High Temperature Creep Behaviour of Cast Nickel-Based Superalloys INC 713 LC, B1914 and MAR-M247


Abstract
:1. Introduction
2. Materials and Methods
3. Results
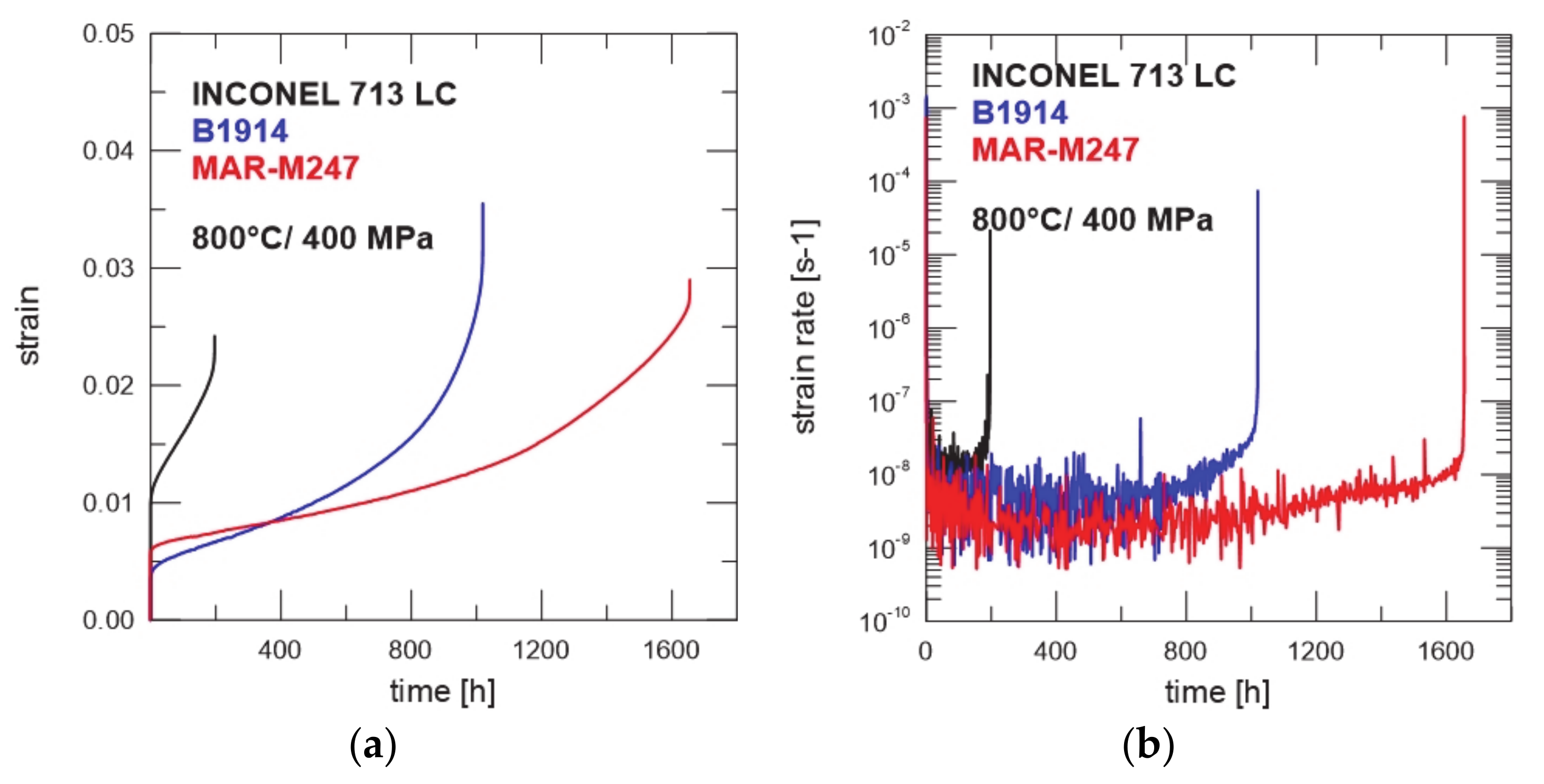
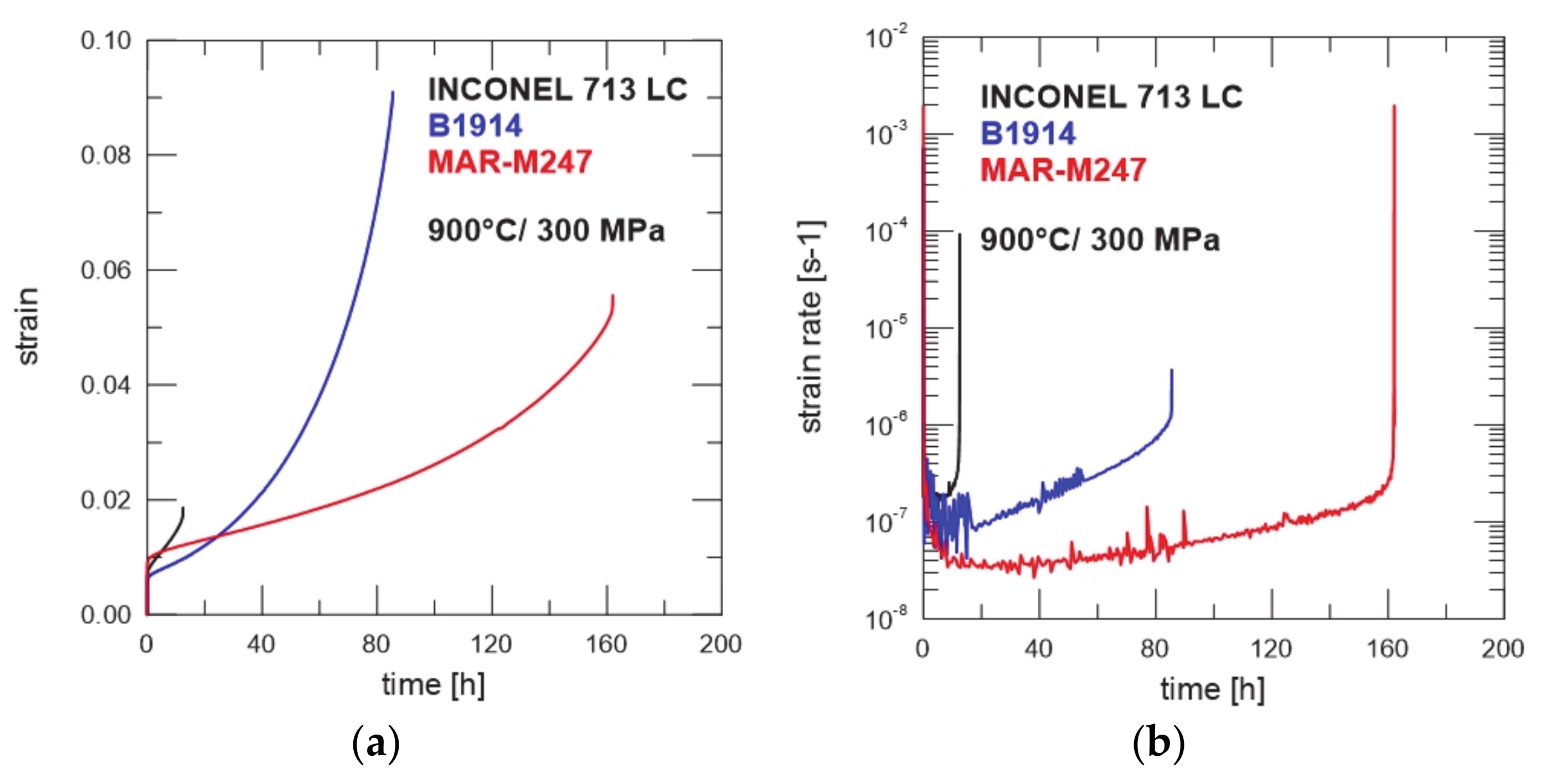
