Effect of Alloying on the Nucleation and Growth of Laves Phase in the 9–10%Cr-3%Co Martensitic Steels during Creep

 ,
,  , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Tempered Martensite Lath Structure
- -
- with increasing the W content (from 2% to 3%)—dPAG increased from 10 μm for the 9Cr2W0.005B steel to 20 μm for the 9Cr3W0.005B steel;
- -
- with decreasing the N (to 0.007%) and increasing the B (to 0.012%) contents—dPAG increased to 26 μm (the 9Cr1.5W0.012B steel);
- -
- with increasing the Cr content (to 10%) together with decreasing the N (0.003%) and increasing the B (0.008%) contents—it increased to 35 μm (the 10Cr2W0.008B steel);
- -
- with the addition of Re and an increase in the W content—dPAG increased to 51 μm (the 10Cr3W0.008B0.2Re steel).
- (1)
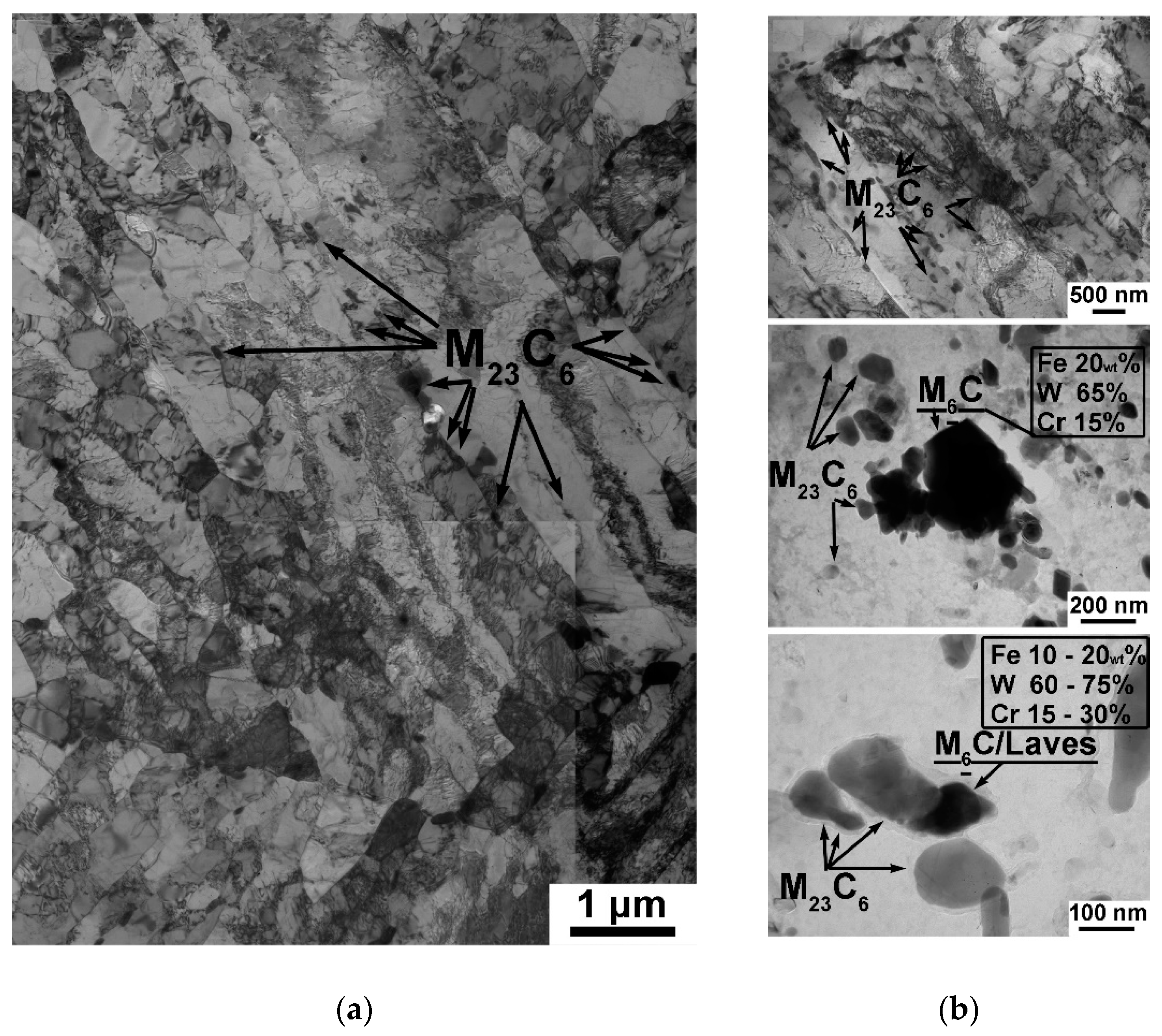
- decreasing the N and increasing the B contents increased the number particle density of M23C6 carbides at both HABs and LABs together with decreasing their mean size and volume fraction (Figure 1b and Table 2). In the 9%Cr and 10%Cr steels with low N and high B contents, the high number particle density along the HABs led to the formation of the continuous chains of M23C6 carbides (Figure 1b) that affected the number of nucleation sites for precipitation of Laves phase during creep;
- (2)
- increasing the W and Cr contents led to the formation of W-rich particles such as M6C carbides in the 9Cr3W0.005B, 