
Deformation Behavior and Constitutive Equation of 42CrMo Steel at High Temperature


Abstract
:1. Introduction
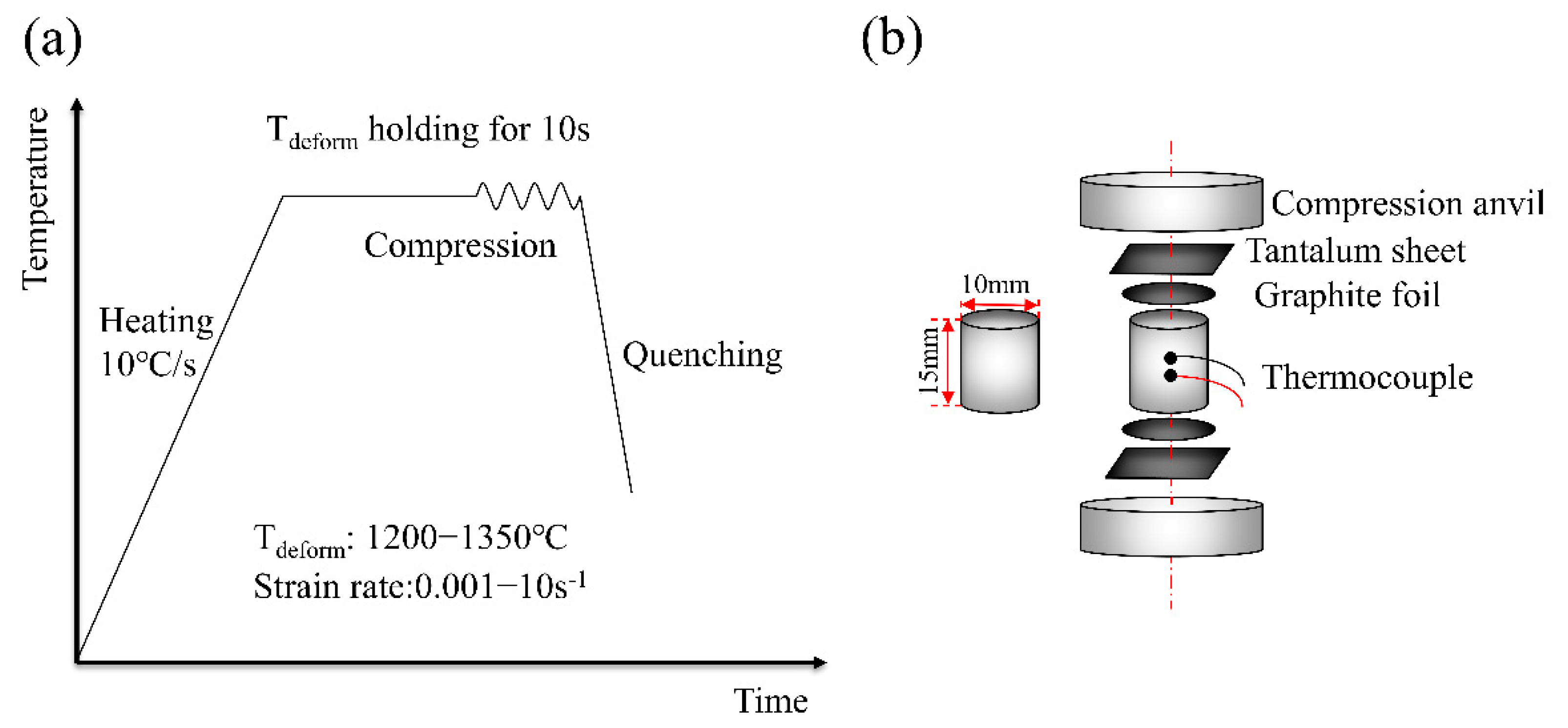
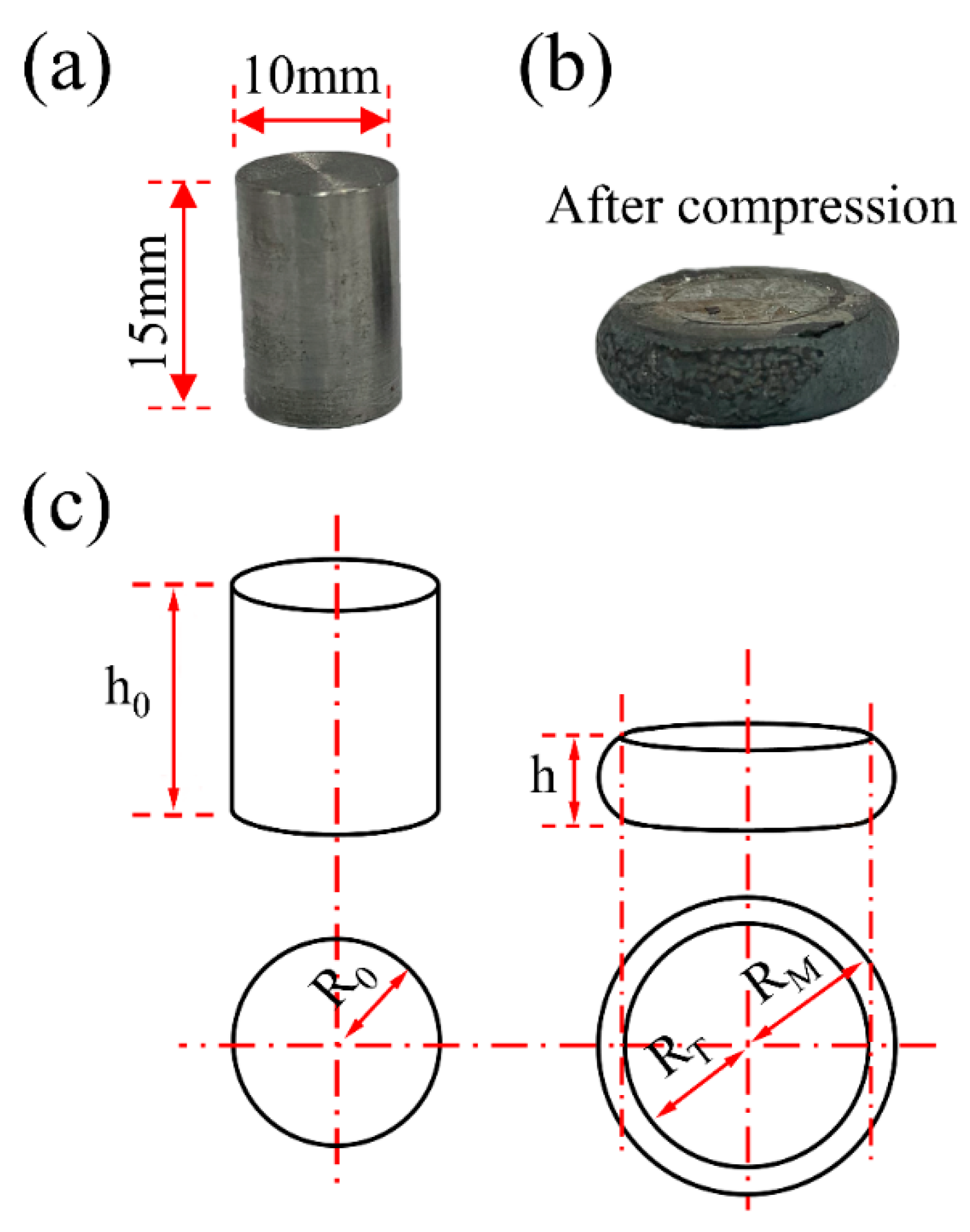
2. Experiment Procedure
3. Experimental Results
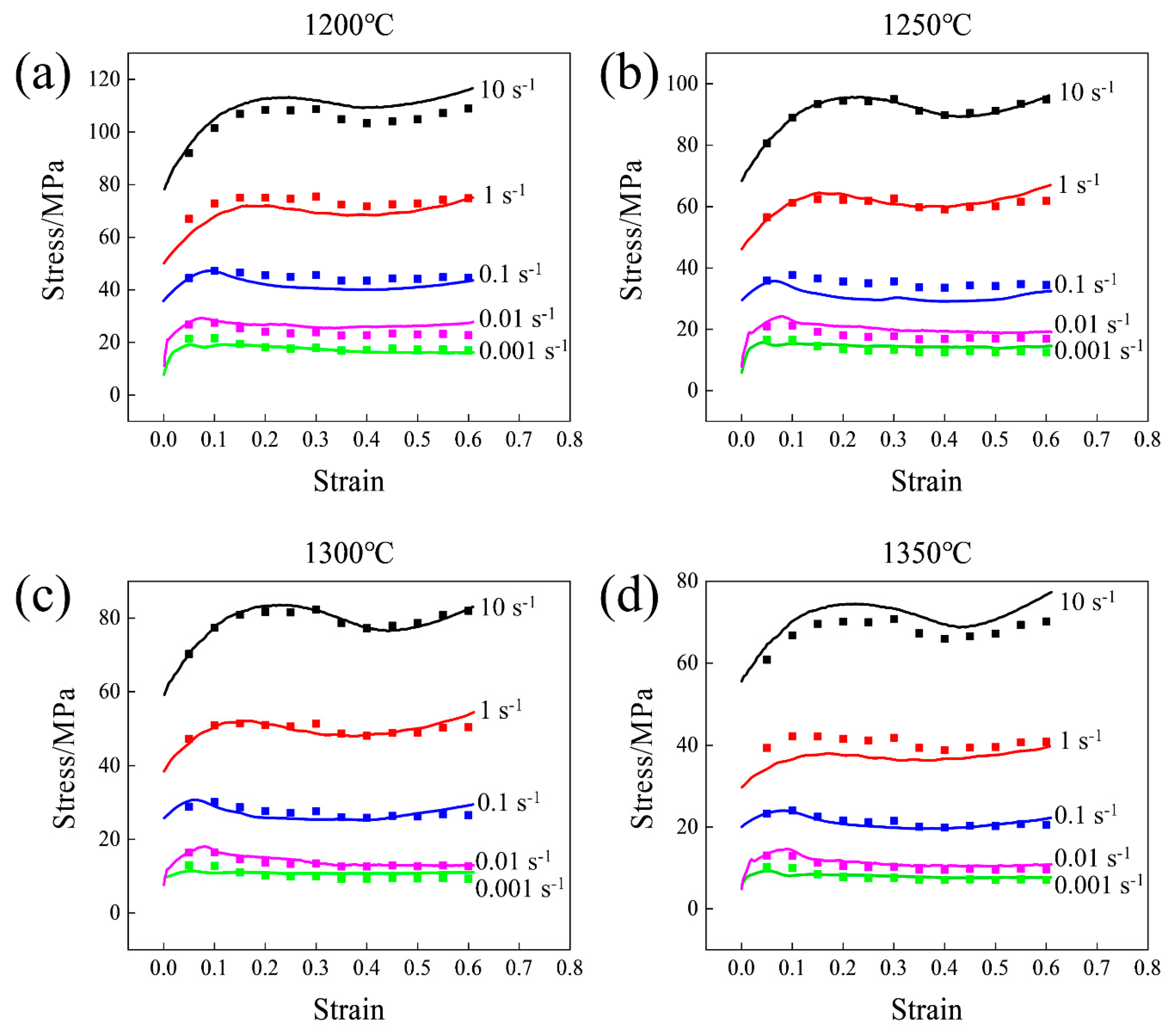
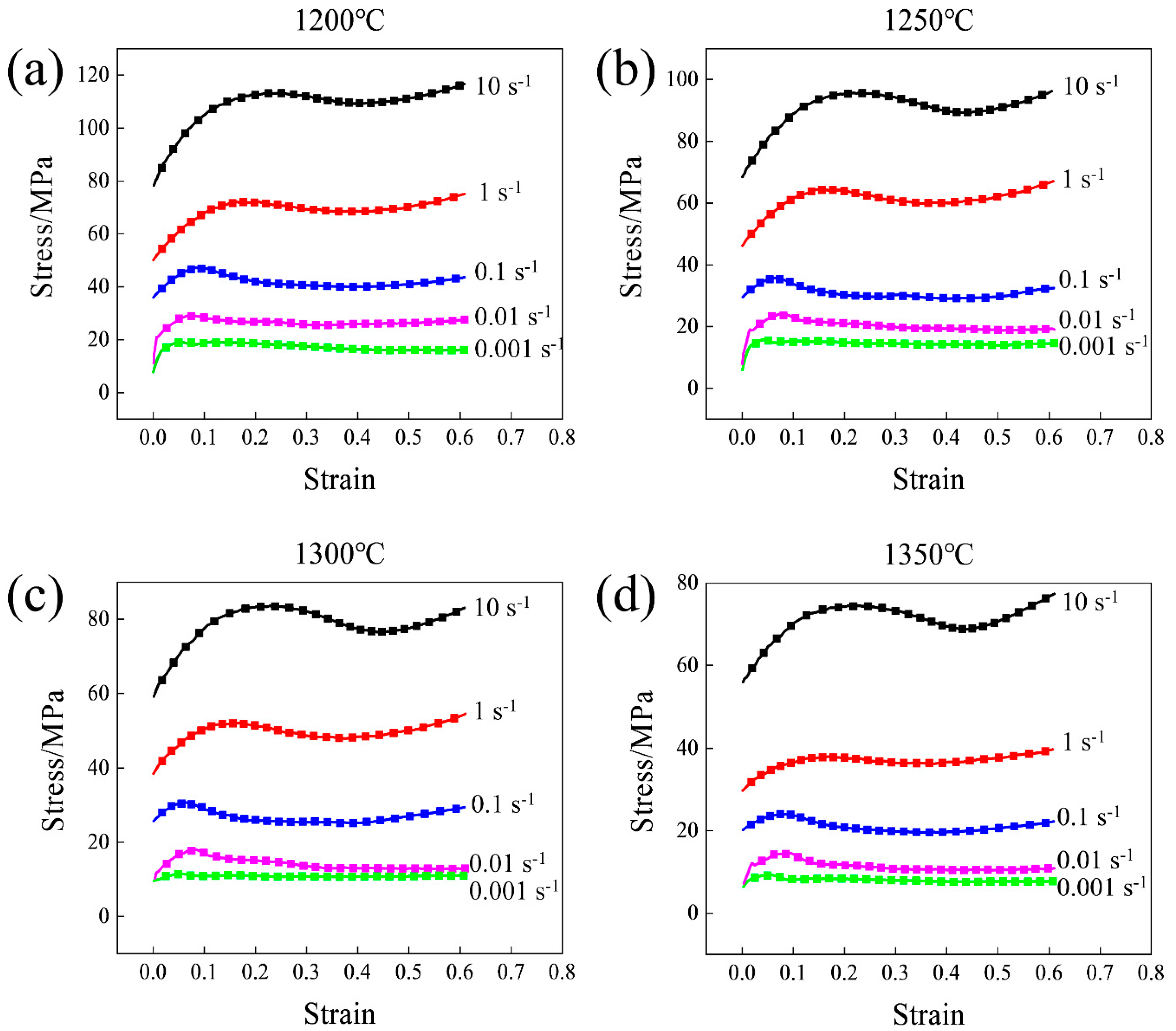
3.1. The Flow Characteristics
- (1)
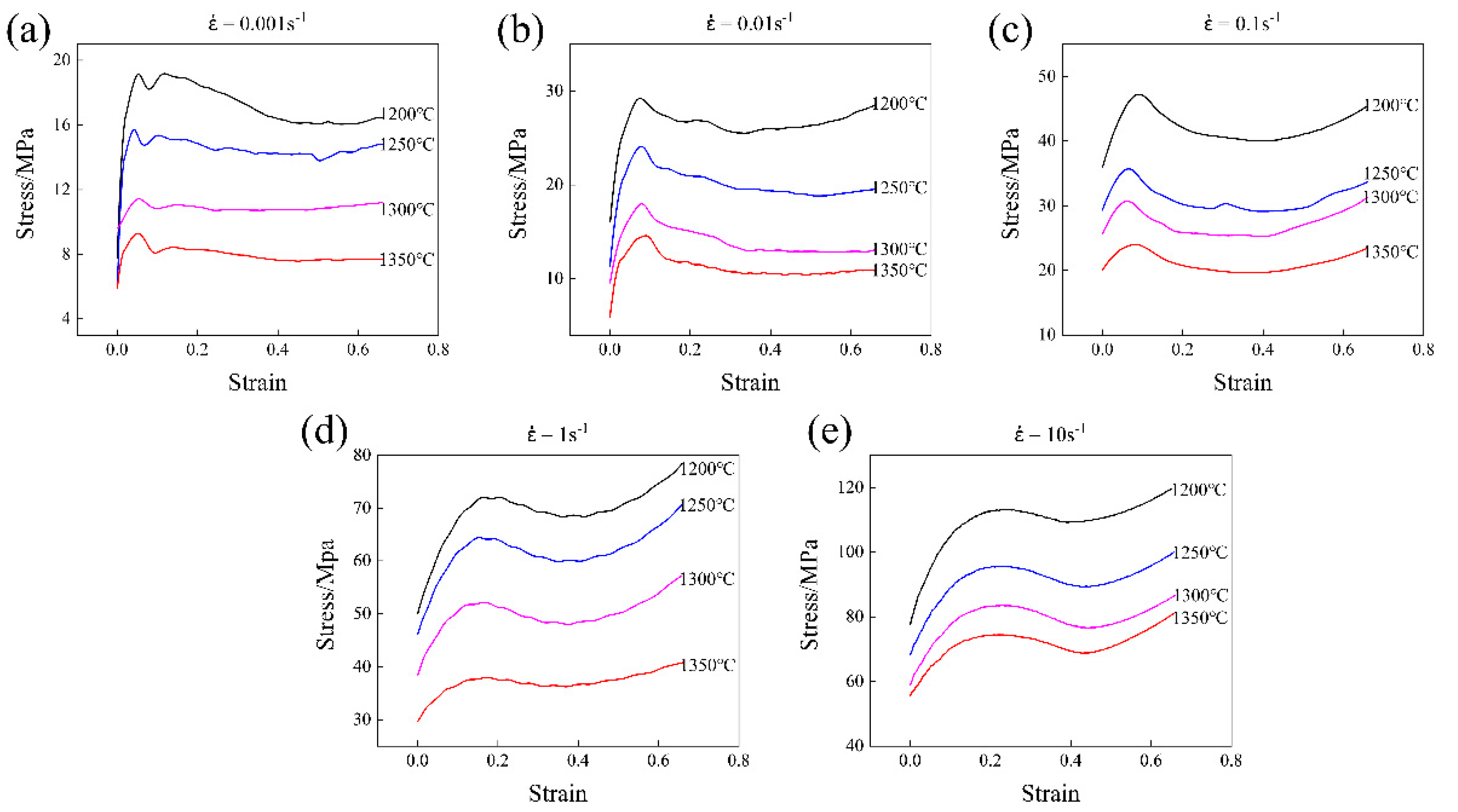