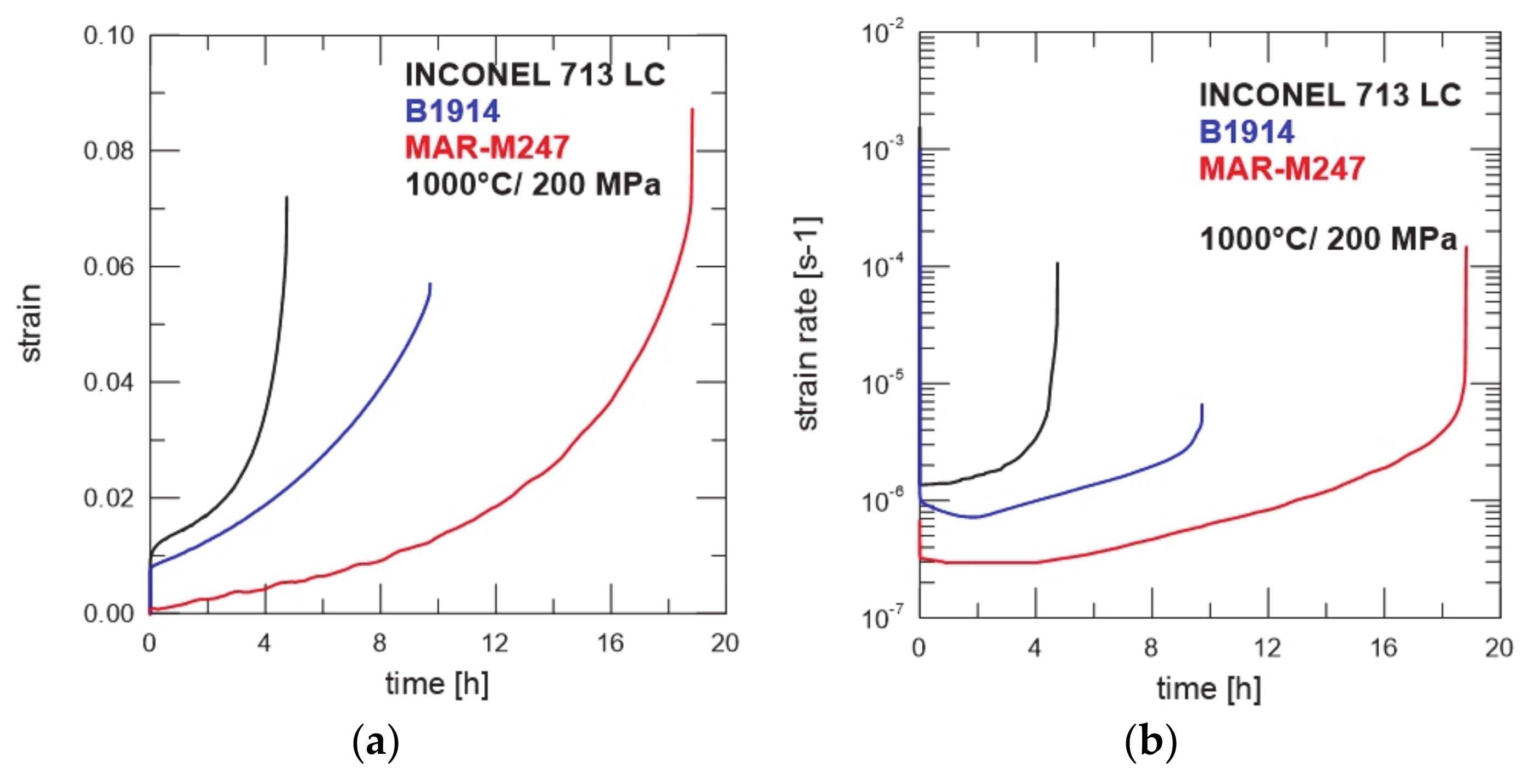
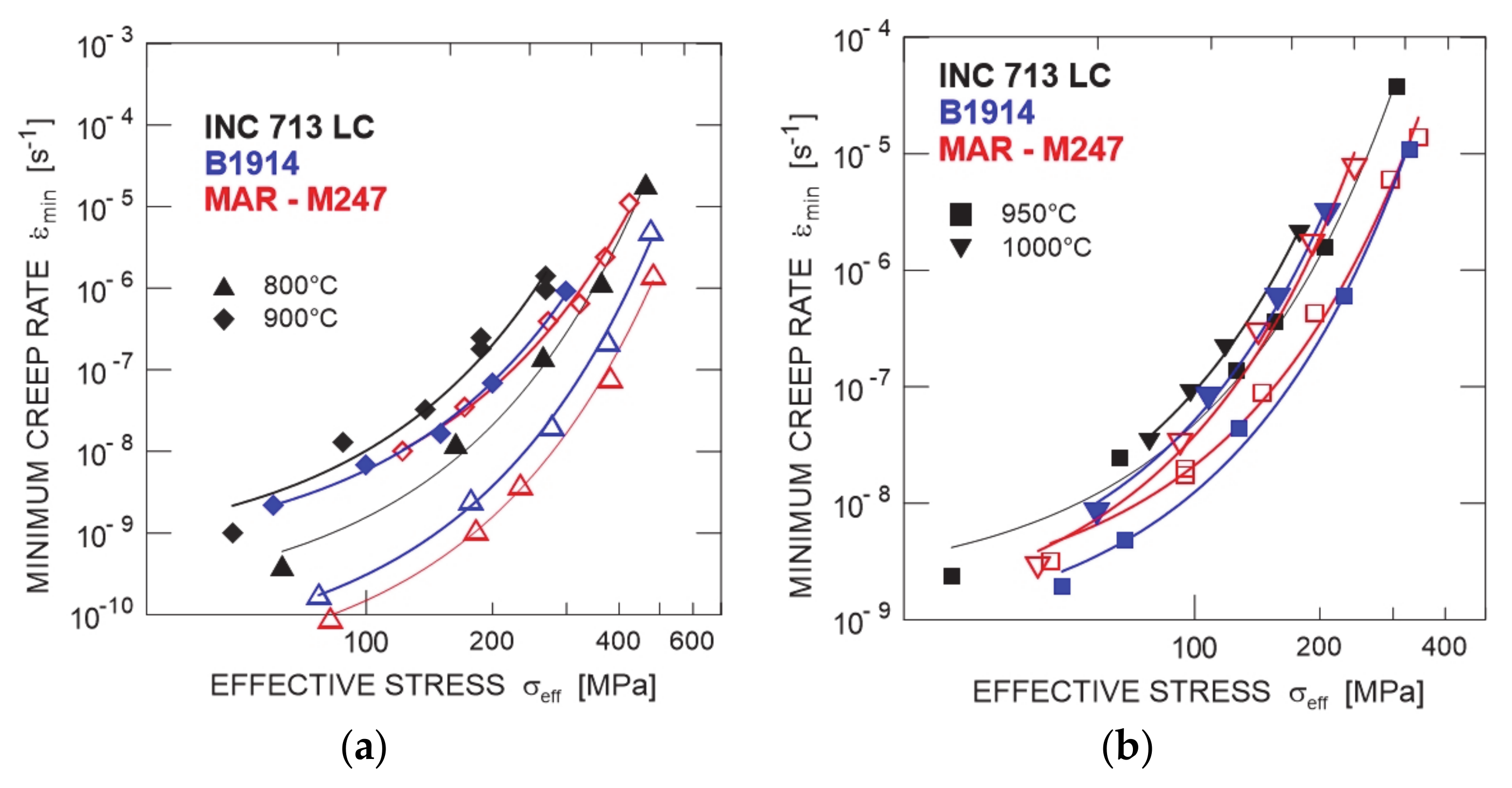
3.1. Creep Behaviour
3.2. Fracture
4. Discussion
5. Conclusions
- (1)
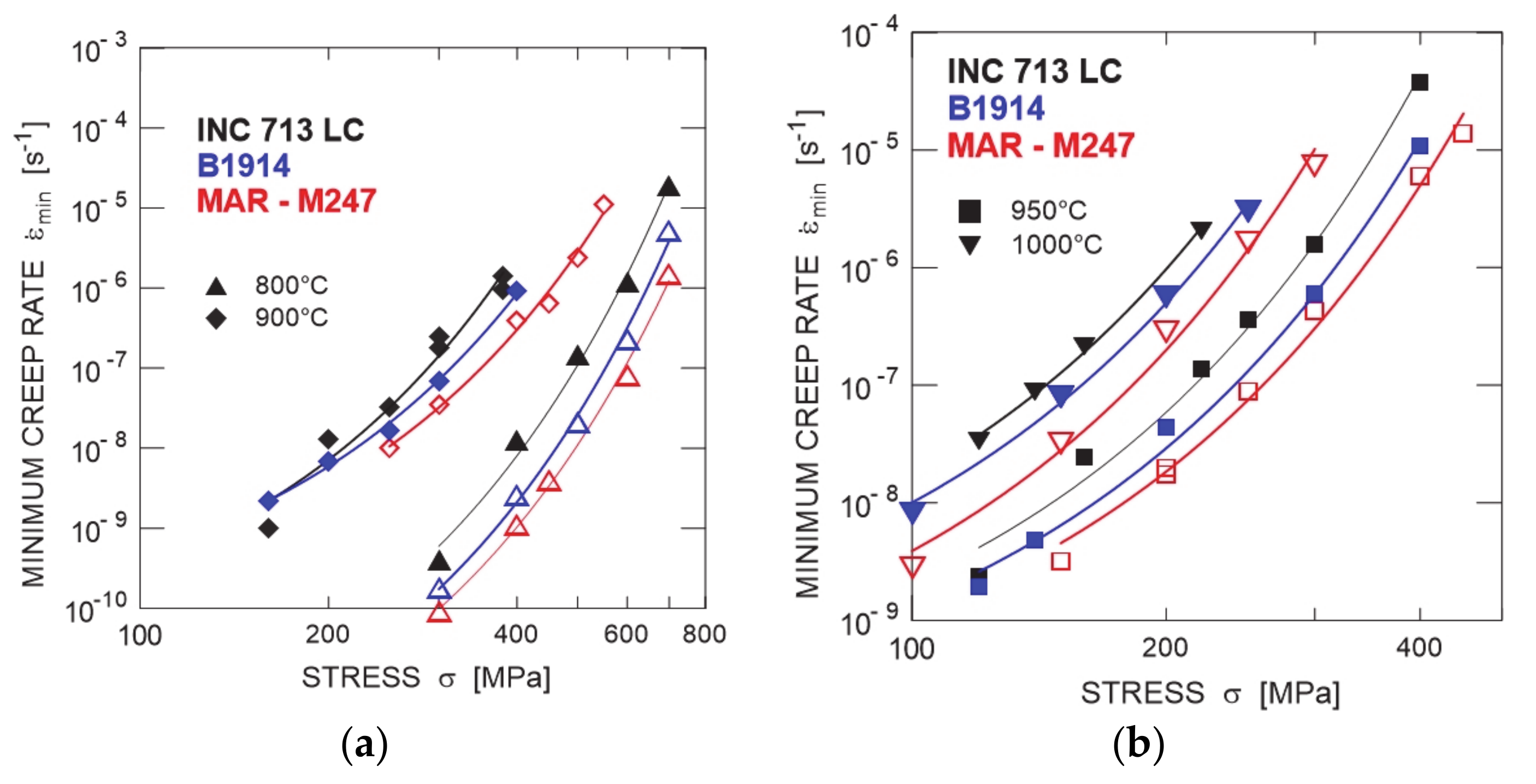
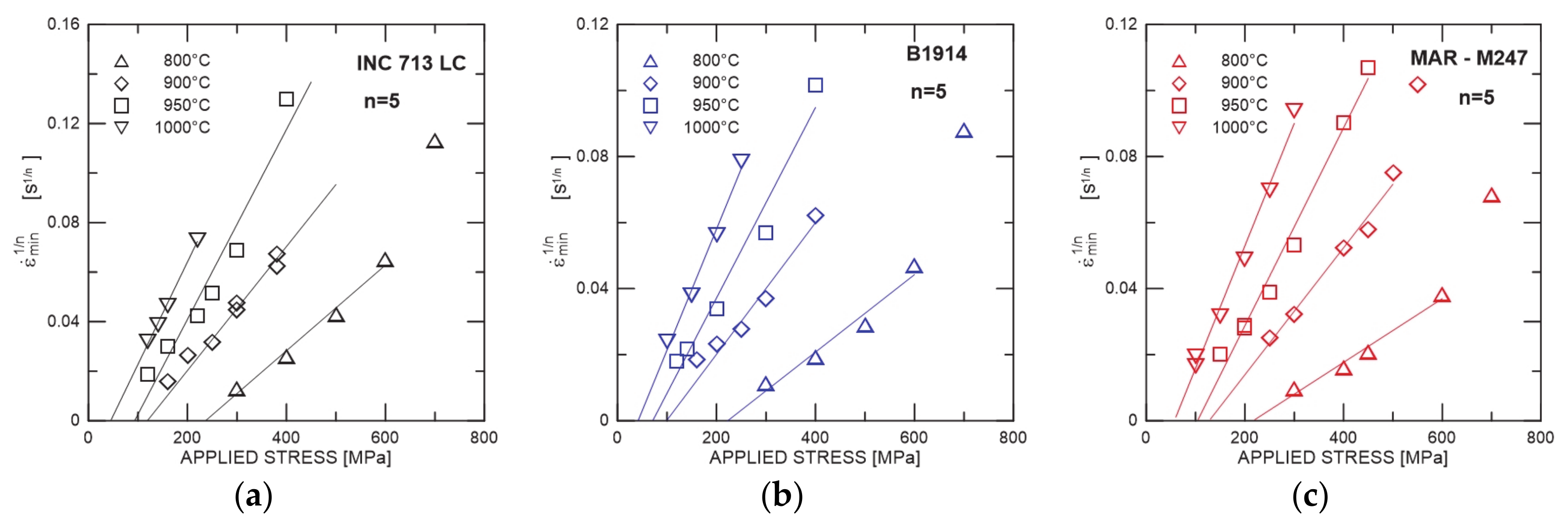
- The experimentally determined values of the stress exponent of the minimum creep rate n were rationalized by considering the existence of the threshold stress σ0. The corrected values of the stress exponent n indicate that the creep tests were performed in the power-law regime and imply that dislocation climb and glide are the dominating creep deformation mechanisms. Nevertheless, at the lower applied stresses, grain boundary and diffusion mediated mechanisms cannot be excluded.
