
Elaboration of Metallic Materials by SPS: Processing, Microstructures, Properties, and Shaping

 ,
,
Abstract
:1. Introduction
2. Overview of the SPS Process
3. Densification Mechanisms and Kinetics
3.1. Microscopic Densification Mechanisms
3.2. Influence of High Intensity Currents on Powder Densification Kinetics
3.3. Conclusions
4. As-SPS Microstructure and Mechanical Properties
4.1. Equilibrium Microstructures
4.2. Nanostructured Materials
4.3. Metallic Glasses
4.4. High Entropy Alloys
4.5. Conclusions
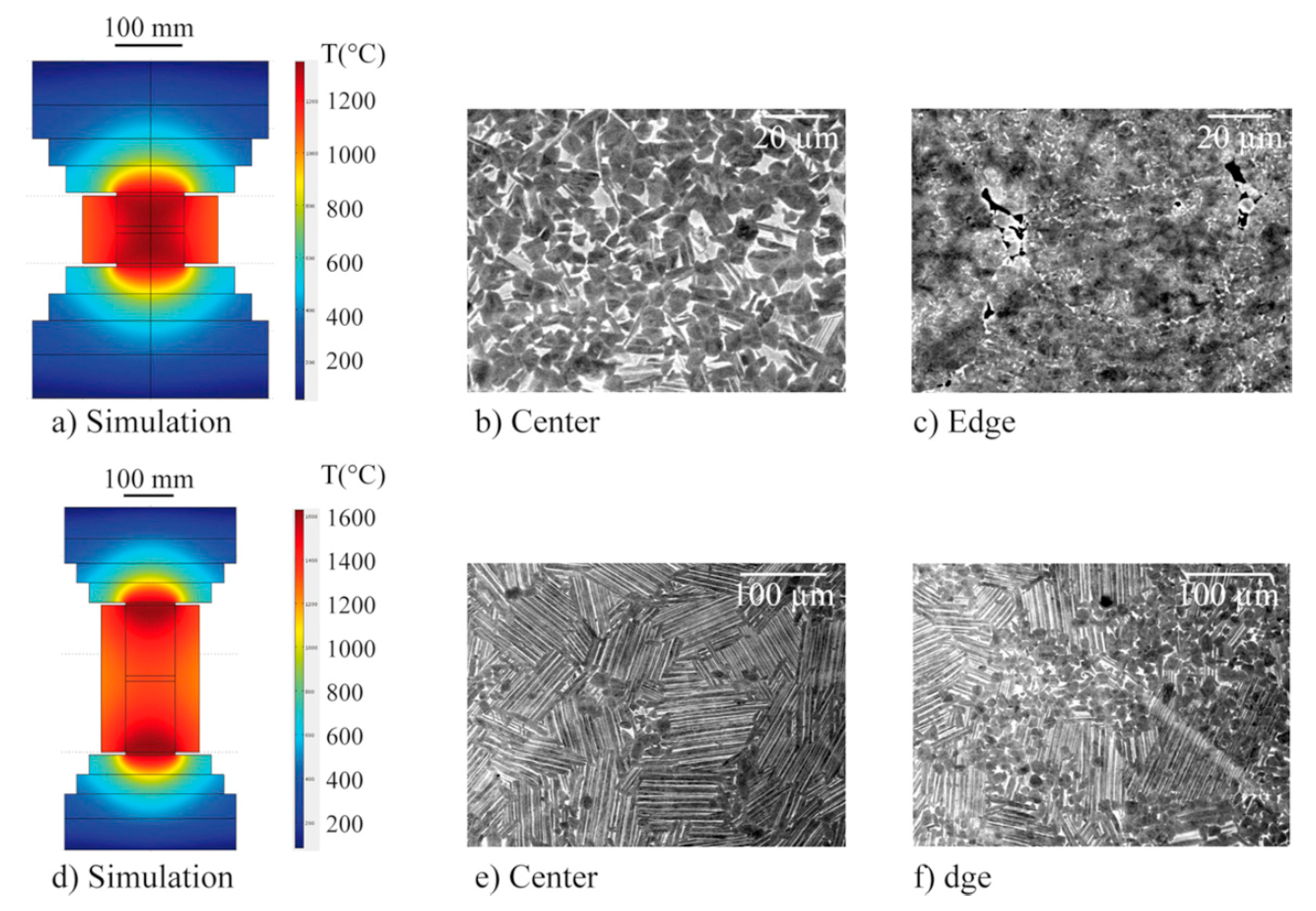
5. Towards Elaboration of Complex Parts
5.1. Modeling of the SPS Process
5.1.1. Thermoelectric Coupling
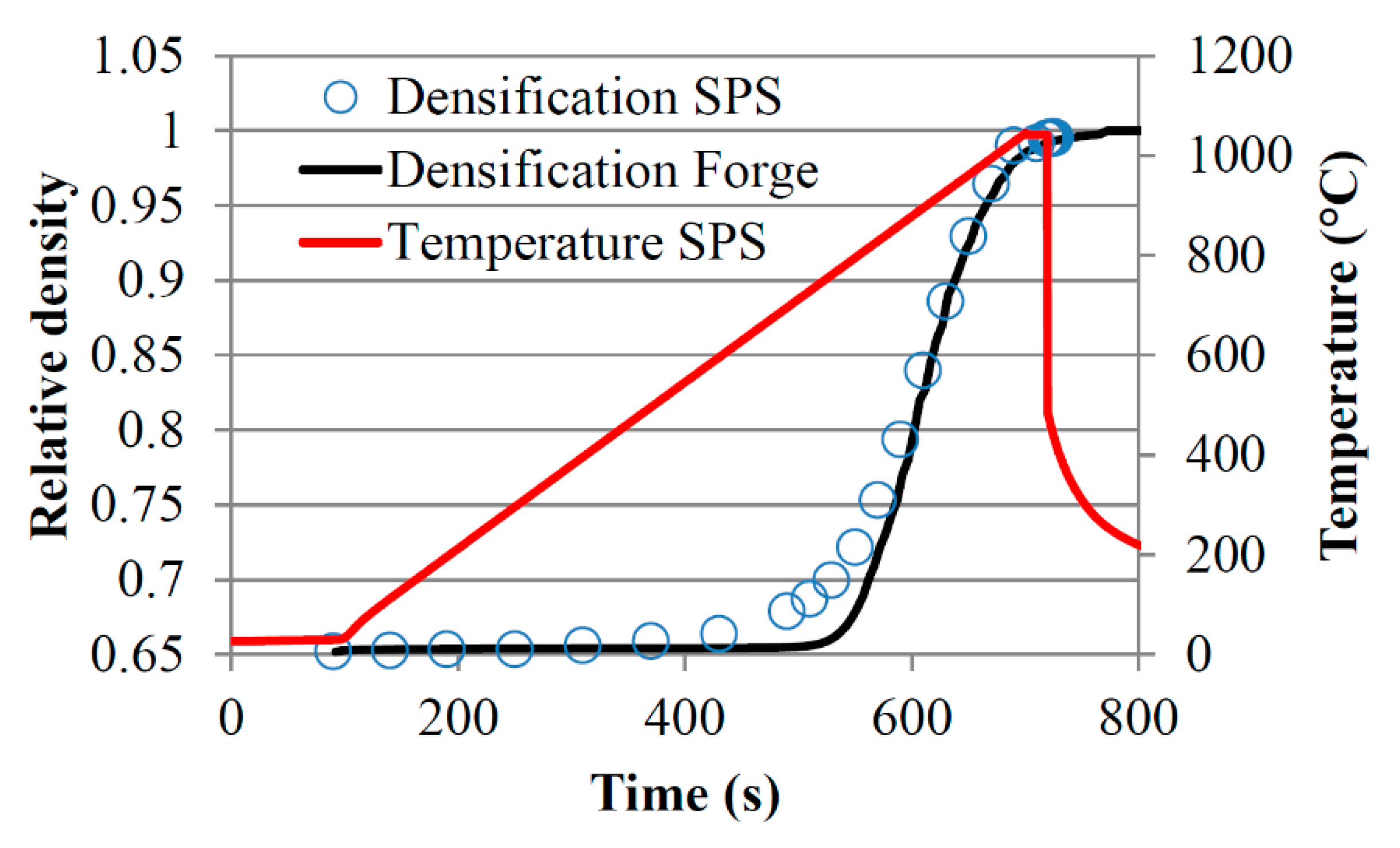
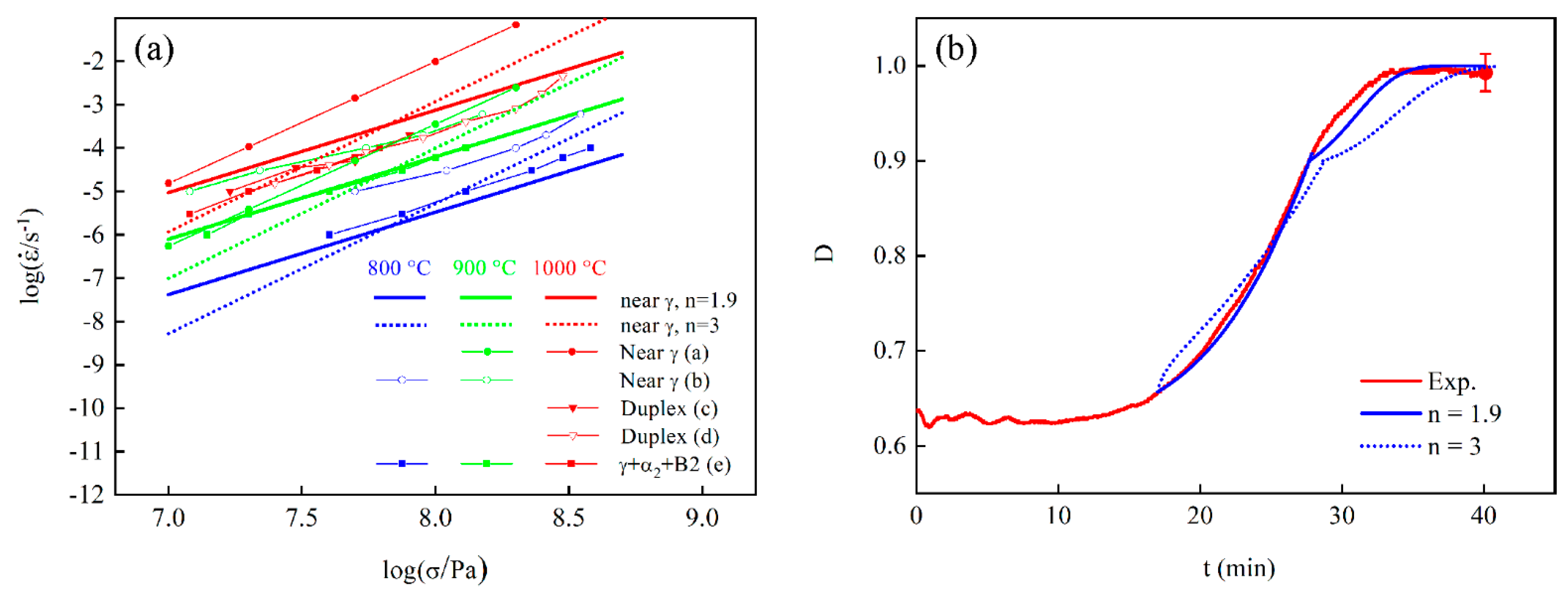
5.1.2. Modeling of Densification Kinetics
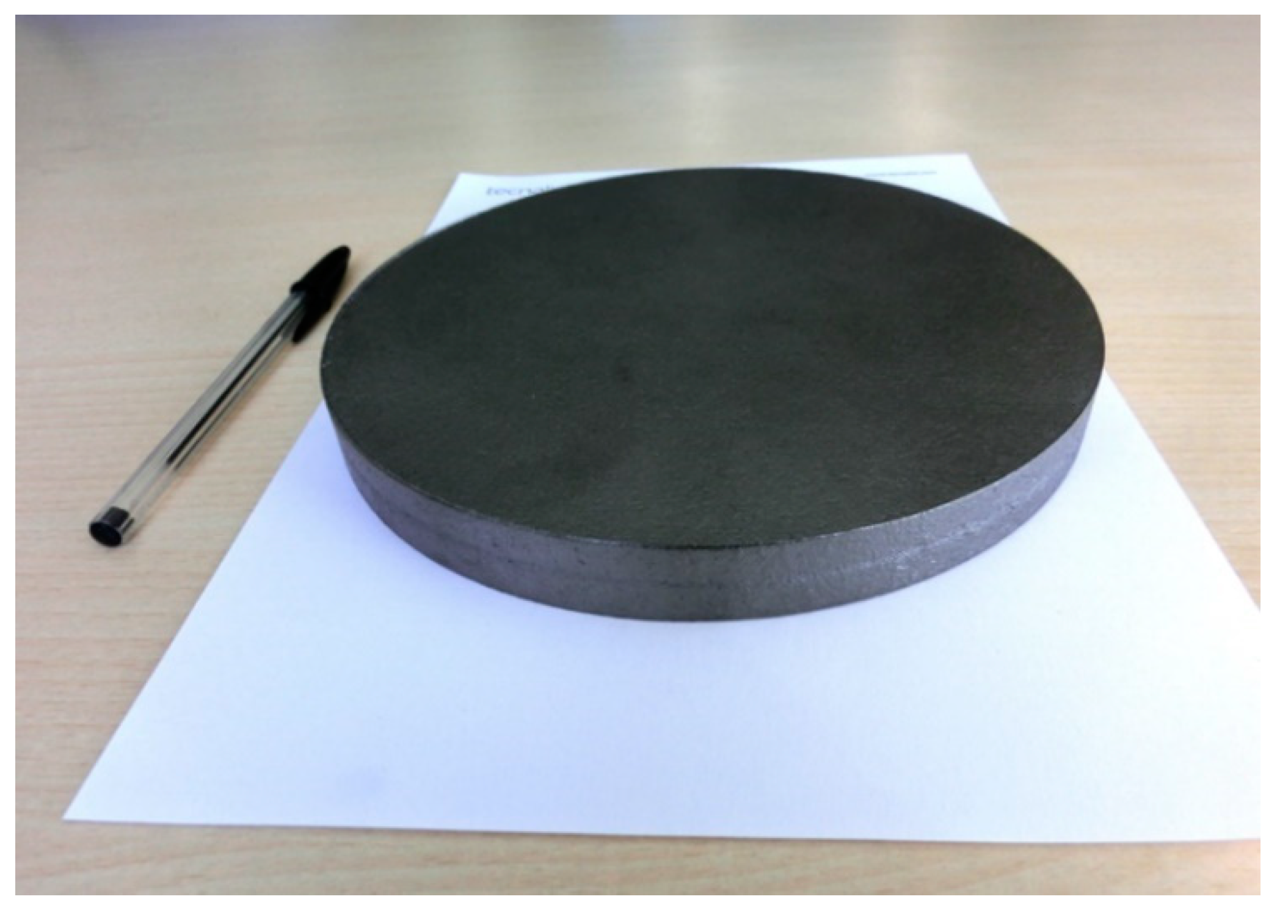
5.2. Up-Scaling
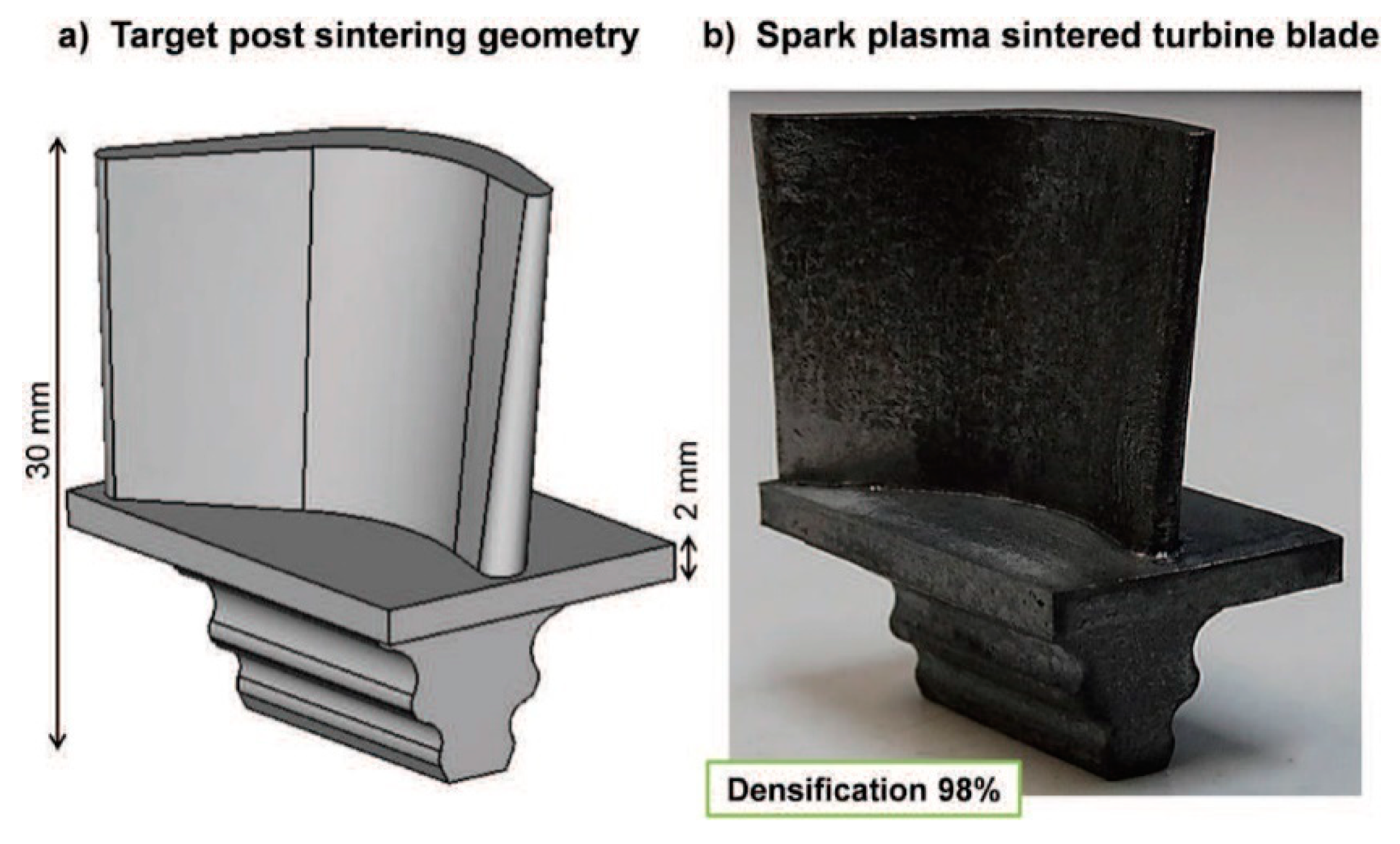
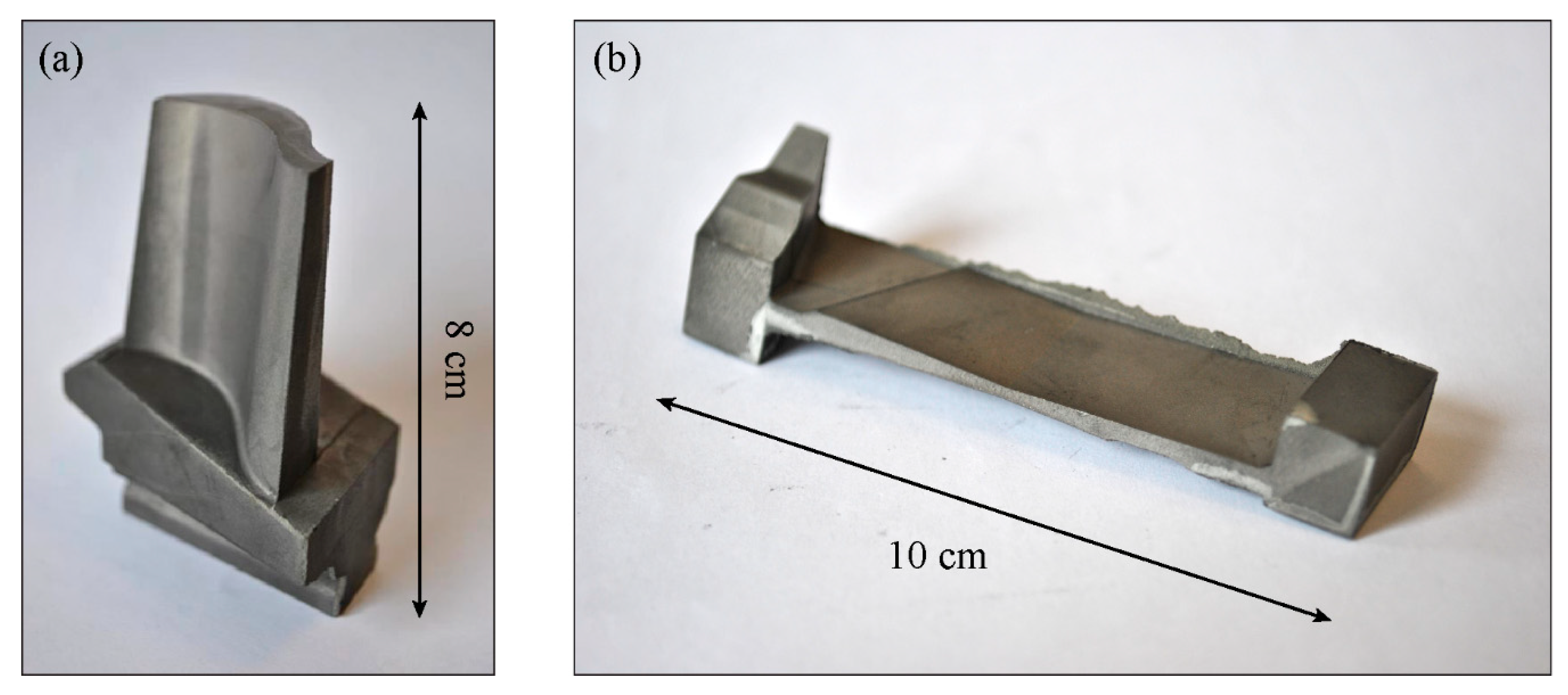
5.3. Complex Shaping
5.4. Conclusions
6. General Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Orru, R.; Licheri, R.; Locci, A.M.; Cincotti, A.; Cao, G. Consolidation/synthesis of materials by electric current activated/assisted sintering. Mater. Sci. Eng. R Rep. 2009, 63, 127–287. [Google Scholar] [CrossRef]
- Munir, Z.A.; Anselmi-Tamburini, U.; Ohyanagi, M. The effect of electric field and pres-sure on the synthesis and consolidation of materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763–777. [Google Scholar] [CrossRef]
- Tokita, M. Development of large-size ceramic/metal bulk FGM fabricated by spark plasma sintering. Mater. Sci. Forum 1999, 308–311, 83–88. [Google Scholar] [CrossRef]
- Omori, M. Sintering, consolidation, reaction and crystal growth by the spark plasma system (SPS). Mater. Sci. Eng. A 2000, 287, 183–188. [Google Scholar] [CrossRef]
- Okazaki, K. Electro-discharge consolidation applied to nanocrystalline and RSP/MA powders. Mater. Sci. Eng. A 2000, 287, 189–197. [Google Scholar] [CrossRef]
- Groza, J.R.; Zavaliangos, A. Sintering activation by external electrical field. Mater. Sci. Eng. A 2000, 287, 171–177. [Google Scholar] [CrossRef]
- Ye, J.; Ajdelsztajn, L.; Schoenung, J.M. Bulk nanocrystalline aluminum 5083 alloy fabricated by a novel technique: Cryomilling and spark plasma sintering. Metall. Mater. Trans. A 2006, 37, 2569–2579. [Google Scholar] [CrossRef]
- Yanagisawa, O.; Kuramoto, H.; Matsugi, K.; Komatsu, M. Observation of particle behavior in copper powder compact during pulsed electric discharge. Mat. Sci. Eng. A 2003, 350, 184–189. [Google Scholar] [CrossRef]
- Saunders, T.; Grasso, S.; Reece, M.J. Plasma formation during electric discharge (50 V) through conductive powder compacts. J. Eur. Ceram. Soc. 2015, 35, 871–877. [Google Scholar] [CrossRef]
- Hulbert, D.M.; Anders, A.; Andersson, J.; Lavernia, E.J.; Mukherjee, A.K. A discussion on the absence of plasma in spark plasma sintering. Scripta Mater. 2009, 60, 835–838. [Google Scholar] [CrossRef]
