Influence of Forging and Heat Treatment on the Microstructure and Mechanical Properties of a Heavily Alloyed Ingot-Metallurgy Nickel-Based Superalloy


 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Initial Material
2.2. Processing Methods
2.3. Microstructural Examination
2.4. Mechanical Tests
3. Results and Discussion
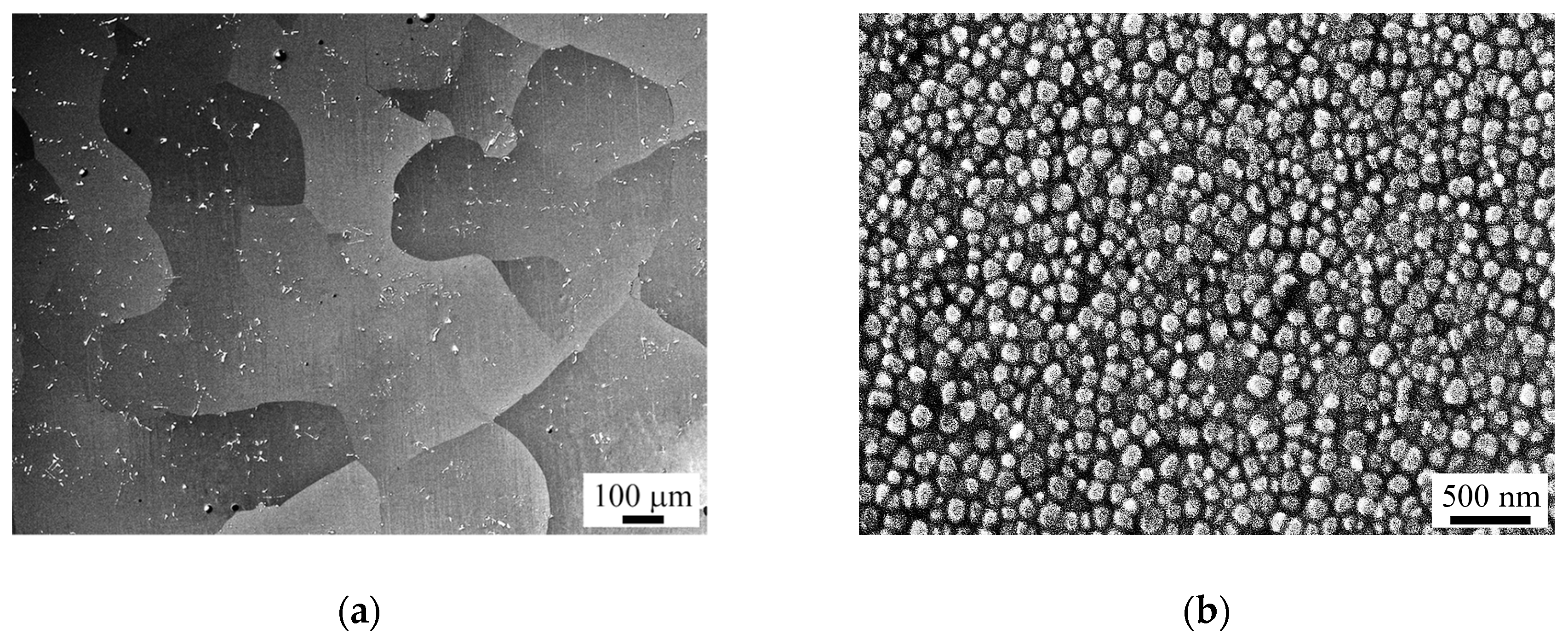
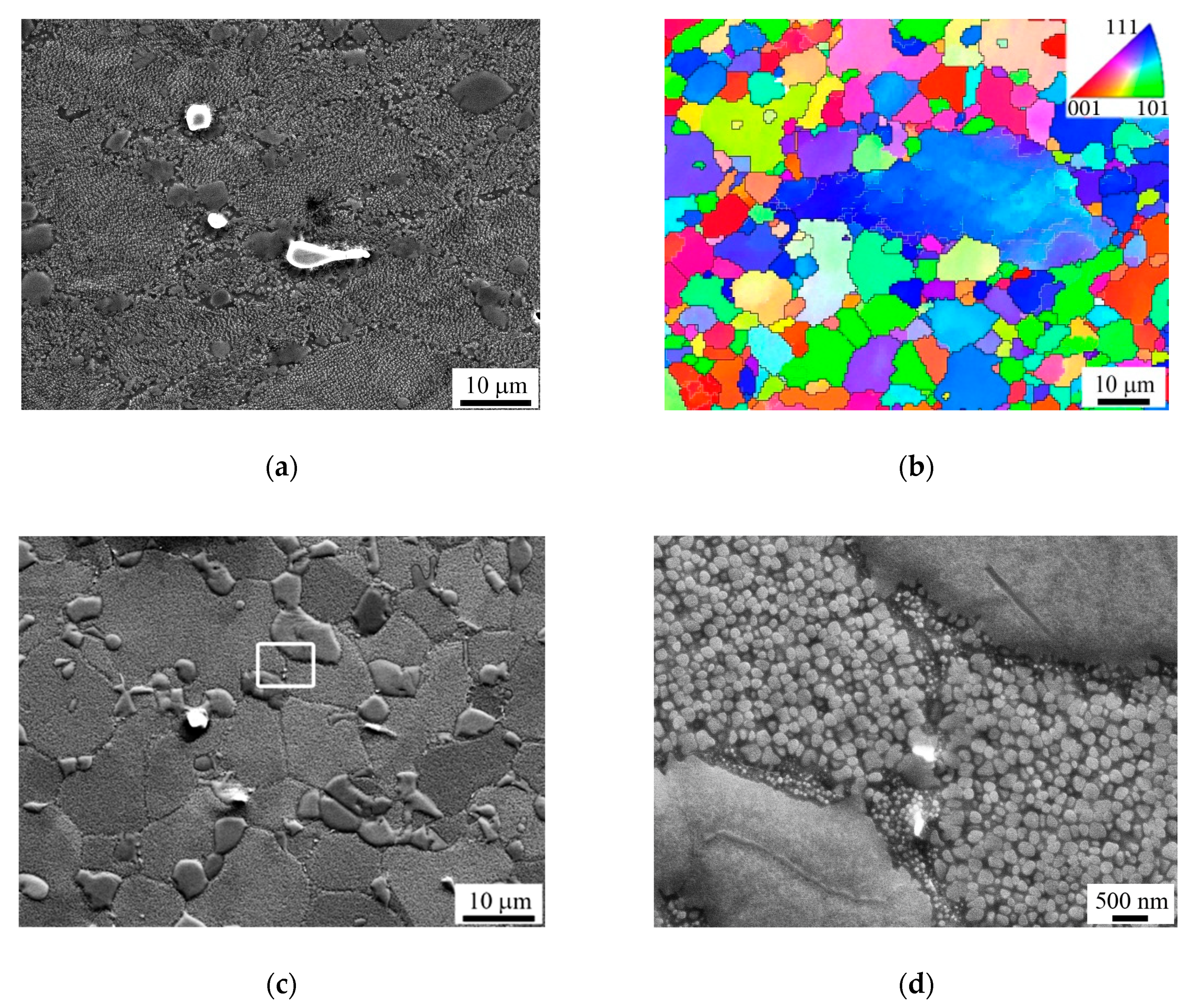
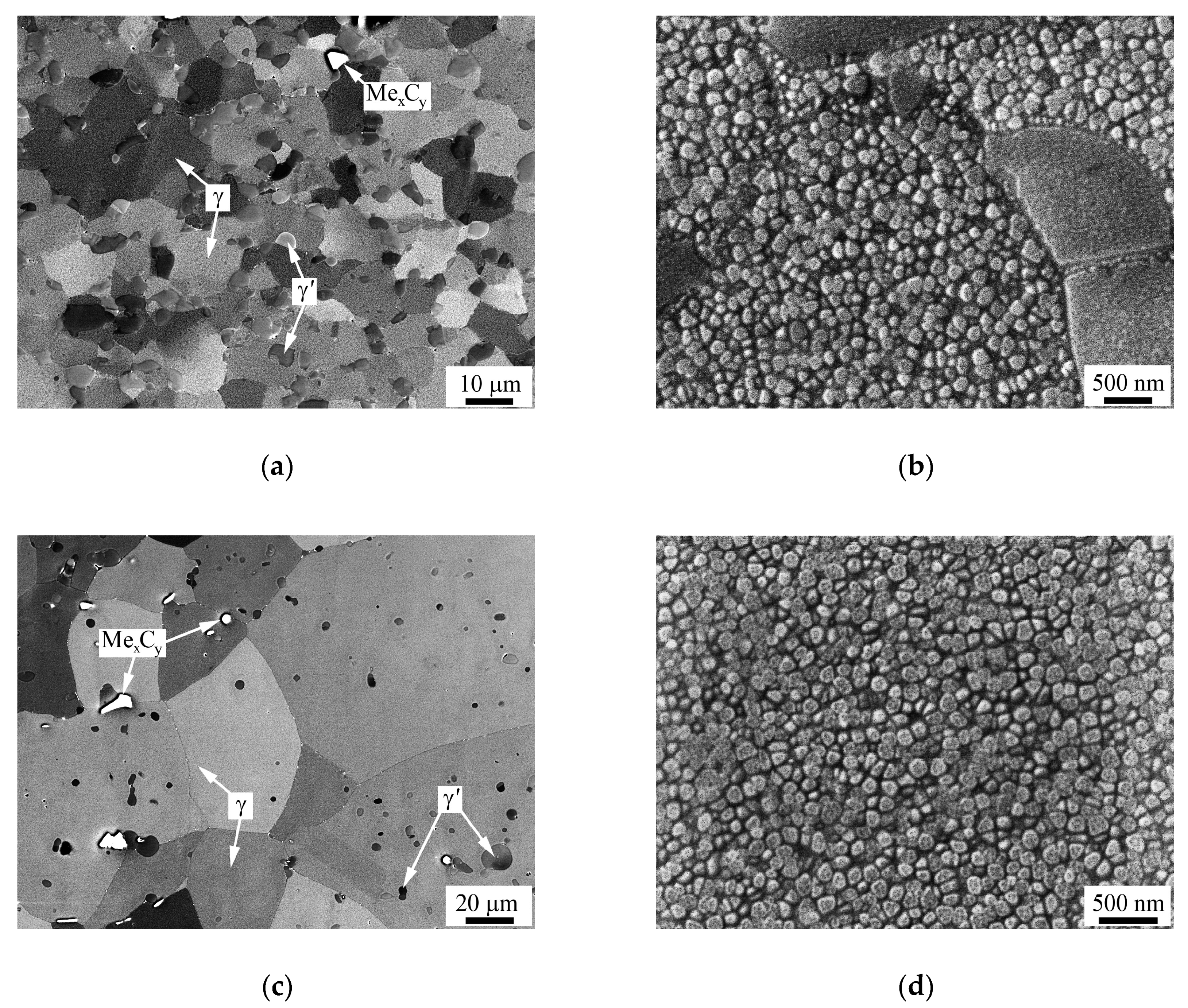
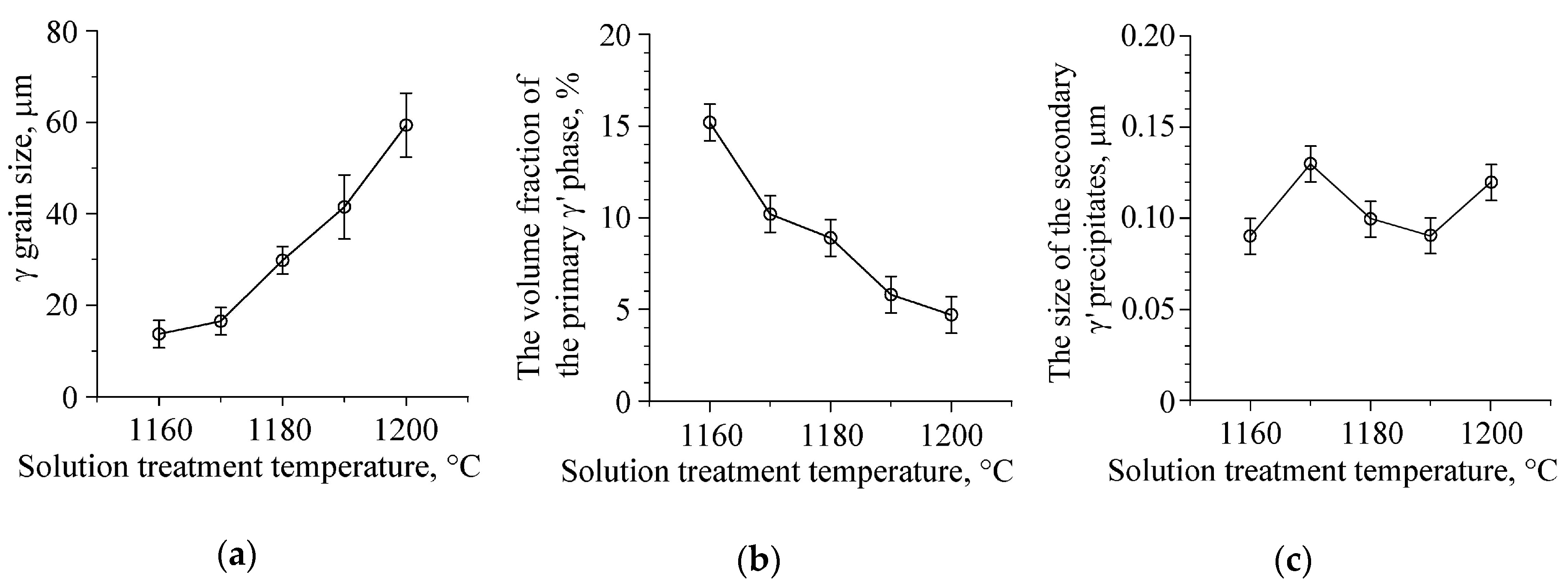
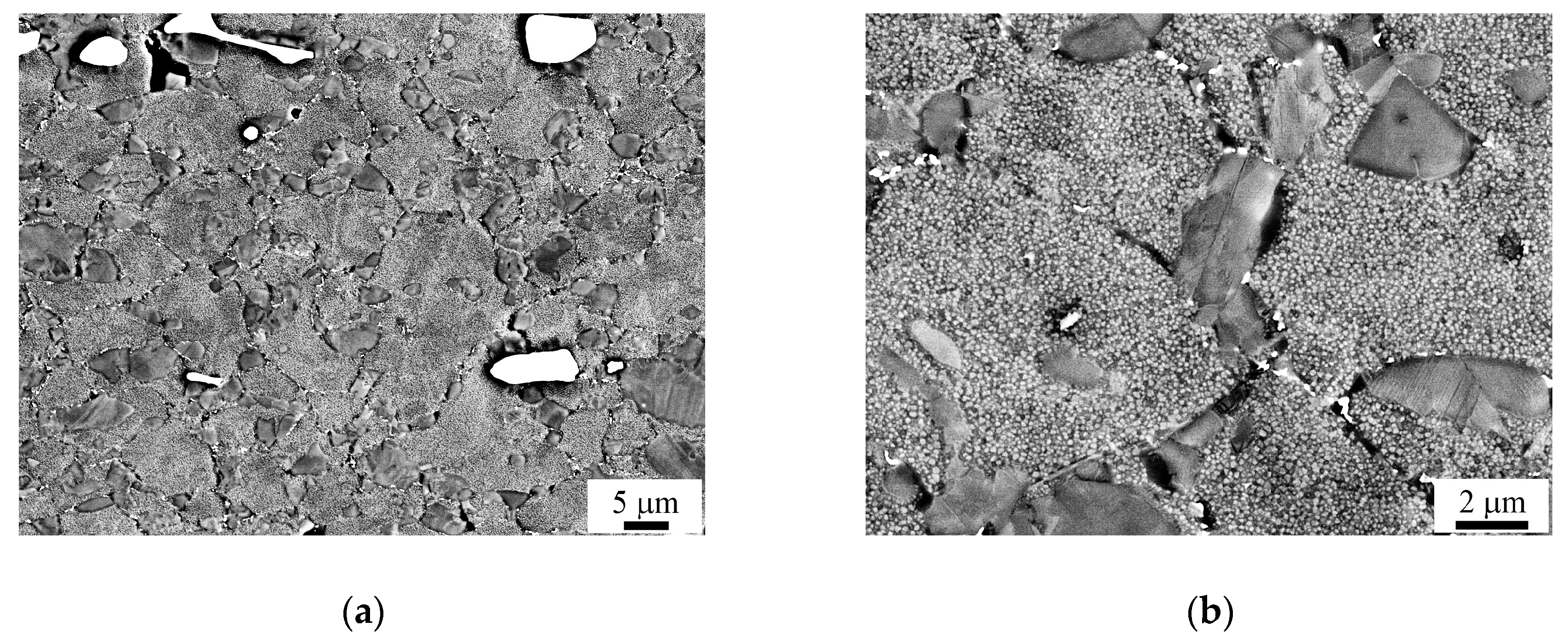
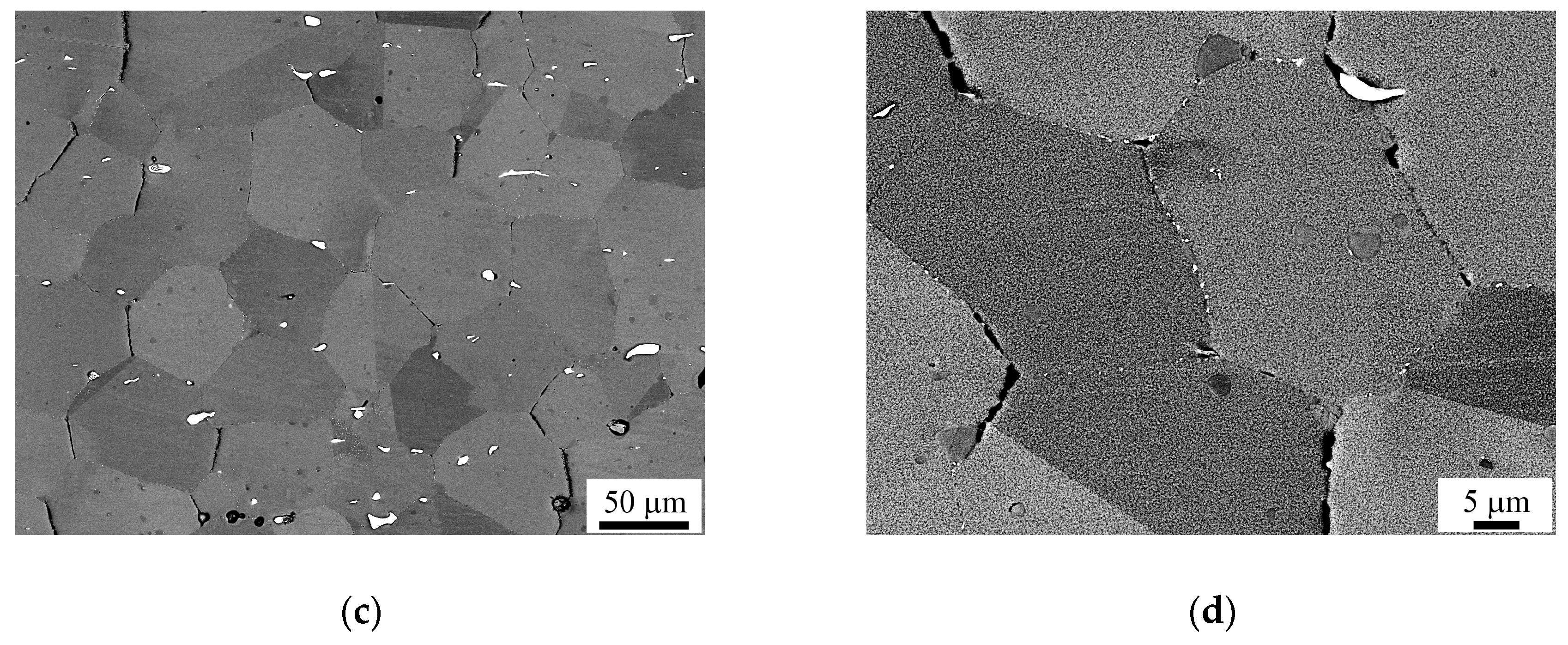
3.1. Microstructure Characterization
3.2. Partitioning Behavior of The Alloying Elements
3.3. Tensile Properties
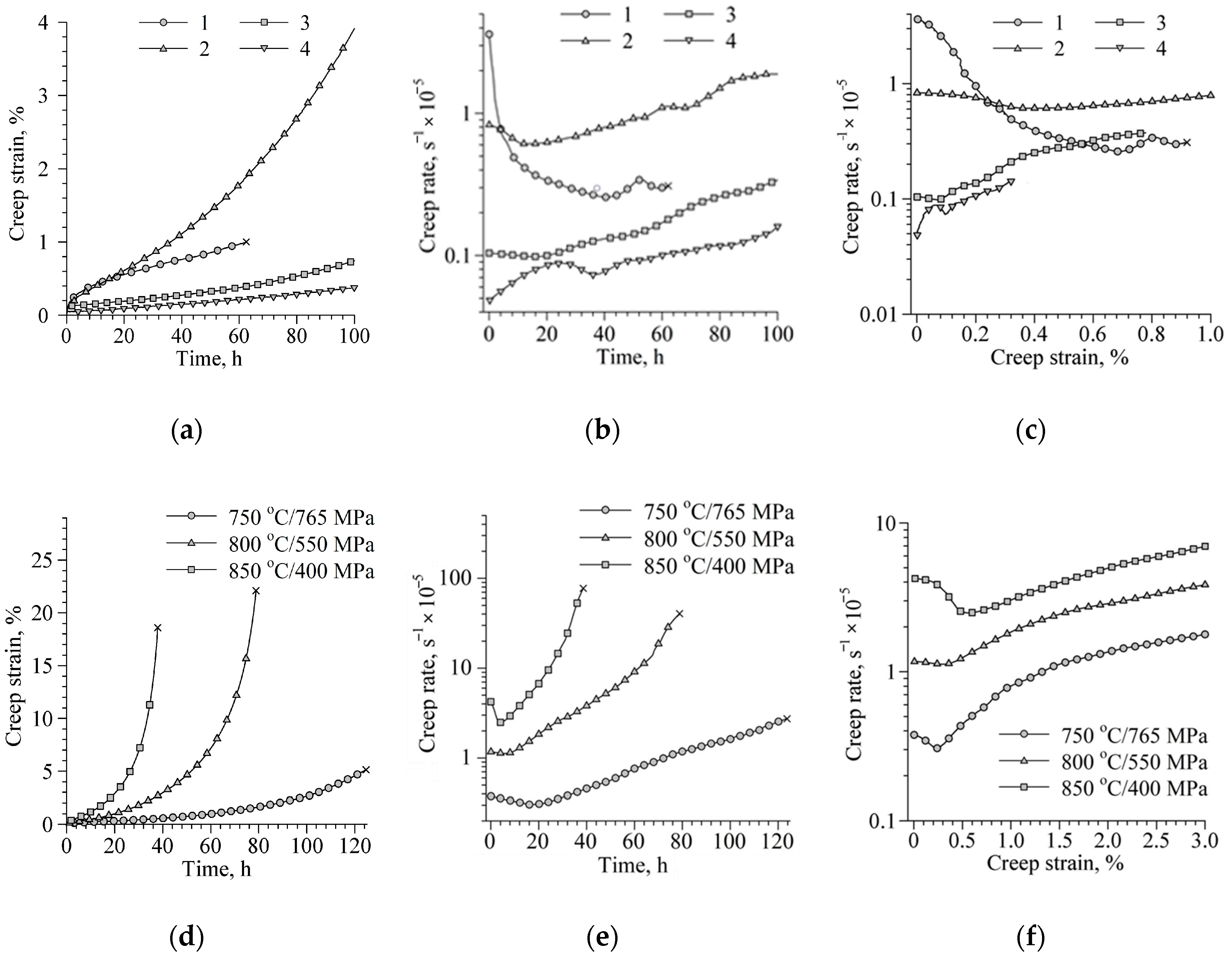
