
Fatigue Performance of High- and Low-Strength Repaired Welded Steel Joints

Abstract
:1. Introduction
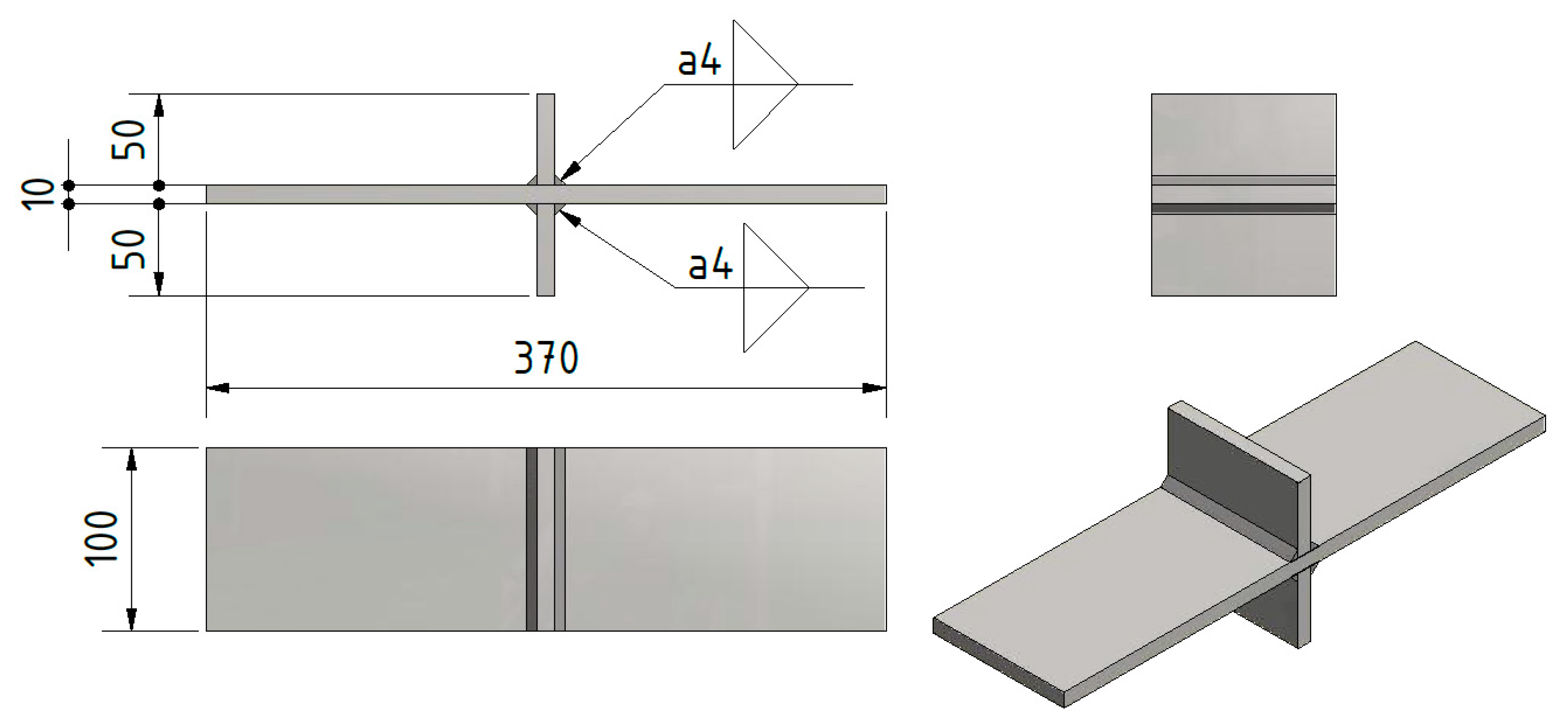
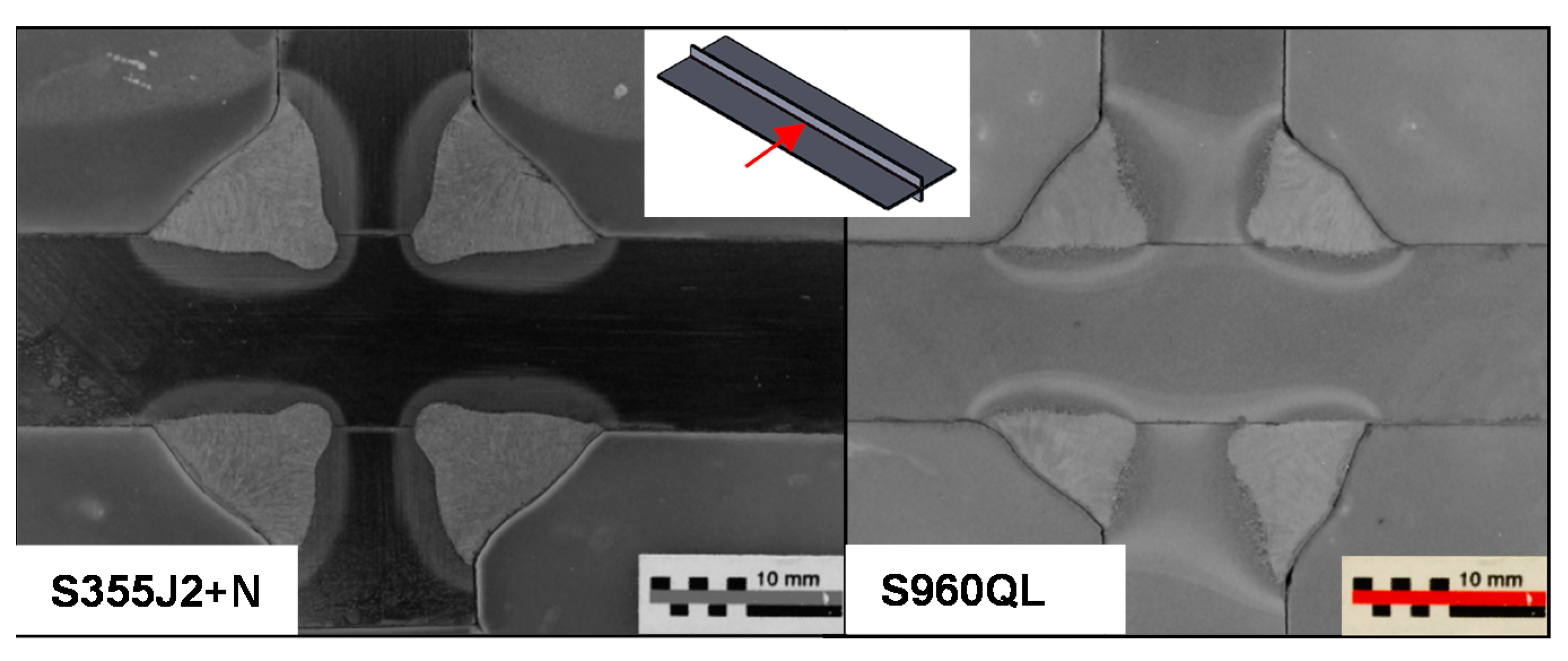
2. Materials and Specimens Detail
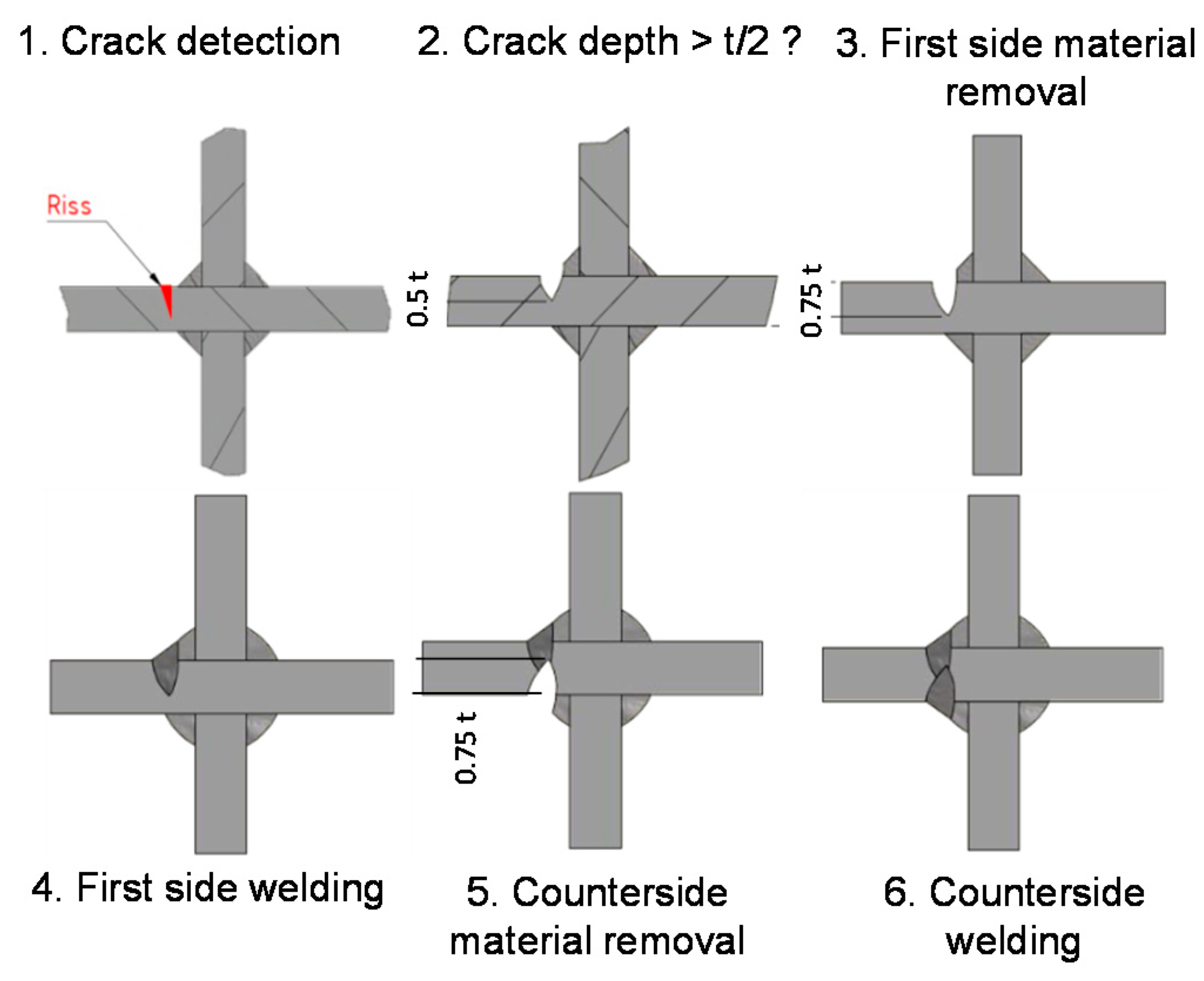
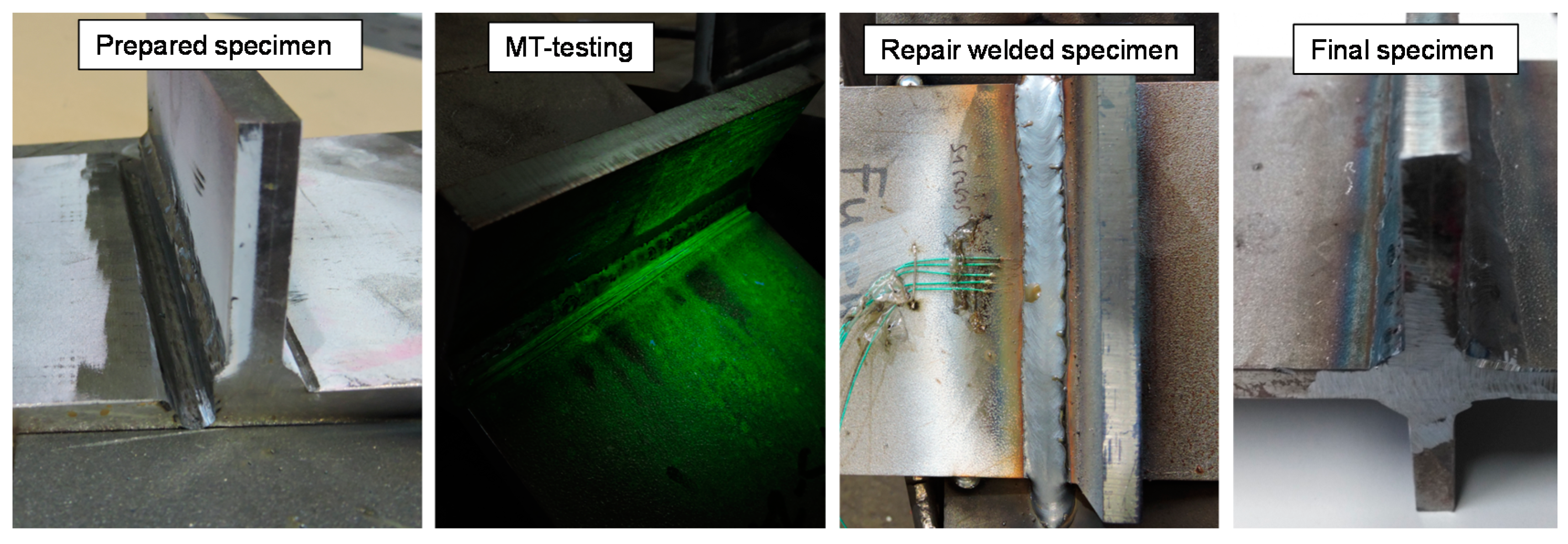
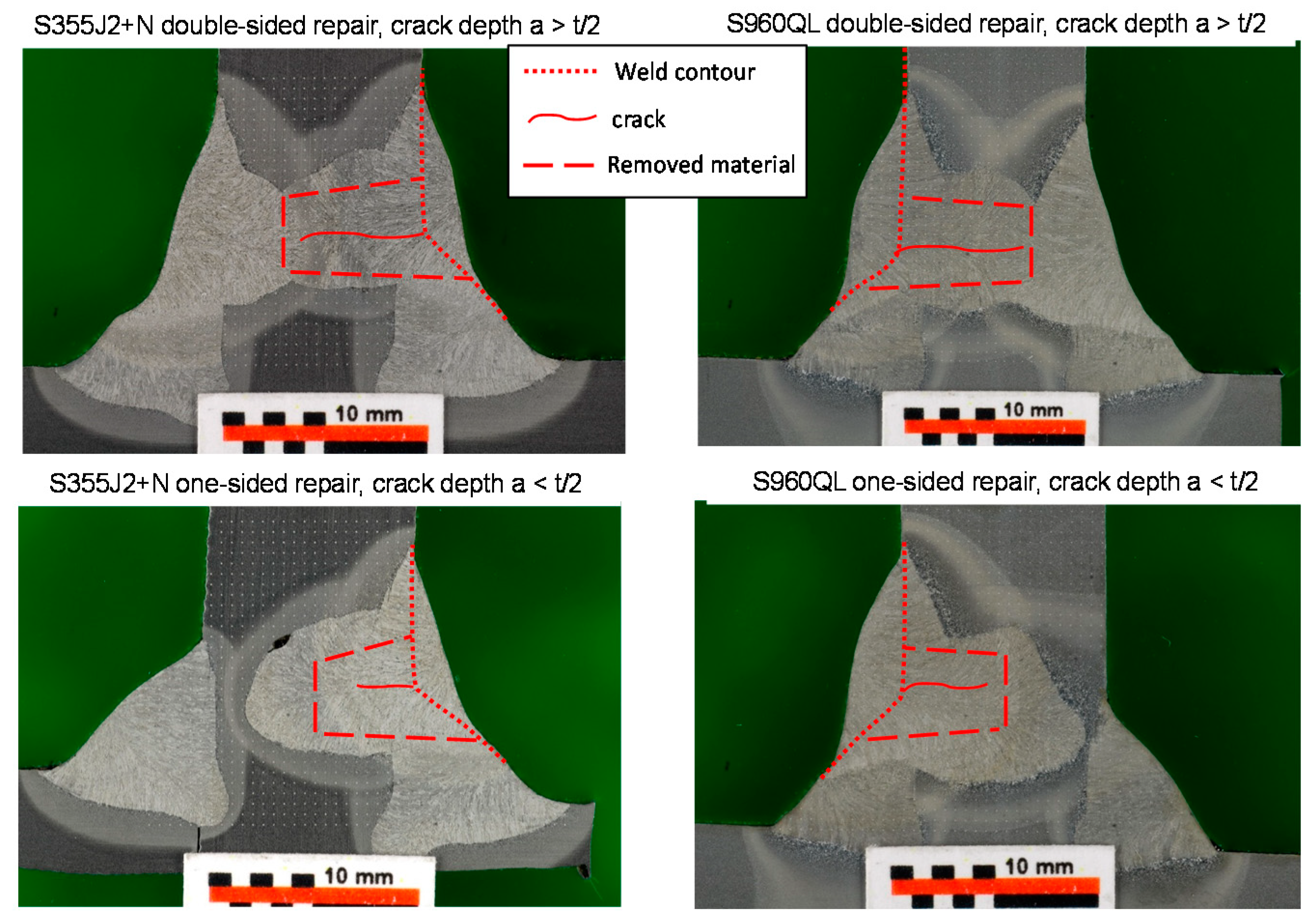