- The flow stress curves are divided into four stages according to the description of flow stress by Lin et al. [20]. In the initial stage (work hardening stage), with the increase in strain, stress increases as the work hardening rate is bigger than the softening rate. In the second stage (transition stage), the softening effect is gradually strengthened, causing a decrease in the stress increase rate, and thus the flow stress reaches its peak. In the third stage (softening stage), the flow softening effect caused by dynamic recovery (DRV) and DRX is greater than that caused by work hardening (WH), resulting in a rapid decrease in flow stress. In the fourth stage (steady stage), when the deformation reaches a specific value, the competition between WH and dynamic softening reaches a dynamic equilibrium. It is worth noting that when the strain rate is greater than 0.1 s−1, the stress has increased after reaching the steady state stage (), which is caused by friction
- (2)
- Flow stress curve changed from a single peak to multiple peaks when changed from 0.01 s−1 to 0.001 s−1.
3.2. Constitutive Modeling the Flow Stress of 42CrMo
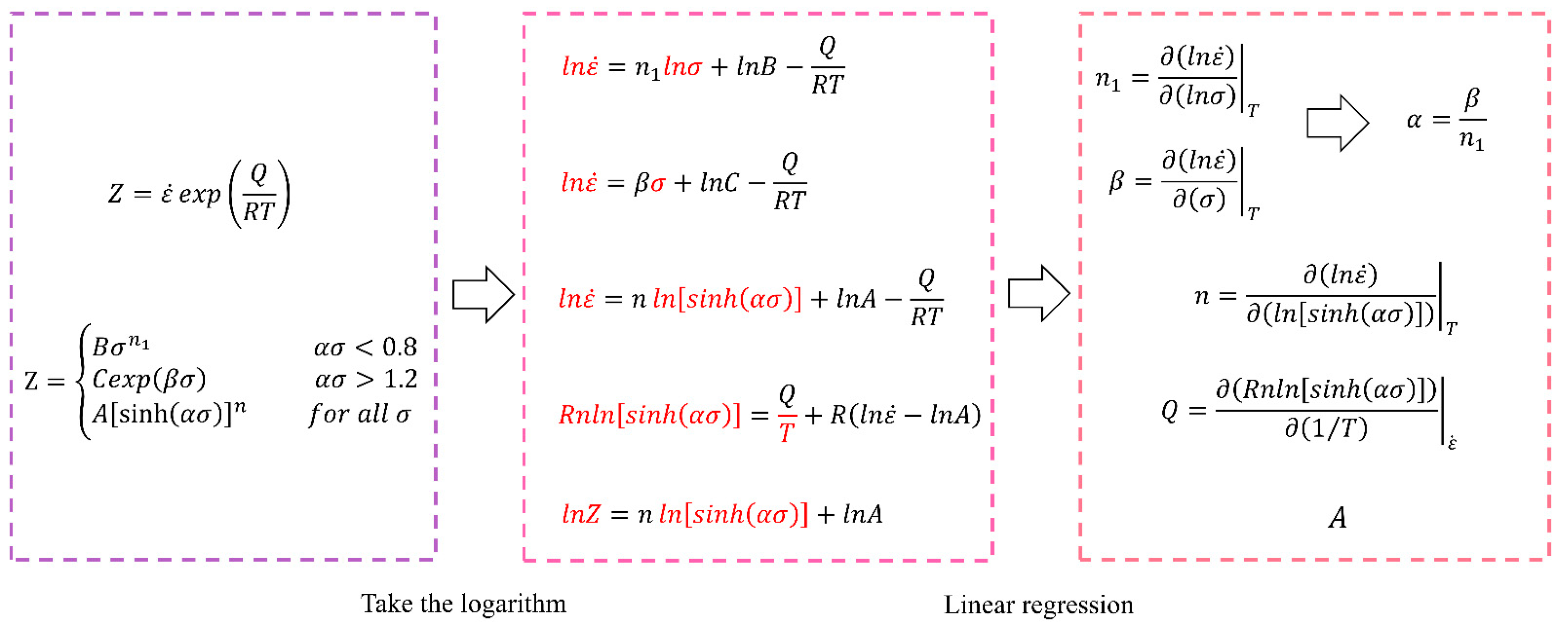
3.2.1. Arrhenius Constitutive Model
- (1)
- Determination of material parameters
- (2)
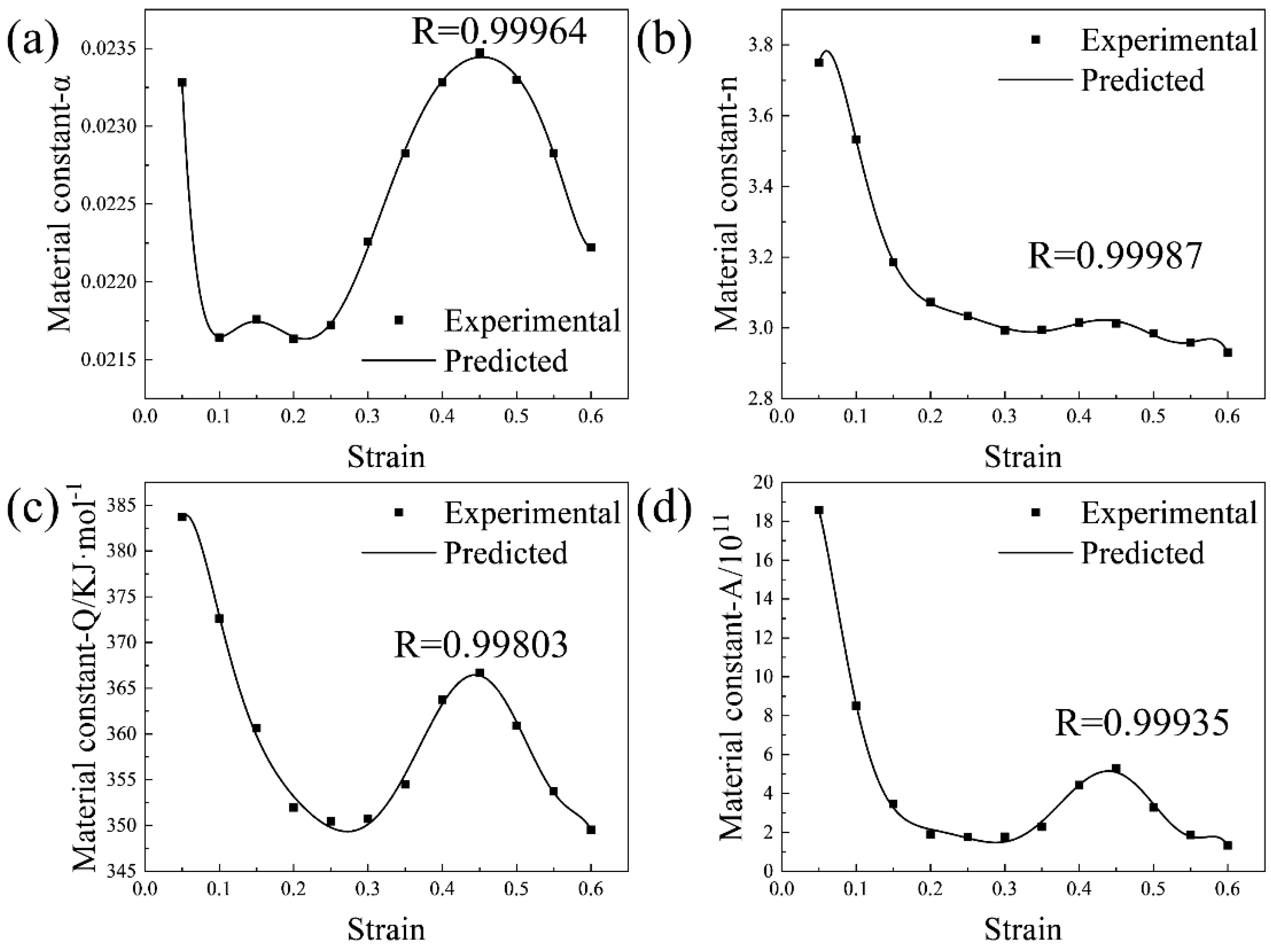