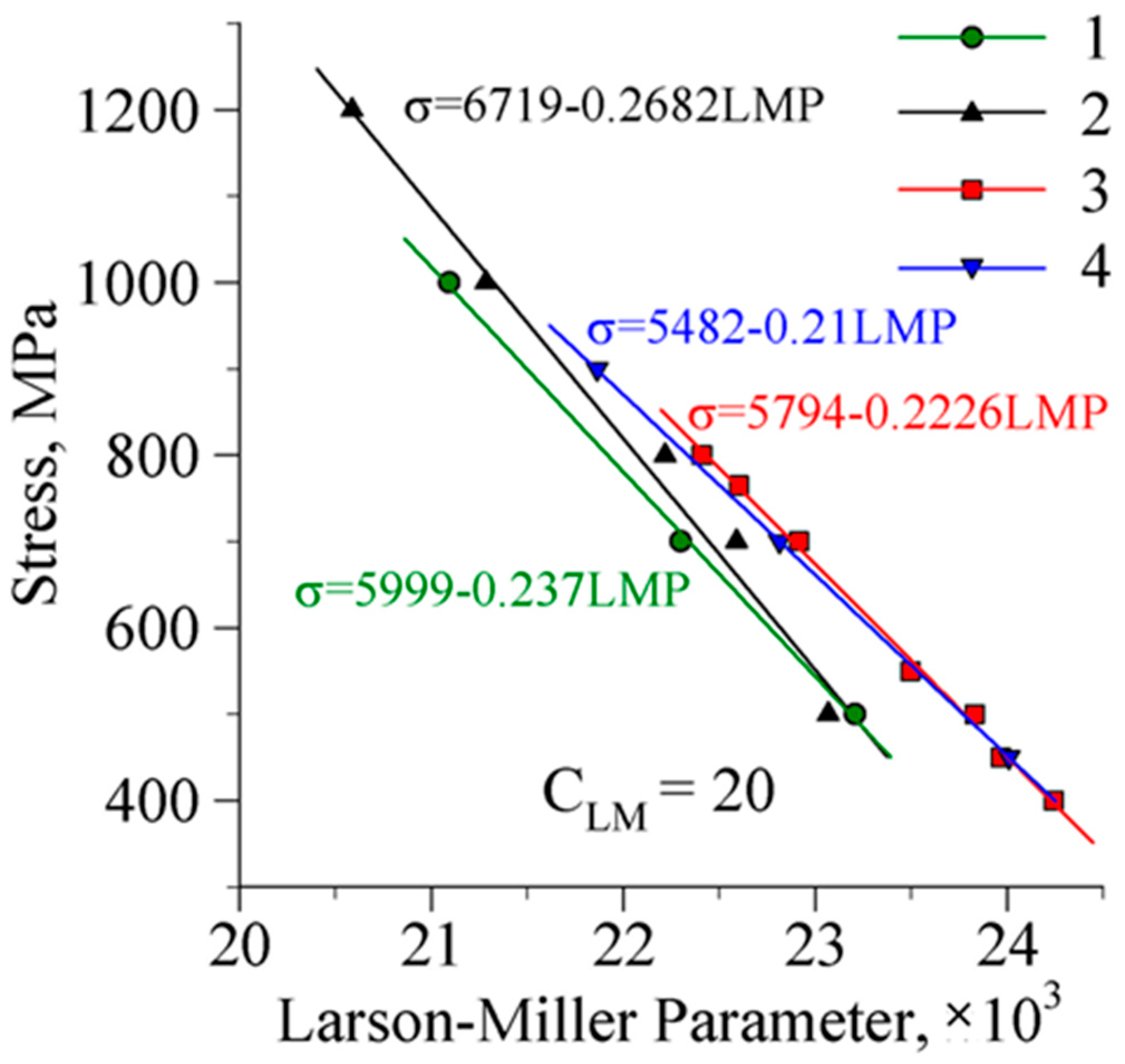
3.4. Creep Properties
3.5. Effect of Tensile and Creep Tests on The Microstructure and Fracture Behavior
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Reed, R. The Superalloys: Fundamentals and Applications, 1st ed.; Cambridge University Press: Cambridge, MA, USA, 2006; pp. 2–5. [Google Scholar] [CrossRef]
- Mukhtarov, S.K.; Imayev, V.M.; Logunov, A.V.; Shmotin, Y.N.; Mikhailov, A.M.; Gaisin, R.A.; Shakhov, R.V.; Ganeev, A.A.; Imayev, R.M. Recrystallisation behaviour and mechanical properties of a novel Re-containing nickel-base superalloy. Mater. Sci. Technol. 2019, 35, 1605–1613. [Google Scholar] [CrossRef]