3. Repair Procedure
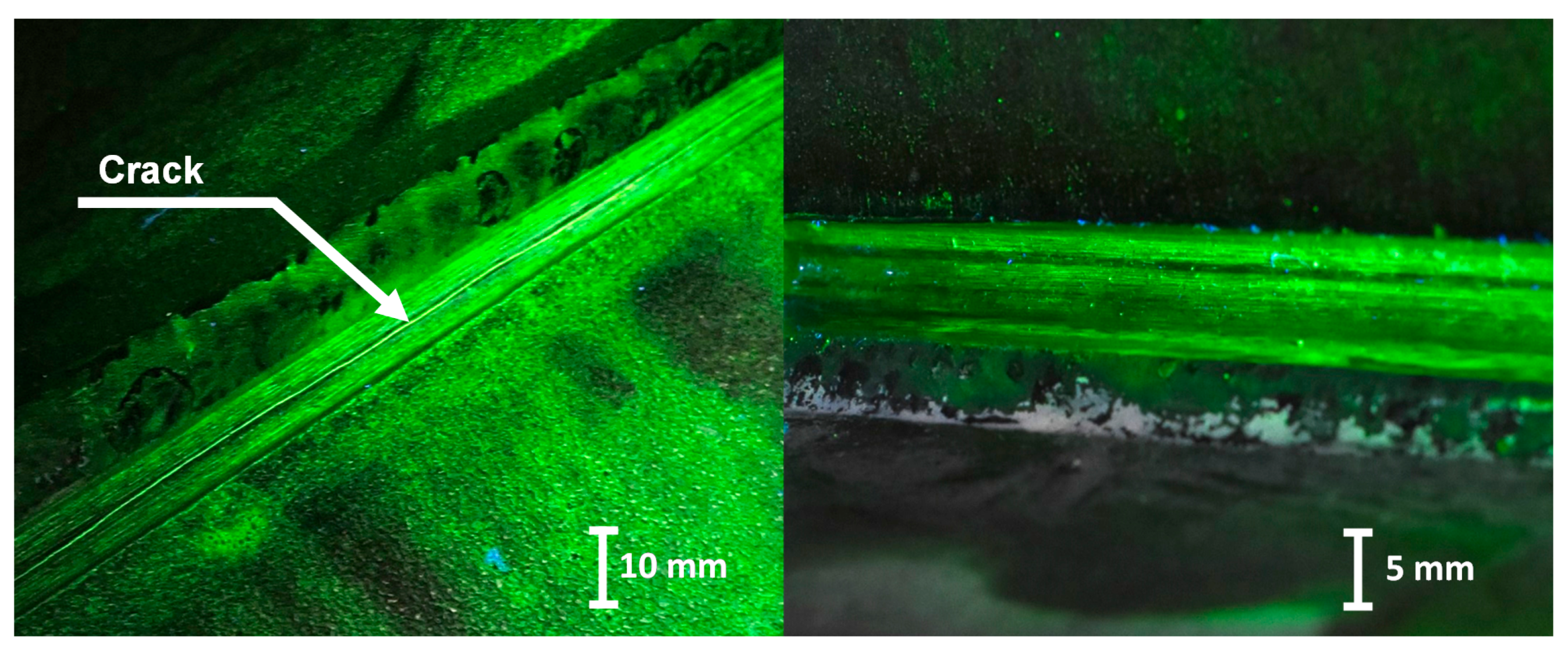
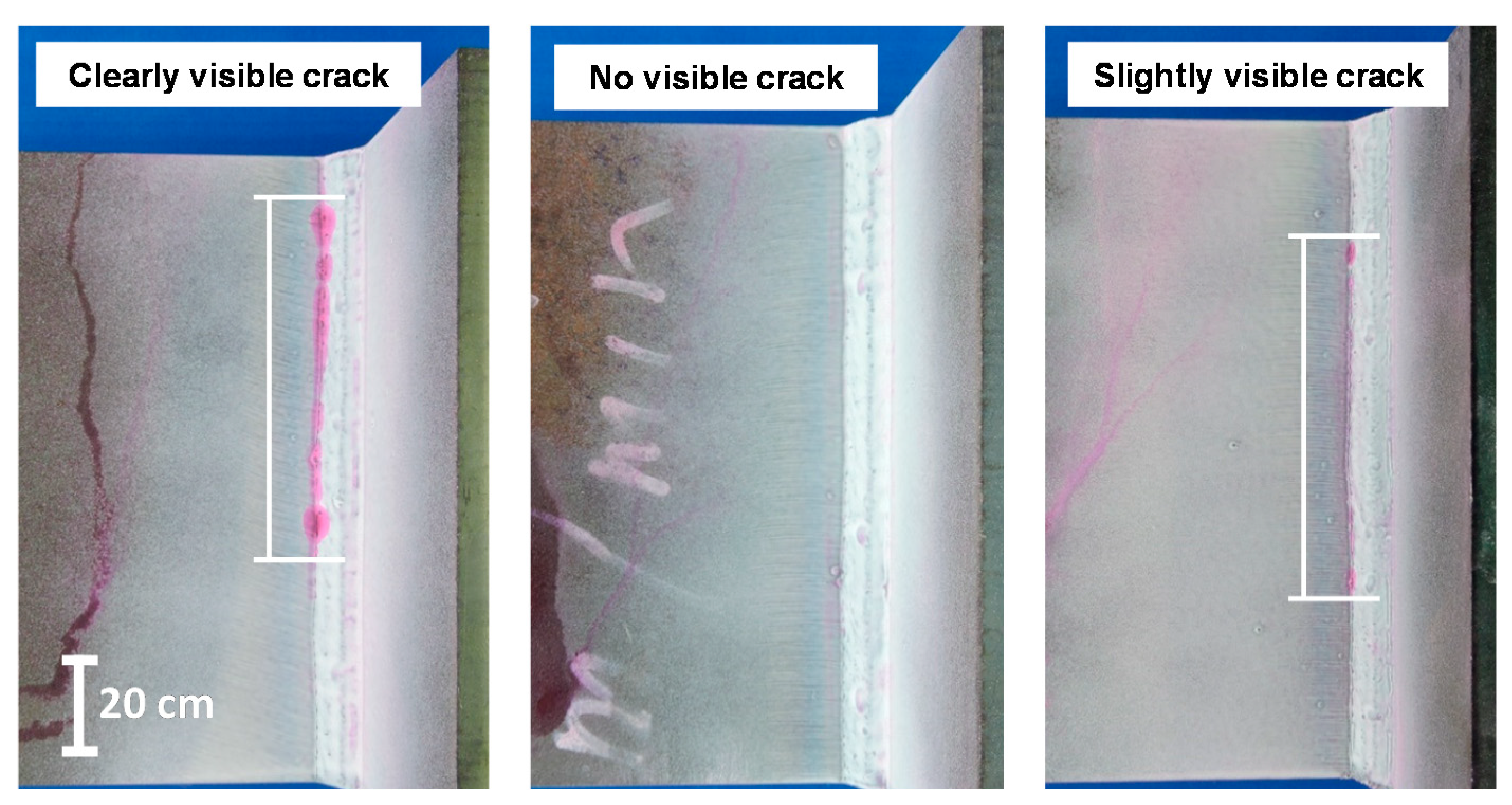
3.1. Non-Destructive Testing
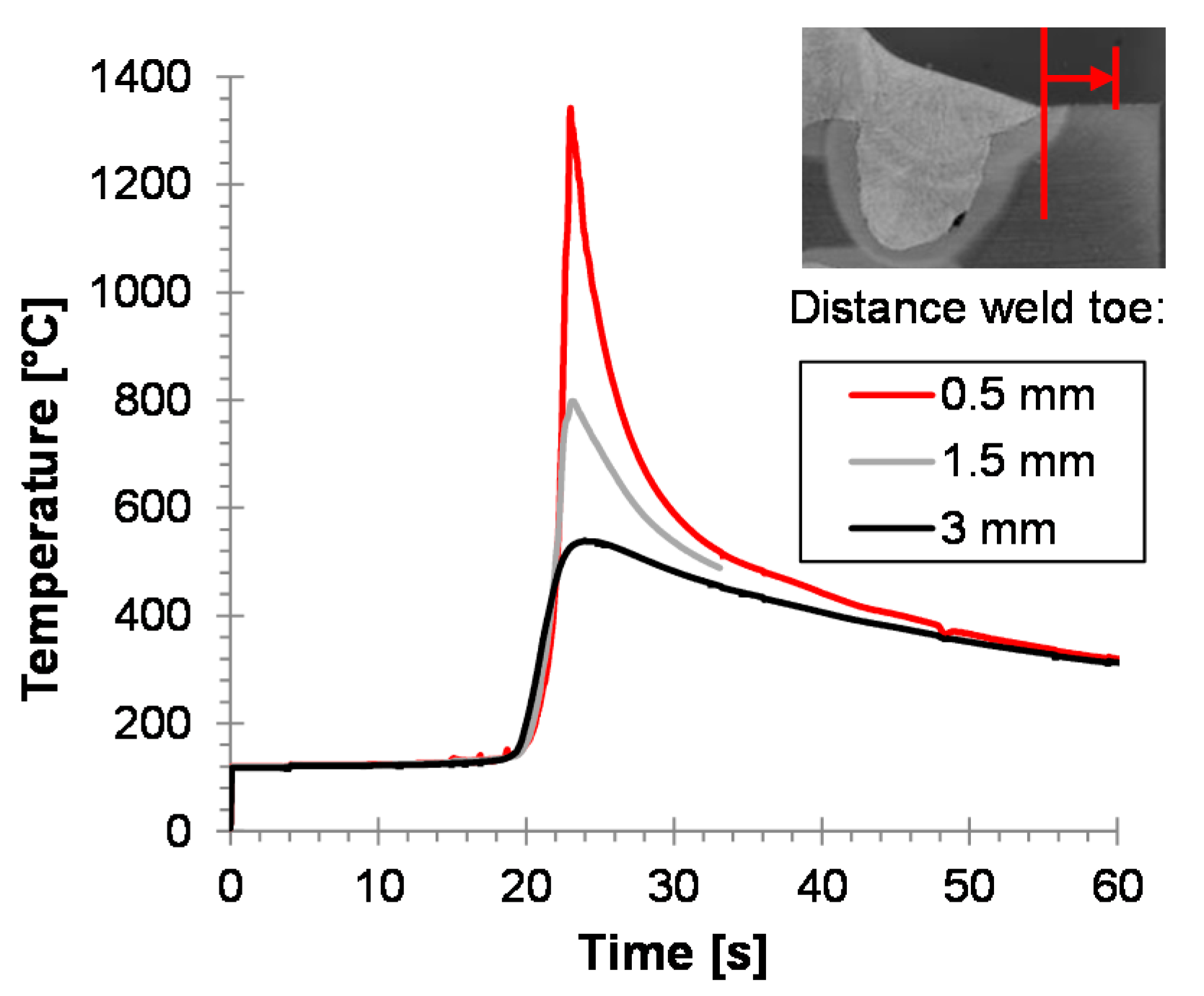
3.2. Repair Welding
4. Investigation of Weld Properties
4.1. Geometrical Properties
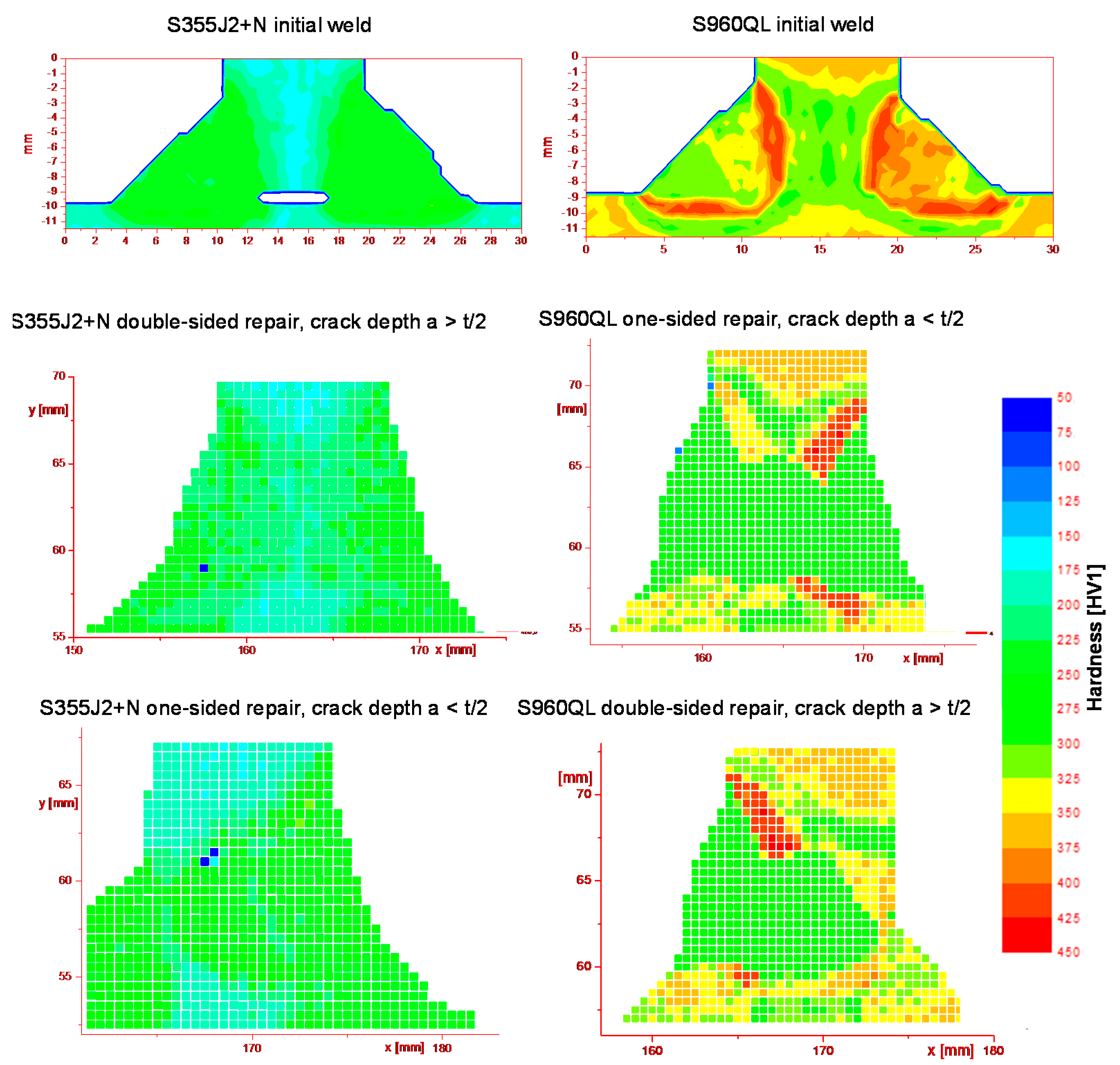
4.2. Hardness
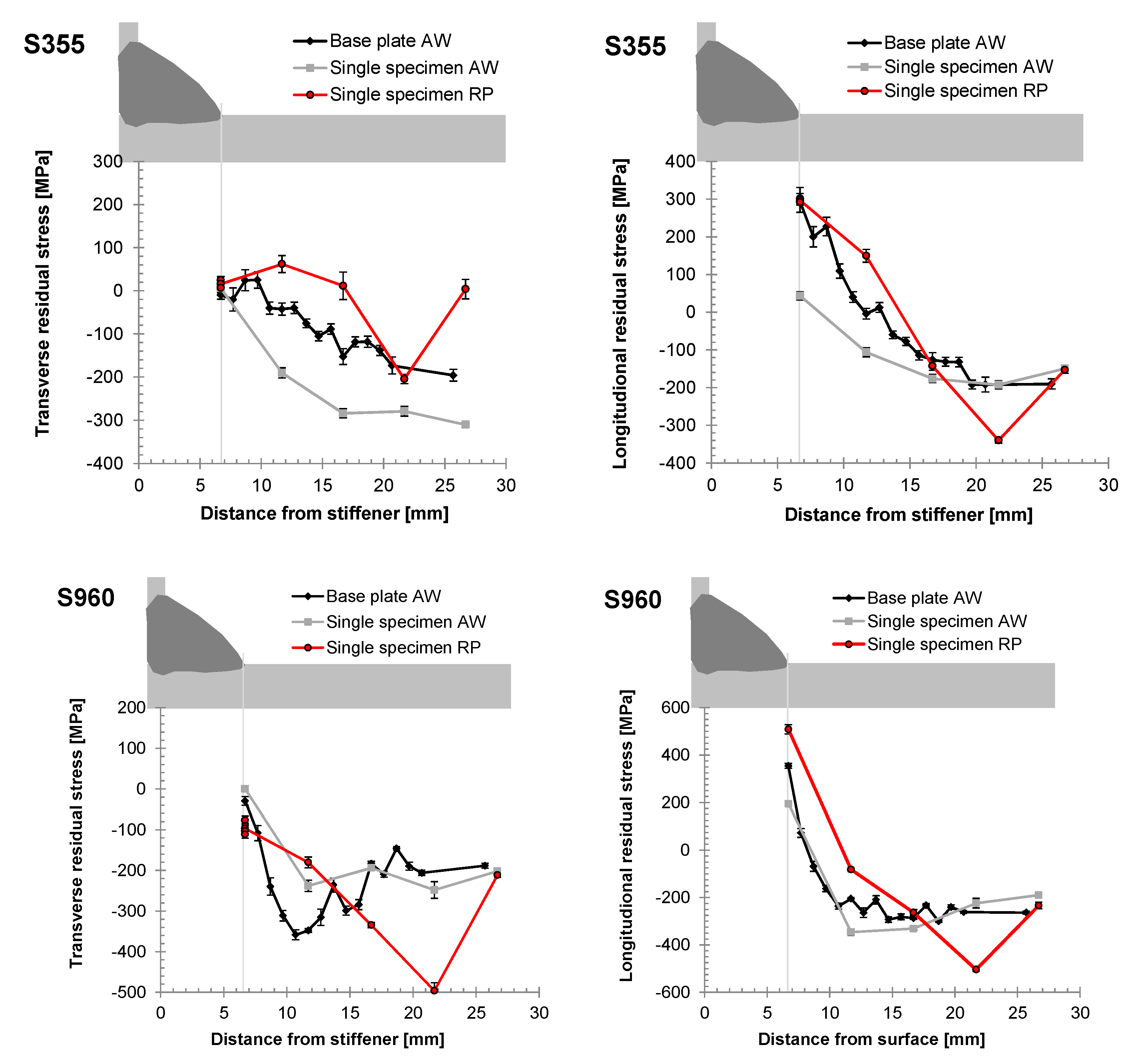