- Song, X.; Liu, X.; Zhang, J. Neck Formation and Self-Adjusting Mechanism of Neck Growth of Conducting Powders in Spark Plasma Sintering. J. Am. Ceram. Soc. 2006, 89, 494–500. [Google Scholar] [CrossRef]
- Xiong, Y.; Liu, D.; Li, Y.; Zheng, B.; Haines, C.; Paras, J.; Martin, D.; Kapoor, D.; Lavernia, E.J.; Schoenung, J.M. Spark plasma sintering of cryomilled nanocrystalline Al alloy—Part I: Microstructure evolution. Metall. Mater. Trans. A 2012, 43, 327–339. [Google Scholar] [CrossRef]
- Diouf, J.S.; Fedrizzi, A.; Molinari, A. A fractographic and microstructural analysis of the neck regions of coarse copper particles consolidated by SPS. Powder Tech. 2013, 221, 220–227. [Google Scholar] [CrossRef]
- Trapp, J.; Kieback, B. Temperature distribution in metallic powder particles during initial stage of field-activated sintering. J. Am. Ceram. Soc. 2015, 98, 3547–3552. [Google Scholar] [CrossRef]
- Collard, C.; Trzaska, Z.; Durand, L.; Chaix, J.M.; Monchoux, J.P. Theoretical and experimental investigations of local overheating at particle contacts in spark plasma sintering. Powder Tech. 2017, 321, 458–470. [Google Scholar] [CrossRef]
- Trzaska, Z.; Collard, C.; Durand, L.; Couret, A.; Chaix, J.M.; Fantozzi, G.; Monchoux, J.P. SPS microscopic mechanisms of metallic systems: Experiments and simulations. J. Am. Ceram. Soc. 2019, 102, 654–661. [Google Scholar]
- Frei, J.M.; Anselmi-Tamburini, U.; Munir, Z.A. Current effects on neck growth in the sintering of copper spheres to copper plates by the pulsed electric current method. J. Appl. Phys. 2007, 101, 114914. [Google Scholar] [CrossRef] [Green Version]
- Ji, G.; Grosdidier, T.; Bozzolo, N.; Launois, S. The mechanisms of microstructure formation in a nanostructured oxide dispersion strengthened FeAl alloy obtained by spark plasma sintering. Intermetallics 2007, 15, 108–118. [Google Scholar] [CrossRef]
- Nowak, S.; Perrière, L.; Dembinski, L.; Tusseau-Nenez, S.; Champion, Y. Approach of the spark plasma sintering mechanism in Zr57Cu20Al10Ni8Ti5 metallic glass. J. Alloy. Compd. 2011, 509, 1011–1019. [Google Scholar] [CrossRef]
- Sprecher, A.F.; Mannan, S.L.; Conrad, H. On the mechanisms for the electroplastic effect in metals. Acta Metall. 1986, 34, 1145–1162. [Google Scholar] [CrossRef]
- Conrad, H.; Sprecher, A.F.; Cao, W.D.; Lu, X.P. Electroplasticity—The effect of electricity on the mechanical properties of metals. JOM 1990, 42, 28–33. [Google Scholar] [CrossRef]
- Guan, L.; Tang, G.; Chu, P.K. Recent advances and challenges in electroplastic manufacturing processing of metals. J. Mater. Res. 2010, 25, 1215–1224. [Google Scholar] [CrossRef] [Green Version]
- Trzaska, Z.; Couret, A.; Monchoux, J.P. Spark plasma sintering mechanisms at the necks between TiAl powder particles. Acta Mater. 2016, 118, 100–108. [Google Scholar] [CrossRef]
