
Drilling Parameters Analysis on In-Situ Al/B4C/Mica Hybrid Composite and an Integrated Optimization Approach Using Fuzzy Model and Non-Dominated Sorting Genetic Algorithm

 ,
, 
 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
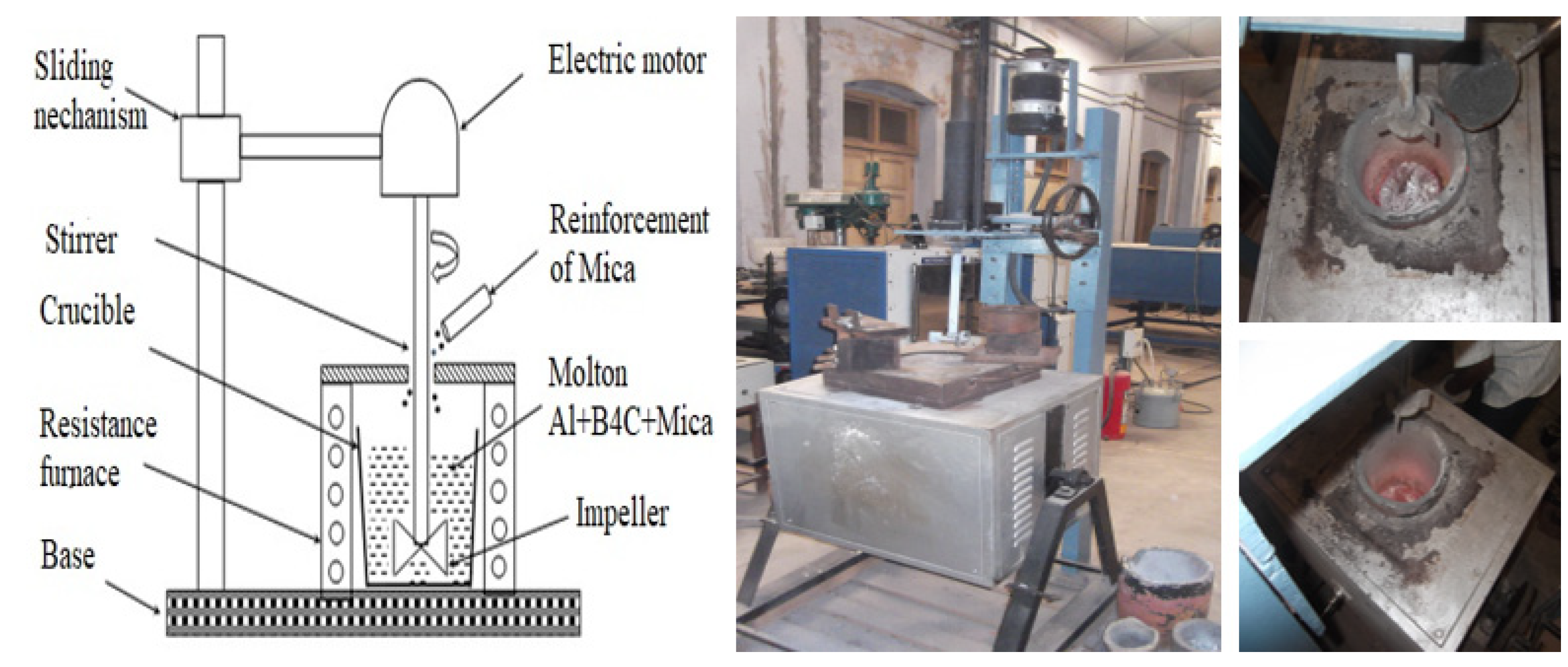
2.1. Preparation of Al/B4C/Mica Hybrid Composite Samples
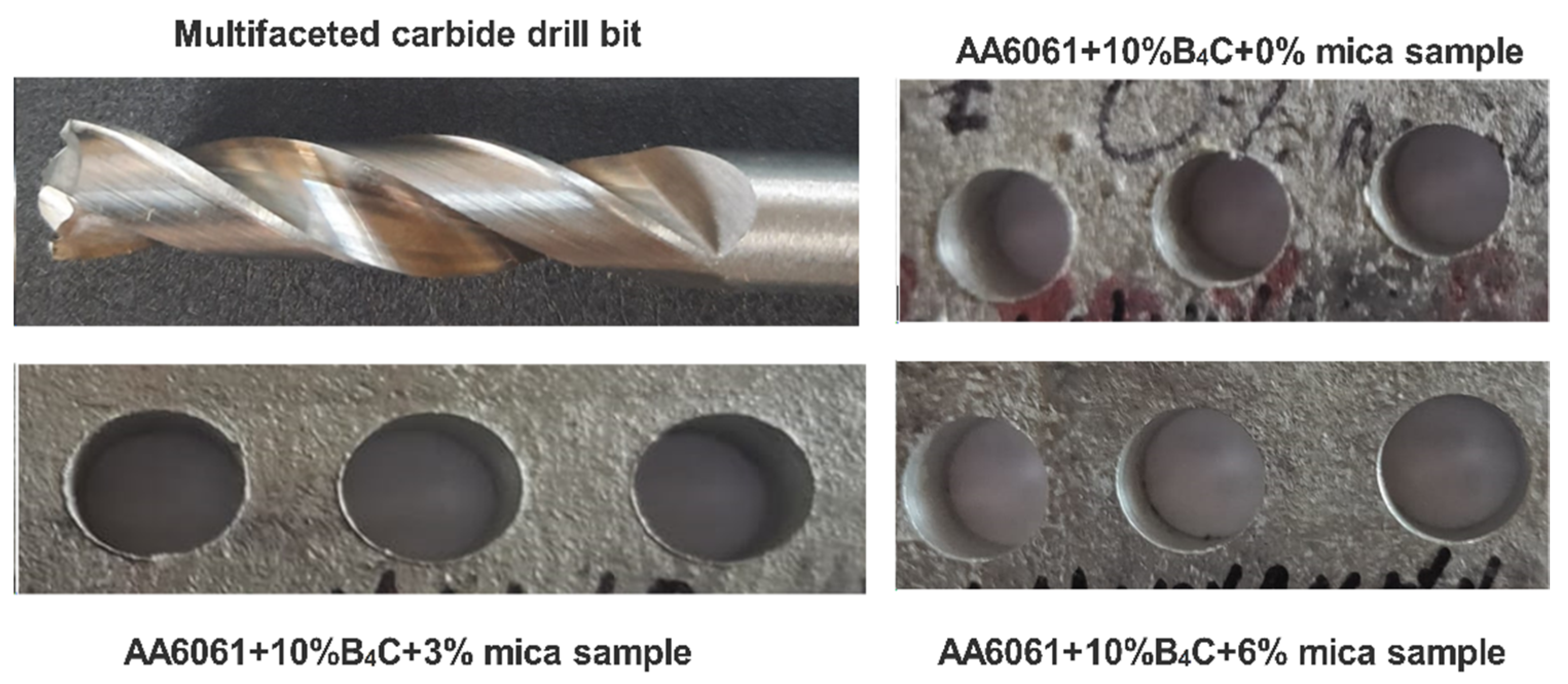
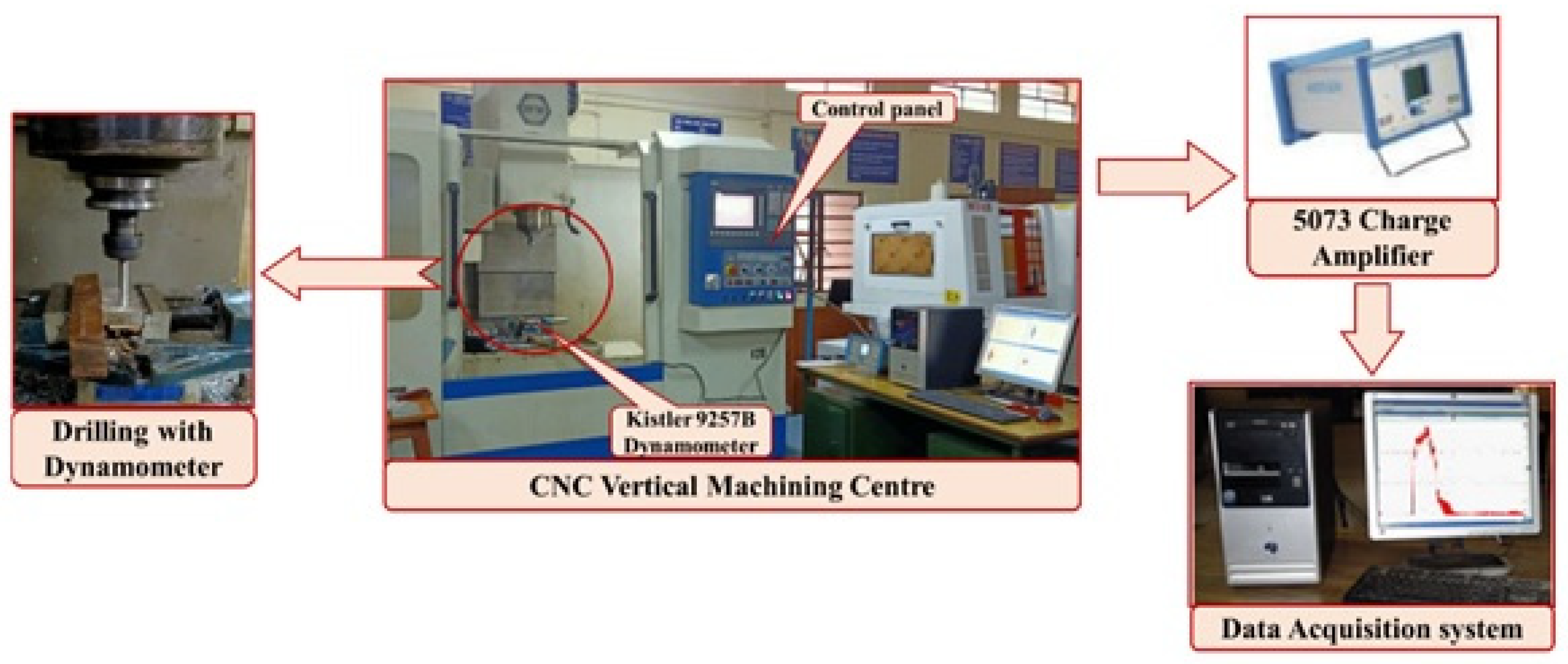