4.3. Residual Stress
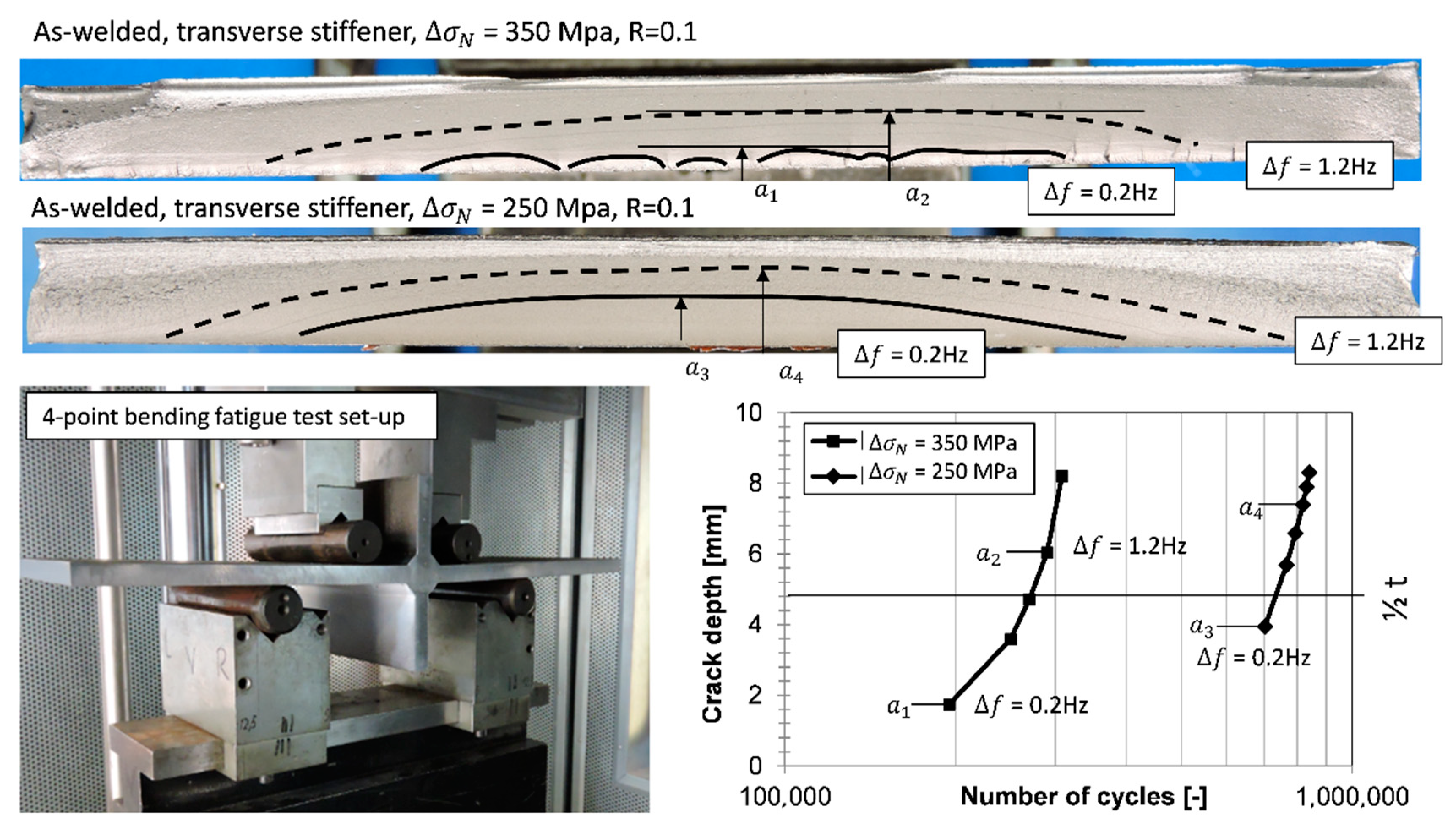
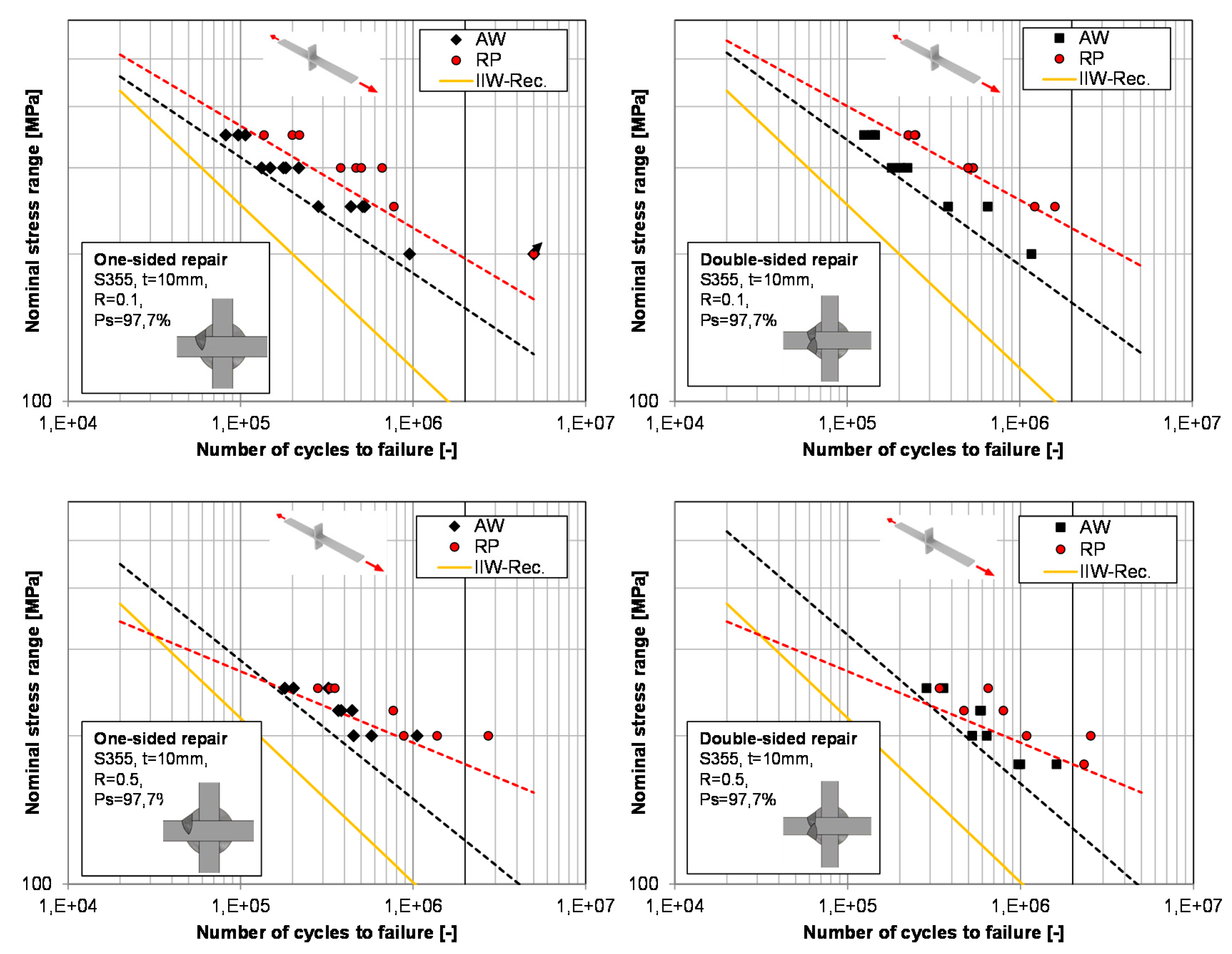
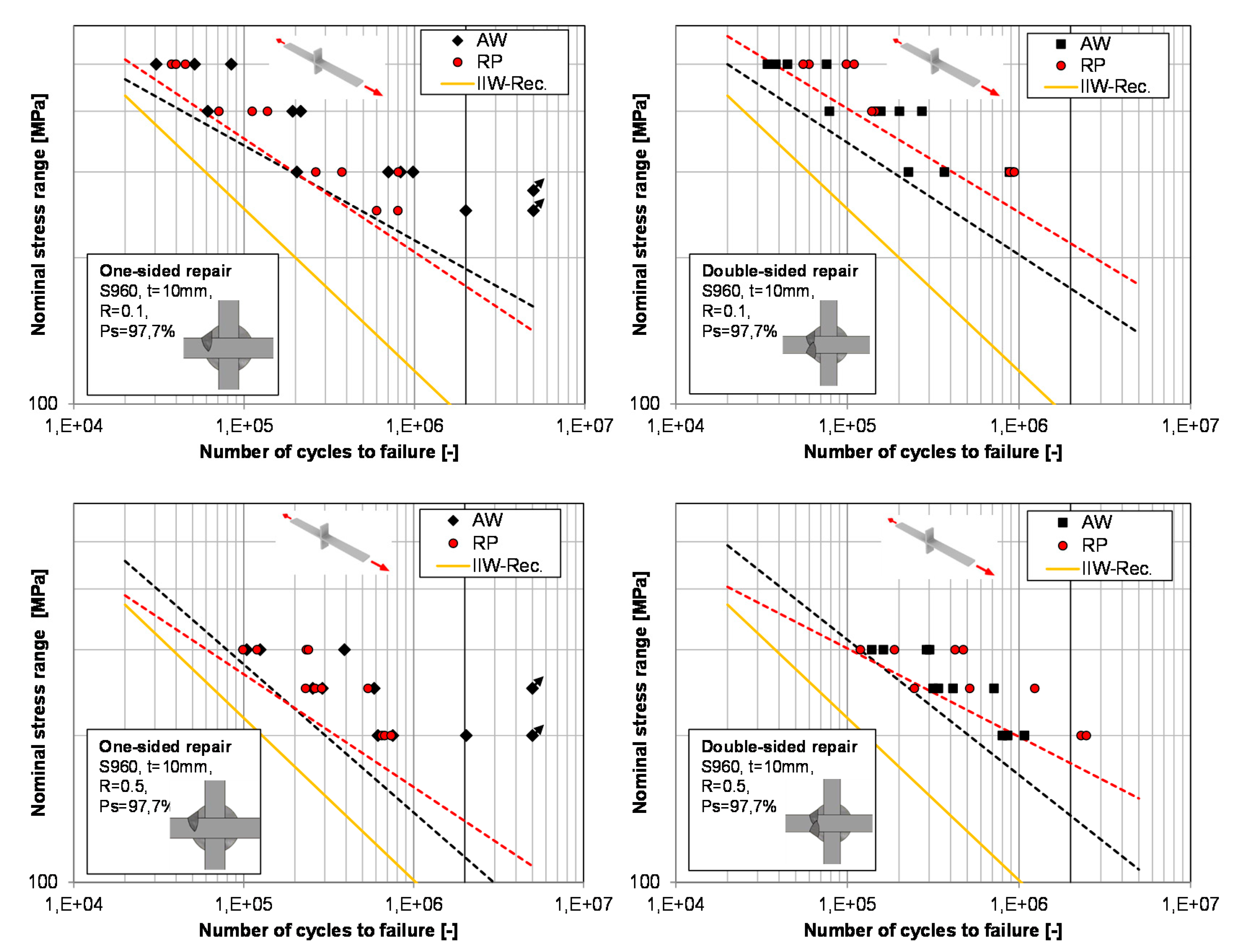
5. Fatigue Analysis
6. Discussion
7. Conclusions
- No tensile residual stresses were determined at the weld toe in transverse direction for all investigated conditions.
- Hardness and microstructure are quite similar for AW and RP condition.
- The SCF is significantly lower for RP condition. This is related to a smaller flank angle of = 40–45° compared to AW condition of = 18–19° even if the angle of distortion is higher for RP condition.
- The majority of the repaired specimen (RP) reaches at least the fatigue life span in original condition (AW).
- All evaluated FAT values at R = 0.1 are higher for RP condition (for a fixed slope k = 3). For R = 0.5 higher FAT values in RP condition could be reached for S355 and slightly lower FAT values are reached for S960 (k = 3).
- In all cases, at least the FAT 100 according to the IIW-recommendation was reached.