- Strain compensated constitutive equation
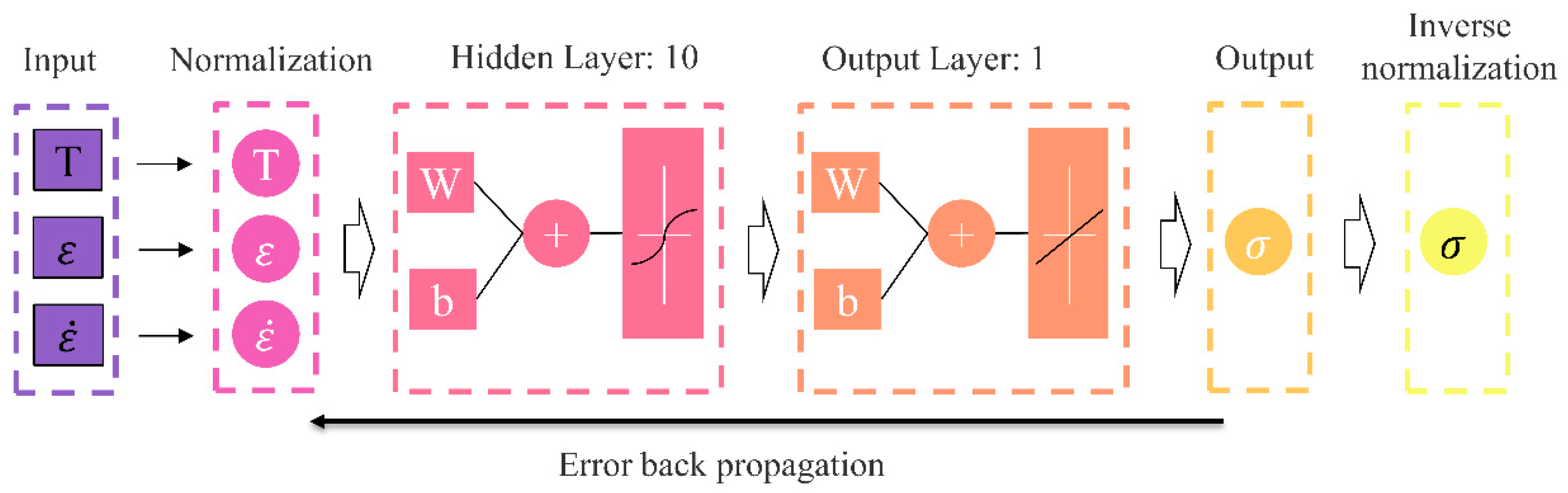
3.2.2. Back Propagation Artificial Neural Network Constitutive Model
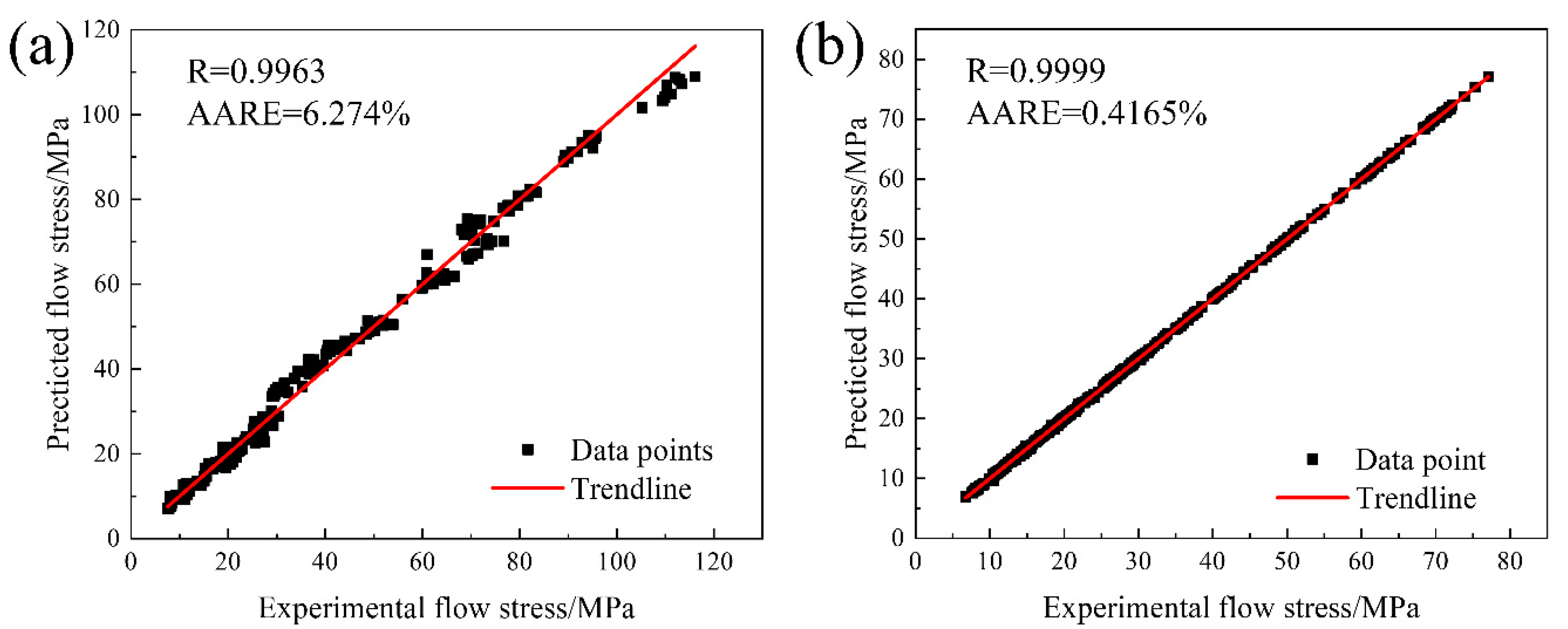
3.2.3. Performance Evaluation of Constitutive Models
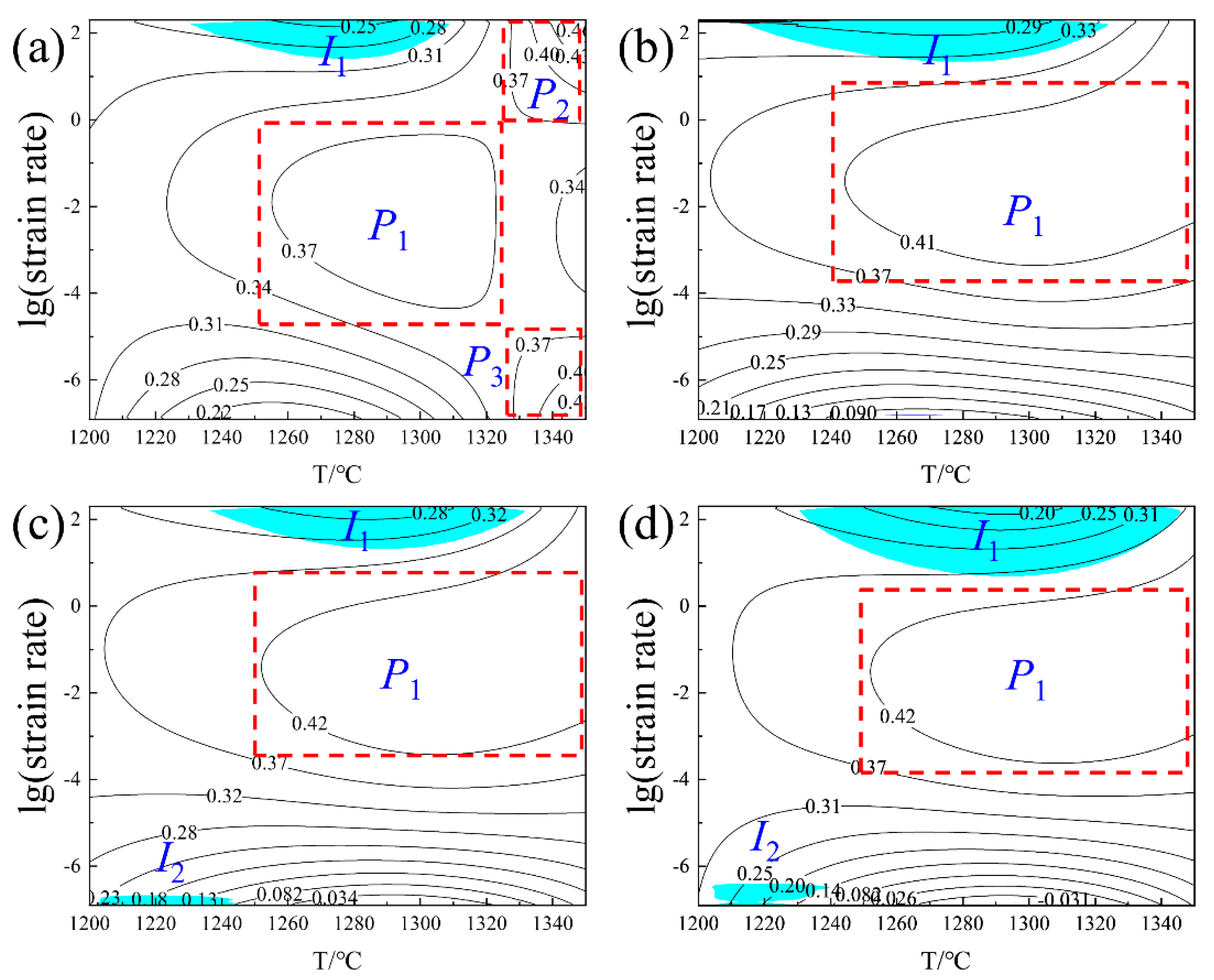
3.3. Hot Processing Maps
3.3.1. Hot Processing Maps Principles
3.3.2. Hot Processing Maps of 42CrMo
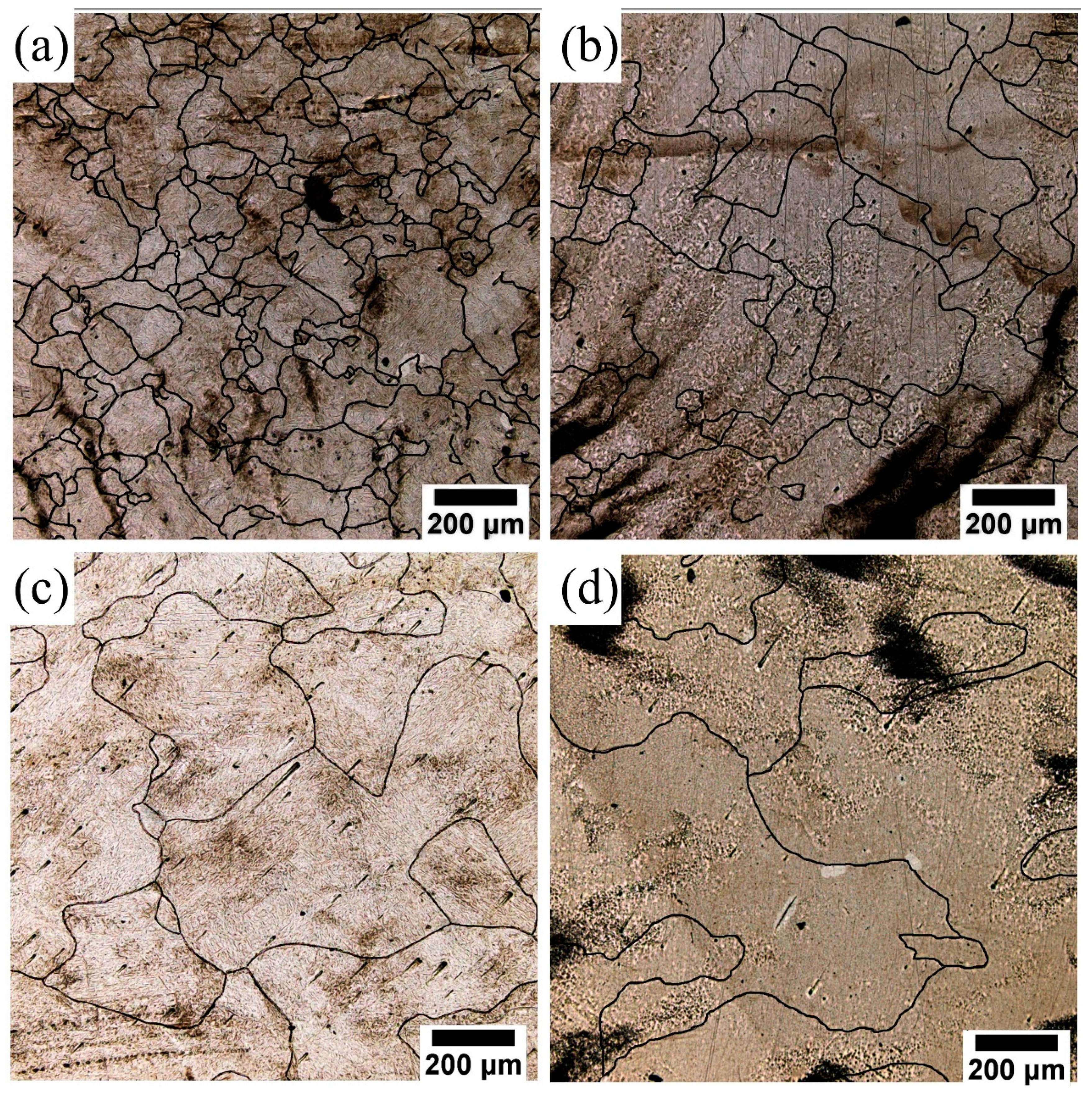
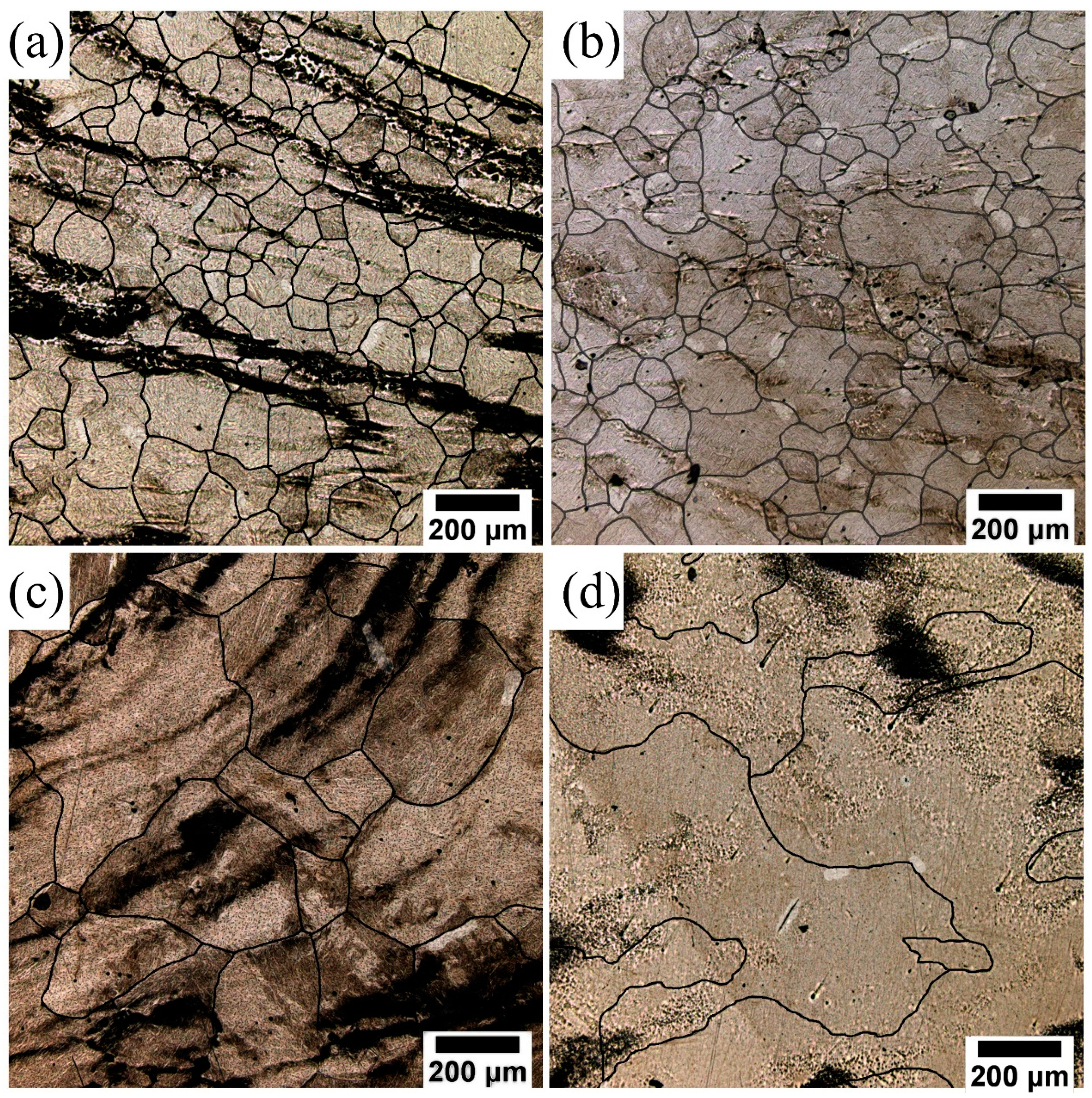