2.2. Experimentation
2.3. Response Surface Methodology (RSM)
2.4. Analysis of Variance (ANOVA)
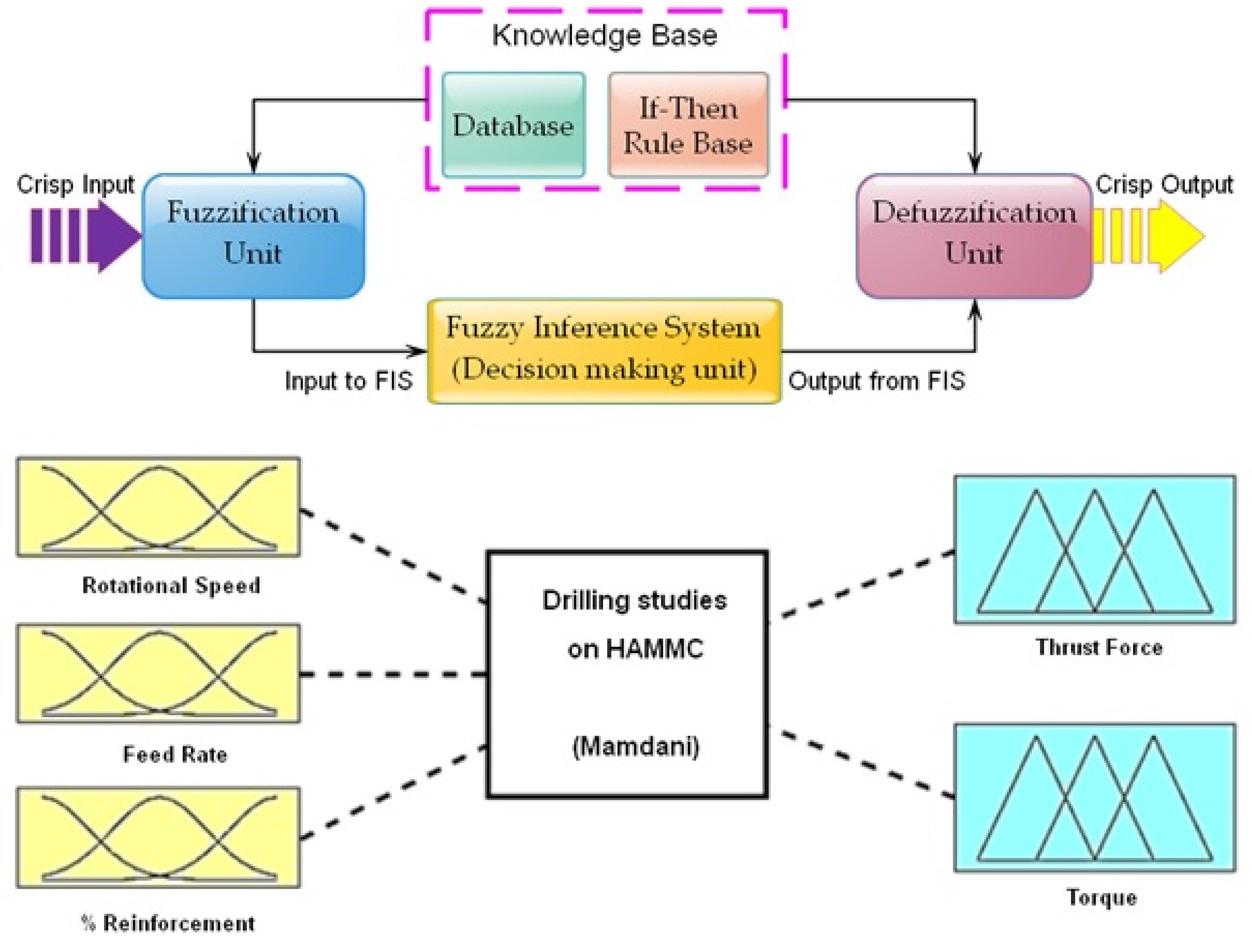
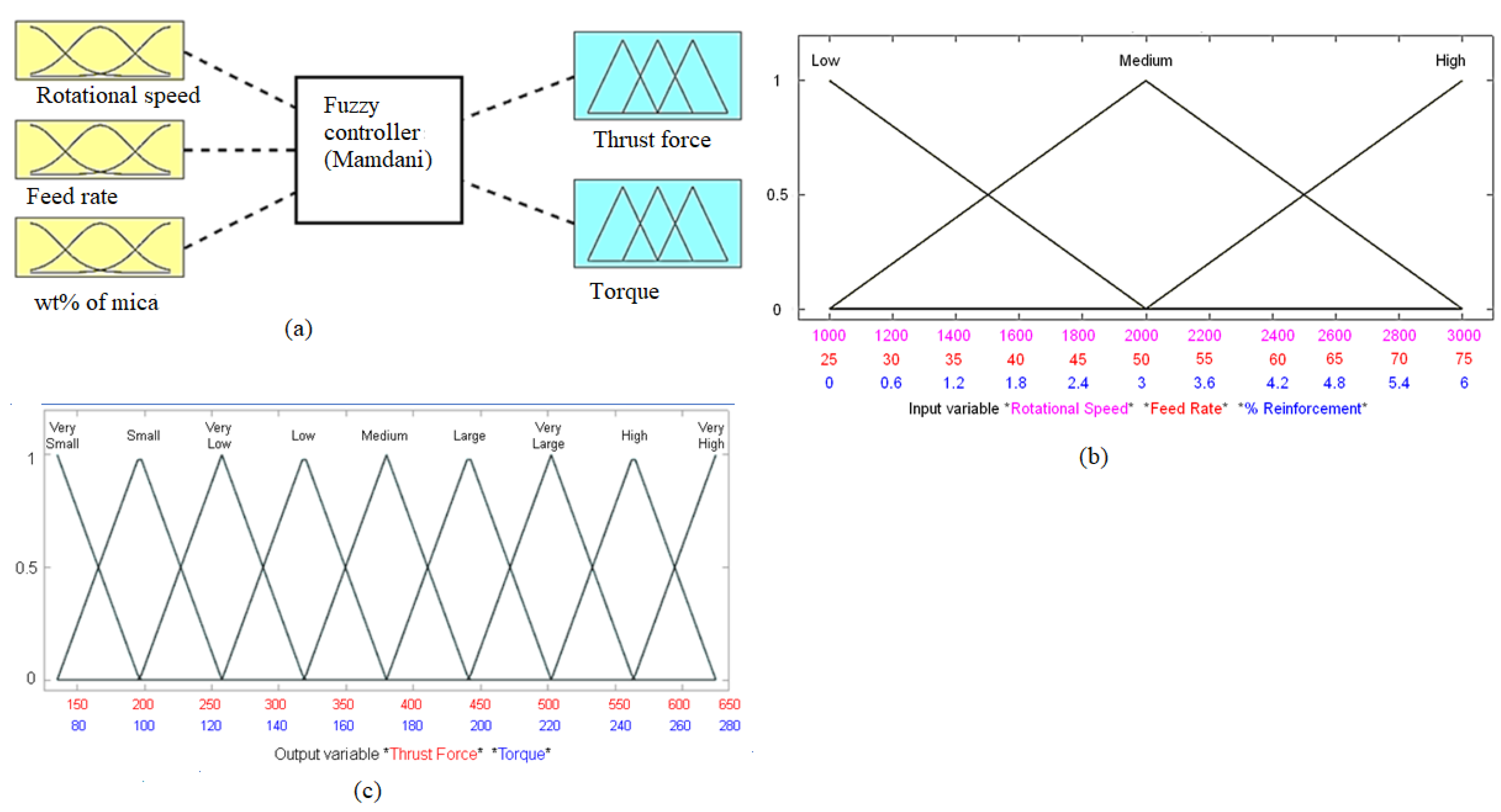
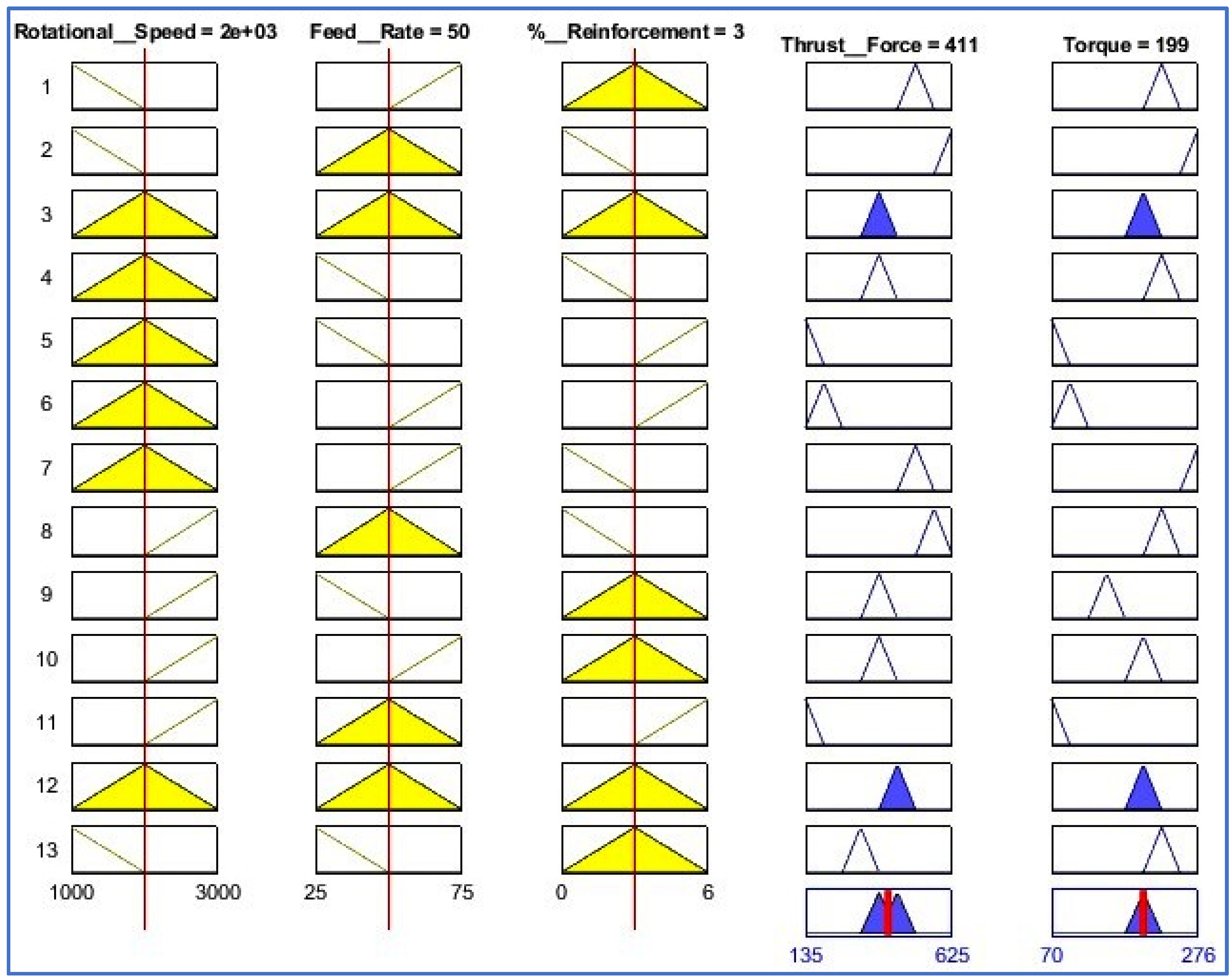
2.5. Fuzzy Interference System
2.6. Non dominated Sorting Genetic Algorithm-II (NSGA-II)
3. Results and Discussions
3.1. Drilling Characteristics of AA6061/10 wt% B4C/Mica Composites