- Trzaska, Z.; Cours, R.; Monchoux, J.P. Densification of Ni and TiAl by SPS: Kinetics and microscopic mechanisms. Metall. Mater. Trans. A 2018, 49, 4849–4859. [Google Scholar] [CrossRef] [Green Version]
- Minier, L.; Le Gallet, S.; Grin, Y.; Bernard, F. Influence of the current flow on the SPS sintering of a Ni powder. J. Alloys. Compd. 2010, 508, 412–418. [Google Scholar] [CrossRef]
- Aleksandrova, E.V.; Ilyina, A.M.; Grigoryev, E.G.; Olevsky, E.A. Contribution of electric current into densification kinetics during spark plasma sintering of conductive powder. J. Am. Ceram. Soc. 2015, 98, 3509–3517. [Google Scholar] [CrossRef]
- Collet, R.; Le Gallet, S.; Naimi, F.; Charlot, F.; Bonnefont, G.; Fantozzi, G.; Chaix, J.M.; Bernard, F. Effect of current on the sintering of pre-oxidized copper powders by SPS. J. Alloy. Compd. 2017, 692, 478–484. [Google Scholar]
- Trzaska, Z.; Bonnefont, G.; Fantozzi, G.; Monchoux, J.P. Comparison of densification kinetics of a TiAl powder by spark plasma sintering and hot pressing. Acta Mater. 2017, 135, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M.J. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549–559. [Google Scholar] [CrossRef]
- Couret, A.; Voisin, T.; Thomas, M.; Monchoux, J.P. Development of a TiAl alloy by spark plasma sintering. JOM 2017, 69, 2576–2582. [Google Scholar] [CrossRef] [Green Version]
- Voisin, T.; Monchoux, J.P.; Perrut, M.; Couret, A. Obtaining of a fine near-lamellar microstructure in TiAl alloys by Spark Plasma Sintering. Intermetallics 2016, 71, 88–97. [Google Scholar] [CrossRef]
- Voisin, T.; Monchoux, J.P.; Durand, L.; Karnatak, N.; Thomas, M.; Couret, A. An innovative way to produce-TiAl blades: Spark plasma sintering. Adv. Eng. Mater. 2015, 17, 1408–1413. [Google Scholar] [CrossRef]
- Voisin, T.; Monchoux, J.P.; Thomas, M.; Deshayes, C.; Couret, A. Mechanical properties of the TiAl IRIS alloy. Metall. Mater. Trans. A 2016, 47, 6097–6108. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, F.; Lee, S.; Liu, Y.; Cheng, J.; Liang, Y. Microstructure characteristic, mechanical properties and sintering mechanism of nanocrystalline copper obtained by SPS process. Mat. Sci. Eng. A 2009, 523, 134–138. [Google Scholar] [CrossRef]
- Shearwood, C.; Fu, Y.; Yu, L.; Khor, K. Spark plasma sintering of TiNi nano-powder. Scripta Mater. 2005, 52, 455–460. [Google Scholar] [CrossRef]
- Kellogg, F.; McWilliams, B.; Sietins, J.; Giri, A.; Cho, K. Comparison of SPS processing behavior between as atomized and cryomilled aluminum alloy 5083 powder. Metall. Mater. Trans A 2017, 48, 5492–5499. [Google Scholar] [CrossRef]
- El-Atwania, O.; Quach, D.V.; Efe, M.; Cantwell, P.R.; Heim, B.; Schultz, B.; Stach, E.A.; Groza, J.R.; Allain, J.P. Multimodal grain size distribution and high hardness in fine grained tungsten fabricated by spark plasma sintering. Mat. Sci. Eng. A 2011, 528, 5670–5677. [Google Scholar] [CrossRef]