10Cr2W0.008B, and 10Cr3W0.008B0.2Re steels and/or even Laves phase in the 9Cr3W0.005B steel (Figure 1b) [30,31]. In all steels, the amount of W-rich particles was negligible. It was found that the M6C carbides in the 9%Cr steel were coarse (350 nm), whereas in the 10%Cr steels, the fine particles (25–30 nm) were found along the LABs (Figure 1b and Table 2);
- (3)
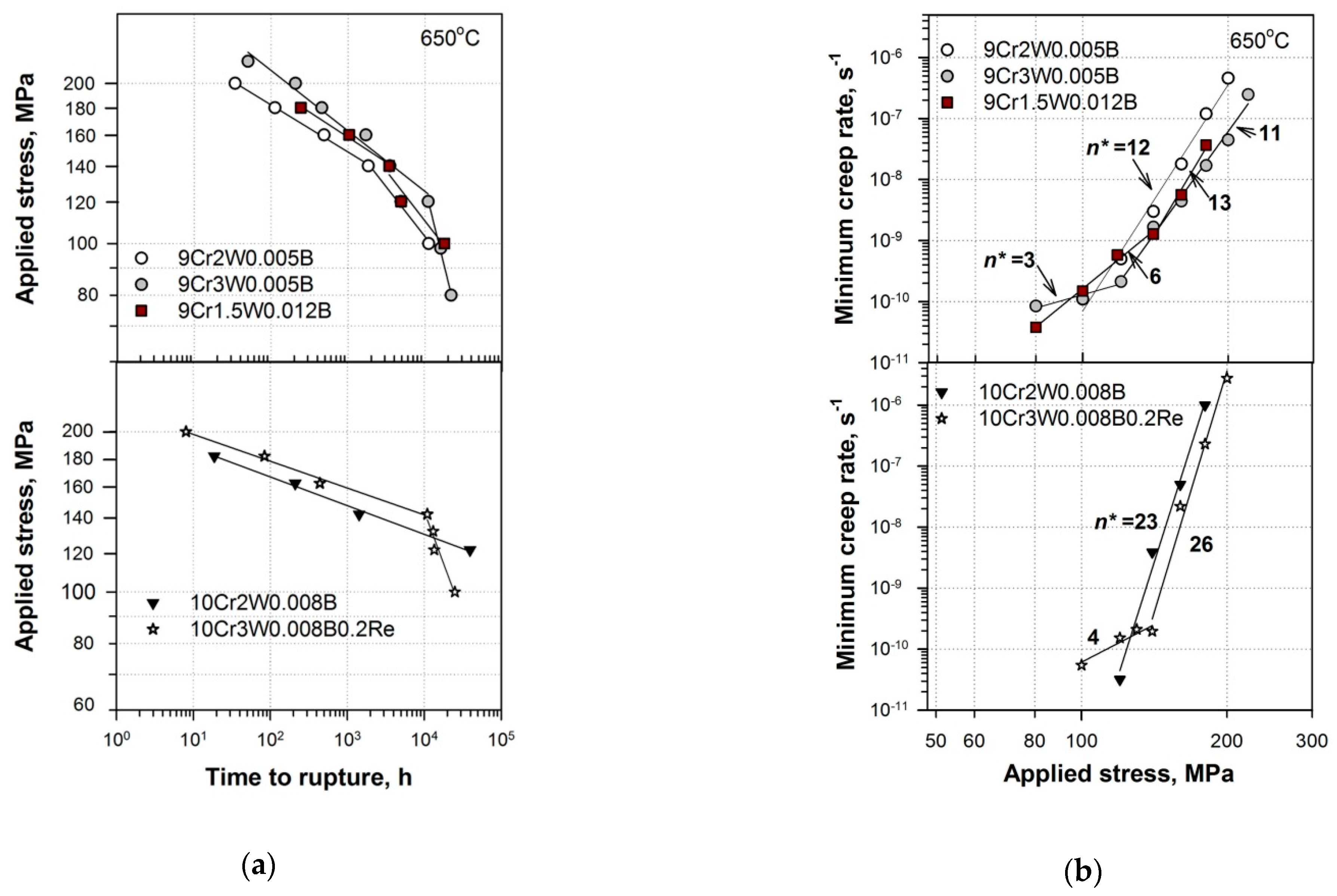
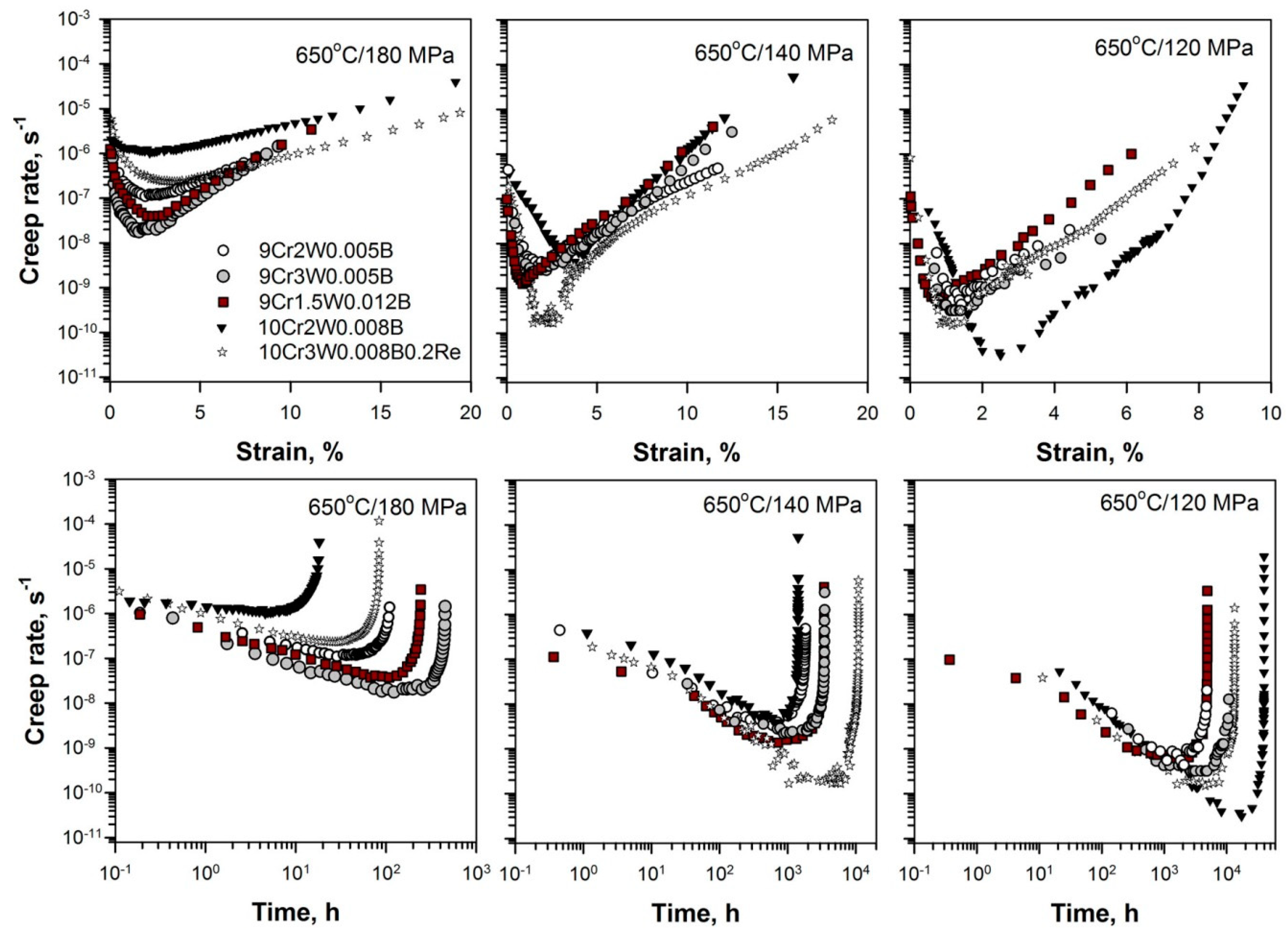
3.2. Creep Tests
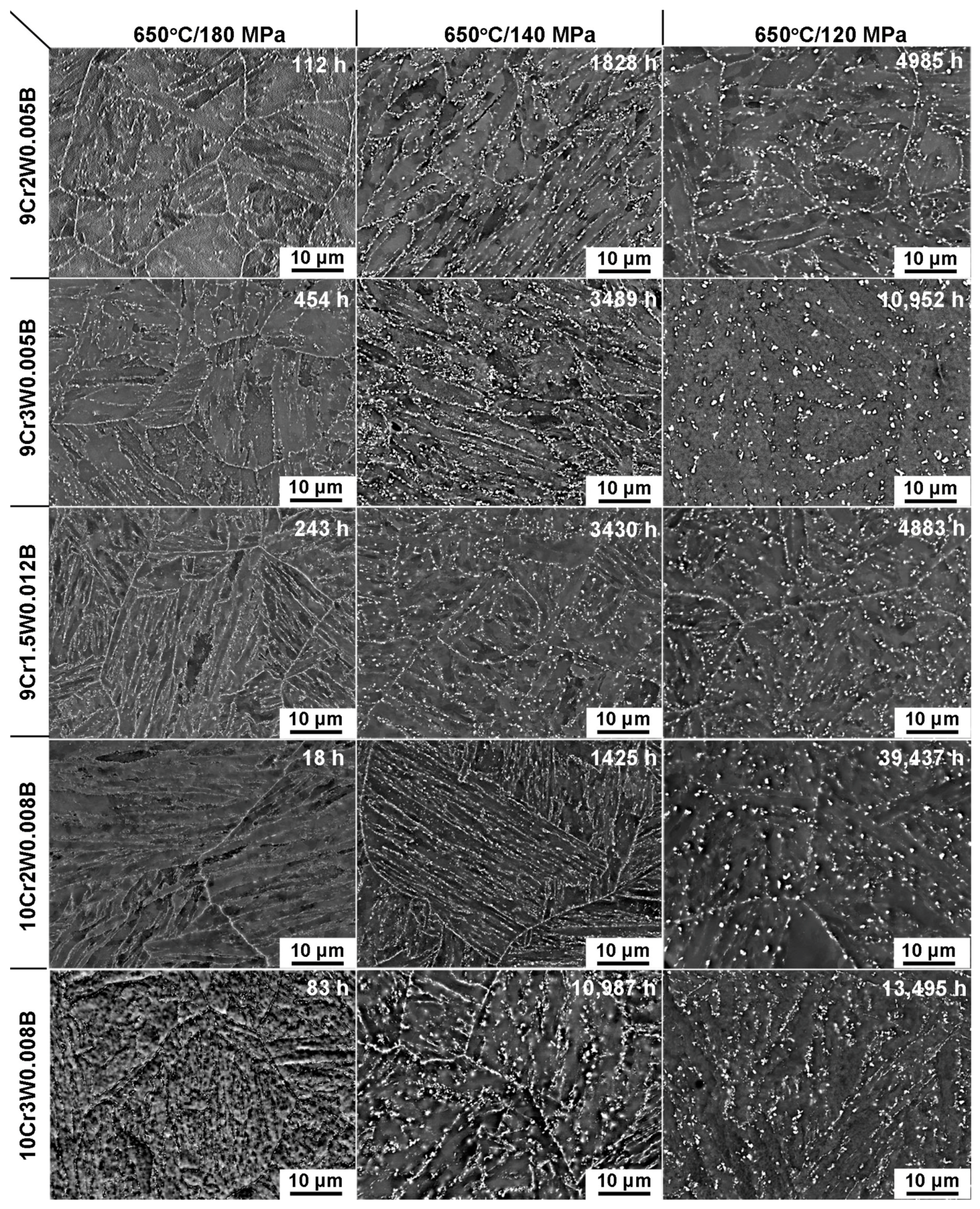
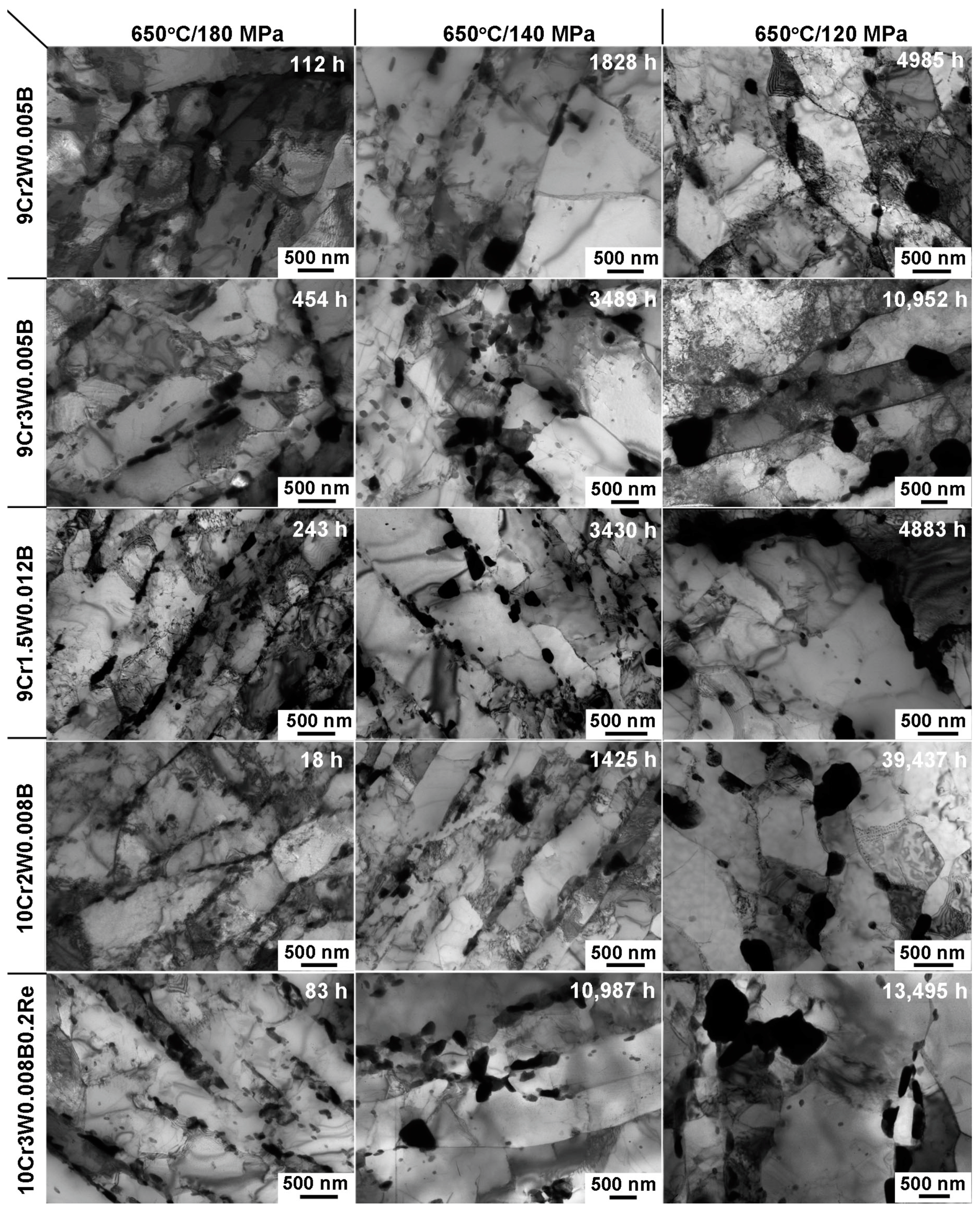
3.3. Crept Microstructures
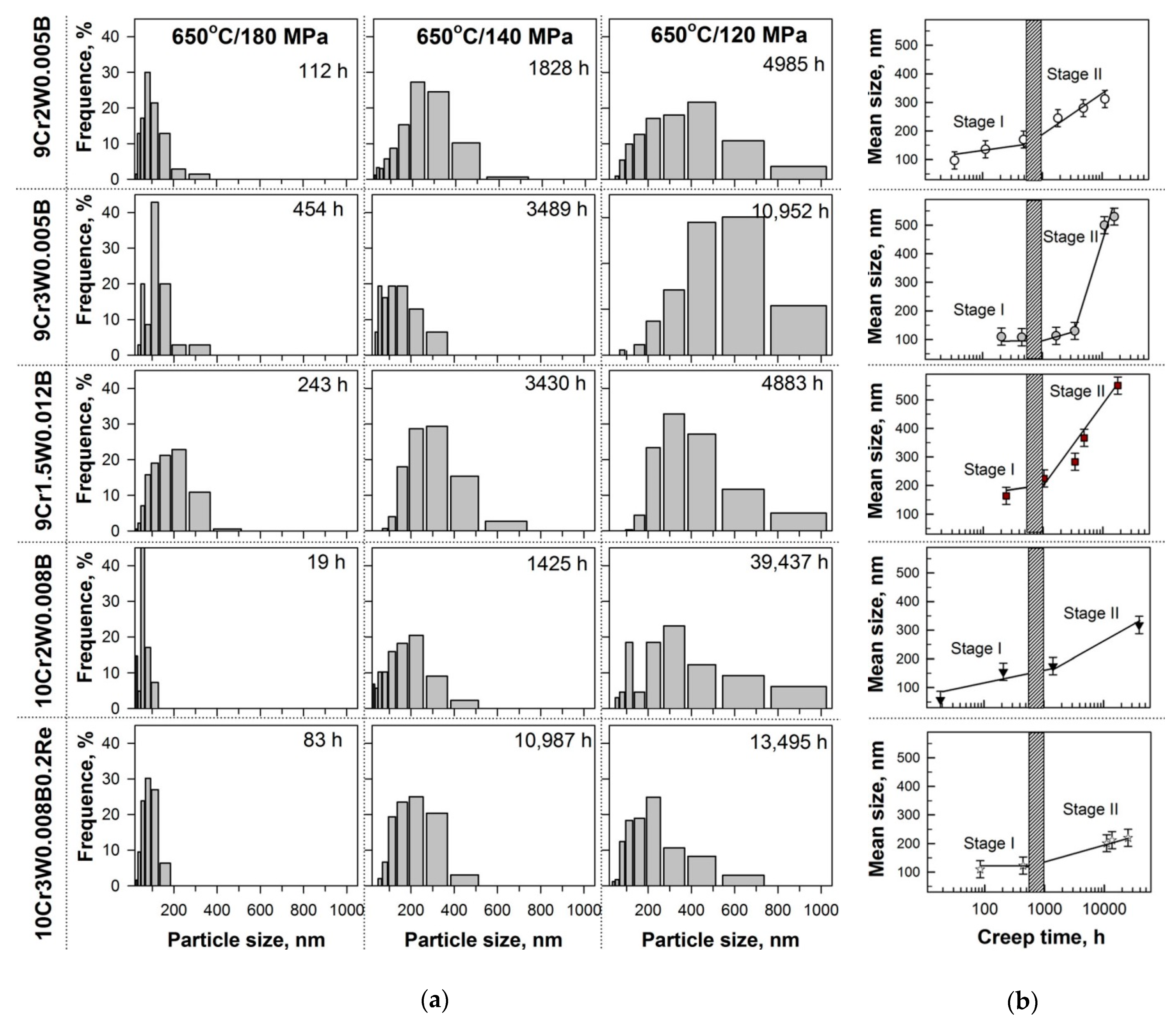
3.4. Evolution of Laves Phase during Creep
4. Discussion
4.1. Effect of Alloying on the Nucleation and Growth of Laves Phase