3.2. Results from Fuzzy Model and Non-Dominated Sorting Genetic Algorithm-II
4. Conclusions
- (1)
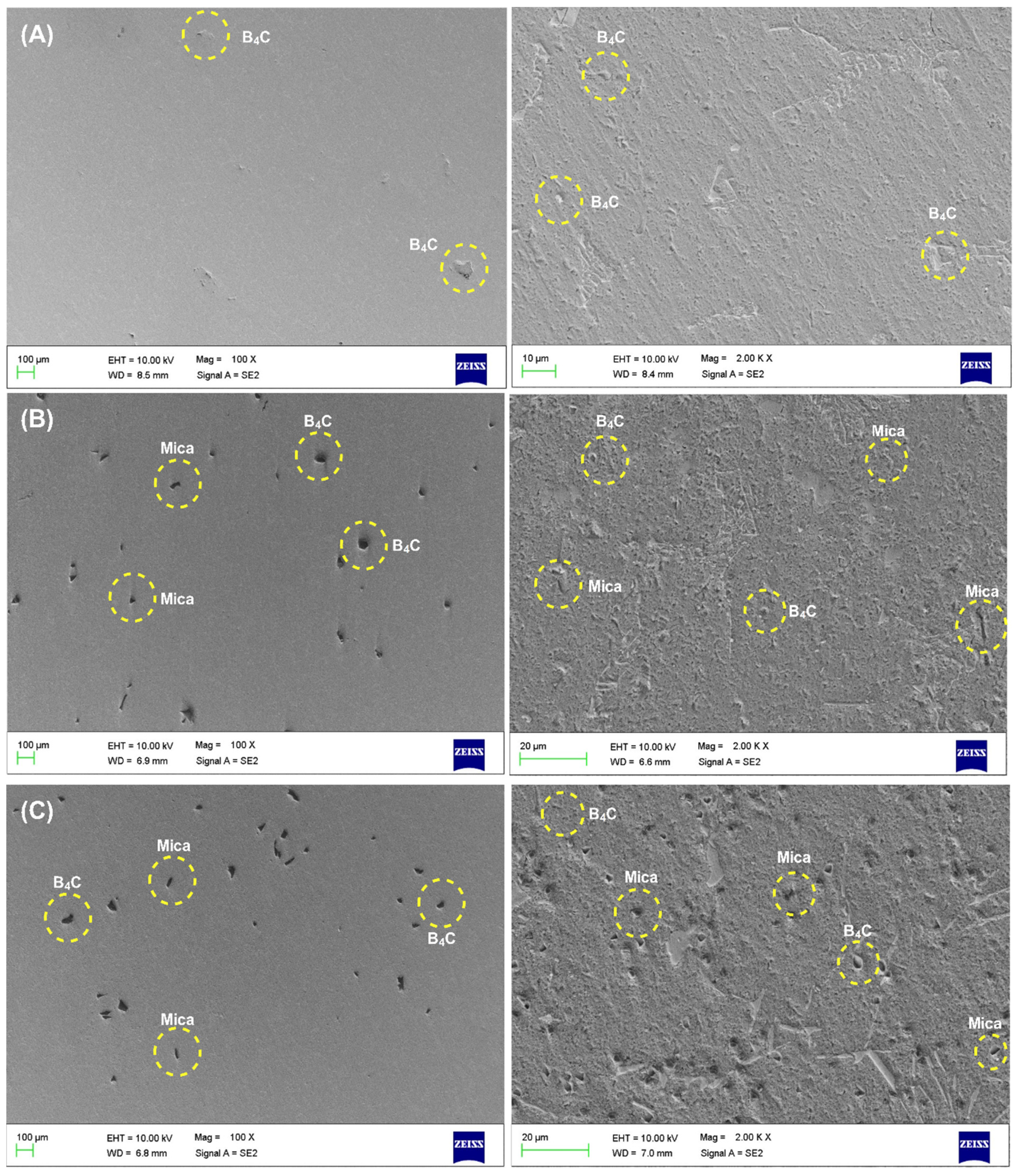
- Microstructural analysis of the as-fabricated AMC shows even distribution of B4C and mica particulates in the AA6061 matrix, where B4C particles are visualized as grey particulates and mica as grey flakes.
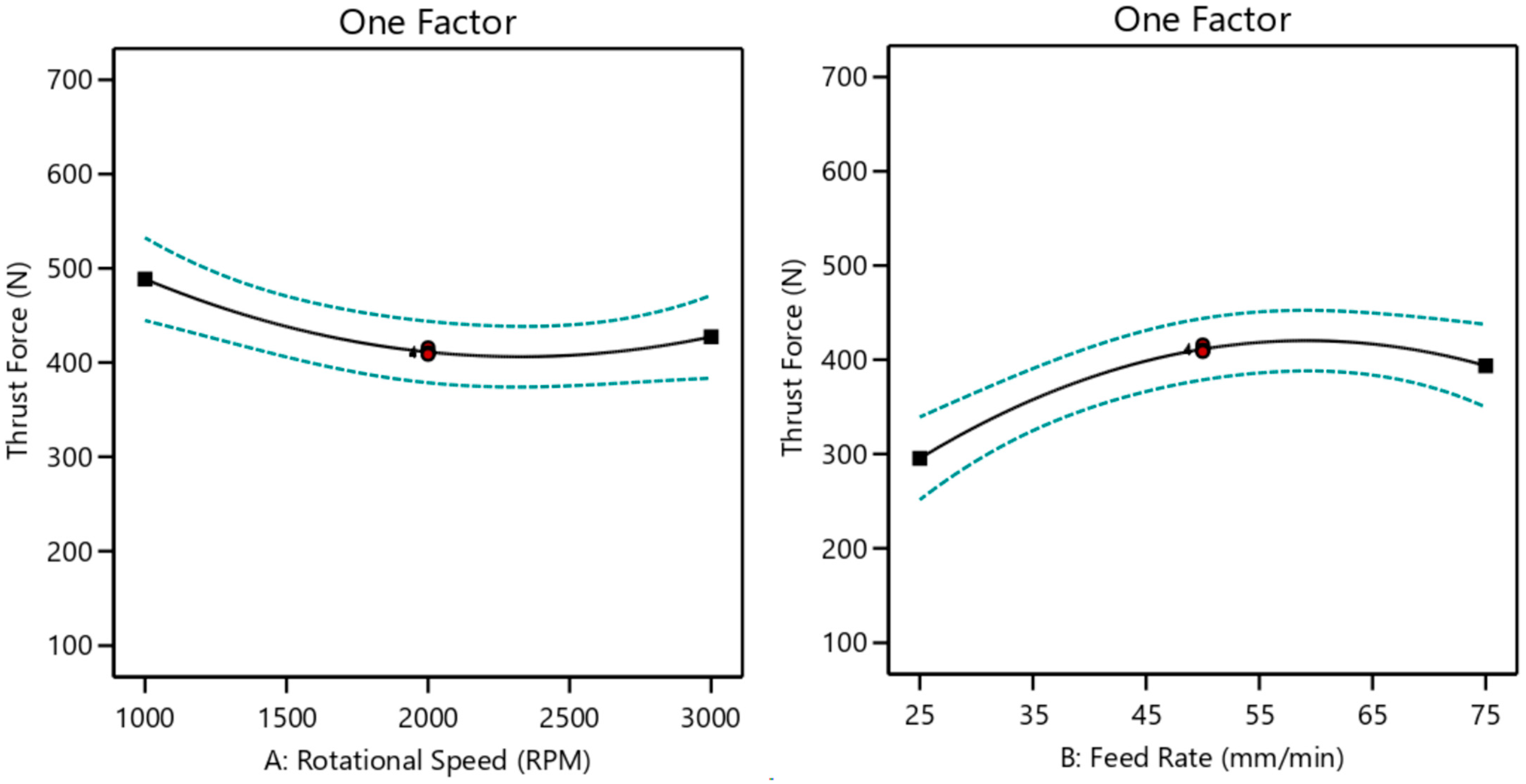