- (2)
- The observed decrease in the threshold stress σ0 with increasing testing temperature was explained by changes in the size and density of precipitates.
- (3)
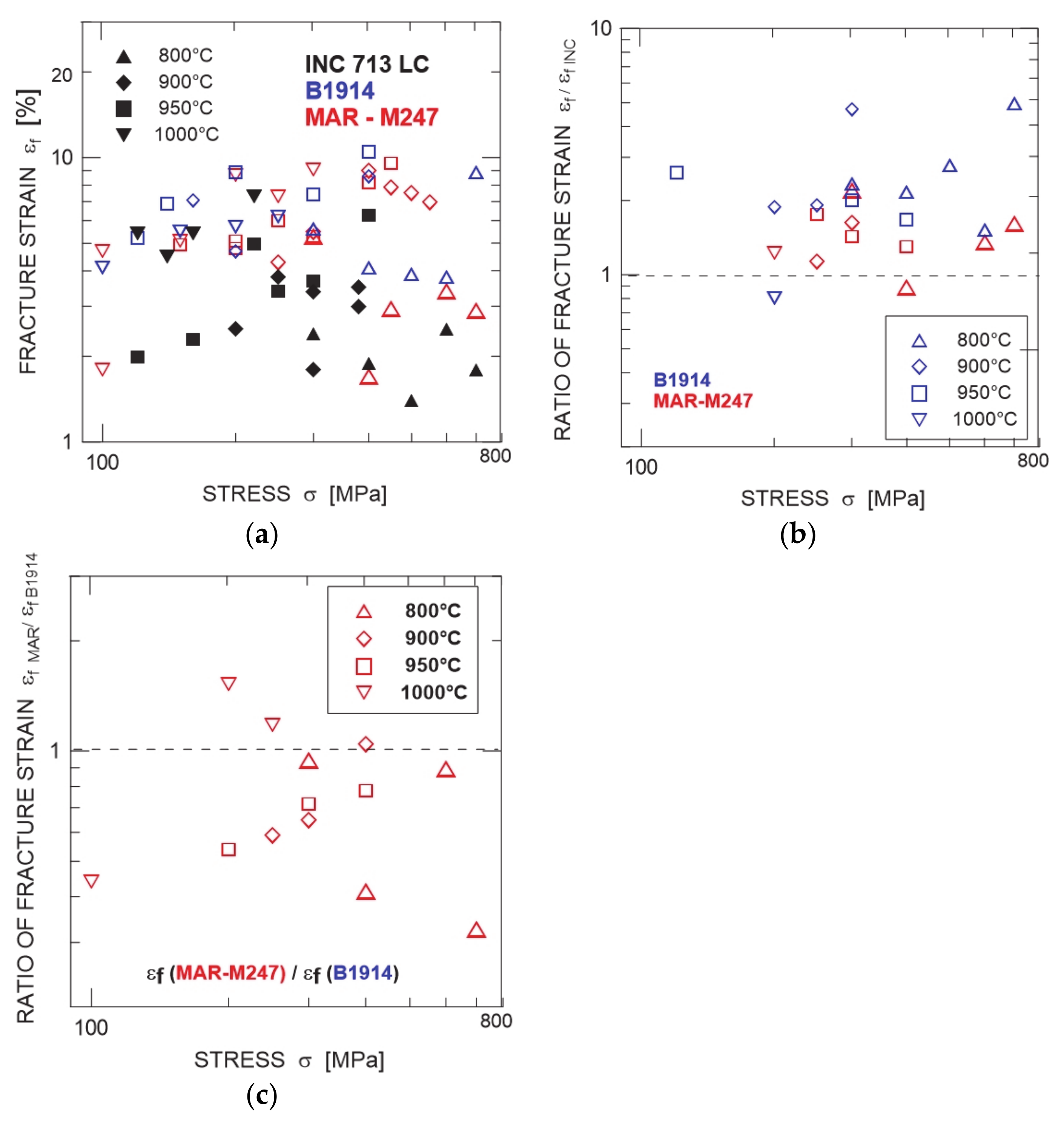
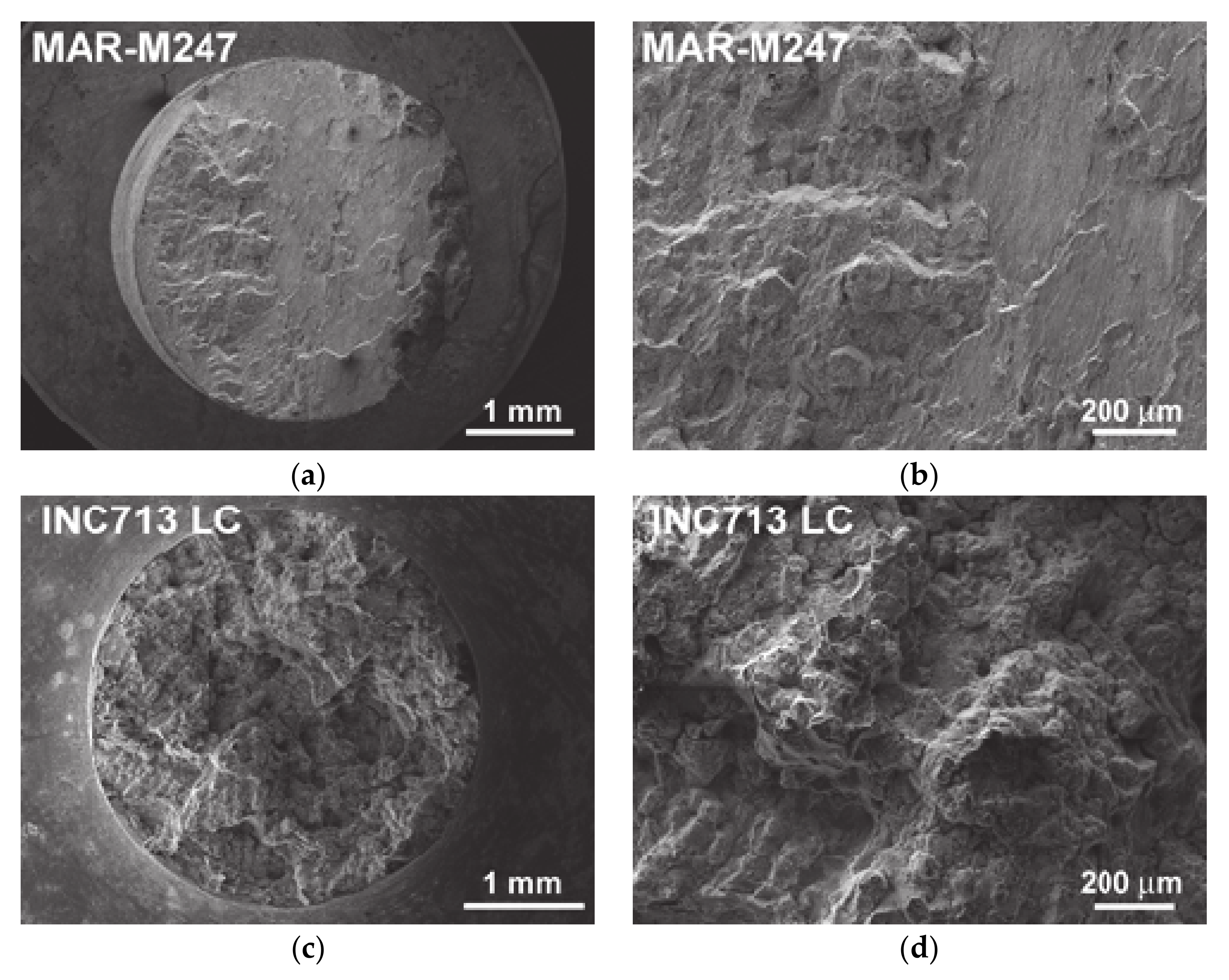
- Fractographic investigation revealed that, under testing conditions, the creep fracture is a brittle mostly mixed transgranular and intergranular mode, resulting in relatively low values of the fracture strain.
- (4)
- Based on a comparison of the main creep parameters, such as the minimum creep rate and the time to fracture, determined under the identical loading conditions, superalloy MAR-M247 exhibits the best creep properties of the three tested superalloys. B1914 shows worse creep characteristics, even at the highest temperature of 1000 °C, than MAR-M247. The superalloy INC713 LC in this comparison has the worst creep properties. However, it should be concluded that each of the investigated superalloys can be successfully used for high temperature components fulfilling the required service loading conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2008; ISBN 978-1-139-45863-4. [Google Scholar]
- Donachie, M.J.; Donachie, S.J. Superalloys: A Technical Guide; ASM International: Novelty, OH, USA, 2002; ISBN 978-1-62708-267-9. [Google Scholar]
- Di Gianfrancesco, A. Materials for Ultra-Supercritical and Advanced Ultra-Supercritical Power Plants; Woodhead Publishing: Cambridge, UK, 2016; ISBN 978-0-08-100558-3. [Google Scholar]
- Podrábský, T.; Vysoké Učení Technické v Brně; Ústav Materiálových Věd a Inženýrství. Vliv Podmínek Zatěžování na Strukturu a Porušování Lité Niklové Superslitiny = Influence of the Loading Factors’ Condi-tions on the Structure and Failure of the Cast Nickel Superalloy. In Teze Přednášky k Profesorskému Jmenovacímu Řízení v Oboru Materiálové Vědy a Inženýrství; VUTIUM: Brno, Czech Republic, 2005; ISBN 978-80-214-3018-1. [Google Scholar]
- Boutarek, N.; Saïdi, D.; Acheheb, M.A.; Iggui, M.; Bouterfaïa, S. Competition between Three Damaging Mechanisms in the Fractured Surface of an Inconel 713 Superalloy. Mater. Charact. 2008, 59, 951–956. [Google Scholar] [CrossRef]