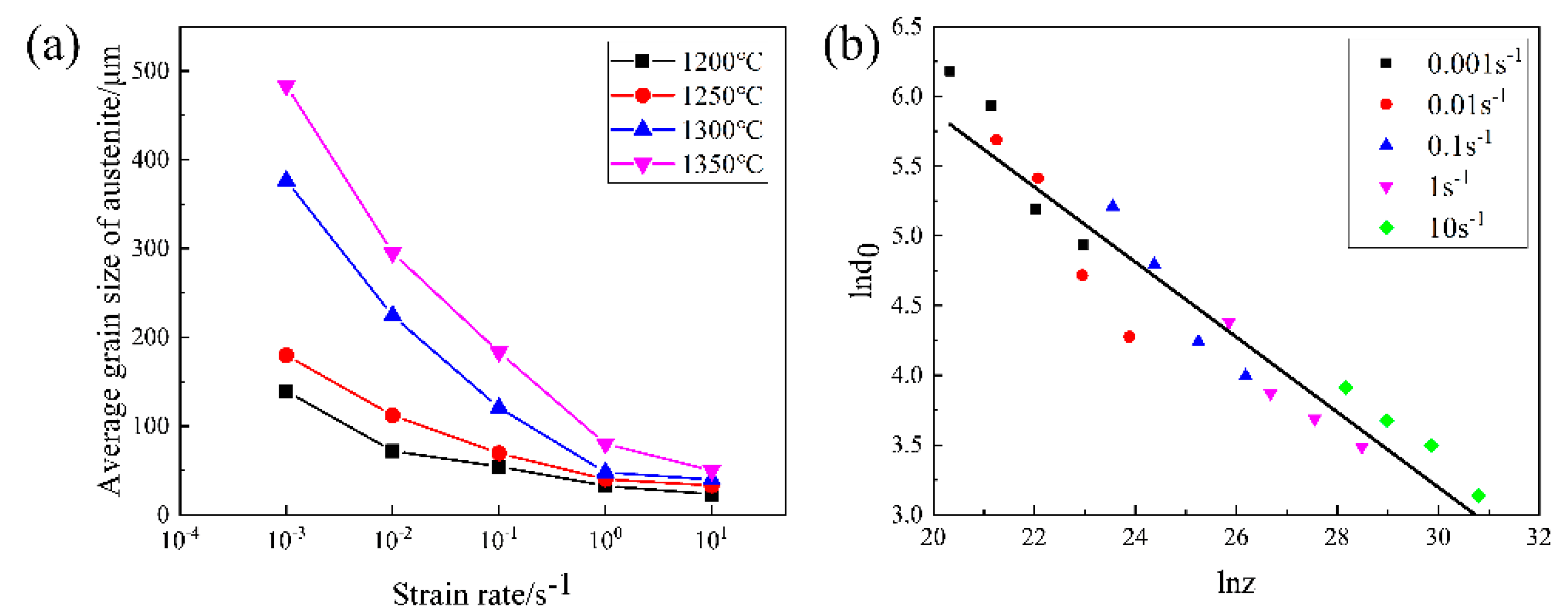
3.4. Dynamic Recrystallization Grain Analysis
3.4.1. Temperature Effect
3.4.2. Strain Rate Effect
3.4.3. Grain Size Prediction Model
4. Conclusions
- The flow stress of 42CrMo steel during hot compression deformation is mainly characterized by WH and a high temperature softening mechanism. The flow stress decreases with increasing temperatures and decreasing strain rates.