- (2)
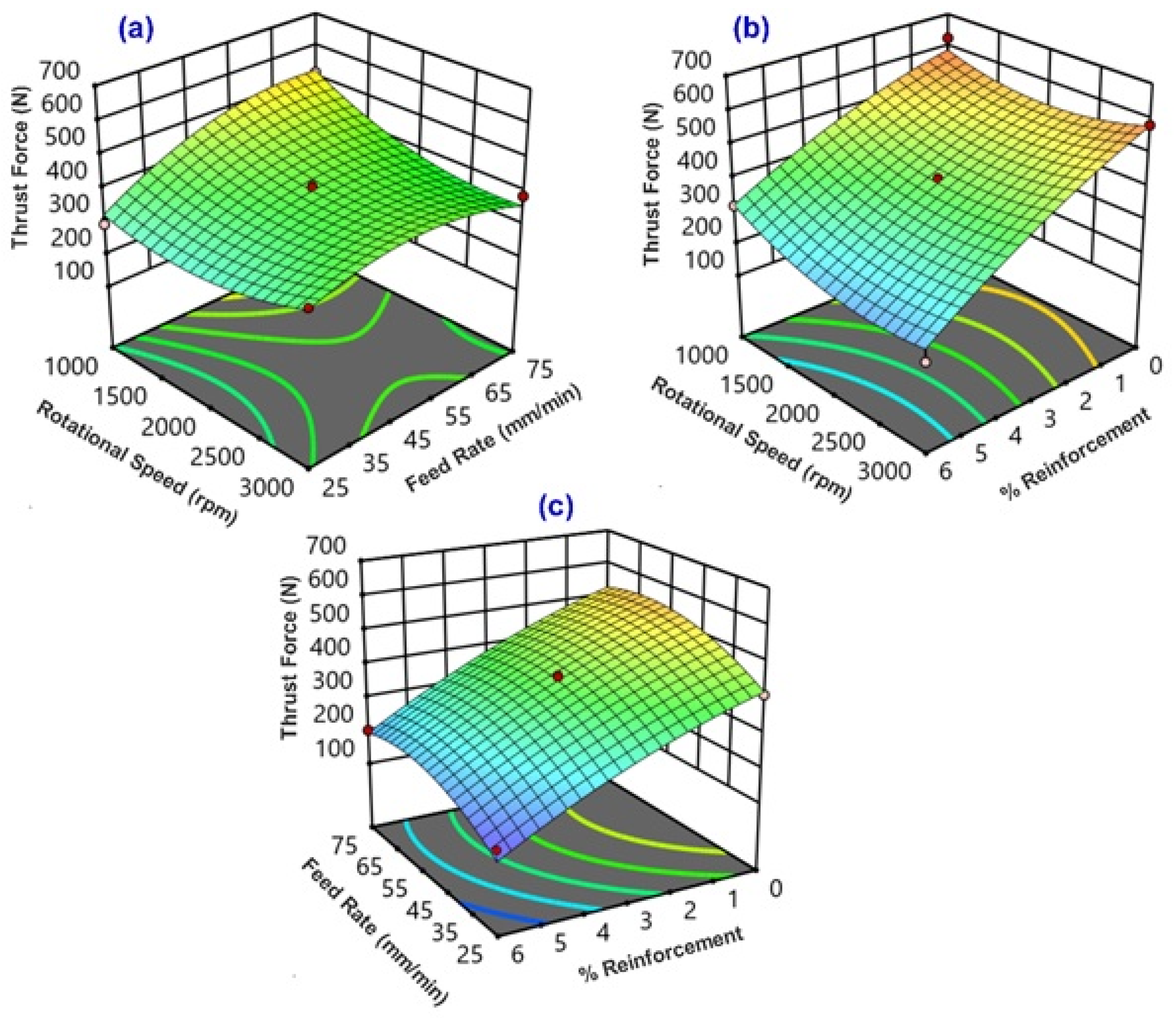
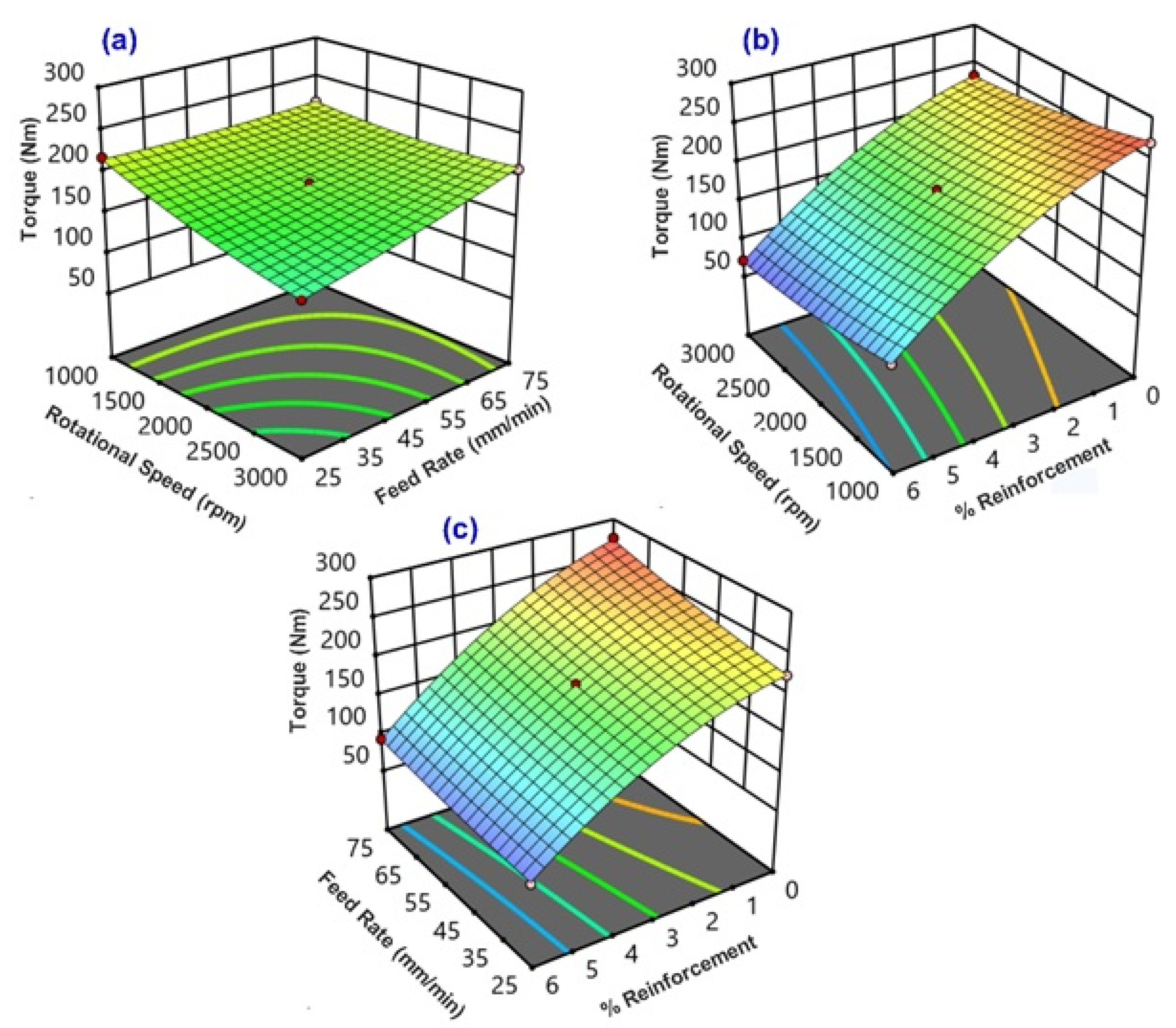
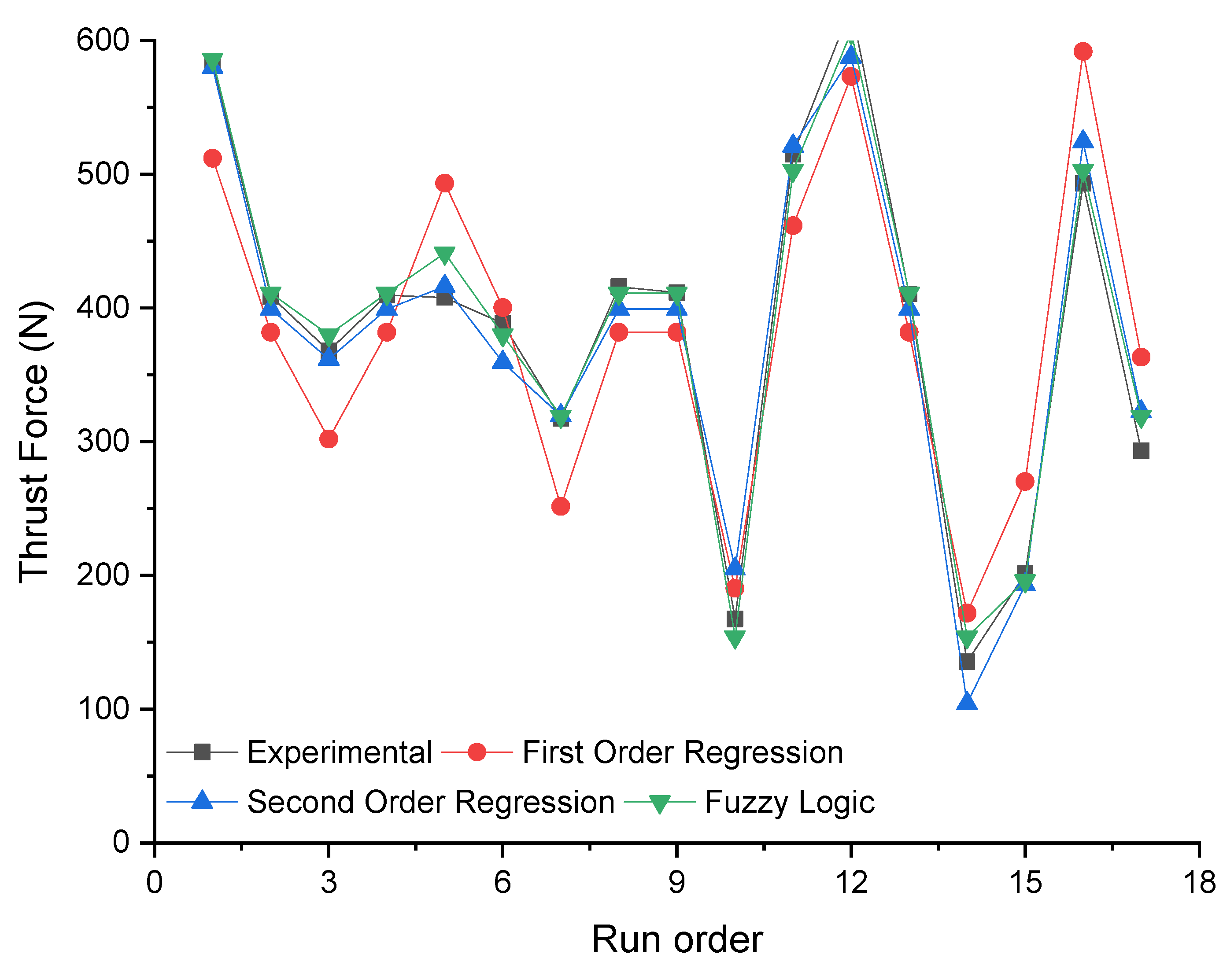
- With increasing spindle speed, the induced thrust force is decreased up to 2000 rpm because of matrix phase thermal softening, whereas with a further increase of rotational speed, there is a slight rise of thrust force owing to the friction and wear on tool surface.