Author Contributions
Funding
Conflicts of Interest
References
- Ladendorf, P.; Knödel, P.; Ummenhofer, T.; Schubnell, J.; Farajian, M. “Retrofit Engineering”: Entwickeln und Validieren einer Prozedur zur schweißtechnischen Instandsetzung von Großbauteilen. In Proceedings of the Congress of German Welding Society, Düsseldorf, Germany, 7–8 May 2019. [Google Scholar]
- über Die Qualität, B. Dauerhaftigkeit und Sicherheit von Spannbetonbrücken; Bau und Stadtentwicklung des Deutschen Bundestages: Berlin, Germany, 2006. [Google Scholar]
- Dexter, R.J.; Ocel, J.M. Manual for Repair and Retrofit of Fatigue Cracks in Steel Bridges, FHWA-IF-13-020, 2nd ed.; University of Minnesota: Minneapolis, MN, USA, 2013. [Google Scholar]
- Mikki, C. Retrofitting Engineering for Fatigue Damaged Steel Structures; International Institute of Welding: Paris, France, 2009. [Google Scholar]
- Miki, C.; Hanji, T.; Tokunaga, K. Weld Repair for Fatigue-Cracked Joints in Steel Bridges by Applying Low Temperature Transformation Welding Wire. Weld. World 2012, 56, 40–50. [Google Scholar] [CrossRef]
- Cruz, P.J.S.; Frangopol, D.M.; Neves, L.C. Bridge Maintenance, Safety, Management, Life-Cycle Performance and Cost. In Proceedings of the Third International Conference on Bridge Maintenance, Safety and Management, Porto, Portugal, 16–19 July 2006; Taylor&Francis: Porto, Portugal, 2006. [Google Scholar]
- Al-Salih, H.; Bennett, C.; Matamoros, A.; Collins, W.; Li, J. Repairing Distortion-Induced Fatigue in Steel Bridges Using a CFRP-Steel Retrofit. In Proceedings of the Structures Congress 2020—Selected Papers from the Structures Congress 2020, St. Louis, MO, USA, 5–8 April 2020; American Society of Civil Engineers (ASCE): Reston, VA, USA, 2020; pp. 273–284. [Google Scholar]
- Siwowski, T.; Kulpa, M.; Janas, L. Remaining Fatigue Life Prediction of Welded Details in an Orthotropic Steel Bridge Deck. J. Bridg. Eng. 2019, 24, 05019013. [Google Scholar] [CrossRef]
- Alencar, G.; de Jesus, A.; da Silva, J.G.S.; Calçada, R. Fatigue cracking of welded railway bridges: A review. Eng. Fail. Anal. 2019, 104, 154–176. [Google Scholar] [CrossRef]
- Teixeira de Freitas, S.; Kolstein, H.; Bijlaard, F. Fatigue Assessment of Full-Scale Retrofitted Orthotropic Bridge Decks. J. Bridg. Eng. 2017, 22, 04017092. [Google Scholar] [CrossRef] [Green Version]
- Yu, Q.Q.; Wu, Y.F. Fatigue retrofitting of cracked steel beams with CFRP laminates. Compos. Struct. 2018, 192, 232–244. [Google Scholar] [CrossRef]
- Walbridge, S.; Liu, Y. Fatigue Design, Assessment, and Retrofit of Bridges. J. Bridg. Eng. 2018, 23, 02018001. [Google Scholar] [CrossRef] [Green Version]
- Wylde, J.G. The Fatigue Performance of Repaired Fillet Welds; Welding Institute: Cambridge, UK, 1983. [Google Scholar]
- Pasternak, H.; Chwastek, A. Zur Entwicklung eines Bemessungskonzeptes für die Lebensdauer von Reperaturschweißungen, Teil 1—Stand der Technik und Versuche. Bauingenieur 2015, 90, 47–54. [Google Scholar]
- Pasternak, H.; Chwastek, A. Zur Entwicklung eines Bemessungskonzeptes für die Lebensdauer von Reperaturschweißungen, Teil 2—Ermittlung der Schwingfestigkeitsklassen. Bauingenieur 2015, 90, 272–277. [Google Scholar]
- Pasternak, H.; Chwastek, A. A current Problem for Steel Bridges: Fatigue Assesment of Seams Repair. Int. J. Civ. Environ. Eng. 2016, 10, 1269–1276. [Google Scholar]
- Ummenhofer, T.; Weidner, P.; Zinke, T.; Mehdianpour, M.; Rogge, A. Schlussbericht P864: Fertigungs- und Instandhaltungsoptimierung bei Tragstrukturen von Offshore-Windenergie-Anlagen/Optimization of Fabrication and Maintance for Supporting Structures of Offshore Wind Energy Plants; Verlag und Vertriebsgesellschaft GmbH: Düsseldorf, Germany, 2016; ISBN 9783942541992. [Google Scholar]
- Yamada, K.; Sakai, Y.; Kondo, A.; Kikuchi, Y. Weld repair of cracked beams and residual fatigue life. Proc. JSCE 1986, 1986, 373–382. [Google Scholar] [CrossRef] [Green Version]
- Kelly, B.A. Fatigue Performance of Repair Welds; Lehigh University: Bethlehem, PA, USA, 1997. [Google Scholar]
- Miki, C.; Takenouchi, H.; Mori, T.; Ohkawa, S. Repair of fatigue damage in cross bracing connections in steel girder bridges. Doboku Gakkai Ronbunshu 1989, 1989, 53–61. [Google Scholar] [CrossRef] [Green Version]
- Hobbacher, A.F. Recommendations for Fatigue Design of Welded Joints and Components, 2nd ed.; Mayer, C., Ed.; Springer: Berlin/Heidelberg, Germany, 2016; ISBN 78-3-319-23757-2. [Google Scholar]
- Europeon Commitee of Standardization. Eurocode 3: Design of Steel Structures—Part 1–9: Fatigue, 1993-1-9:2005; Europeon Commitee of Standardization: Brussels, Belgium, 2009. [Google Scholar]
- Rennert, R.; Kullig, E.; Vormwald, M.; Esderts, A.; Siegele, D. FKM-Richtlinie: Rechnerischer Festigkeitsnachweis für Maschinenbauteile, 6th ed.; VDMA Verlag: Frankfurt, Germany, 2012; ISBN 3816306055. (In German) [Google Scholar]
- SEW 088 Guidline. Supplementary Sheet 1 to SEW 088: Weldable Fine Grain Steels: Guidelnes for Processing, Particulary for Fusion Wleding, Cold Cracking During Welding, Determining Appropriate Minimum Preheating; DIN German Institute for Standartization: Berlin, Germany, 2017. [Google Scholar]
- Schaupp, T.; Ernst, W.; Spindler, H.; Kannengiesser, T. Hydrogen-assisted cracking of GMA welded 960 MPa grade high-strength steels. Int. J. Hydrog. Energy 2020, 45, 20080–20093. [Google Scholar] [CrossRef]
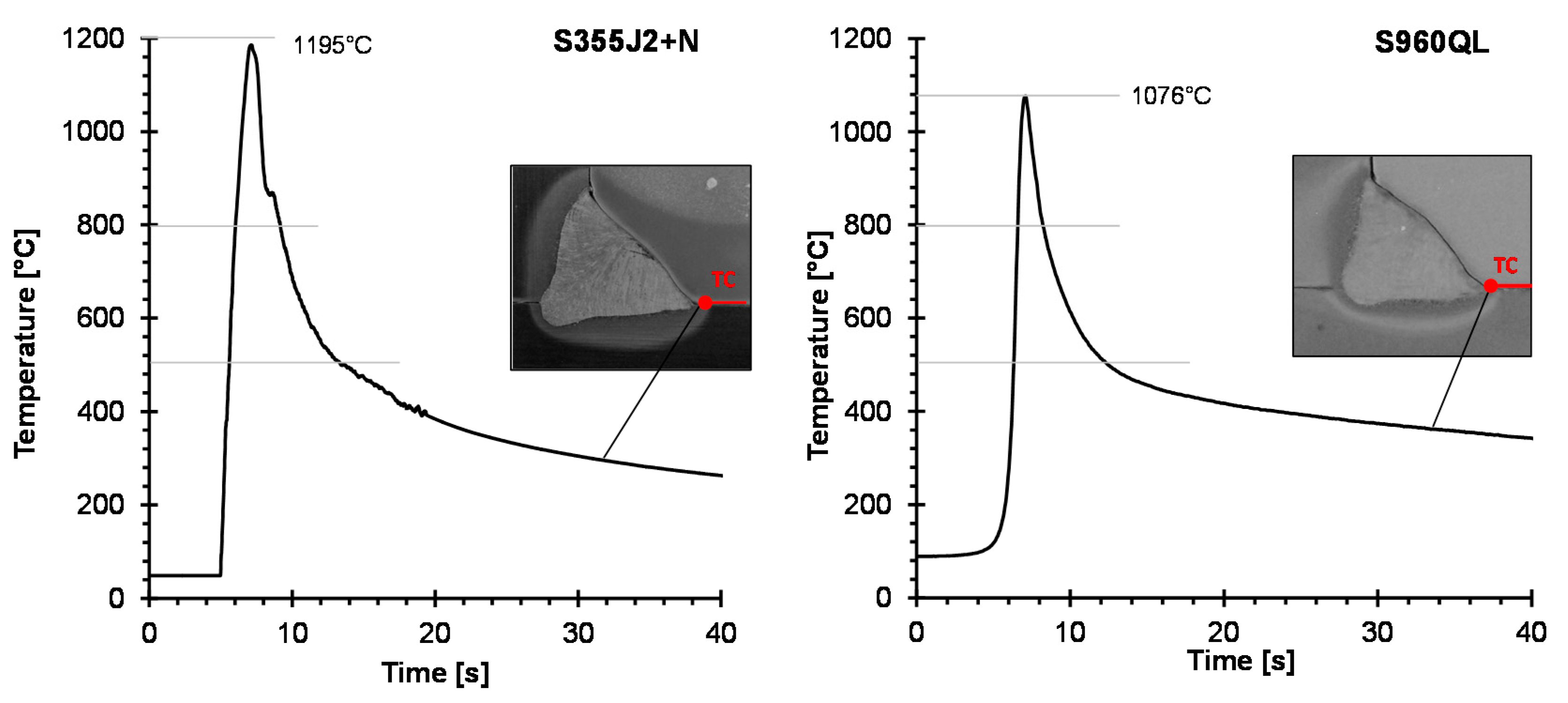
- SEW 088 Guideline. Supplementary Sheet 2 to SEW 088: Weldable Fine Grain Steels: Guidline for Processing, Particulary for Fusion Welding, Determine the Cooling Time t8/5 for the Indentificatrion of Welding Thermal Cycles; DIN German Institute for Standartization: Berlin, Germany, 2017. [Google Scholar]
- DIN EN 1011-2. Welding-Recommendations for Welding of Metallic Materials—Part 2: Arc Welding of Ferritic Steels; DIN German Institute for Standartization: Berlin, Germany, 2002. [Google Scholar]
- Barsoum, Z.; Jonsson, B. Fatigue Assesment and LEFM Analysis of Cruciform Joints Fabricated with Different Welding Processes. Weld. World 2007, 52, 93–105. [Google Scholar] [CrossRef]