- Dirras, G.; Bouvier, S.; Gubicza, J.; Hasni, B.; Szilagyi, T. Mechanical characteristics under monotonic and cyclic simple shear of spark plasma sintered ultrafine-grained nickel. Mat. Sci. Eng. A 2009, 526, 201–210. [Google Scholar] [CrossRef]
- Bui, Q.H.; Dirras, G.; Ramtani, S.; Gubicza, J. On the strengthening behavior of ultrafine-grained nickel processed from nanopowders. Mat. Sci. Eng. A 2010, 527, 3227–3235. [Google Scholar] [CrossRef]
- Dutel, G.D.; Tingaud, D.; Langlois, P.; Dirras, G. Nickel with multimodal grain size distribution achieved by SPS: Microstructure and mechanical properties. J. Mater. Sci. 2012, 47, 7926–7931. [Google Scholar] [CrossRef]
- Farbaniec, L.; Dirras, G.; Krawczynska, A.; Mompiou, F.; Couque, H.; Naimi, F.; Bernard, F.; Tingaud, D. Powder metallurgy processing and deformation characteristics of bulk multimodal nickel. Mater. Charac. 2014, 94, 126–137. [Google Scholar] [CrossRef]
- Tingaud, D.; Jenei, P.; Krawczynska, A.; Mompiou, F.; Gubicza, J.; Dirras, G. Investigation of deformation micro-mechanisms in nickel consolidated from a bimodal powder by spark plasma sintering. Mater. Charac. 2015, 99, 118–127. [Google Scholar] [CrossRef]
- Naimi, F.; Minier, L.; Le Gallet, S.; Couque, H.; Bernard, F. Dense nanostructured nickel produced by SPS from mechanically activated powders: Enhancement of mechanical properties. J. Nanomater. 2013, 2013, 674843. [Google Scholar] [CrossRef]
- García de la Cruz, L.; Flipon, B.; Keller, C.; Martinez, M.; Hug, E. Nanostructuration of metals via spark plasma sintering using activated powder obtained by ball-milling: Impact on the strain-hardening mechanisms. AIP Conf. Proc. 2017, 1896, 200002. [Google Scholar]
- García de la Cruz, L.; Martinez, M.; Keller, C.; Hug, E. Achieving good tensile properties in ultrafine grained nickel by spark plasma sintering. Mat. Sci. Eng. A 2020, 772, 138770. [Google Scholar] [CrossRef]
- Vajpai, S.K.; Yu, H.; Ota, M.; Watanabe, I.; Dirras, G.; Ameyama, K. Three-dimensionally gradient and periodic harmonic structure for high performance advanced structural materials. Mater. Trans. 2016, 57, 1424–1432. [Google Scholar] [CrossRef] [Green Version]
- Dirras, G.; Tingaud, D.; Ueda, D.; Hocini, A.; Ameyama, K. Dynamic Hall-Petch versus grain-size gradient effects on the mechanical behavior under simple shear loading of β-titanium Ti-25Nb-25Zr alloys. Mater. Lett. 2017, 206, 214–216. [Google Scholar] [CrossRef]
- Dirras, G.; Ueda, D.; Hocini, A.; Tingaud, D.; Ameyama, K. Cyclic shear behavior of conventional and harmonic structure-designed Ti-25Nb-25Zr β-titanium alloy: Back-stress hardening and twinning inhibition. Scripta Mater. 2017, 138, 44–47. [Google Scholar] [CrossRef]
- Ueda, D.; Dirras, G.; Hocini, A.; Tingaud, D.; Ameyama, K.; Langlois, P.; Vrel, D.; Trzaska, Z. Data on processing of Ti-25Nb-25Zr β-titanium alloys via powder metallurgy route: Methodology, microstructure and mechanical properties. Data Brief 2018, 17, 703–708. [Google Scholar] [CrossRef]