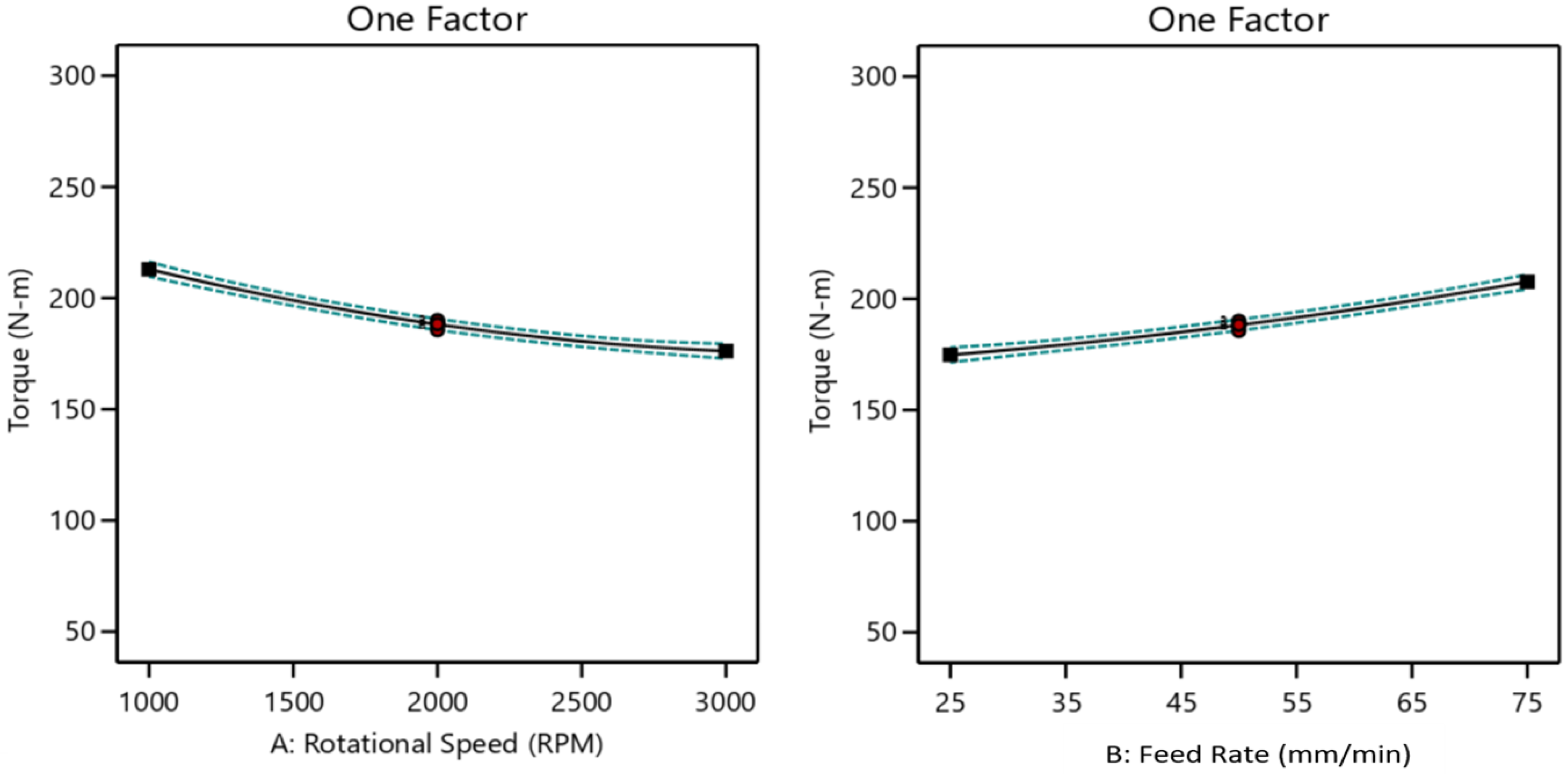
- (3)
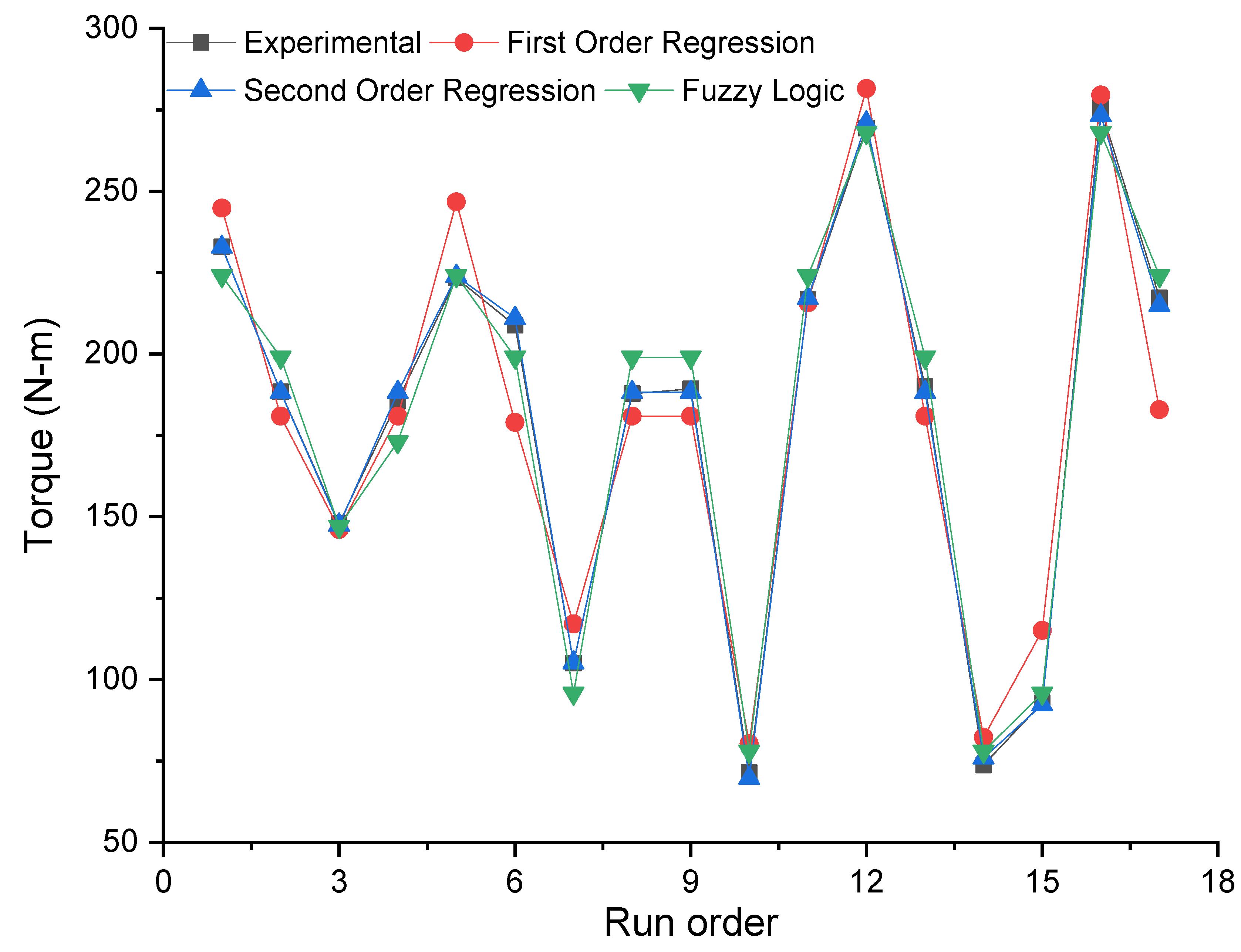
- Increase of spindle speed gradually decreases the torque because of softening of matrix constituent at higher orders of cutting speed. The minimum torque is observed at the highest speed (3000 rpm).
- (4)
- A gradual increase of torque is ascertained with an increase in feed rate and the minimum torque is observed only at low feed rate (25 mm/min). As the feed rate increases, the contact area of cutting edge per unit time also increases, which subsequently increases the specific cutting energy.