- Jonsson, B.; Samuelsson, J.; Marquis, G.B. Development of Weld Quality Criteria Based on Fatigue Performance. Weld. World 2011, 55, 79–88. [Google Scholar] [CrossRef]
- Nykänen, T.; Marquis, G.B.; Björk, T. A simplified fatigue assessment method for high quality welded cruciform joints. Int. J. Fatigue 2009, 31, 79–87. [Google Scholar] [CrossRef]
- Berge, S. On the effect of plate thickness in fatigue of welds. Eng. Fract. Mech. 1985, 21, 423–435. [Google Scholar] [CrossRef]
- Schubnell, J.; Jung, M.; Le, C.H.; Farajian, M.; Braun, M.; Ehlers, S.; Fricke, W.; Garcia, M.; Nussbaumer, A.; Baumgartner, J. Influence of the optical measurement technique and evaluation approach on the determination of local weld geometry parameters for different weld types. Weld. World 2020, 64, 301–316. [Google Scholar] [CrossRef]
- Jung, M. Entwicklung und Implementierung Eines Algorithmus zur Approximation und Bewertung von Kerbfaktoren an Kehlnähten auf Basis Berührungsloser 3D-Vermessung. Master’s Thesis, Karlsruhe Institut of Technology, Karlsruhe, Germany, 2018. (In German). [Google Scholar]
- Anthes, R.; Köttgen, V.; Seeger, T. Kerbformzahlen von Stumpfstößen und Doppel-T-Stößen. Schweißen Schneid. 1993, 45, 685–688. [Google Scholar]
- Tomków, J.; Janeczek, A. Underwater In Situ Local Heat Treatment by Additional Stitches for Improving the Weldability of Steel. Appl. Sci. 2020, 10, 1823. [Google Scholar] [CrossRef] [Green Version]
- Seyffarth, P.; Meyer, B.; Scharff, A. Großer Atlas Schweiss-ZTU-Schaubilder, 2nd ed.; DVS Media: Düsseldorf, Germany, 2018; ISBN 9783961440108. (In German) [Google Scholar]
- Hobbacher, A. Recommendations for Fatigue Design of Welded Joints and Components; Welding Research Council: New York, NY, USA, 2009. [Google Scholar]
- Neuber, H. Über die Berücksichtigung der Spannungskonzentration bei Festigkeitsberechnungen. Konstruktion 20. Konstruktion 1968, 20, 151–245. (In German) [Google Scholar]
- Radaj, D.; Sonsino, C.; Fricke, W. Fatigue Assessment of Welded Joints by Local Approaches, 2nd ed.; Woodhead Publishing Ltd.: Cambridge, UK, 2006; ISBN 1845691881. [Google Scholar]
- Society, G.W. Merkblatt 0905: Industrielle Anwendung des Kerbspannungskonzeptes für den Ermüdungsfestigkeitsnachweis von Schweißverbindungen; DVS Media GmbH: Düsseldorf, Germany, 2017. (In German) [Google Scholar]
- Dürr, A. Zur Ermüdungsfestigkeit von Schweißkonstruktionen aus Höherfesten Baustählen bei Anwendung von UIT-Nachbehandlung, Fatigue Atrength of Welded High Strength Steels by Application of UIT-Post-Weld Treatment; Univercity of Stuttgart: Stuttgart, Germany, 2007. (In German) [Google Scholar]
- Kuhlmann, U.; Gunther, H. Experimentelle Untersuchungen zur ermüdungssteigernden Wirkung des PIT-Verfahrens (in German), Versuchsbericht; University of Stuttgart: Stuttgart, Germany, 2009. [Google Scholar]
- Schubnell, J.; Gkatzogiannis, S.; Farajian, M.; Luke, M.; Ummenhofer, T. Schlussbericht IGF-Vorhaben IGF Nr. 19.227 N / DVS-Nr.: 09.080: Rechnergestütztes Bewertungskonzept zum Nachweis der Lebensdau-Erverlängerung von Mit Dem Hochfrequenz-Hämmerverfahren (HFMI) Behandelten Schweißverbindungen aus Hochfesten Stählen; Karlsruher Institut für Technologie: Karlsruhe, Germany, 2020. (In German) [Google Scholar]
- Hensel, J.; Nitschke-Pagel, T.; Tchoffo Ngoula, D.; Beier, H.-T.; Tchuindjang, D.; Zerbst, U. Welding residual stresses as needed for the prediction of fatigue crack propagation and fatigue strength. Eng. Fract. Mech. 2018, 198, 123–141. [Google Scholar] [CrossRef]
- Teng, T.-L.; Fung, C.-P.; Chang, P.-H.; Yang, W.-C. Analysis of residual stresses and distortions in T-joint fillet welds. Int. J. Press. Vessel. Pip. 2001, 78, 523–538. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Elements (wt.%) (Fe = bal.) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Element | C | Mn | Si | P | S | Cr | Ni | Mo | V | W | Cu | Al | Ti | CEV * |
| S355J2+N | 0.161 | 1.47 | 0.17 | 0.0107 | 0.0053 | 0.040 | 0.035 | 0.007 | 0.008 | 0.004 | 0.015 | 0.032 | 0.0125 | 0.42 |
| S960QL | 0.155 | 1.23 | 0.20 | 0.0095 | 0.0017 | 0.194 | 0.084 | 0.599 | 0.046 | 0.007 | 0.013 | 0.057 | 0.003 | 0.53 |
| G4Si1 ** | 0.08 | 1.65 | 1.0 | - | - | - | - | - | - | - | - | - | - | - |
| Mn2NiCrMo ** | 0.10 | 1.80 | 0.80 | - | - | 0.350 | 2.300 | 0.600 | - | - | - | - | - | - |
| Materials | Yield Strength (MPa) | Ultimate Strength (MPa) | Elongation (%) | Hardness (HV10) | Generic Name |
|---|---|---|---|---|---|
| S355J2+N | 402 | 538 | 25 * | 169 | - |
| S960QL | 1011 | 1060 | 14 * | 316 | Strenx S960E |
| G4Si1 * | 390–490 | 510–610 | ≥25 | - | SG3 |
| Mn2NiCrMo * | 880–920 | 940–980 | 16–20 | - | Union X90 |
| Parameter | Voltage (V) | Currency (A) | Heat Input (kJ/mm) | Welding Speed (mm/s) | Efficiency (-) | Wire Feed Speed (m/min) |
|---|---|---|---|---|---|---|
| S355J2+N | 247 | 29.4 | 0.873 | 6.65 | 0.8 | 8.5 |
| S960QL | 216 | 29.4 | 1.016 | 5 | 0.8 | 9 |
| t85-Time (s) | Measurement | SEW 088 |
|---|---|---|
| S355J2+N | 3.79 | 2.47 |
| S960QL | 4.21 | 3.61 |
| Success Rate (Total Number of Tested Specimen) | S355J2+N | S960QL | ||
|---|---|---|---|---|
| Crack depth | >½ t | <½ t | >½ t | <½ t |
| PT | 5.2% (19) | 100% (17) | 14.2% (21) | 100% (21) |
| MT | 83% (12) | - | 91% (12) | - |
| Currency (A) | Voltage (V) | Energy per Length (J/mm) | Speed (mm/s) | Efficiency (-) | Wire Rate (m/min) | |
|---|---|---|---|---|---|---|
| S355J2+N (1.pass) | 212 | 42 | 1508 | 4.72 | 0.8 | 8.5 |
| S355J2+N (2.pass) | 222 | 42 | 1579 | 4.72 | 0.8 | 8.5 |
| S960QL (1.pass) | 215 | 42 | 1529 | 4.72 | 0.8 | 8.5 |
| S960QL (2.pass) | 220 | 42 | 1565 | 4.72 | 0.8 | 8.5 |
| t85-Time (s) | Measurement | SEW 088 |
|---|---|---|
| S355J2+N (2.pass) | 5.66 (0.87) | 4.47 |
| S960QL (2.pass) | 6.81 (1.21) | 5.94 |
| System | Weld toe Radius (mm) [32] | Flank Angle (°) [32] | Angle of Distorsion (°) | |||
|---|---|---|---|---|---|---|
| Weld | ||||||
| S355J2+N (AW) | 0.915 | 0.356 | 39.93 | 11.28 | 0.12 | 0.051 |
| S960QL (AW) | 1.286 | 0.689 | 45.89 | 7.098 | 0.14 | 0.041 |
| S355J2+N (RP) | 0.802 | 0.209 | 18.54 | 7.170 | 0.82 | 0.125 |
| S960QL (RP) | 0.879 | 0.134 | 19.08 | 5.212 | 0.86 | 0.114 |