- Charpentier, M. Hétérogénéités Héritées de la Solidification et Formation des Microstructures Dans L’alliage Ti48Al2Cr2Nb. Contribution au Développement des Alliages Intermétalliques de Base γ-TiAl. Ph.D. Thesis, Ecole des Mines, Nancy, France, 2003. [Google Scholar]
- Miller, S.A.; Murphy, R.J. A gas-water atomization process for producing amorphous powders. Scripta Metall. 1979, 13, 673–676. [Google Scholar] [CrossRef]
- Perrière, L.; Champion, Y.; Bernard, F. Spark plasma sintering of metallic glasses. In Spark Plasma Sintering of Materials; Cavaliere, P., Ed.; Springer: Cham, Switzerland, 2019; pp. 291–335. [Google Scholar]
- Perrière, L.; Thai, M.T.; Tusseau-Nenez, S.; Blétry, M.; Champion, Y. Spark plasma sintering of a Zr-based metallic glass. Adv. Eng. Mater. 2011, 13, 581–586. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, J.S.; Fang, Q.H.; Liu, B.; Wu, Y.; Chen, S.Q. Preparation of superfine-grained high entropy alloy by spark plasma sintering gas atomized powder. Intermetallics 2016, 68, 16–22. [Google Scholar] [CrossRef]
- Zhou, P.F.; Xiao, D.H.; Wu, Z.; Song, M. Microstructure and mechanical properties of AlCoCrFeNi high entropy alloys produced by spark plasma sintering. Mater. Res. Express 2019, 6, 0865e7. [Google Scholar] [CrossRef]
- Fu, Z.; Chen, W.; Wen, H.; Zhang, D.; Chen, Z.; Zheng, B.; Zhou, Y.; Lavernia, E.J. Microstructure and strengthening mechanism in an fcc structured single-phase nanocrystalline Co25Ni25Fe25Al7.5Cu17.5 high-entropy alloy. Acta Mater. 2016, 107, 59–71. [Google Scholar] [CrossRef]
- Moravcik, I.; Cizek, J.; Zapletal, J.; Kovacova, Z.; Vesely, J.; Minarik, P.; Kitzmantel, M.; Neubauer, E.; Dlouhy, I. Microstructure and mechanical properties of Ni1,5Co1,5CrFeTi0,5 high entropy alloy fabricated by mechanical alloying and spark plasma sintering. Mater. Des. 2017, 119, 141–150. [Google Scholar] [CrossRef]
- Praveen, S.; Murty, B.S.; Kottada, R.S. Alloying behavior in multi-component AlCoCrCuFe and NiCoCrCuFe high entropy alloys. Mater. Sci. Eng. A 2012, 534, 83–89. [Google Scholar] [CrossRef]
- Chen, Z.; Chen, W.; Wu, B.; Cao, X.; Liu, L.; Fu, Z. Effects of Co and Ti on microstructure and mechanical behaviour of Al0.75FeNiCrCo high entropy alloy prepared by mechanical alloying and spark plasma sintering. Mater. Sci. Eng. A 2015, 648, 217–224. [Google Scholar] [CrossRef]
- Wang, P.; Cai, H.; Cheng, X. Effect of Ni/Cr ratio on phase, microstructure and mechanical properties of NixCoCuFeCr2-x (x = 1.0, 1.2, 1.5, 1.8 moL) high entropy alloys. J. Alloy. Compd. 2016, 662, 20–31. [Google Scholar] [CrossRef]
- Zhang, A.; Han, J.; Su, B.; Meng, J. A novel CoCrFeNi high entropy alloy matrix selflubricating composite. J. Alloy. Compd. 2017, 725, 700–710. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Jabbar, H.; Couret, A.; Durand, L.; Monchoux, J.P. Identification of microstructural mechanisms during densification of a TiAl alloy by spark plasma sintering. J. Alloy. Compd. 2011, 509, 9826–9835. [Google Scholar] [CrossRef]