4.2. Relation between Coarsening of Laves Phase and CSB Appearance
5. Conclusions
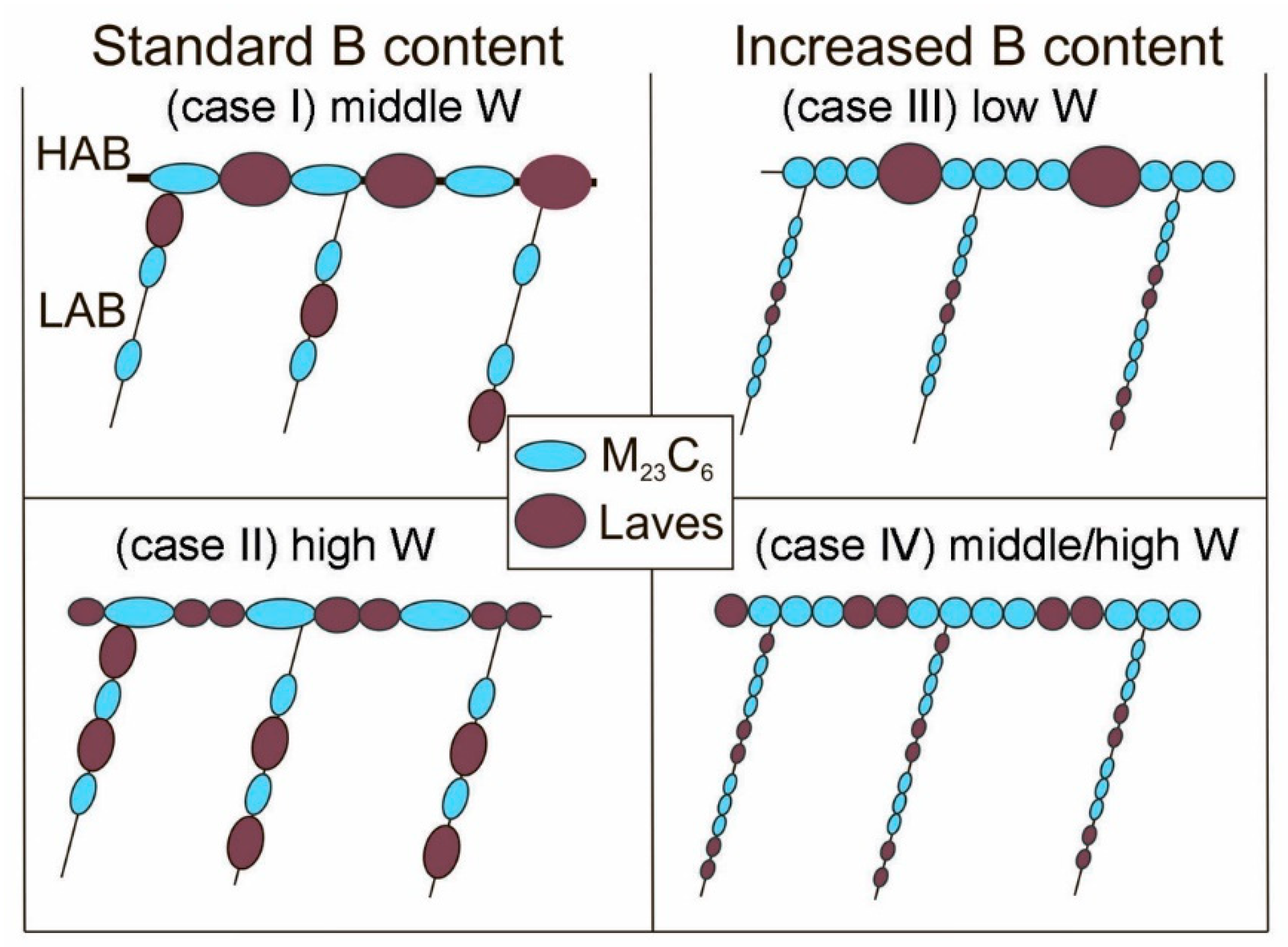
- The B content and (W+Mo) content affect the evolution of Laves phase during creep in the steels studied.
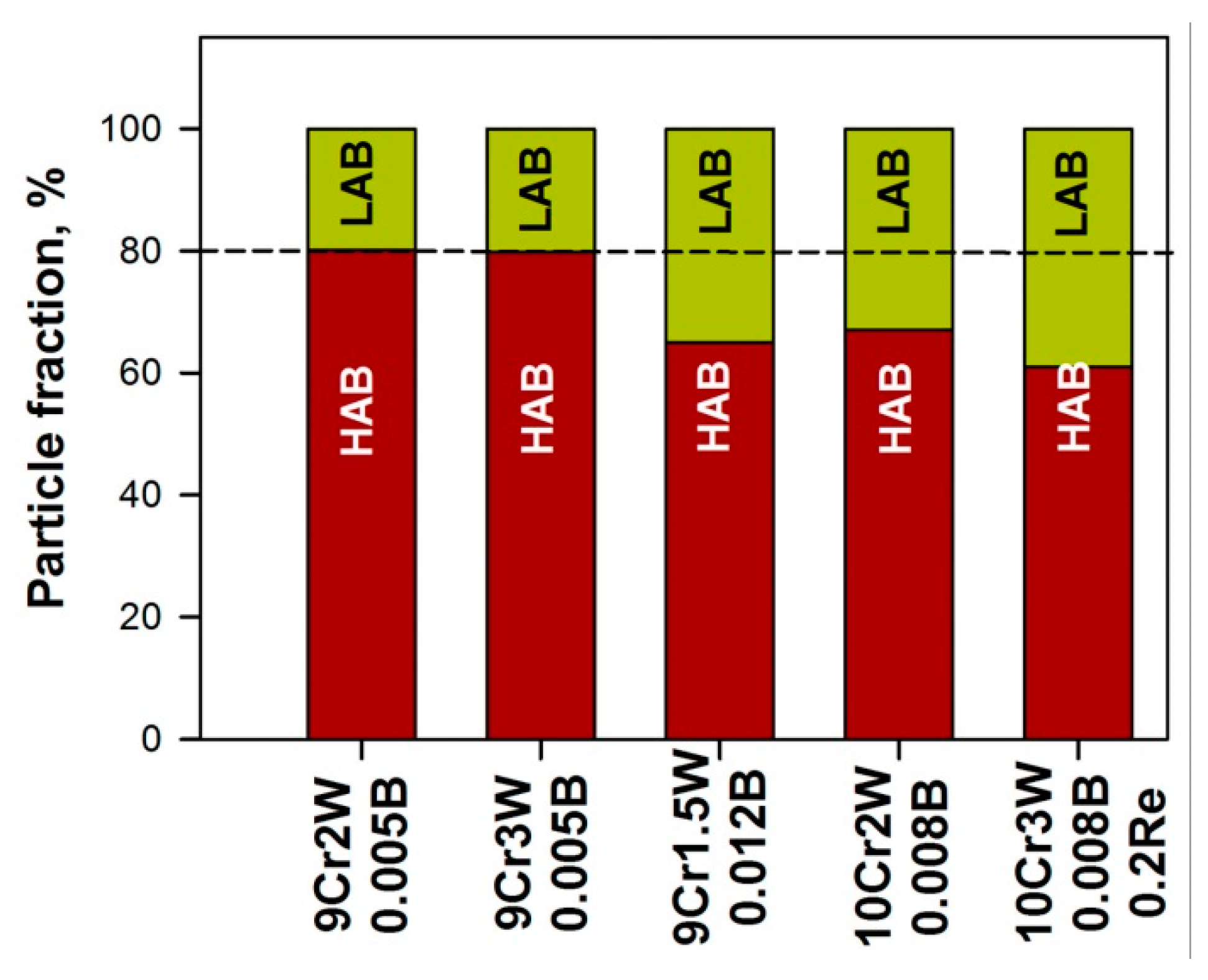
- The increased (0.008–0.012%) B content in the 9–10%Cr-3%Co steels results in finer M23C6 carbides precipitated during tempering at 750–770 °C and higher their number particle density as compared with the steels with conventional 0.005% B. This dispersion of M23C6 carbides leads to an increase in the fraction of Laves phase nucleated along the low-angle boundaries from 20% to 35–40% in the B-enriched steels during creep.