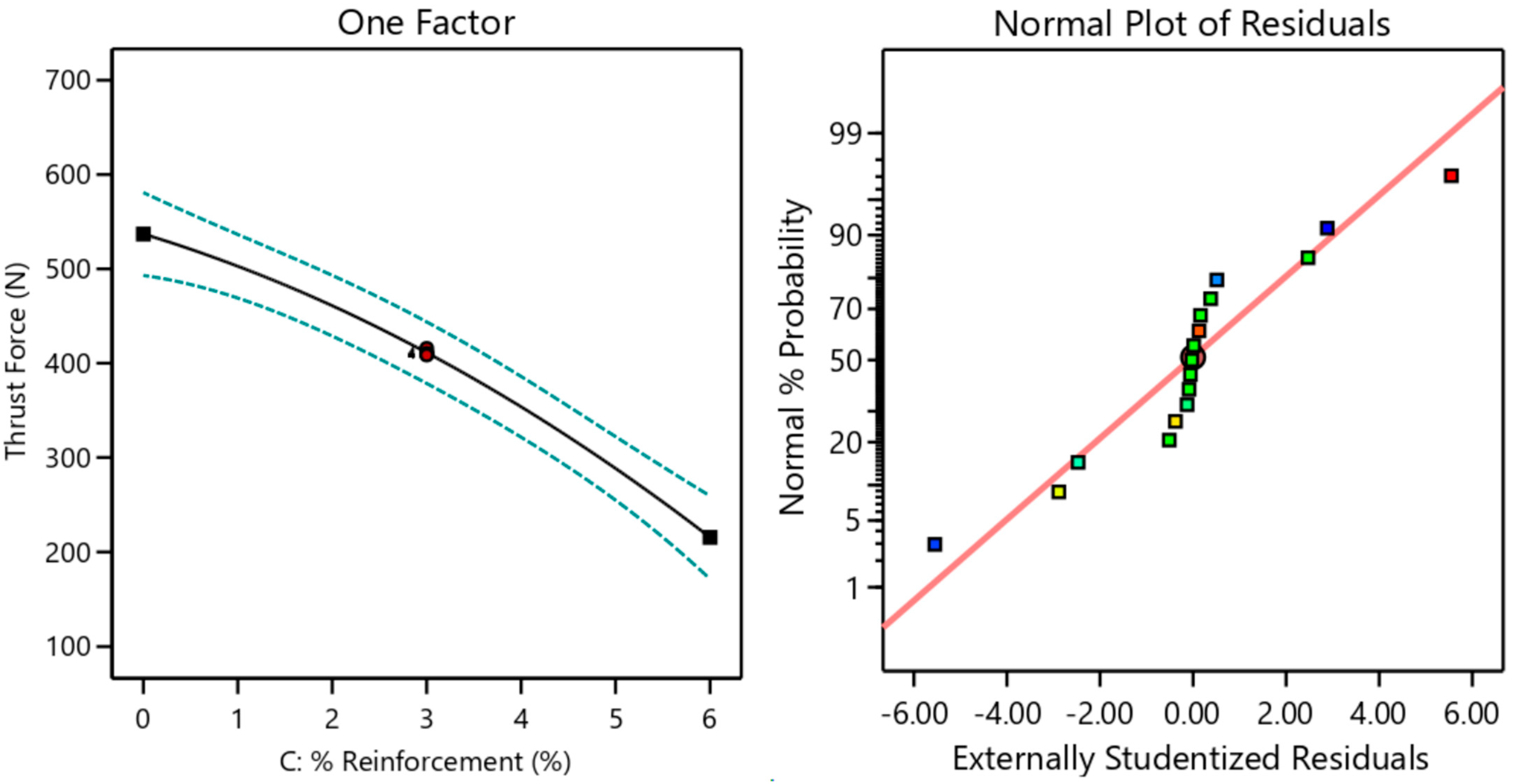
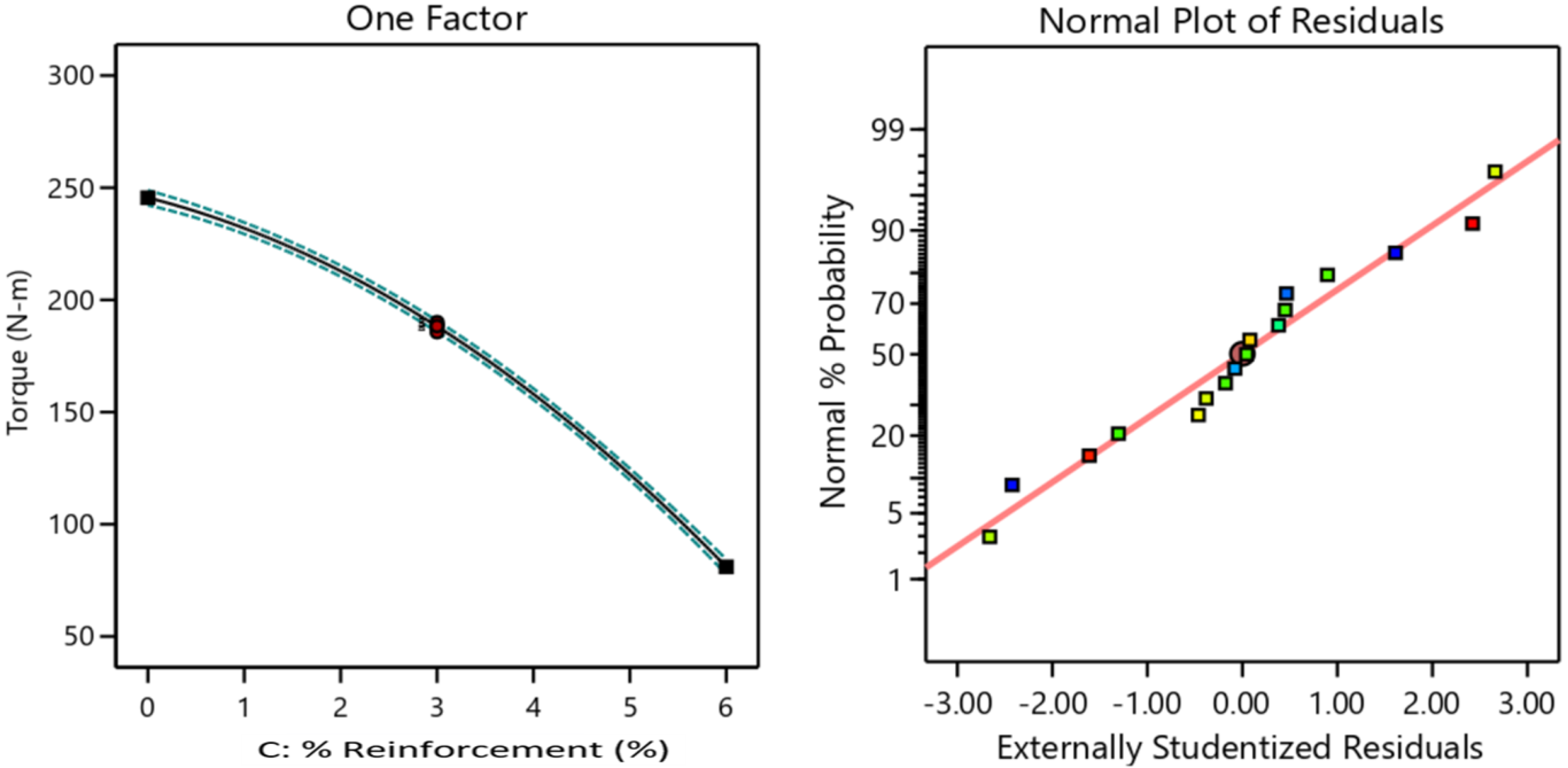
- (5)
- Both thrust force and torque are reduced with high loading (6 wt.%) of secondary reinforcement of mica. This is attributed by the lubricating properties of mica which reduce the friction between the tool-work and chip-tool interfaces.
- (6)
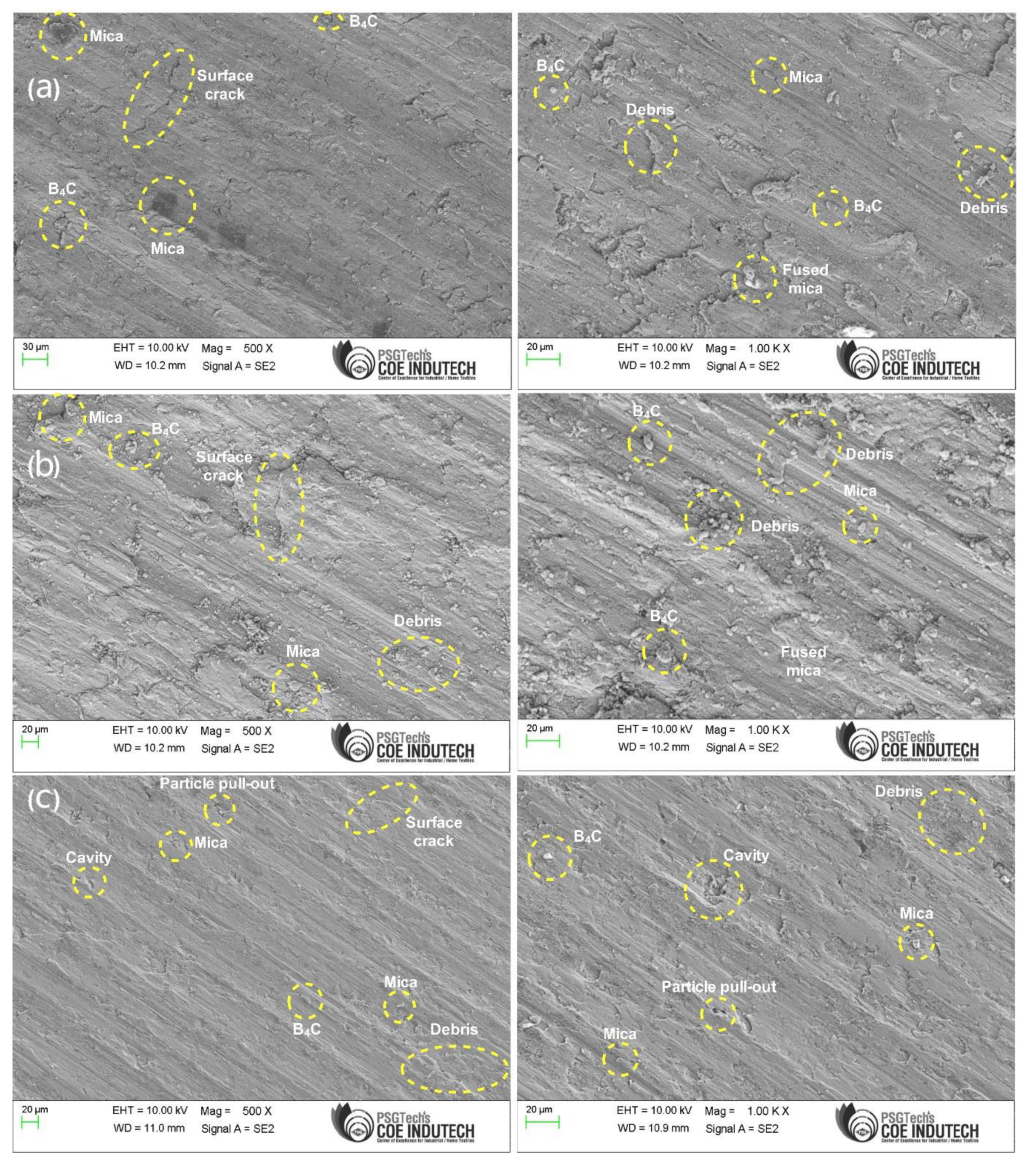
- It is clearly noted from SEM examinations that a high degree of surface quality is seen in AA6061 + 10% B4C + 6% Mica hybrid composite material.