- Yucheng, W.; Zhengyi, F. Study of temperature field in spark plasma sintering. Mater. Sci. Eng. B 2002, 90, 34–37. [Google Scholar] [CrossRef]
- Matsugi, K.; Kuramoto, H.; Hatayama, T.; Yanagisawa, O. Temperature distribution at steady state under constant current discharge in spark sintering process of Ti and Al2O3 powders. J. Mater. Process. Tech. 2004, 146, 274–281. [Google Scholar] [CrossRef]
- Zavaliangos, A.; Zhang, J.; Krammer, M.; Groza, J.R. Temperature evolution during field activated sintering. Mater. Sci. Eng. A 2004, 379, 218–228. [Google Scholar] [CrossRef]
- Vanmeensel, K.; Laptev, A.; Hennicke, J.; Vleugels, J.; Van der Biest, O. Modelling of the temperature distribution during field assisted sintering. Acta Mater. 2005, 53, 4379–4388. [Google Scholar] [CrossRef]
- Wang, X.; Casolco, S.R.; Xu, G.; Garay, J.E. Finite element modeling of electric current activated sintering: The effect of coupled electrical potential, temperature and stress. Acta Mater. 2007, 55, 3611–3622. [Google Scholar] [CrossRef]
- McWilliams, B.; Zavaliangos, A. Multi-phenomena simulation of electric field assisted sintering. J. Mater. Sci. 2008, 43, 5031–5035. [Google Scholar] [CrossRef]
- Molénat, G.; Durand, L.; Galy, J.; Couret, A. Temperature control in spark plasma sintering: An FEM approach. J. Metallurgy 2010, 145431. [Google Scholar] [CrossRef]
- Muñoz, S.; Anselmi-Tamburini, U. Temperature and stress fields evolution during spark plasma sintering processes. J. Mater. Sci. 2010, 45, 6528–6539. [Google Scholar] [CrossRef]
- Song, Y.; Li, Y.; Zhou, Z.; Lai, Y.; Ye, Y. A multi-field, coupled FEM model for one-step forming process of spark plasma sintering considering local densification of powder material. J. Mater. Sci. 2011, 46, 5645–5656. [Google Scholar] [CrossRef]
- Mondalek, P.; Silva, L.; Bellet, M. A numerical model for powder densification by SPS technique. Adv. Eng. Mater. 2011, 13, 587–593. [Google Scholar] [CrossRef] [Green Version]
- Voisin, T.; Durand, L.; Karnatak, N.; Le Gallet, S.; Thomas, M.; Le Berre, Y.; Castagné, J.F.; Couret, A. Temperature control during Spark Plasma Sintering and application to up-scaling and complex shaping. J. Mater. Proc. Tech. 2013, 213, 269–278. [Google Scholar] [CrossRef]
- Wolff, C.; Mercier, S.; Couque, H.; Molinari, A. Modeling of conventional hot compaction and spark plasma sintering based on modified micromechanical models of porous materials. Mech. Mater. 2012, 49, 72–91. [Google Scholar] [CrossRef]
- Pavia, A.; Durand, L.; Ajustron, F.; Bley, V.; Chevallier, G.; Peigney, A.; Estournès, C. Electro-thermal measurements and finite element method simulations of a spark plasma sintering device. J. Mater. Process. Tech. 2013, 213, 1327–1336. [Google Scholar] [CrossRef] [Green Version]