- Imayev, V.M.; Mukhtarov, S.K.; Logunov, A.V.; Ganeev, A.A.; Shakhov, R.V.; Imayev, R.M. Effect of thermomechanical treatment on the microstructure and mechanical properties of a novel heavily alloyed nickel base superalloy. Lett. Mater. 2019, 9, 249–254. (In Russian) [Google Scholar] [CrossRef]
- Thébaud, L.; Villechaise, P.; Cormier, J.; Crozet, C.; Devaux, A.; Béchet, D.; Franchet, J.-M.; Organista, A.; Hamon, F. Relationships between microstructural parameters and time-dependent mechanical properties of a new nickel-based superalloy AD730™. Metals 2015, 5, 2236–2251. [Google Scholar] [CrossRef] [Green Version]
- Xu, C.; Liu, F.; Huang, L.; Jiang, L. Dependence of creep performance and microstructure evolution on solution cooling rate in a polycrystalline superalloy. Metals 2018, 8, 4. [Google Scholar] [CrossRef] [Green Version]
- Mrozowski, N.; Hénaff, G.; Hamon, F.; Rouffié, A.-L.; Franchet, J.-M.; Cormier, J.; Villechaise, P. Aging of γ′ precipitates at 750 °C in the nickel-based superalloy AD730TM: A thermally or thermo-mechanically controlled process? Metals 2020, 10, 426. [Google Scholar] [CrossRef] [Green Version]
- Tian, T.; Ge, C.; Li, X.; Hao, Z.; Peng, S.; Jia, C. Influences of a hot-working process on the microstructural evolution and creep performance of a spray-formed nickel-based superalloy. Metals 2020, 10, 454. [Google Scholar] [CrossRef] [Green Version]