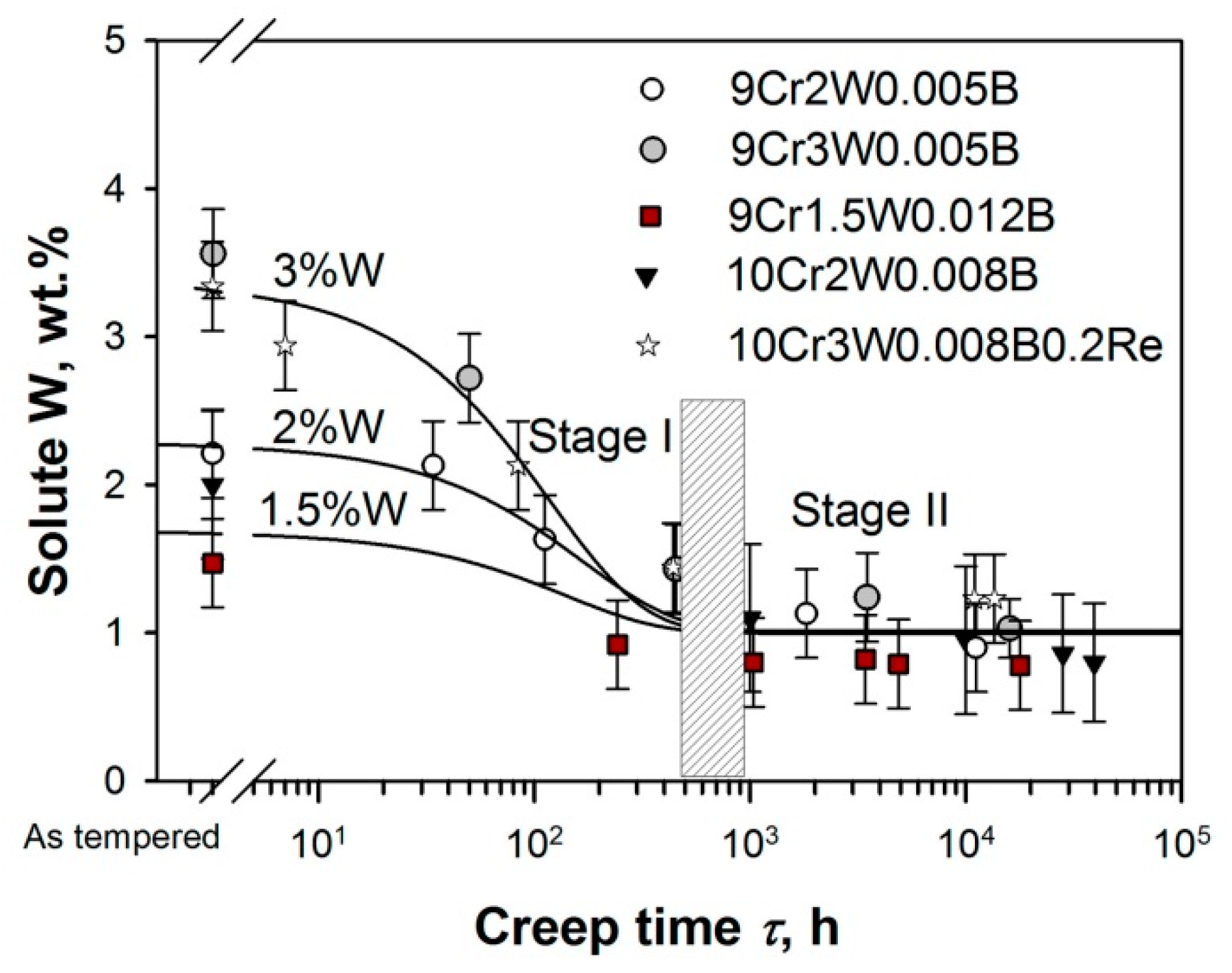
- During creep in all steels studied with different W content (1.5–3%), the stage of depletion of excess W from the solid solution up to an equilibrium value is accompanied with the formation of nuclei of Laves phase along the low-angle and high-angle boundaries and their diffusion growth. At the stage of equilibrium W content in the solid solution, the coarsening of Laves phase occurs due to Ostwald ripening.
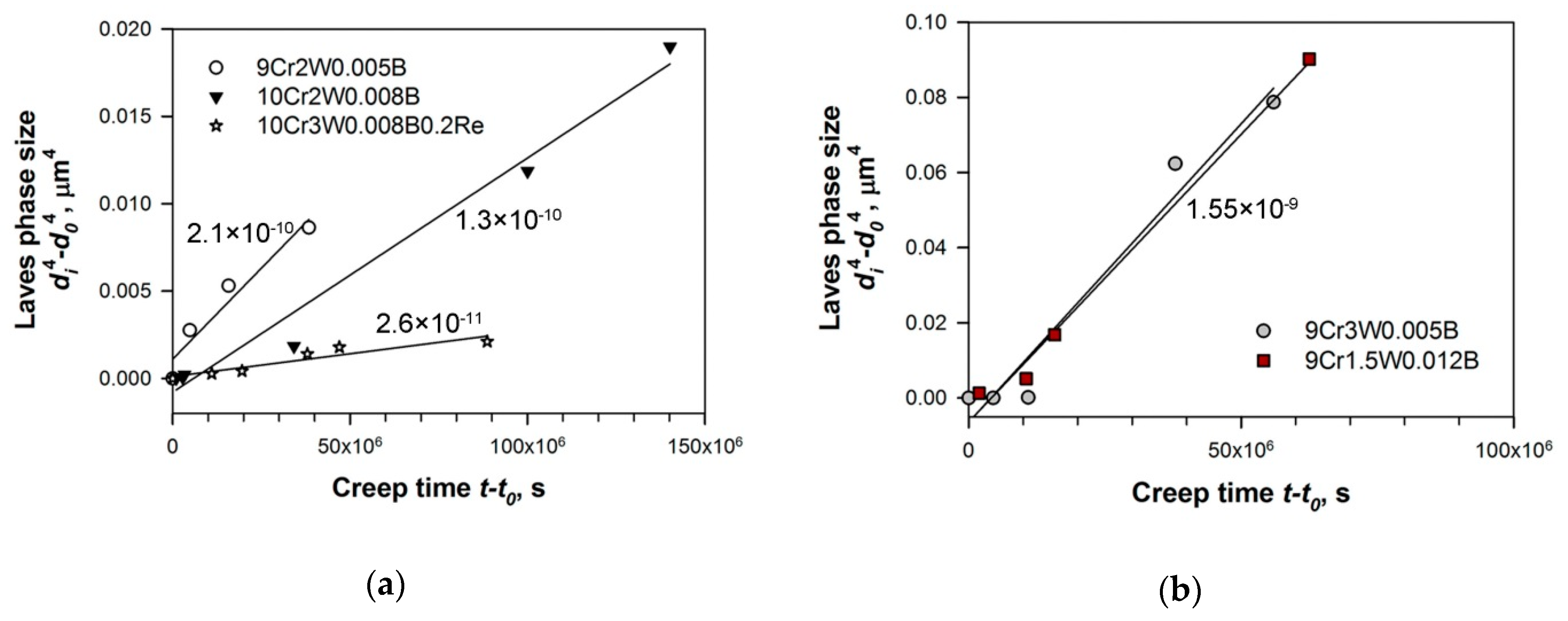
- The highest and the lowest (W+Mo) content (Mo equivalent of 2.05% and 1.35%, respectively) provides the highest coarsening rate constant of 1.55 × 10−9 μm4 s−1 due to the great difference in Gibbs energy between fine particles at the LABs and large particles at the HABs.