- Azadi, M.; Marbout, A.; Safarloo, S.; Azadi, M.; Shariat, M.; Rizi, M.H. Effects of Solutioning and Ageing Treatments on Properties of Inconel-713C Nickel-Based Superalloy under Creep Loading. Mater. Sci. Eng. A 2018, 711, 195–204. [Google Scholar] [CrossRef]
- Azadi, M.; Azadi, M. Evaluation of High-Temperature Creep Behavior in Inconel-713C Nickel-Based Superalloy Considering Effects of Stress Levels. Mater. Sci. Eng. A 2017, 689, 298–305. [Google Scholar] [CrossRef]
- Francis, E.M.; Grant, B.M.B.; Fonseca, J.Q.d.; Phillips, P.J.; Mills, M.J.; Daymond, M.R.; Preuss, M. High-Temperature Deformation Mechanisms in a Polycrystalline Nickel-Base Superalloy Studied by Neutron Diffraction and Electron Microscopy. Acta Mater. 2014, 74, 18–29. [Google Scholar] [CrossRef]
- Kvapilova, M.; Dvorak, J.; Kral, P.; Hrbacek, K.; Sklenicka, V. Creep Behaviour and Life Assessment of a Cast Nickel—Base Superalloy MAR—M247. High Temp. Mater. Process. 2019, 38, 590–600. [Google Scholar] [CrossRef] [Green Version]
- Maggiani, G.; Roy, M.J.; Colantoni, S.; Withers, P.J. MAR-M-247 Creep Assessment through a Modified Theta Projection Model. Materialia 2019, 7, 100392. [Google Scholar] [CrossRef]
- Baldan, R.; da Rocha, R.L.P.; Tomasiello, R.B.; Nunes, C.A.; da Silva Costa, A.M.; Barboza, M.J.R.; Coelho, G.C.; Rosenthal, R. Solutioning and Aging of MAR-M247 Nickel-Based Superalloy. J. Mater. Eng. Perform 2013, 22, 2574–2579. [Google Scholar] [CrossRef]
- Liu, S.; Liu, C.; Ge, L.; Zhang, X.; Yu, T.; Yan, P.; Wang, C. Effect of Interactions between Elements on the Diffusion of Solutes in NiXY Systems and Γ′-Coarsening in Model Ni-Based Superalloys. Scr. Mater. 2017, 138, 100–104. [Google Scholar] [CrossRef]
- Lee, C.S.; Han, G.W.; Smallman, R.E.; Feng, D.; Lai, J.K.L. Influence of Boron-Doping on the Effectiveness of Grain Boundary Hardening in Ni3Al. Acta Mater. 1999, 47, 1823–1830. [Google Scholar] [CrossRef]