- Humphreys, F.J. Quantitative metallography by electron backscattered diffraction. J. Microsc. 1999, 195, 170–185. [Google Scholar] [CrossRef] [PubMed]
- Larson, F.R.; Miller, J. Time-temperature relationship for rupture and creep stresses. Trans. ASME 1952, 74, 765–775. [Google Scholar]
- Mataveli, L.S.; Cormier, J.; Villechaise, P.; Bertheau, D.; Benoit, G.; Cailletaud, G.; Marcin, L. Anisotropy in creep properties of DS200 + Hf alloy. Mater. High Temp. 2016, 33, 361–371. [Google Scholar] [CrossRef]
- Radavich, J.; Furrer, D. Assessment of Russian P/M Superalloy EP741NP; The Minerals, Metals & Materials Society: Pittsburgh, PA, USA, 2004. [Google Scholar] [CrossRef]
- Bürger, D.; Parsa, A.B.; Ramsperger, M.; Körner, C.; Eggeler, G. Creep properties of single crystal Ni-base superalloys (SX): A comparison between conventionally cast and additive manufactured CMSX-4 materials. Mater. Sci. Eng. A 2019, 762. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Route | Designation in the Text |
|---|---|
| Cast + HA 1 + ST 2 (1210 °C) + A 3 | Condition 1 |
| Cast + HA + HF 4 + A | Condition 2 |
| Cast + HA + HF + ST (1160 °C) + A | - |
| Cast + HA + HF + ST (1170 °C) + A | Condition 3 |
| Cast + HA + HF + ST (1180 °C) + A | - |
| Cast + HA + HF + ST (1190 °C) + A | - |
| Cast + HA + HF + ST (1200 °C) + A | Condition 4 |
| The Partition Coefficient | Alloying Elements | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Al | Ti | Cr | Co | Ni | Nb | Mo | Ta | W | Re | |