- The addition of Re (0.2%) to the 10%Cr steel provides the slowest coarsening of Laves phase among the steels studied due to the slow diffusion of W atoms and hindering their redistribution along boundaries.
- The fast coarsening of Laves phase at transition from the steady-state to tertiary creep stage can be a reason of the creep strength breakdown appearance in the 9Cr1.5W0.012B and 9Cr3W0.005B steels.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bhadeshia, H.K.D.H. Design of ferritic creep-resistant steels. ISIJ Int. 2001, 41, 626–640. [Google Scholar] [CrossRef] [Green Version]
- Abe, F.; Kern, T.-U.; Viswanathan, R. Creep-Resistant Steels; Woodhead Publishing: Cambridge, MA, USA, 2008; p. 678. [Google Scholar]
- Abe, F. Precipitate design for creep strengthening of 9%Cr tempered martensitic steel for ultra-supercritical power plants. Sci. Technol. Adv. Mater. 2008, 9, 013002. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Maruyama, K.; Sawada, K.; Koike, J. Strengthening mechanisms of creep resistant tempered martensitic steel. ISIJ Int. 2001, 41, 641–653. [Google Scholar] [CrossRef]
- Nikitin, I.; Fedoseeva, A.; Kaibyshev, R. Strengthening Mechanisms of Creep-Resistant 12%Cr-3%Co Steel with low N and high B contents. J. Mater. Sci. 2020, 55, 7530–7545. [Google Scholar] [CrossRef]
- Dudova, N.; Mishnev, R.; Kaibyshev, R. Creep behavior of a 10%Cr heat-resistant martensitic steel with low nitrogen and high boron contents at 650 °C. Mater. Sci. Eng. A 2019, 766, 138353. [Google Scholar] [CrossRef]
- Wang, Y.; Mayer, K.-H.; Scholz, A.; Berger, C.; Chilukuru, H.; Durst, K.; Blum, W. Development of new 11%Cr heat resistant ferritic steels with enhanced creep resistance for steam power plants with operating steam temperature up to 650 °C. Mater. Sci. Eng. A 2009, 510–511, 180–184. [Google Scholar] [CrossRef]
- Klueh, R.L. Elevated temperature ferritic and martensitic steels and their application to future nuclear reactors. Int. Mater. Rev. 2005, 50, 287–310. [Google Scholar] [CrossRef] [Green Version]
- Hald, J. High-alloyed martensitic steel grades for boilers in ultra-supercritical power plants. In Materials for Ultra-Supercritical and Advanced Ultra-Supercritical Power Plants; Di Gianfrancesco, A., Ed.; Woodhead Publishing: Cambridge, MA, USA, 2017; pp. 77–97. [Google Scholar] [CrossRef]
- Armaki, H.G.; Chen, R.; Kano, S.; Maruyama, K.; Hasegawa, Y.; Igarashi, M. Strain-induced coarsening of nanoscale precipitates in strength enhanced high Cr ferritic steels. Mater. Sci. Eng. A 2012, 532, 373–380. [Google Scholar] [CrossRef]
- Suzuki, K.; Kumai, S.; Kushima, H.; Kimura, K.; Abe, F. Heterogeneous recovery and precipitation of Z-phase during long term creep deformation of modified 9Cr-1Mo steel. Tetsu-to-Hagane 2000, 86, 550–557. [Google Scholar] [CrossRef] [Green Version]
- Suzuki, K.; Kumai, S.; Kushima, H.; Kimura, K.; Abe, F. Precipitation of Z-phase and precipitation sequence during creep deformation of mod.9Cr-1Mo steel. Tetsu-to-Hagane 2003, 89, 691–698. [Google Scholar] [CrossRef] [Green Version]
- Sklenicka, V.; Kucharova, K.; Svoboda, M.; Kloc, L.; Bursik, J.; Kroupa, A. Long-term creep behavior of 9–12%Cr power plant steels. Mater. Char. 2003, 51, 35–48. [Google Scholar] [CrossRef]
- Danielsen, H.K. Review of Z phase precipitation in 9–12 wt-%Cr steels. Mater. Sci. Technol. 2016, 32, 126–137. [Google Scholar] [CrossRef] [Green Version]
- Fedoseeva, A.; Nikitin, I.; Dudova, N.; Kaibyshev, R. Strain-induced Z-phase formation in a 9% Cr-3% Co martensitic steel during creep at elevated temperature. Mater. Sci. Eng. A 2018, 724, 29–36. [Google Scholar] [CrossRef]
- Kaibyshev, R.; Mishnev, R.; Fedoseeva, A.; Dudova, N. The role of microstructure in creep strength of 9–12%Cr steels. Mater. Sci. Forum 2016, 879, 36–41. [Google Scholar] [CrossRef]
- Mishnev, R.; Dudova, N.; Kaibyshev, R. On the origin of the superior long-term creep resistance of a 10% Cr steel. Mater. Sci. Eng. A 2018, 713, 161–173. [Google Scholar] [CrossRef]
- Kaibyshev, R.; Mishnev, R.; Tkachev, E.; Dudova, N. Effect of Ni and Mn on the creep behaviour of 9–10 %Cr Steels with low N and high B. Trans. Indian Inst. Met. 2016, 69, 203–210. [Google Scholar] [CrossRef]
- Tkachev, E.; Belyakov, A.; Kaibyshev, R. Creep strength breakdown and microstructure in a 9%Cr steel with high B and low N contents. Mater. Sci. Eng. A 2020, 772, 138821. [Google Scholar] [CrossRef]
- Tkachev, E.; Belyakov, A.; Kaibyshev, R. Creep behavior and microstructural evolution of a 9%Cr steel with high B and low N contents. Mater. Sci. Eng. A 2018, 725, 228–241. [Google Scholar] [CrossRef] [Green Version]
- Abe, F. Effect of fine precipitation and subsequent coarsening of Fe2W Laves phase on the creep deformation behavior of tempered martensitic 9Cr-W steels. Metall. Trans. A 2005, 36A, 321–332. [Google Scholar] [CrossRef]
- Abe, F.; Ohba, T.; Miyazaki, H.; Toda, Y.; Tabuchi, M. Effect of W-Mo balance on long-term creep life of 9Cr steel. Mater. High. Temp. 2019, 36, 314–324. [Google Scholar] [CrossRef]
- Prat, O.; Garcia, J.; Rojas, D.; Sauthoff, G.; Inden, G. The role of Laves phase on microstructure evolution and creep strength of novel 9%Cr heat resistant steels. Intermetallics 2013, 32, 362–372. [Google Scholar] [CrossRef]