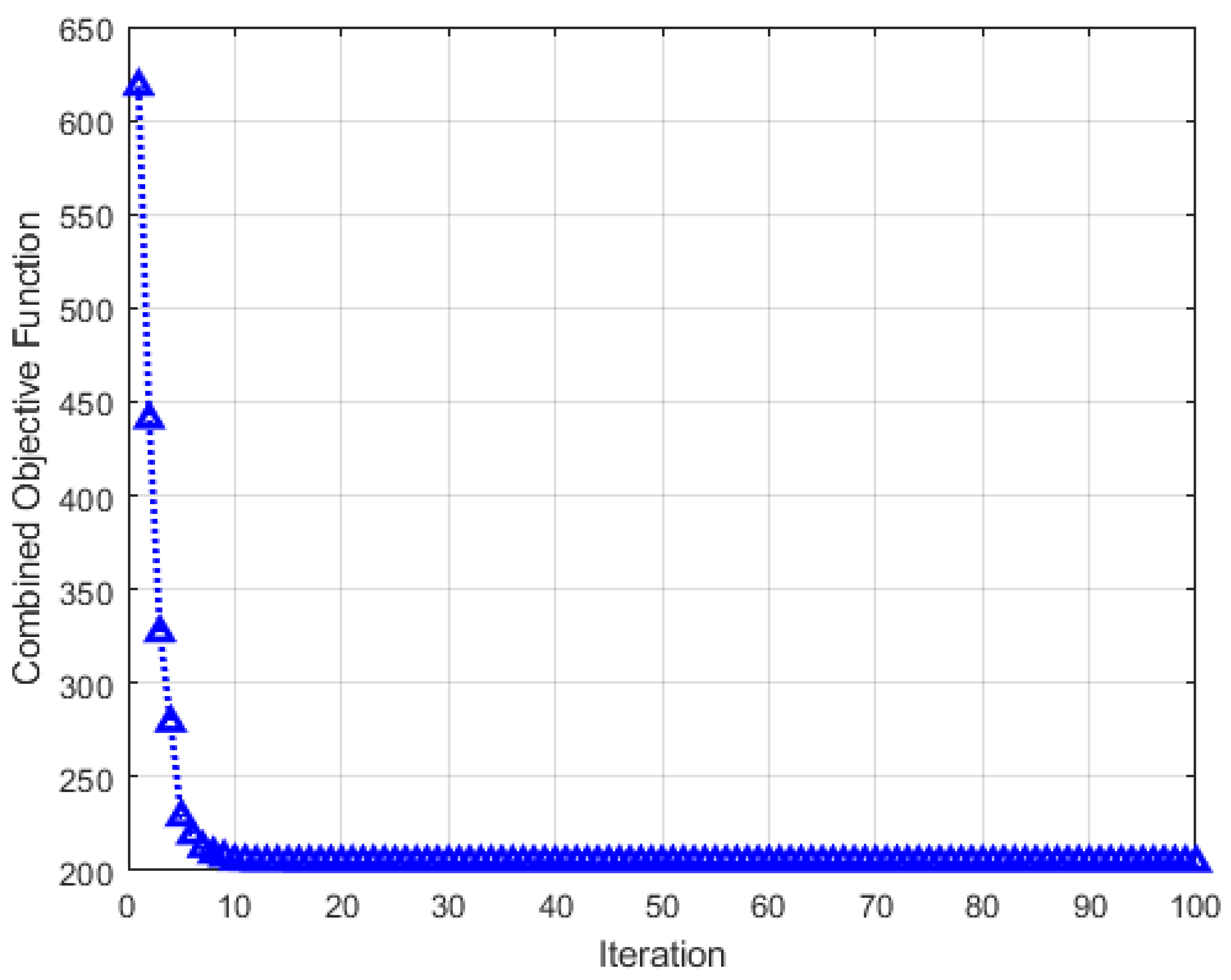
- (7)
- Multi-objective optimization by the NSGA-II algorithm has indicated that 1840 rpm of rotational speed, 25.3 mm/min of feed rate and 5.83% of mica reinforcement are the best parameters for obtaining the lowest thrust force of 339.68 N and torque of 68.98 N·m. The validation experimental results also confirm the predicted results with a very negligible error.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| MMC | Metal matrix composite |
| B4C | Boron carbide |
| GA | Genetic algorithm |
| VMC | Vertical machining center |
| DAQ | Data acquisition system |
| DOE | Design of Experiments |
| BBD | Box-Behnken design |
| RSM | Response Surface Methodology |
| R2 | Regression coefficient |
| p | probability value |
| F | Fischer value |
| MF | Membership function |
| FIS | Fuzzy inference system |
| SEM | Scanning electron microscope |
| ANOVA | Analysis of Variance |
| AMC | Aluminium matrix composite |
| NSGA-II | Non-dominated sorting genetic algorithm |
References
- Prakash, S.; Sasikumar, R.; Natarajan, E.; Suresha, B. Influence of Feeding Techniques in Bottom Tapping Stir Casting Process for Fabrication of Alumina Nano-filler-reinforced Aluminium Composites. Trans. Indian Inst. Met. 2020, 73, 1265–1272. [Google Scholar] [CrossRef]
- Prakash, S.; Sasikumar, R.; Natarajan, E. Superior material properties of hybrid filler reinforced aluminium MMC through double-layer feeding technique adopted in bottom tapping stir casting. High Temp. Mater. Process. 2018, 22, 249–258. [Google Scholar] [CrossRef]
- Anbuchezhiyan, G.; Mohan, B.; Senthilkumar, N.; Pugazhenthi, R. Synthesis and Characterization of Silicon Nitride Reinforced Al–Mg–Zn Alloy Composites. Met. Mater. Int. 2021, 27, 3058–3069. [Google Scholar] [CrossRef]
- Rajmohan, T.; Palanikumar, K. Optimization of Machining Parameters for Surface Roughness and Burr Height in Drilling Hybrid Composites. Mater. Manuf. Process. 2012, 27, 320–328. [Google Scholar] [CrossRef]
- Kumar, P.; Chauhan, S.R.; Pruncu, C.I.; Gupta, M.K.; Pimenov, D.Y.; Mia, M.; Gill, H.S. Influence of Different Grades of CBN Inserts on Cutting Force and Surface Roughness of AISI H13 Die Tool Steel during Hard Turning Operation. Mater. 2019, 12, 177. [Google Scholar] [CrossRef] [Green Version]
- Abdullah, A.B.; Sapuan, S.M. Hole-Making and Drilling Technology for Composites: Advantages, Limitations and Potentials; Woodhead Publishing: Cambridge, UK, 2019. [Google Scholar]
- Dalavi, A.-M.; Pawar, P.-J.; Singh, T.-P.; Warke, A.-S.; Paliwal, P.-D. Review on optimization of hole-making operations for injection mould using non-traditional algorithms. Int. J. Ind. Eng. Manag. 2016, 7, 9–14. [Google Scholar]
- Tsao, C. The effect of pilot hole on delamination when core drill drilling composite materials. Int. J. Mach. Tools Manuf. 2006, 46, 1653–1661. [Google Scholar] [CrossRef]
- Rahman, M.A.; Bhuiyan, S.; Sharma, S.; Kamal, M.S.; Imtiaz, M.M.M.; AlFaify, A.; Nguyen, T.-T.; Khanna, N.; Sharma, S.; Gupta, M.K.; et al. Influence of Feed Rate Response (FRR) on Chip Formation in Micro and Macro Machining of Al Alloy. Metals 2021, 11, 159. [Google Scholar] [CrossRef]
- Altunpak, Y.; Ay, M.; Aslan, S. Drilling of a hybrid Al/SiC/Gr metal matrix composites. Int. J. Adv. Manuf. Technol. 2011, 60, 513–517. [Google Scholar] [CrossRef]
- Rajmohan, T.; Palanikumar, K.; Kathirvel, M. Optimization of machining parameters in drilling hybrid aluminium metal matrix composites. Trans. Nonferrous Met. Soc. China 2012, 22, 1286–1297. [Google Scholar] [CrossRef]
- Chakravarthy, V.V.K.; Rajmohan, T.; Vijayan, D.; Palanikumar, K. Sustainable Drilling of Nano SiC Reinforced Al Matrix Composites Using MQL and Cryogenic Cooling for Achieving the Better Surface Integrity. Silicon 2021. [Google Scholar] [CrossRef]
- Khanna, N.; Agrawal, C.; Gupta, M.K.; Song, Q. Tool wear and hole quality evaluation in cryogenic Drilling of Inconel 718 superalloy. Tribol. Int. 2020, 143, 106084. [Google Scholar] [CrossRef]
- Kumar, C.R.; Jaiganesh, V.; Malarvannan, R.R.R. Optimization of drilling parameters in hybrid (Al6061/SiC/B4C/talc) composites by grey relational analysis. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 155. [Google Scholar] [CrossRef]
- Prakash, J.U.; Rubi, C.S.; Rajkumar, C.; Juliyana, S.J. Multi-objective drilling parameter optimization of hybrid metal matrix composites using grey relational analysis. Mater. Today Proc. 2021, 39, 1345–1350. [Google Scholar] [CrossRef]
- Gajalakshmi, K.; Senthilkumar, N.; Prabu, B. Multi-response optimization of dry sliding wear parameters of AA6026 using hybrid gray relational analysis coupled with response surface method. Meas. Control 2019, 52, 540–553. [Google Scholar] [CrossRef]
- Subba Rao, C.V.; Sesha Rao, Y.; Marimuthu, P.; Jeyapaul, R.; Kalyan Chakravarthy, N.S.; Murugesan, P. Optimisation of Drilling Parameters of Metal Matrix Composites using Genetic Algorithm in the Taguchi Method. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1126, 012035. [Google Scholar]
- Xiong, Y.; Wang, W.; Jiang, R.; Lin, K. A Study on Cutting Force of Machining In Situ TiB2 Particle-Reinforced 7050Al Alloy Matrix Composites. Metals 2017, 7, 197. [Google Scholar] [CrossRef] [Green Version]
- Parasuraman, S.; Elamvazuthi, I.; Kanagaraj, G.; Natarajan, E.; Pugazhenthi, A. Assessments of Process Parameters on Cutting Force and Surface Roughness during Drilling of AA7075/TiB2 In Situ Composite. Materials 2021, 14, 1726. [Google Scholar] [CrossRef]
- Al-Tameemi, H.; Al-Dulaimi, T.; Awe, M.; Sharma, S.; Pimenov, D.; Koklu, U.; Giasin, K. Evaluation of Cutting-Tool Coating on the Surface Roughness and Hole Dimensional Tolerances during Drilling of Al6061-T651 Alloy. Materials 2021, 14, 1783. [Google Scholar] [CrossRef]
- Aamir, M.; Giasin, K.; Tolouei-Rad, M.; Din, I.U.; Hanif, M.; Kuklu, U.; Pimenov, D.; Ikhlaq, M. Effect of Cutting Parameters and Tool Geometry on the Performance Analysis of One-Shot Drilling Process of AA2024-T3. Metals 2021, 11, 854. [Google Scholar] [CrossRef]
- Habib, N.; Sharif, A.; Hussain, A.; Aamir, M.; Giasin, K.; Pimenov, D.; Ali, U. Analysis of Hole Quality and Chips Formation in the Dry Drilling Process of Al7075-T6. Metals 2021, 11, 891. [Google Scholar] [CrossRef]
- Durão, L.M.P.; Tavares, J.M.R.S.; De Albuquerque, V.H.C.; Marques, J.F.S.; Andrade, Ó.N.G. Drilling Damage in Composite Material. Materials 2014, 7, 3802–3819. [Google Scholar] [CrossRef] [Green Version]
- Hassan, M.; Abdullah, J.; Franz, G.; Shen, C.; Mahmoodian, R. Effect of Twist Drill Geometry and Drilling Parameters on Hole Quality in Single-Shot Drilling of CFRP/Al7075-T6 Composite Stack. J. Compos. Sci. 2021, 5, 189. [Google Scholar] [CrossRef]
- Velavan, K.; Palanikumar, K.; Natarajan, E.; Lim, W.H. Implications on the influence of mica on the mechanical properties of cast hybrid (Al+10%B4C+Mica) metal matrix composite. J. Mater. Res. Technol. 2021, 10, 99–109. [Google Scholar] [CrossRef]
- Ponnuvel, S.; Senthilkumar, N. A study on machinability evaluation of Al-Gr-B4C MMC using response surface methodology-based desirability analysis and artificial neural network technique. Int. J. Rapid Manuf. 2019, 8, 95. [Google Scholar] [CrossRef]