- Based on the strain compensation Arrhenius constitutive equation, the constitutive equation of 42CrMo steel at 1200–1350 °C and 0.01–10 s−1 was established. The mathematical form is
- 3.
- A single hidden layer BP ANN model with 10 hidden neurons was established to predict the flow behavior of 42CrMo, and the results showed that the BP ANN model has higher accuracy and stability to predict the curve than the Arrhenius model.
- 4.
- Based on the analysis of the thermal processing map, the optimal high reduction process parameter range of 42CrMo is obtained: the temperature range is 1250–1350 °C, and the strain rate range is 0.01–1 s−1.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Appendix A. Friction Correction

Appendix B. Derivation of Arrhenius Constitutive Equation
References
- Zhang, J.; Liu, Z.; Sun, J.; Zhao, H.; Shi, Q.; Ma, D. Microstructure and mechanical property of electropulsing tempered ultrafine grained 42CrMo steel. Mater. Sci. Eng. A 2020, 782, 139213. [Google Scholar] [CrossRef]
- Li, Y.; Wang, Z.; Zhang, L.; Luo, C.; Lai, X. Arrhenius-Type Constitutive Model and Dynamic Recrystallization Behavior of V–5Cr–5Ti Alloy during Hot Compression. Trans. Nonferrous Met. Soc. China 2015, 25, 1889–1900. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, D.; Yao, C. A Modified Constitutive Model Coupled with Microstructure Evolution Incremental Model for Machining of Titanium Alloy Ti–6Al–4V. J. Mater. Process. Technol. 2021, 297, 117262. [Google Scholar] [CrossRef]
- Yao, C.; Wang, B.; Yi, D.; Wang, B.; Ding, X. Artificial neural network modelling to predict hot deformation behaviour of as HIPed FGH4169 superalloy. Mater. Sci. Technol. 2014, 30, 1170–1176. [Google Scholar] [CrossRef]
- Lin, Y.C.; Zhang, J.; Zhong, J. Application of neural networks to predict the elevated temperature flow behavior of a low alloy steel. Comput. Mater. Sci. 2008, 43, 752–758. [Google Scholar] [CrossRef]
- Yu, R.; Li, X.; Li, W.; Chen, J.; Guo, X.; Li, J. Application of four different models for predicting the high-temperature flow behavior of TG6 titanium alloy. Mater. Today Commun. 2021, 26, 102004. [Google Scholar] [CrossRef]
- Stoian, E.V.; Bratu, V.; Enescu, C.M.; Rusanescu, C.O. Analysis of Internal Defects Appeared in the Continuous Casting. Sci. Bull. Valahia Univ. Mater. Mech. 2018, 16, 23–27. [Google Scholar] [CrossRef] [Green Version]
- Ali, N.; Zhang, L.; Zhou, H.; Zhao, A.; Zhang, C.; Fu, K.; Cheng, J. Effect of Soft Reduction Technique on Microstructure and Toughness of Medium Carbon Steel. Mater. Today Commun. 2021, 26, 102130. [Google Scholar] [CrossRef]
- Chu, R.; Li, Z.; Liu, J.; Fan, Y.; Liu, Y.; Ma, C. Effect of Soft Reduction Process on Segregation of a 400 mm Thick High-alloy Steel Slab. J. Iron Steel Res. Int. 2021, 28, 272–278. [Google Scholar] [CrossRef]
- Ning, Z.; Yu, W.; Liu, H.; Cai, Q. Effect of Reduction Pretreatment Process on Evolution of Micro-porosity in 42CrMo Billet. J. Iron Steel Res. Int. 2021, 28, 413–423. [Google Scholar] [CrossRef]
- Liu, H.; Cheng, Z.; Yu, W.; Zhou, Z.; Cheng, L.; Cai, Q. Effect of High-temperature Reduction Pretreatment on Internal Quality of 42CrMo Casting Billet. J. Iron Steel Res. Int. 2021, 28, 693–702. [Google Scholar] [CrossRef]
- Wang, Y.; Cai, Q.; Li, G.; Yu, W. Effects of Reduction Pretreatment on the Internal Quality of Casting Billets. Steel Res. Int. 2017, 88. [Google Scholar] [CrossRef]
- Liu, H.; Cheng, Z.; Yu, W.; Cai, Q. Recrystallization and Diffusion Mechanisms of Segregation Improvement in Cast Billets by High Temperature Reduction Pretreatment. Mater. Res. Express 2021, 8, 046539. [Google Scholar] [CrossRef]
- Kawamoto, M. Recent Development of Steelmaking Process in Sumitomo Metals. J. Iron Steel Res. Int. 2011, 18, 28–35. [Google Scholar] [CrossRef]
- Seiji, N.; Hakaru, N.; Tetsuya, F.; Tohsio, F.; Koichi, K.; Hisakazu, M. Control of Centerline Segregation in Continuously Cast Blooms by Continuous Forging Process. ISIJ Int. 1995, 35, 673–679. [Google Scholar] [CrossRef] [Green Version]
- Takubo, M.; Matsuoka, Y.; Miura, Y.; Higashi, H.; Kittaka, S. NSENGI’s New Developed Bloom Continuous Casting Technology for Improving Internal Quality of Special Bar Quality(NS Bloom Large Reduction). In Proceedings of the Symposium on Technology Innovation and Fine Production of Continuous Casting Equipment Meeting, Xi’an, China, 17 June 2015; pp. 307–318. [Google Scholar]
- Li, H.; Gong, M.; Li, T.; Wang, Z.; Wang, G. Effects of Hot-Core Heavy Reduction Rolling during Continuous Casting on Microstructures and Mechanical Properties of Hot-Rolled Plates. J. Mater. Process. Technol. 2020, 283, 116708. [Google Scholar] [CrossRef]
- Li, G.; Yu, W.; Cai, Q. Investigation of Reduction Pretreatment Process for Continuous Casting. J. Mater. Process. Technol. 2016, 227, 41–48. [Google Scholar] [CrossRef]
- Ji, C.; Wu, C.; Zhu, M. Thermo-Mechanical Behavior of the Continuous Casting Bloom in the Heavy Reduction Process. JOM 2016, 68, 3107–3115. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.; Chen, M.; Zhong, J. Prediction of 42CrMo Steel Flow Stress at High Temperature and Strain Rate. Mech. Res. Commun. 2008, 35, 142–150. [Google Scholar] [CrossRef]
- Ji, H.; Duan, H.; Li, Y.; Li, W.; Huang, X.; Pei, W.; Lu, Y. Optimization the working parameters of as-forged 42CrMo steel by constitutive equation-dynamic recrystallization equation and processing maps. J. Mater. Res. Technol. 2020, 9, 7210–7224. [Google Scholar] [CrossRef]