- Khadkikar, P.S.; Vedula, K.; Shabel, B.S. Role of boron in ductilizing Ni3Al. Metall. Trans. A Phys. Metall. Mater. Sci. 1987, 18 A, 425–428. [Google Scholar] [CrossRef]
- Schulson, E.M.; Weihs, T.P.; Baker, I.; Frost, H.J.; Horton, J.A. Grain Boundary Accommodation of Slip in Ni3Al Containing Boron. Acta Metall. 1986, 34, 1395–1399. [Google Scholar] [CrossRef]
- Zhou, P.J.; Yu, J.J.; Sun, X.F.; Guan, H.R.; Hu, Z.Q. The Role of Boron on a Conventional Nickel-Based Superalloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2008, 491, 159–163. [Google Scholar] [CrossRef]
- Wiley-Interscience. Superalloys II: High-Temperature Materials for Aerospace and Industrial Power, 2nd ed.; Sims, C.T., Stoloff, N.S., Hagel, W.C., Eds.; Wiley-Interscience: New York, NY, USA, 1987; ISBN 978-0-471-01147-7. [Google Scholar]
- Da Silva Costa, A.M.; Nunes, C.A.; Baldan, R.; Coelho, G.C. Thermodynamic Evaluation of the Phase Stability and Microstructural Characterization of a Cast B1914 Superalloy. J. Mater. Eng. Perform 2014, 23, 819–825. [Google Scholar] [CrossRef]
- Seo, S.M.; Kim, I.S.; Lee, J.H.; Jo, C.Y.; Miyahara, H.; Ogi, K. Eta Phase and Boride Formation in Directionally Solidified Ni-Base Superalloy IN792 + Hf. Met. Mater. Trans. A 2007, 38, 883–893. [Google Scholar] [CrossRef]
- Shulga, A.V. Boron and Carbon Behavior in the Cast Ni-Base Superalloy EP962. J. Alloy. Compd. 2007, 436, 155–160. [Google Scholar] [CrossRef]
- Shi, Z.; Dong, J.; Zhang, M.; Zheng, L. Solidification Characteristics and Segregation Behavior of Ni-Based Superalloy K418 for Auto Turbocharger Turbine. J. Alloy. Compd. 2013, 571, 168–177. [Google Scholar] [CrossRef]
- Baker, I.; Schulson, E. On Grain-Boundaries in Nickel-Rich Ni3al. Scr. Metall. 1989, 23, 1883–1886. [Google Scholar] [CrossRef]
- Brusso, J.A.; Mikkola, D.E. Effects of Boron on the Deformation Behavior of Ni3Al. J. Mater. Res. 1994, 9, 1742–1754. [Google Scholar] [CrossRef]
- Kvapilová, M.; Kuchařová, K.; Hrbáček, K.; Sklenička, V. Creep Processes in MAR-M247 Nickel-Base Superalloy. Available online: https://www.scientific.net/SSP.258.603 (accessed on 22 September 2020).