- Datta, R.; Deb, K. A classical-cum-Evolutionary Multi-objective optimization for optimal machining parameters. In Proceedings of the World Congress on Nature and Biologically Inspired Computing, Coimbatore, India, 9–11 December 2009; pp. 607–612. [Google Scholar] [CrossRef]
- Datta, R.; Majumder, A. Optimization of turning process parameters using Multi-objective Evolutionary algorithm. In Proceedings of the IEEE Congress on Evolutionary Computation, Barcelona, Spain, 18–23 July 2010; pp. 1–6. [Google Scholar] [CrossRef]
- Deb, K.; Datta, R. Hybrid Evolutionary Multi-Objective Optimization of Machining Parameters, KanGAL Report No. 99002; Indian Institute of Technology: New Delhi, India, 2011; pp. 1–23. [Google Scholar]
- Zhang, H.; Liu, Y.; Liu, C. Multi-Objective Parameter Optimization for Cross-Sectional Deformation of Double-Ridged Rectangular Tube in Rotary Draw Bending by Using Response Surface Methodology and NSGA-II. Metals 2017, 7, 206. [Google Scholar] [CrossRef]
- Xu, J.; Huang, X.; Chen, M.; Davim, J.P. Drilling characteristics of carbon/epoxy and carbon/polyimide composites. Mater. Manuf. Process. 2020, 35, 1732–1740. [Google Scholar] [CrossRef]
- Palanikumar, K. Experimental investigation and optimisation in drilling of GFRP composites. Measurement 2011, 44, 2138–2148. [Google Scholar] [CrossRef]
- Natarajan, E.; Kaviarasan, V.; Lim, W.H.; Tiang, S.S.; Parasuraman, S.; Elango, S. Non-dominated sorting modified teaching–learning-based optimization for multi-objective machining of polytetrafluoroethylene (PTFE). J. Intell. Manuf. 2020, 31, 911–935. [Google Scholar] [CrossRef]
- Suresh, S.; Elango, N.; Venkatesan, K.; Lim, W.H.; Palanikumar, K.; Rajesh, S. Sustainable friction stir spot welding of 6061-T6 aluminium alloy using improved non-dominated sorting teaching learning algorithm. J. Mater. Res. Technol. 2020, 9, 11650–11674. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite Material | Tensile Strength (MPa) | Yield Strength (MPa) | Micro Hardness (HV) | Bending Strength (MPa) |
|---|---|---|---|---|
| AA6061 + 10% B4C + 0% Mica | 139.33 | 127.00 | 51.09 | 2.62 |
| AA6061 + 10% B4C + 3% Mica | 147.00 | 106.67 | 59.87 | 3.6 |
| AA6061 + 10% B4C + 6% Mica | 132.67 | 72.00 | 53.14 | 2.95 |
| Parameter | Symbol | Units | −1 Level | +1 Level | −alpha | +alpha |
|---|---|---|---|---|---|---|
| Rotational Speed | A | rpm | 1000 | 3000 | −1 | +1 |
| Feed Rate | B | mm/min | 25 | 75 | −1 | +1 |
| % of mica Reinforcement | C | % | 0 | 6 | −1 | +1 |
| Serial Number | Std. Order Number | Rotational Speed (A) | Feed Rate (B) | Mica Particles (C) | Thrust Force | Torque |
|---|---|---|---|---|---|---|
| (rpm) | (mm/min) | (%) | (N) | (N-m) | ||
| 1 | 8 | 3000 | 50 | 0 | 581.9 | 232.9 |
| 2 | 17 | 2000 | 50 | 3 | 408.6 | 188.3 |
| 3 | 11 | 3000 | 25 | 3 | 367.9 | 147.9 |
| 4 | 13 | 2000 | 50 | 3 | 409.5 | 185.6 |
| 5 | 6 | 2000 | 25 | 0 | 407.8 | 223.3 |
| 6 | 10 | 3000 | 75 | 3 | 388.4 | 208.7 |
| 7 | 9 | 1000 | 50 | 6 | 317.3 | 105.0 |
| 8 | 12 | 2000 | 50 | 3 | 415.9 | 187.8 |
| 9 | 1 | 2000 | 50 | 3 | 411.6 | 189.2 |
| 10 | 4 | 3000 | 50 | 6 | 167.5 | 71.4 |
| 11 | 5 | 1000 | 75 | 3 | 515.0 | 216.6 |
| 12 | 15 | 1000 | 50 | 0 | 624.9 | 269.3 |
| 13 | 16 | 2000 | 50 | 3 | 410.4 | 190.1 |
| 14 | 7 | 2000 | 25 | 6 | 135.4 | 73.7 |
| 15 | 3 | 2000 | 75 | 6 | 201.3 | 92.8 |
| 16 | 2 | 2000 | 75 | 0 | 493.1 | 275.4 |
| 17 | 14 | 1000 | 25 | 3 | 293.3 | 217.2 |
| (a) | ||||||
|---|---|---|---|---|---|---|
| Source | Sum of | DoF | Mean | F-Value | p-Value | |
| Model | 278,880.3547 | 9 | 30,986.70608 | 32.57668079 | 6.76566 × 10−5 | Significant |
| A-Rotational Speed | 7490.88 | 1 | 7490.88 | 7.875248372 | 0.026285721 | |
| B-Feed Rate | 19,345.445 | 1 | 19,345.445 | 20.33808902 | 0.00276576 | |
| C-% Reinforcement | 206,788.805 | 1 | 206,788.805 | 217.3994511 | 1.57957 × 10−6 | |
| AB | 10,120.36 | 1 | 10,120.36 | 10.63965096 | 0.01382906 | |
| AC | 2851.56 | 1 | 2851.56 | 2.997877853 | 0.12698369 | |
| BC | 94.09 | 1 | 94.09 | 0.0989179 | 0.76229904 | |
| A2 | 9192.528947 | 1 | 9192.528947 | 9.664211499 | 0.017111594 | |
| B2 | 18,774.31842 | 1 | 18,774.31842 | 19.73765707 | 0.00299789 | |
| C2 | 5165.265789 | 1 | 5165.265789 | 5.430303382 | 0.052590577 | |
| Residual | 6658.35 | 7 | 951.1928571 | |||
| Lack of Fit | 6625.81 | 3 | 2208.603333 | 271.4939562 | 4.47089 × 10−5 | Not Significant |
| Pure Error | 32.54 | 4 | 8.135 | |||
| Cor Total | 285,538.7047 | 16 | ||||
| Std. Dev. | 30.84141464 | R-sq | 0.976681445 | |||
| Mean | 385.2823529 | Adjusted R-sq | 0.946700446 | |||
| C.V. % | 8.004886392 | Predicted R-sq | 0.628548417 | |||
| Adeq Precision | 20.43075896 | |||||
| (b) | ||||||
| Source | Sum of | DoF | Mean | F-Value | p-Value | |
| Model | 62,944.82 | 9 | 6993.869 | 1279.422 | 2.06 × 10−10 | Significant |
| A-Rotational Speed | 2708.48 | 1 | 2708.48 | 495.4752 | 9.34 × 10−8 | |
| B-Feed Rate | 2158.245 | 1 | 2158.245 | 394.8181 | 2.04 × 10−7 | |
| C-% Reinforcement | 54,120.5 | 1 | 54120.5 | 9900.523 | 2.73 × 10−12 | |
| AB | 942.49 | 1 | 942.49 | 172.4142 | 3.47 × 10−6 | |
| AC | 1.96 | 1 | 1.96 | 0.358552 | 0.568175 | |
| BC | 272.25 | 1 | 272.25 | 49.804 | 0.000201 | |
| A2 | 171.1184 | 1 | 171.1184 | 31.30351 | 0.00082 | |
| B2 | 38.52895 | 1 | 38.52895 | 7.048285 | 0.03271 | |
| C2 | 2615.813 | 1 | 2615.813 | 478.5232 | 1.05 × 10−7 | |
| Residual | 38.265 | 7 | 5.466429 | |||
| Lack of Fit | 26.725 | 3 | 8.908333 | 3.087811 | 0.152281 | Not Significant |
| Pure Error | 11.54 | 4 | 2.885 | |||
| Cor Total | 62,983.09 | 16 | ||||
| Std. Dev. | 2.338039 | R-sq | 0.999392 | |||
| Mean | 180.8941 | Adjusted R-sq | 0.998611 | |||
| C.V. % | 1.292491 | Predicted R-sq | 0.992925 | |||
| Adeq Precision | 113.4986 | |||||
| Drilling Parameters: Rotational Speed (A) = 1840 rpm and Feed Rate = 25.3 mm/min, % Reinforcement = 5.83 wt.% | ||
|---|---|---|
| NSGA-II Predicted Results | Results from Validation Experiments | Error (%) |
| Thrust force = 339.68 N and Torque = 68.98 N·m | Thrust force = 340 N and Torque = 69.2 N·m | Less than 0.1% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kayaroganam, P.; Krishnan, V.; Natarajan, E.; Natarajan, S.; Muthusamy, K. Drilling Parameters Analysis on In-Situ Al/B4C/Mica Hybrid Composite and an Integrated Optimization Approach Using Fuzzy Model and Non-Dominated Sorting Genetic Algorithm. Metals 2021, 11, 2060. https://doi.org/10.3390/met11122060
Kayaroganam P, Krishnan V, Natarajan E, Natarajan S, Muthusamy K. Drilling Parameters Analysis on In-Situ Al/B4C/Mica Hybrid Composite and an Integrated Optimization Approach Using Fuzzy Model and Non-Dominated Sorting Genetic Algorithm. Metals. 2021; 11(12):2060. https://doi.org/10.3390/met11122060
Chicago/Turabian StyleKayaroganam, Palanikumar, Velavan Krishnan, Elango Natarajan, Senthilkumar Natarajan, and Kanesan Muthusamy. 2021. "Drilling Parameters Analysis on In-Situ Al/B4C/Mica Hybrid Composite and an Integrated Optimization Approach Using Fuzzy Model and Non-Dominated Sorting Genetic Algorithm" Metals 11, no. 12: 2060. https://doi.org/10.3390/met11122060
APA StyleKayaroganam, P., Krishnan, V., Natarajan, E., Natarajan, S., & Muthusamy, K. (2021). Drilling Parameters Analysis on In-Situ Al/B4C/Mica Hybrid Composite and an Integrated Optimization Approach Using Fuzzy Model and Non-Dominated Sorting Genetic Algorithm. Metals, 11(12), 2060. https://doi.org/10.3390/met11122060