- Wolff, C.; Mercier, S.; Couque, H.; Molinari, A.; Bernard, F.; Naimi, F. Thermal-electrical-mechanical simulation of the nickel densification by Spark Plasma Sintering. Comparison with experiments. Mech. Mater. 2016, 100, 126–147. [Google Scholar] [CrossRef]
- Achenani, Y.; Saâdaoui, M.; Cheddadi, A.; Bonnefont, G.; Fantozzi, G. Finite element modeling of spark plasma sintering: Application to the reduction of temperature inhomogeneities, case of alumina. Mater. Des. 2017, 116, 504–514. [Google Scholar] [CrossRef]
- Manière, C.; Pavia, A.; Durand, L.; Chevallier, G.; Afanga, K.; Estournès, C. Finite-element modeling of the electro-thermal contacts in the spark plasma sintering process. J. Eur. Ceram. Soc. 2016, 36, 741–748. [Google Scholar] [CrossRef] [Green Version]
- Anselmi-Tamburini, U.; Gennari, S.; Garay, J.E.; Munir, Z.A. Fundamental investigations on the spark plasma sintering/synthesis process: II. Modeling of current and temperature distributions. Mater. Sci. Eng. A 2005, 394, 139–148. [Google Scholar] [CrossRef]
- Arzt, E.; Ashby, M.F.; Easterling, K.E. Practical applications of hot-isostatic pressing dia-grams: Four case studies. Metall. Trans. A 1983, 14, 211–221. [Google Scholar] [CrossRef]
- Helle, A.S.; Easterling, K.E.; Ashby, M.F. Hot-isostatic pressing diagrams: New develop-ments. Acta Metall. 1985, 33, 2163–2174. [Google Scholar] [CrossRef]
- Abouaf, M. Modélisation de la Compaction de Poudres Métalliques Frittées—Approche par la Mécanique des Milieux Continus. Ph.D. Thesis, Institut National Polytechnique, Grenoble, France, 1985. [Google Scholar]
- Olevsky, E.A. Theory of sintering: From discrete to continuum. Mat. Sci. Eng. R 1998, 23, 41–100. [Google Scholar] [CrossRef]
- Martins, D.; Grumbach, F.; Manière, C.; Sallot, P.; Mocellin, K.; Bellet, M.; Estournès, C. In-situ creep law determination for modeling spark plasma sintering of TiAl 48-2-2 powder. Intermetallics 2017, 86, 147–155. [Google Scholar] [CrossRef]
- Wei, X.; Back, C.; Izhvanov, O.; Khasanov, O.L.; Haines, C.D.; Olevsky, E.A. Spark plasma sintering of commercial zirconium carbide powders: Densification behavior and mechanical properties. Materials 2015, 8, 6043–6061. [Google Scholar] [CrossRef] [Green Version]
- Manière, C.; Durand, L.; Chevallier, G.; Estournès, C. A spark plasma sintering densification modeling approach: From polymer, metals to ceramics. J. Mater. Sci. 2018, 53, 7869–7876. [Google Scholar] [CrossRef] [Green Version]
- Manière, C.; Kus, U.; Durand, L.; Mainguy, R.; Huez, J.; Delagnes, D.; Estournès, C. Identification of the Norton-Green compaction model for the prediction of the Ti-6Al-4V densification during the spark plasma sintering process. Adv. Eng. Mater. 2016, 18, 1720–1727. [Google Scholar] [CrossRef] [Green Version]
- Sun, J.; He, Y.H.; Wu, J.S. Characterization of low-temperature superplasticity in a thermomechanically processed TiAl based alloy. Mat. Sci. Eng. A 2002, 329–331, 885–890. [Google Scholar] [CrossRef]