| kγ/γ′ | 0.32 | 0.24 | 5.18 | 1.76 | 0.68 | 0.39 | 4.37 | 0.30 | 1.87 | 7.92 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Imayev, V.; Mukhtarov, S.; Mukhtarova, K.; Ganeev, A.; Shakhov, R.; Parkhimovich, N.; Logunov, A. Influence of Forging and Heat Treatment on the Microstructure and Mechanical Properties of a Heavily Alloyed Ingot-Metallurgy Nickel-Based Superalloy. Metals 2020, 10, 1606. https://doi.org/10.3390/met10121606
Imayev V, Mukhtarov S, Mukhtarova K, Ganeev A, Shakhov R, Parkhimovich N, Logunov A. Influence of Forging and Heat Treatment on the Microstructure and Mechanical Properties of a Heavily Alloyed Ingot-Metallurgy Nickel-Based Superalloy. Metals. 2020; 10(12):1606. https://doi.org/10.3390/met10121606
Chicago/Turabian StyleImayev, Valery, Shamil Mukhtarov, Kamilla Mukhtarova, Artem Ganeev, Ruslan Shakhov, Nikolay Parkhimovich, and Aleksander Logunov. 2020. "Influence of Forging and Heat Treatment on the Microstructure and Mechanical Properties of a Heavily Alloyed Ingot-Metallurgy Nickel-Based Superalloy" Metals 10, no. 12: 1606. https://doi.org/10.3390/met10121606
APA StyleImayev, V., Mukhtarov, S., Mukhtarova, K., Ganeev, A., Shakhov, R., Parkhimovich, N., & Logunov, A. (2020). Influence of Forging and Heat Treatment on the Microstructure and Mechanical Properties of a Heavily Alloyed Ingot-Metallurgy Nickel-Based Superalloy. Metals, 10(12), 1606. https://doi.org/10.3390/met10121606