- Cui, H.; Sun, F.; Chen, K.; Zhang, L.; Wan, R.; Shan, A.; Wu, J. Precipitation behavior of Laves phase in 10%Cr steel X12CrMoWVNbN10-1-1 during short-term creep exposure. Mater. Sci. Eng. A 2010, 527, 7505–7509. [Google Scholar] [CrossRef]
- Maddi, L.; Deshmukh, G.S.; Ballal, A.R.; Peshwe, D.R.; Paretkar, R.K.; Laha, K.; Mathew, M.D. Effect of Laves phase on the creep rupture properties of P92 steel. Mater. Sci. Eng. A 2016, 668, 215–223. [Google Scholar] [CrossRef]
- Zhen, L.; Zhengdong, L.; Xitao, W.; Zhengzong, C. Investigation of the microstructure and strength in G115 steel with the different concentration of tungsten during creep test. Mater. Charact. 2019, 49, 95–104. [Google Scholar] [CrossRef]
- Fedoseeva, A.; Nikitin, I.; Dudova, N.; Kaibyshev, R. On effect of rhenium on mechanical properties of a high-Cr creep resistant steel. Mater. Lett. 2019, 269, 81–84. [Google Scholar] [CrossRef]
- Fedoseeva, A.; Nikitin, I.; Dudova, N.; Kaibyshev, R. Superior creep resistance of a high-Cr steel with Re additives. Mater. Lett. 2020, 262, 127183. [Google Scholar] [CrossRef]
- Fedoseeva, A.; Dudova, N.; Kaibyshev, R. Effect of stresses on the structural changes in high-chromium steel upon creep. Phys. Met. Metallogr. 2017, 118, 591–600. [Google Scholar] [CrossRef]
- Fedoseeva, A.; Nikitin, I.; Dudova, N.; Kaibyshev, R. Nucleation of W-rich carbides and Laves phase in a Re-containing 10% Cr steel during creep at 650 °C. Mater. Charact. 2020, 169, 110651. [Google Scholar] [CrossRef]
- Fedoseeva, A.; Dudova, N.; Glatzel, U.; Kaibyshev, R. Effect of W on tempering behaviour of a 3%Co modified P92 steel. J. Mater. Sci. 2016, 51, 9424–9439. [Google Scholar] [CrossRef]
- Fedoseeva, A.; Dudova, N.; Kaibyshev, R. Creep strength breakdown and microstructure evolution in a 3%Co modified P92 steel. Mater. Sci. Eng. A 2016, 654, 1–12. [Google Scholar] [CrossRef]
- Sawada, K.; Takeda, M.; Maruyama, K.; Ishii, R.; Yamada, M.; Nagae, Y.; Komine, R. Effect of W on recovery of lath structure during creep of high chromium martensitic steels. Mater. Sci. Eng. A 1999, 267, 19–25. [Google Scholar] [CrossRef]
- Miyata, K.; Sawaragi, Y. Effect of Mo and W on the phase stability of precipitates in low Cr heat resistant steels. ISIJ Int. 2001, 41, 281–289. [Google Scholar] [CrossRef] [Green Version]
- Abe, F.; Nakazawa, S. The effect of tungsten on creep behavior of tempered martensitic 9Cr steels. Metall. Trans. A 1992, 23A, 3025–3034. [Google Scholar] [CrossRef]
- Tsuchida, Y.; Okamoto, K. Improvement of creep rupture strength of high Cr ferritic steel by addition of W. ISIJ Int. 1995, 35, 317–323. [Google Scholar] [CrossRef]
- Sanhueza, J.P.; Rojas, D.; Prat, O.; Garcia, J.; Melendrez, M.F.; Saurez, S. Investigation of Ta-MX/Z-phase and Laves phase as precipitation hardening particles in a 12 pct Cr heat-resistant steel. Metall. Mater. Trans. A 2018, 49, 2951–2962. [Google Scholar] [CrossRef]
- Abe, F. Coarsening behavior of lath and its effect on creep rates in tempered martensitic 9Cr-W steels. Mater. Sci. Eng. A 2004, 387-389, 565–569. [Google Scholar] [CrossRef]
- Dimmler, G.; Weinert, P.; Kozeschnik, E.; Cerjak, H. Quantification of the Laves phase in advanced 9–12%Cr steels using a standard SEM. Mater. Charact. 2003, 51, 341–352. [Google Scholar] [CrossRef]
- Korcakova, L.; Hald, J.; Somers Marcel, A.J. Quantification of Laves phase particle size in 9CrW steel. Mater. Charact. 2001, 47, 111–117. [Google Scholar] [CrossRef]
- Hattestrand, M.; Andren, H.-O. Influence of strain on precipitation reactions during creep of an advanced 9% chromium steel. Acta Mater. 2001, 49, 2123–2128. [Google Scholar] [CrossRef]
- Isik, M.I.; Kostka, A.; Eggeler, G. The nucleation of Laves phase particles during high-temperature exposure and creep of tempered martensite ferritic steels. Acta Mater. 2014, 81, 230–240. [Google Scholar] [CrossRef]
- Isik, M.I.; Kostka, A.; Yardley, V.A.; Pradeep, K.G.; Duarte, M.J.; Choi, P.P.; Raabe, D.; Eggeler, G. The nucleation of Mo-rich Laves phase particles adjacent to M23C6 micrograin boundary carbides in 12% Cr tempered martensite ferritic steels. Acta Mater. 2015, 90, 94–104. [Google Scholar] [CrossRef]
- Fedoseeva, A.; Dudova, N.; Kaibyshev, R. Role of tungsten in the tempered martensite embrittlement of a modified 9%Cr steel. Metall. Mater. Trans. A 2017, 48, 982–998. [Google Scholar] [CrossRef]
- Kimura, K.; Kushima, H.; Abe, F.; Yagi, K. Inherent creep strength and long term creep strength properties of ferritic steels. Mater. Sci. Eng. A 1997, 234–236, 1079–1082. [Google Scholar] [CrossRef]
- Jones, D.R.H.; Ashby, M.F. Chapter 23—Mechanisms of Creep, and Creep-Resistant Materials. In Engineering Materials 1 An Introduction to Properties, Applications and Design, 5th ed.; Jones, D.R.H., Ashby, M.F., Eds.; Elsevier: Cambridge, MA, USA, 2019; pp. 381–394. [Google Scholar] [CrossRef]
- Ardell, A.J. On the coarsening of grain boundary precipitates. Acta Metall. 1972, 20, 601–609. [Google Scholar] [CrossRef]
- Kirchner, H.O.K. Coarsening of grain-boundary precipitates. Metall. Trans. 1972, 2, 2861–2864. [Google Scholar] [CrossRef]
- Yao, J.H.; Elder, K.R.; Guo, H.; Grant, M. Theory and simulation of Ostwald ripening. Phys. Rev. B. 1993, 47, 14110–14125. [Google Scholar] [CrossRef] [Green Version]
- Wagner, C. Theorie der Alterung von Niederschlaegen durch Umlosen (Ostwald Reifung). Phys. Chem. Chem. Phys. 2010, 65, 581–591. [Google Scholar] [CrossRef]