- Chen, J.; Lee, J.H.; Jo, C.Y.; Choe, S.J.; Lee, Y.T. MC Carbide Formation in Directionally Solidified MAR-M247 LC Superalloy. Mater. Sci. Eng. A 1998, 247, 113–125. [Google Scholar] [CrossRef]
- Čadek, J. Creep in Metallic Materials; Elsevier: Amsterdam, The Netherlands, 1988; ISBN 978-0-444-98916-1. [Google Scholar]
- Sklenicka, V. High Temperature Intergranular Damage and Fracture. Mater. Sci. Eng. A 1997, 234–236, 36. [Google Scholar] [CrossRef]
- Safari, J.; Nategh, S. Microstructure Evolution and Its Influence on Deformation Mechanisms during High Temperature Creep of a Nickel Base Superalloy. Mater. Sci. Eng. A 2009, 499, 445–453. [Google Scholar] [CrossRef]
- Reed, R.C.; Matan, N.; Cox, D.C.; Rist, M.A.; Rae, C.M.F. Creep of CMSX-4 Superalloy Single Crystals: Effects of Rafting at High Temperature. Acta Mater. 1999, 47, 3367–3381. [Google Scholar] [CrossRef]
- Kassner, M.E. Fundamentals of Creep in Metals and Alloys, 2nd ed.; Elsevier: Amsterdam, The Netherlands; Elsevier: Boston, MA, USA, 2009; ISBN 978-0-08-047561-5. [Google Scholar]
- Sherby, O.D.; Burke, P.M. Mechanical Behavior of Crystalline Solids at Elevated Temperature. Prog. Mater. Sci. 1968, 13, 323–390. [Google Scholar] [CrossRef]
- Lagneborg, R.; Bergman, B. The Stress/Creep Rate Behaviour of Precipitation-Hardened Alloys. Met. Sci. 1976, 10, 20–28. [Google Scholar] [CrossRef]
- Kim, I.S.; Choi, B.-G.; Jung, J.E.; Do, J.; Seok, W.-Y.; Lee, Y.-H.; Jeong, I.-Y. Effect of Heat Treatment on Microstructural Evolution and Creep Behaviors of a Conventionally Cast Nickel-Based Superalloy. Mater. Charact. 2020, 165, 110378. [Google Scholar] [CrossRef]
- Bagui, S.; Sahu, B.P.; Laha, K.; Tarafder, S.; Mitra, R. Creep Deformation Behavior of Inconel 617 Alloy in the Temperature Range of 650 °C to 800 °C. Met. Mater. Trans. A 2021, 52, 94–107. [Google Scholar] [CrossRef]
- Sklenička, V.; Čadek, J. Determination of Strain Component Caused by Grain Boundary Sliding. Z. Met. 1970, 61, 575–580. [Google Scholar]
- Sklenicka, V.; Dvorak, J.; Kral, P.; Stonawska, Z.; Svoboda, M. Creep Processes in Pure Aluminium Processed by Equal-Channel Angular Pressing. Mater. Sci. Eng. A 2005, 410–411, 408–412. [Google Scholar] [CrossRef]
- Liao, J.-H.; Bor, H.-Y.; Wei, C.-N.; Chao, C.-G.; Liu, T.-F. Influence of Microstructure and Its Evolution on the Mechanical Behavior of Modified MAR-M247 Fine-Grain Superalloys at 871 °C. Mater. Sci. Eng. A 2012, 539, 93–100. [Google Scholar] [CrossRef]
- Coakley, J.; Lass, E.A.; Ma, D.; Frost, M.; Stone, H.J.; Seidman, D.N.; Dunand, D.C. Lattice Parameter Misfit Evolution during Creep of a Cobalt-Based Superalloy Single Crystal with Cuboidal and Rafted Gamma-Prime Microstructures. Acta Mater. 2017, 136, 118–125. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Superalloys | C | Cr | Co | Mo | W | Ta | Ti | Al | B | Zr | Hf | Nb | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| INC 713 LC | 0.04 | 11.85 | - | 4.45 | - | 0.05 | 0.72 | 5.80 | 0.015 | 0.11 | - | 2.27 | bal. |
| MAR–M247 | 0.15 | 8.37 | 9.92 | 0.67 | 9.92 | 3.05 | 1.01 | 5.42 | 0.015 | 0.04 | 1.37 | 0.03 | bal. |
| B1914 | 0.009 | 9.99 | 9.63 | 2.9 | - | - | 5.28 | 5.51 | 0.08 | 0.002 | - | - | bal. |
| Superalloys | INC 713 LC | MAR–M247 | B1914 |
| Melting temperature (°C) | 1268–1288 | 1390 | 1335 |
| Superalloy | Parameter n | Parameter m | ||||||
|---|---|---|---|---|---|---|---|---|
| 800 °C | 900 °C | 950 °C | 1000 °C | 800 °C | 900 °C | 950 °C | 1000 °C | |
| INC 713 LC | 11–18 | 6–8 | 6–11 | 6–8 | 8–21 | 6–7 | 5–9 | 5–8 |
| B1914 | 9–16 | 5–9 | 5–10 | 5–7 | 6–14 | 4–8 | 5–7 | 4–7 |
| MAR–M247 | 9–19 | 7–14 | 6–9 | 6–8 | 8–19 | 5–14 | 6–8 | 5–7 |
| T (°C) | σ0 (Mpa) | ||
|---|---|---|---|
| INC 713LC | B1914 | MAR-M247 | |
| 800 | 237 | 223 | 218 |
| 900 | 112 | 100 | 128 |
| 950 | 94 | 72 | 105 |
| 1000 | 46 | 42 | 58 |
| Superalloy | Parameter n * for σeff | |||
|---|---|---|---|---|
| 800 °C | 900 °C | 950 °C | 1000 °C | |
| INC 713 LC | 2–11 | 2–6 | 2–7 | 4–6 |
| B1914 | 2–10 | 2–6 | 2–8 | 2–6 |
| MAR–M247 | 3–9 | 3–7 | 2–7 | 3–6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kvapilova, M.; Kral, P.; Dvorak, J.; Sklenicka, V. High Temperature Creep Behaviour of Cast Nickel-Based Superalloys INC 713 LC, B1914 and MAR-M247. Metals 2021, 11, 152. https://doi.org/10.3390/met11010152
Kvapilova M, Kral P, Dvorak J, Sklenicka V. High Temperature Creep Behaviour of Cast Nickel-Based Superalloys INC 713 LC, B1914 and MAR-M247. Metals. 2021; 11(1):152. https://doi.org/10.3390/met11010152
Chicago/Turabian StyleKvapilova, Marie, Petr Kral, Jiri Dvorak, and Vaclav Sklenicka. 2021. "High Temperature Creep Behaviour of Cast Nickel-Based Superalloys INC 713 LC, B1914 and MAR-M247" Metals 11, no. 1: 152. https://doi.org/10.3390/met11010152
APA StyleKvapilova, M., Kral, P., Dvorak, J., & Sklenicka, V. (2021). High Temperature Creep Behaviour of Cast Nickel-Based Superalloys INC 713 LC, B1914 and MAR-M247. Metals, 11(1), 152. https://doi.org/10.3390/met11010152