| Load | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| tension | 1.538 | 0.621 | 1.455 | −2.933 | −1.655 | 0.208 | 1.213 | 2.086 | 0.207 |
| bending | 1.256 | 0.023 | 2.153 | −3.738 | −3.090 | 0.154 | 0.481 | 1.723 | 0.172 |
| Method | Approximation [34] | 2D-FEM [32] | ||
|---|---|---|---|---|
| Weld type | µ | σ | µ | σ |
| S355J2+N (AW) | 2.19 | 0.218 | 1.921 | 0.170 |
| S960QL (AW) | 2.28 | 0.164 | 2.035 | 0.112 |
| S355J2+N (RP) | 1.82 | 0.161 | 1.543 | 0.173 |
| S960QL (RP) | 1.71 | 0.099 | 1.492 | 0.113 |
| = 0.1 | = 0.5 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| ID | (MPa) | (Hz) | (-) AW | (-) RP | ID | (MPa) | (Hz) | (-) AW | (-) RP |
| 33 | 300 | 0.2 | 217,200 | 661,100 | 27 | 250 | 0.2 | 202,700 | 351,500 |
| 31 | 300 | 0.2 | 177,100 | 466,200 | 4 | 200 | 0.2 | 573,800 | 883,300 |
| 46 | 350 | 0.2 | 82,000 | 219,100 | 21 | 250 | 0.2 | 180,400 | 331,400 |
| 45 | 350 | 0.2 | 157,900 | 199,300 | 44 * | 250 | 0.2 | 323,000 | 280,200 |
| 43 | 200 | 0.2 | 1,248,800 | - | 37 * | 200 | 0.2 | 1,053,900 | 1,375,900 |
| 39 | 250 | 0.2 | 510,100 | - | 14 | 200 | 0.2 | 451,700 | 2,724,700 |
| 11 | 350 | 0.2 | 113,600 | 136,500 | 34 | 225 | 0.2 | 443,600 | 766,200 |
| 12 | 300 | 0.2 | 145,000 | 500,100 | 35 | 225 | 0.2 | 382,900 | - |
| 2 | 250 | 0.2 | 436,500 | 772,300 | 42 | 225 | 0.2 | 369,000 | - |
| 22 | 350 | 0.2 | 117,400 | 156,700 | 30 | 250 | 0.2 | 209,000 | 255,700 |
| 22 | 350 | 1 | 145,200 | 69,200 | 30 | 250 | 1.0 | 285,500 | 83,800 |
| 7 | 350 | 0.2 | 106,700 | 199,100 | 23 | 200 | 0.2 | 477,400 | 689,100 |
| 7 | 350 | 1 | 139,500 | 49,500 | 23 | 200 | 1.0 | 636,600 | 392,500 |
| 25 | 350 | 0.2 | 97,000 | 169,100 | 6 * | 250 | 0.2 | 271,000 | 484,200 |
| 25 | 350 | 1 | 125,100 | 76,300 | 6 * | 250 | 1.0 | 358,100 | 164,600 |
| 28 | 300 | 0.2 | 148,500 | 407,400 | 13 | 225 | 0.2 | 458,300 | 615,700 |
| 28 | 300 | 1 | 203,100 | 100,000 | 13 | 225 | 1.0 | 591,300 | 178,500 |
| 26 | 300 | 0.2 | 132,400 | 329,100 | 20 * | 225 | 0.2 | 420,400 | 292,900 |
| 26 | 300 | 1 | 181,200 | 170,900 | 20 * | 225 | 1.0 | 582,900 | 176,400 |
| 18 | 300 | 0.2 | 182,900 | 380,400 | 9 | 200 | 0.2 | 376,200 | 1,913,100 |
| 18 | 300 | 1 | 223,200 | 156,000 | 9 | 200 | 1.0 | 524,800 | 627,800 |
| 3 | 200 | 0.2 | 955,000 | 5,000,000 | 17 | 175 | 0.2 | 686,000 | - |
| 3 | 200 | 1 | 1,169,500 | - | 17 | 175 | 1.0 | 970,700 | - |
| 36 | 250 | 0.2 | 524,600 | 1,170,900 | 19 | 175 | 0.2 | 1,245,700 | 1,963,300 |
| 36 | 250 | 1 | 652,600 | 427,600 | 19 | 175 | 1.0 | 1,614,700 | 360,100 |
| 15 | 250 | 0.2 | 282,200 | 79,400 | 10 | 175 | 0.2 | 728,600 | - |
| 15 | 250 | 1 | 652,600 | 290,100 | 10 | 175 | 1.0 | 995,500 | - |
| = 0.1 | = 0.5 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| ID | (MPa) | (Hz) | (-) AW | (-) RP | ID | (MPa) | (Hz) | (-) AW | (-) RP |
| 85 | 500 | 0.2 | 84,100 | 37,400 | 48 * | 300 | 0.2 | 199,400 | 124,800 |
| 61 | 400 | 0.2 | 192,700 | 71,000 | 43 | 250 | 0.2 | 179,600 | 290,200 |
| 22 | 250 | 0.2 | 2,000,000 | 598,200 | 44 | 200 | 0.2 | 585,500 | 754,800 |
| 45 | 400 | 0.2 | - | 80,700 | 23 * | 300 | 0.2 | 147,400 | 104,000 |
| 4 | 500 | 0.2 | 30,500 | 45,200 | 10 | 250 | 0.2 | 223,500 | 585,600 |
| 6 | 400 | 0.2 | 214,800 | 111,300 | 11 | 200 | 0.2 | 360,800 | 615,800 |
| 17 | 250 | 0.2 | 5,000,000 | 798,600 | 30 | 300 | 0.2 | 97,200 | 391,000 |
| 12 | 400 | 0.2 | 156,000 | 15 | 250 | 0.2 | 477,200 | 255,000 | |
| 35 | 300 | 0.2 | 828,200 | 263,300 | 16 | 200 | 0.2 | 544,700 | 1,373,300 |
| 24 | 500 | 0.2 | 51,200 | 39,700 | 13 | 175 | 0.2 | 5,000,000 | - |
| 33 | 400 | 0.2 | 61,100 | 136,900 | 13 | 300 | 0.2 | 148,200 | |
| 12 | 300 | 0.2 | 980,000 | 374,800 | 19 | 300 | 0.2 | 98,900 | 353,900 |
| 8 | 500 | 0.2 | 30,900 | 50,000 | 19 | 300 | 1.0 | 138,800 | 69,800 |
| 25 | 500 | 1.0 | 44,800 | 9,700 | 34 | 250 | 0.2 | 538,600 | 355,000 |
| 25 | 400 | 0.2 | 170,800 | 114,800 | 34 | 250 | 1.0 | 715,700 | 161,100 |
| 28 | 400 | 1.0 | 201,100 | 30,000 | 20 | 200 | 0.2 | 649,100 | 2,040,800 |
| 26 | 300 | 0.2 | 817,800 | 800,000 | 20 | 200 | 1.0 | 800,800 | 428,300 |
| 26 | 300 | 1.0 | 880,800 | 82,500 | 36 | 300 | 0.2 | 233,500 | 145,400 |
| 7 | 500 | 0.2 | 26,900 | 42,700 | 36 | 300 | 1.0 | 301,100 | 42,700 |
| 18 | 500 | 1.0 | 38,300 | 12,500 | 5 * | 250 | 0.2 | 286,800 | 167,300 |
| 21 | 400 | 0.2 | 53,700 | 97,600 | 5 * | 250 | 1.0 | 413,100 | 78,400 |
| 3 | 400 | 1.0 | 78,600 | 41,000 | 29 | 200 | 0.2 | 735,000 | 5,000,000 |
| 9 | 300 | 0.2 | 273,900 | 802,200 | 29 | 200 | 1.0 | 1,077,200 | - |
| 36 | 300 | 1.0 | 368,000 | 135,300 | 40 | 300 | 0.2 | 239,700 | 394,400 |
| 31 | 500 | 0.2 | 23,500 | 91,000 | 40 | 300 | 1.0 | 289,600 | 79,700 |
| 15 | 500 | 1.0 | 34,200 | 7,500 | 37 | 250 | 0.2 | 262,800 | 1,041,100 |
| 39 | 400 | 0.2 | 126,700 | 120,900 | 37 | 250 | 1.0 | 339,400 | 193,000 |
| 39 | 400 | 1.0 | 156,700 | 23,500 | 18 | 200 | 0.2 | 673,800 | 2,051,600 |
| 38 | 300 | 0.2 | 204,000 | - | 18 | 200 | 1.0 | 858,000 | 247,800 |
| 38 | 300 | 1.0 | 226,800 | - | 28 | 300 | 0.2 | 119,600 | 90,500 |
| 32 | 500 | 0.2 | 60,000 | 92,300 | 28 | 300 | 1.0 | 162,000 | 28,400 |
| 32 | 500 | 1.0 | 75,600 | 17,000 | 42 | 250 | 0.2 | 230,700 | 5,000,000 |
| 41 | 400 | 0.2 | 243,300 | - | 42 | 250 | 1.0 | 315,800 | - |
| 41 | 400 | 1.0 | 272,000 | - | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schubnell, J.; Ladendorf, P.; Sarmast, A.; Farajian, M.; Knödel, P. Fatigue Performance of High- and Low-Strength Repaired Welded Steel Joints. Metals 2021, 11, 293. https://doi.org/10.3390/met11020293
Schubnell J, Ladendorf P, Sarmast A, Farajian M, Knödel P. Fatigue Performance of High- and Low-Strength Repaired Welded Steel Joints. Metals. 2021; 11(2):293. https://doi.org/10.3390/met11020293
Chicago/Turabian StyleSchubnell, Jan, Phillip Ladendorf, Ardeshir Sarmast, Majid Farajian, and Peter Knödel. 2021. "Fatigue Performance of High- and Low-Strength Repaired Welded Steel Joints" Metals 11, no. 2: 293. https://doi.org/10.3390/met11020293
APA StyleSchubnell, J., Ladendorf, P., Sarmast, A., Farajian, M., & Knödel, P. (2021). Fatigue Performance of High- and Low-Strength Repaired Welded Steel Joints. Metals, 11(2), 293. https://doi.org/10.3390/met11020293