- Sun, J.; Wu, J.S.; He, Y.H. Superplastic properties of a TiAl based alloy with a duplex microstructure. Mater. Sci. 2000, 35, 4919–4922. [Google Scholar] [CrossRef]
- Cheng, S.C.; Wolfenstine, J.; Sherby, O.D. Superplastic behavior of 2-phase titanium aluminides. Metall. Trans. A 1992, 23, 1509–1513. [Google Scholar] [CrossRef]
- Nieh, T.G.; Hsiung, L.M.; Wadsworth, J. Superplastic behavior of a powder metallurgy TiAl alloy with a metastable microstructure. Intermetallics 1999, 7, 163–170. [Google Scholar] [CrossRef] [Green Version]
- Tokita, M. The potential of spark plasma sintering (SPS) method for the fabrication on an industrial scale of functionally graded materials. Adv. Sci. Tech. 2010, 63, 322–331. [Google Scholar] [CrossRef]
- Sweet, G.A.; Brochu, M.; Hexemer, R.L.; Donaldson, I.W.; Bishop, D.P. Microstructure and mechanical properties of air atomized aluminum powder consolidated via spark plasma sintering. Mater. Sci. Eng. A 2014, 608, 273–282. [Google Scholar] [CrossRef]
- Lagos, M.A.; Agote, V.; Atxaga, G.; Adarraga, O.; Pambaguian, L. Fabrication and characterisation of Titanium Matrix Composites obtained using a combination of Self propagating High temperature Synthesis and Spark Plasma Sintering. Mater. Sci. Eng. A 2016, 655, 44–49. [Google Scholar] [CrossRef]
- Naanani, S.; Hantcherli, M.; Hor, A.; Mabru, C.; Monchoux, J.P.; Couret, A. Study of the low cyclic behaviour of the IRIS alloy at high temperature. MATEC Web Conf. 2018, 165, 06007. [Google Scholar] [CrossRef]
- Manière, C.; Nigito, E.; Durand, L.; Weibel, A.; Beynet, Y.; Estournes, C. Spark plasma sintering and complex shapes: The deformed interfaces approach. Powder Tech. 2017, 320, 340–345. [Google Scholar] [CrossRef] [Green Version]
- Voisin, T.; Monchoux, J.P.; Couret, A. Near-net shaping of titanium-aluminum jet engine turbine blades by SPS. In Spark Plasma Sintering of Materials; Cavaliere, P., Ed.; Springer: Cham, Switzerland, 2019; pp. 713–737. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Monchoux, J.-P.; Couret, A.; Durand, L.; Voisin, T.; Trzaska, Z.; Thomas, M. Elaboration of Metallic Materials by SPS: Processing, Microstructures, Properties, and Shaping. Metals 2021, 11, 322. https://doi.org/10.3390/met11020322
Monchoux J-P, Couret A, Durand L, Voisin T, Trzaska Z, Thomas M. Elaboration of Metallic Materials by SPS: Processing, Microstructures, Properties, and Shaping. Metals. 2021; 11(2):322. https://doi.org/10.3390/met11020322
Chicago/Turabian StyleMonchoux, Jean-Philippe, Alain Couret, Lise Durand, Thomas Voisin, Zofia Trzaska, and Marc Thomas. 2021. "Elaboration of Metallic Materials by SPS: Processing, Microstructures, Properties, and Shaping" Metals 11, no. 2: 322. https://doi.org/10.3390/met11020322
APA StyleMonchoux, J. -P., Couret, A., Durand, L., Voisin, T., Trzaska, Z., & Thomas, M. (2021). Elaboration of Metallic Materials by SPS: Processing, Microstructures, Properties, and Shaping. Metals, 11(2), 322. https://doi.org/10.3390/met11020322