- Lifshitz, M.; Slyozov, V.V. The kinetics of precipitation from supersaturated solid solutions. J. Phys. Chem. Solids 1961, 19, 35–50. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | Fe | C | Cr | Co | Mo | W | V | Nb | B | N | Si | Mn | Ni | Re |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 9Cr2W0.005B | bal. | 0.12 | 9.3 | 3.1 | 0.4 | 2.0 | 0.2 | 0.06 | 0.005 | 0.05 | 0.08 | 0.2 | 0.2 | – |
| 9Cr3W0.005B | bal. | 0.12 | 9.5 | 3.2 | 0.5 | 3.1 | 0.2 | 0.06 | 0.005 | 0.05 | 0.06 | 0.2 | 0.04 | – |
| 9Cr1.5W0.012B | bal. | 0.10 | 9.0 | 2.8 | 0.6 | 1.5 | 0.2 | 0.05 | 0.012 | 0.007 | 0.12 | 0.4 | 0.04 | – |
| 10Cr2W0.008B | bal. | 0.10 | 10.0 | 3.0 | 0.7 | 2.0 | 0.2 | 0.05 | 0.008 | 0.003 | 0.06 | 0.1 | 0.24 | – |
| 10Cr3W0.008B0.2Re | bal. | 0.11 | 9.9 | 3.2 | 0.1 | 2.9 | 0.2 | 0.07 | 0.008 | 0.002 | 0.03 | 0.1 | 0.17 | 0.2 |
| Steels | Structure | Particles | |||||
|---|---|---|---|---|---|---|---|
| PAG size, μm | Lath Size, μm | ρdisl, ×1014 m−2 | Size, nm | Volume Fraction (by Thermo-Calc), % | Density of Particles Located at the Boundaries, μm−1 | ||
| M23C6/MX/ M6C/Laves | M23C6/MX | HAB | LAB | ||||
| 9Cr2W0.005B | 10 ± 2 | 0.4 ± 0.05 | 2.0 ± 0.01 | 90/30/-/- | 2.27/0.34 | 1.41 | 0.94 |
| 9Cr3W0.005B | 20 ± 2 | 0.4 ± 0.05 | 2.0 ± 0.01 | 90/30/350/80 | 2.31/0.34 | 1.41 | 0.94 |
| 9Cr1.5W0.0012B | 26 ± 2 | 0.3 ± 0.05 | 2.6 ± 0.01 | 70/49/-/- | 1.79/0.04 | 4.31 | 2.18 |
| 10Cr2W0.008B | 35 ± 2 | 0.4 ± 0.05 | 1.7 ± 0.01 | 70/30/25/- | 2.05/0.06 | 4.31 | 2.18 |
| 10Cr3W0.008B0.2Re | 51 ± 2 | 0.3 ± 0.05 | 2.0 ± 0.01 | 70/30/28/- | 1.97/0.08 | 6.75 | 2.35 |
| Steel | 200 MPa (Ruptured) | 180 MPa (Ruptured) | 160 MPa (Ruptured) | 140 MPa (Ruptured) | 120 MPa (Ruptured) | 120 MPa (Interrupted) | 100 MPa (Ruptured) |
|---|---|---|---|---|---|---|---|
| 9Cr2W0.005B | 34/3 | 112/47 | 487/162 | 1828/710 | 4985/1744 | – | 11,151/6144 |
| 9Cr3W0.005B | 207/80 | 454/253 | 1703/438 | 3489/1630 | 10,952/2664 | – | 15,998/3144 |
| 9Cr1.5W0.012B | – | 243/131 | 1035/300 | 3430/1434 | 4883/2000 | – | 17,862/- |
| 10Cr2W0.008B | – | 18/7 | 210/110 | 1425/643 | 39,437/17,773 | 1000 | - |
| 10Cr3W0.008B0.2Re | 8/3 | 83/35 | 440/120 | 10,987/1483 | 13,495/1380 | 1000 | 25,065/1499 |
| Steel | Structure | Particles | ||||
|---|---|---|---|---|---|---|
| Lath/Subgrain Sizes μm | ρdisl, ×1014 m−2 | Size, nm | Volume Fraction *, % | Density of Laves Phase Located at the Boundaries, μm−1 | ||
| M23C6/Laves | M23C6/Laves | HAB | LAB | |||
| Applied stress of 180 MPa | ||||||
| 9Cr2W0.005B | 0.60 ± 0.05 | 0.5 ± 0.01 | 120/136 | 2.34/1.20 | 1.92 | 0.43 |
| 9Cr3W0.005B | 0.57 ± 0.05 | 1.1 ± 0.01 | 100/108 | 2.37/2.49 | 3.16 | 0.80 |
| 9Cr1.5W0.012B | 0.56 ± 0.05 | 1.0 ± 0.01 | 76/164 | 1.87/0.90 | 1.48 | 0.85 |
| 10Cr2W0.008B | 0.70 ± 0.05 | 1.2 ± 0.01 | 70/56 | 2.10/1.61 | 0.26 | 0.1 |
| 10Cr3W0.008B0.2Re | 0.50 ± 0.05 | 0.7 ± 0.01 | 64/110 | 2.00/1.89 | 1.97 | 0.85 |
| Applied stress of 140 MPa | ||||||
| 9Cr2W0.005B | 1.45 ± 0.05 | 0.2 ± 0.01 | 185/245 | 2.34/1.20 | 1.97 | 0.55 |
| 9Cr3W0.005B | 0.65 ± 0.05 | 1.0 ± 0.01 | 113/130 | 2.37/2.49 | 1.86 | 0.84 |
| 9Cr1.5W0.012B | 0.78 ± 0.05 | 0.5 ± 0.01 | 107/283 | 1.87/0.90 | 0.95 | 0.57 |
| 10Cr2W0.008B | 0.66 ± 0.05 | 1.1 ± 0.01 | 100/175 | 2.10/1.61 | 1.23 | 0.65 |
| 10Cr3W0.008B0.2Re | 1.22 ± 0.05 | 0.2 ± 0.01 | 120/200 | 2.00/1.89 | 1.83 | 0.36 |
| Applied stress of 120 MPa | ||||||
| 9Cr2W0.005B | 1.50 ± 0.05 | 0.1 ± 0.01 | 200/280 | 2.34/1.20 | 1.25 | 0.52 |
| 9Cr3W0.005B | 0.78 ± 0.05 | 0.5 ± 0.01 | 220/500 | 2.37/2.49 | 0.47 | 0.51 |
| 9Cr1.5W0.012B | 0.91 ± 0.05 | 0.4 ± 0.01 | 114/367 | 1.87/0.90 | 0.73 | 0.51 |
| 10Cr2W0.008B | 0.86 ± 0.05 | 0.2 ± 0.01 | 120/318 | 2.10/1.61 | 0.58 | 0.42 |
| 10Cr3W0.008B0.2Re | 0.92 ± 0.05 | 0.2 ± 0.01 | 106/212 | 2.00/1.89 | 1.42 | 0.42 |
| Steel | 9Cr2W0.005B | 9Cr3W0.005B | 9Cr1.5W0.012B | 10Cr2W0.008B | 10Cr3W0.008B0.2Re |
|---|---|---|---|---|---|
| Creep conditions | 160 MPa 487 h | 180 MPa 454 h | 160 MPa 1037 h | 120 MPa 1000 h (interrupted) | 120 MPa 1001 h (interrupted) |
| Number particle density, μm−1 | 2.50/0.62 | 3.16/0.80 | 1.56/0.85 | 1.56/0.77 | 1.49/0.95 |
| Mean size, nm | 176/135 | 106/165 | 200/159 | 160/126 | 150/100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fedoseeva, A.; Nikitin, I.; Tkachev, E.; Mishnev, R.; Dudova, N.; Kaibyshev, R. Effect of Alloying on the Nucleation and Growth of Laves Phase in the 9–10%Cr-3%Co Martensitic Steels during Creep. Metals 2021, 11, 60. https://doi.org/10.3390/met11010060
Fedoseeva A, Nikitin I, Tkachev E, Mishnev R, Dudova N, Kaibyshev R. Effect of Alloying on the Nucleation and Growth of Laves Phase in the 9–10%Cr-3%Co Martensitic Steels during Creep. Metals. 2021; 11(1):60. https://doi.org/10.3390/met11010060
Chicago/Turabian StyleFedoseeva, Alexandra, Ivan Nikitin, Evgeniy Tkachev, Roman Mishnev, Nadezhda Dudova, and Rustam Kaibyshev. 2021. "Effect of Alloying on the Nucleation and Growth of Laves Phase in the 9–10%Cr-3%Co Martensitic Steels during Creep" Metals 11, no. 1: 60. https://doi.org/10.3390/met11010060
APA StyleFedoseeva, A., Nikitin, I., Tkachev, E., Mishnev, R., Dudova, N., & Kaibyshev, R. (2021). Effect of Alloying on the Nucleation and Growth of Laves Phase in the 9–10%Cr-3%Co Martensitic Steels during Creep. Metals, 11(1), 60. https://doi.org/10.3390/met11010060