - | - | - | - | - |
| maximum dimension for single pore | hp (mm)≤ | 1.50 | 1.20 | 0.90 | B | B | B | B |
| maximum projected area of pores | f (%)≤ | 6.00 | 2.00 | 0.70 | B | B | B | D |
| in cluster or linear porosity | - | - | - | - | - | - | - | - |
| two pores closer than | ∆lp (mm) | 0.75 | 1.50 | 1.50 | B | D | B | D |
| shall be considered combined porosity | - | - | - | - | not | yes | yes | yes |
| if the affected weld length | lc (mm)≤ | 6.00 | 3.00 | 3.00 | - | - | - | - |
| combined porosity is permitted | - | - | - | - | - | yes | yes | not |
| Undercut | hu≤ | 0.45 | 0.30 | 0.15 | B | B | B | B |
| Excess weld metal (reinforcement) | hc (mm)≤ | 1.10 | 0.80 | 0.65 | B | B | B | B |
| Excessive penetration | hb (mm) | 1.10 | 0.80 | 0.65 | B | B | B | B |
| Linear misalignment | he (mm)≤ | 0.75 | 0.45 | 0.30 | B | B | B | B |
| Underfill | hi (mm)≤ | 0.90 | 0.60 | 0.30 | B | B | B | B |
| Series | Treatments HI | Observations | Means | Differences | LSD Value | |||
|---|---|---|---|---|---|---|---|---|
| (J/mm) | (mm) | (mm) | (mm) | (mm) | ||||
| S1 | 75 | 2.465 | 2.440 | 2.420 | 2.566 | 2.473 | W1−W2 = 0.207 | 0.087 |
| S2 | 66 | 2.263 | 2.370 | 2.236 | 2.195 | 2.266 | W2−W3 = 0.159 | - |
| S3 | 60 | 2.077 | 2.055 | 2.171 | 2.126 | 2.107 | W4−W3 = 0.045 | - |
| S4 | 53 | 2.133 | 2.147 | 2.159 | 2.168 | 2.152 | - | - |
| Source of Variation | Sum of Squares | Degrees of Freedom | Mean Square | F0 | P-Value |
|---|---|---|---|---|---|
| Heat Input | 0.080 | 3 | 0.027 | 8.383 | 0.0028 |
| Error | 0.038 | 12 | 0.003 | - | - |
| Total | 0.118 | 15 | - | - | - |
| Source of Variation | Sum of Squares | Degrees of Freedom | Mean Square | F0 | P-Value |
|---|---|---|---|---|---|
| Power | 0.026 | 1 | 0.026 | 8.29 | 1.39 × 10−2 |
| Welding speed | 0.230 | 1 | 0.230 | 72.44 | 2 × 10−6 |
| Interaction | 0.063 | 1 | 0.063 | 19.87 | 7.82 × 10−4 |
| Error | 0.038 | 12 | 0.003 | - | - |
| Total | 0.358 | 15 | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Riofrío, P.G.; Ferreira, J.A.M.; Capela, C.A. Imperfections and Modelling of the Weld Bead Profile of Laser Butt Joints in HSLA Steel Thin Plate. Metals 2021, 11, 151. https://doi.org/10.3390/met11010151
Riofrío PG, Ferreira JAM, Capela CA. Imperfections and Modelling of the Weld Bead Profile of Laser Butt Joints in HSLA Steel Thin Plate. Metals. 2021; 11(1):151. https://doi.org/10.3390/met11010151
Chicago/Turabian StyleRiofrío, Patricio G., José A. M. Ferreira, and Carlos A. Capela. 2021. "Imperfections and Modelling of the Weld Bead Profile of Laser Butt Joints in HSLA Steel Thin Plate" Metals 11, no. 1: 151. https://doi.org/10.3390/met11010151
APA StyleRiofrío, P. G., Ferreira, J. A. M., & Capela, C. A. (2021). Imperfections and Modelling of the Weld Bead Profile of Laser Butt Joints in HSLA Steel Thin Plate. Metals, 11(1), 151. https://doi.org/10.3390/met11010151