- Duan, H.; Huang, X.; Ji, H.; Li, Y. The Arrhenius constitutive model of steel 42CrMo for gear. Metalurgija 2020, 59, 63–66. [Google Scholar]
- Liu, H.; Ning, Z.; Yu, W.; Cheng, Z.; Wang, X.; Cai, Q. Dynamic Recrystallization Analysis of Reduction Pretreatment Process by Multi-Phase Field Method. Mater. Res. Express 2020, 7, 106501. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and Post-Dynamic Recrystallization under Hot, Cold and Severe Plastic Deformation Conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Sakai, T.; Jonas, J.J. Plastic Deformation: Role of Recovery and Recrystallization. In Encyclopedia of Materials: Science and Technology; Buschow, K.H.J., Cahn, R.W., Flemings, M.C., Ilschner, B., Kramer, E.J., Mahajan, S., Veyssière, P., Eds.; Elsevier: Oxford, UK, 2001; pp. 7079–7084. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of strain rate upon plastic flow of steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- He, A.; Chen, L.; Hu, S.; Wang, C.; Huangfu, L. Constitutive analysis to predict high temperature flow stress in 20CrMo continuous casting billet. Mater. Des. 2013, 46, 54–60. [Google Scholar] [CrossRef]
- Cai, J.; Li, F.; Liu, T.; Chen, B.; He, M. Constitutive equations for elevated temperature flow stress of Ti–6Al–4V alloy considering the effect of strain. Mater. Des. 2011, 32, 1144–1151. [Google Scholar] [CrossRef]
- Lin, Y.; Chen, M.; Zhong, J. Constitutive modeling for elevated temperature flow behavior of 42CrMo steel. Comput. Mater. Ence 2008, 42, 470–477. [Google Scholar] [CrossRef]
- Murugesan, M.; Jung, D.W. Back Propagation Artificial Neural Network Approach to Predict the Flow Stress in Isothermal Tensile Test of Medium Carbon Steel Material. In Proceedings of the Materials Science Forum, Jeju Island, Korea, 30–31 July 2020; pp. 163–168. [Google Scholar]
- Zhu, Y.; Cao, Y.; Liu, C.; Luo, R.; Li, N.; Shu, G.; Huang, G.; Liu, Q. Dynamic behavior and modified artificial neural network model for predicting flow stress during hot deformation of Alloy 925. Mater. Today Commun. 2020, 25, 101329. [Google Scholar] [CrossRef]
- Prasad, Y. Author’s reply: Dynamic materials model: Basis and principles. Metall. Mater. Trans. A 1996, 27, 235–236. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Seshacharyulu, T. Modelling of hot deformation for microstructural control. Int. Mater. Rev. 1998, 43, 243–258. [Google Scholar] [CrossRef]
- Dong, Y.; Zhang, C.; Zhao, G.; Guan, Y.; Gao, A.; Sun, W. Constitutive equation and processing maps of an Al–Mg–Si aluminum alloy: Determination and application in simulating extrusion process of complex profiles. Mater. Des. 2016, 92, 983–997. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, F.; Zheng, C.; Zhang, M.; Lv, B.; Qu, L. Study on hot deformation behaviour and processing maps of low carbon bainitic steel. Mater. Des. 2015, 66, 258–266. [Google Scholar] [CrossRef]
- Li, Y.; Onodera, E.; Matsumoto, H.; Chiba, A. Correcting the Stress-Strain Curve in Hot Compression Process to High Strain Level. Metall. Mater. Trans. A 2009, 40, 982–990. [Google Scholar] [CrossRef] [Green Version]
- Ebrahimi, R.; Najafizadeh, A. A New Method For Evaluation of Friction in Bulk Metal Forming. J. Mater. Process. Technol. 2004, 152, 136–143. [Google Scholar] [CrossRef]
- Lin, Y.; Xia, Y.; Chen, X.; Chen, M. Constitutive Descriptions for Hot Compressed 2124-T851 Aluminum Alloy over a Wide Range of Temperature and Strain Rate. Comput. Mater. Sci. 2010, 50, 227–233. [Google Scholar] [CrossRef]
- Li, Y.; Onodera, E.; Chiba, A. Friction Coefficient in Hot Compression of Cylindrical Sample. Mater. Trans. 2010, 51, 1210–1215. [Google Scholar] [CrossRef] [Green Version]
- Wei, T.; Wang, Y.; Tang, Z.; Xiao, S. The constitutive modeling and processing map of homogenized Al-Mg-Si-Cu-Zn alloy. Mater. Today Commun. 2021, 27, 102471. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Ni | Cr | Mo | Ti | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.39 | 0.72 | 0.24 | 0.014 | 0.005 | 0.009 | 1.12 | 0.189 | 0.0039 | Balance |
| Coefficient | α | n | A | Q |
|---|---|---|---|---|
| 0 | 0.03744 | 1.38678 | 5.99 × 1011 | 314,383.9372 |
| 1 | −0.57203 | 111.8692 | 9.93 × 1013 | 3,500,920 |
| 2 | 8.36659 | −1919.02 | −2.37 × 1015 | −64,276,000 |
| 3 | −64.3572 | 15,697.7 | 2.30 × 1016 | 558,432,000 |
| 4 | 285.862 | −72,404.1 | −1.19 × 1017 | −2,752,800,000 |
| 5 | −756.918 | 198,419 | 3.54 × 1017 | 8,058,170,000 |
| 6 | 1180.568 | −320,115 | −6.08 × 1017 | −13,772,100,000 |
| 7 | −1002.47 | 280,571.3 | 5.59 × 1017 | 12,636,300,000 |
| 8 | 357.8014 | −102,991 | −2.12 × 1017 | −4,797,100,000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Cheng, Z.; Yu, W.; Wang, G.; Zhou, J.; Cai, Q. Deformation Behavior and Constitutive Equation of 42CrMo Steel at High Temperature. Metals 2021, 11, 1614. https://doi.org/10.3390/met11101614
Liu H, Cheng Z, Yu W, Wang G, Zhou J, Cai Q. Deformation Behavior and Constitutive Equation of 42CrMo Steel at High Temperature. Metals. 2021; 11(10):1614. https://doi.org/10.3390/met11101614
Chicago/Turabian StyleLiu, Hongqiang, Zhicheng Cheng, Wei Yu, Gaotian Wang, Jie Zhou, and Qingwu Cai. 2021. "Deformation Behavior and Constitutive Equation of 42CrMo Steel at High Temperature" Metals 11, no. 10: 1614. https://doi.org/10.3390/met11101614
APA StyleLiu, H., Cheng, Z., Yu, W., Wang, G., Zhou, J., & Cai, Q. (2021). Deformation Behavior and Constitutive Equation of 42CrMo Steel at High Temperature. Metals, 11(10), 1614. https://doi.org/10.3390/met11101614