
A Study of the Metallurgical and Mechanical Properties of Friction-Stir-Processed Cu



Abstract
:1. Introduction
2. Materials and Methods
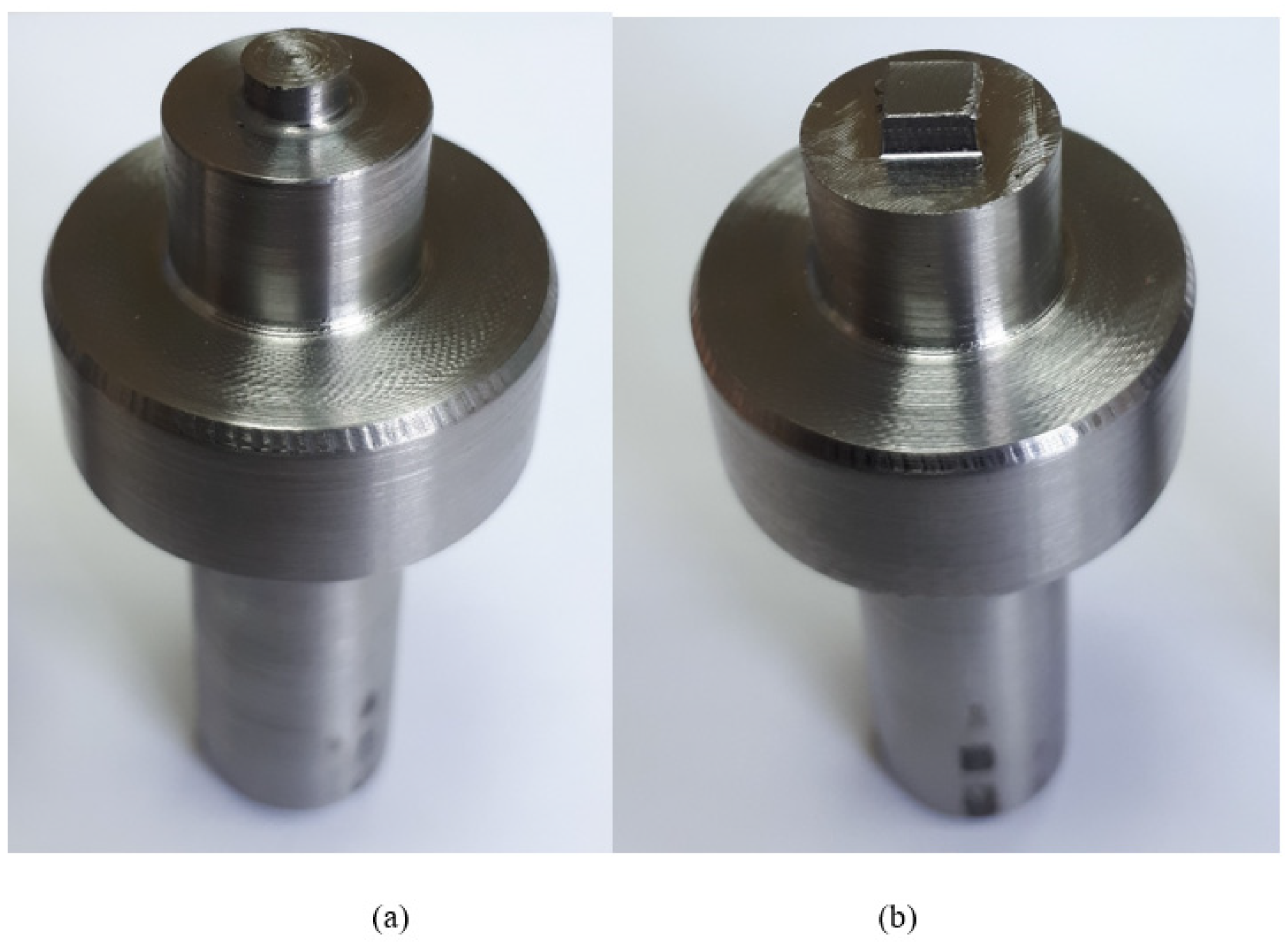
2.1. Material Processing
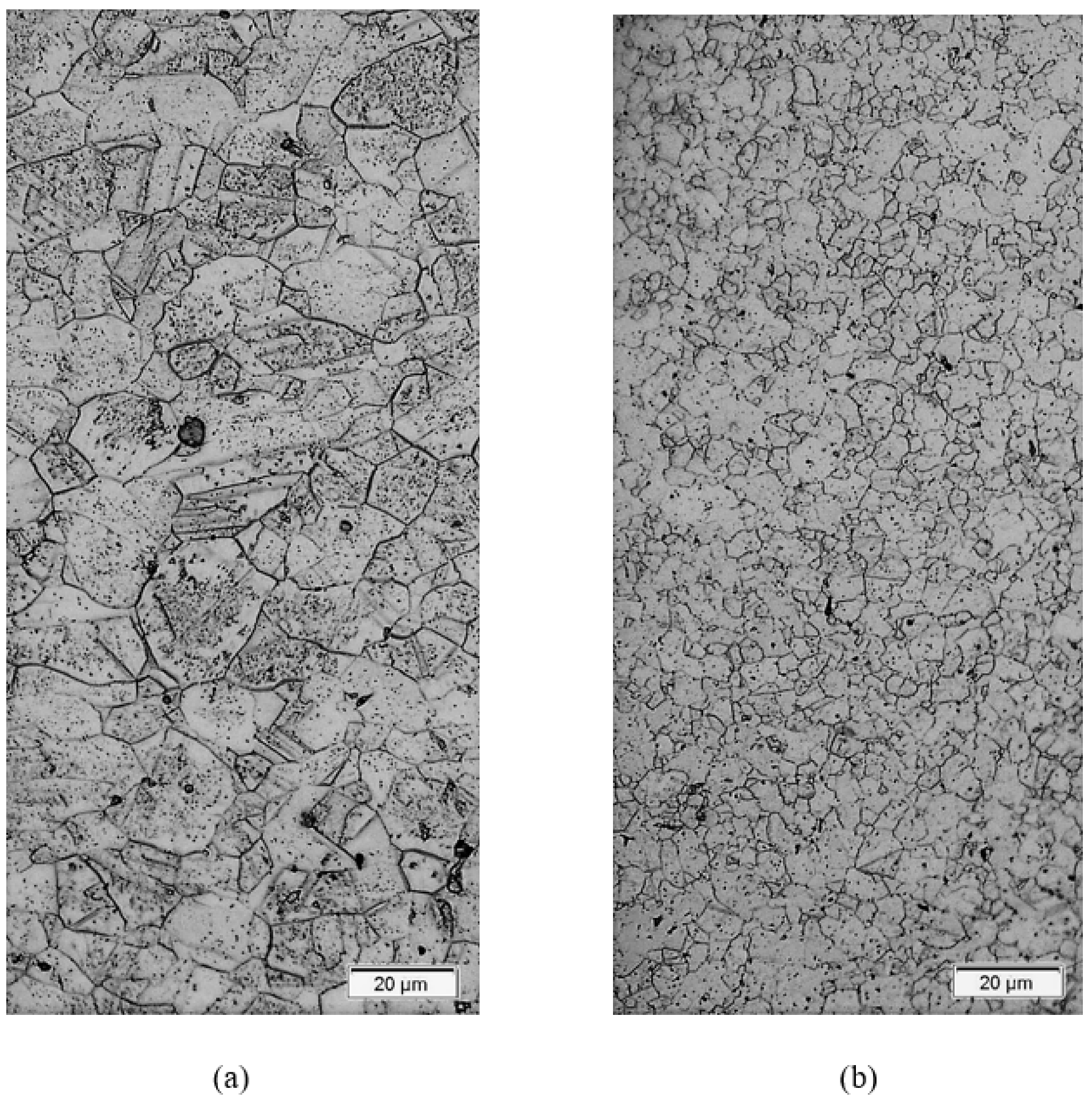
2.2. Metallography
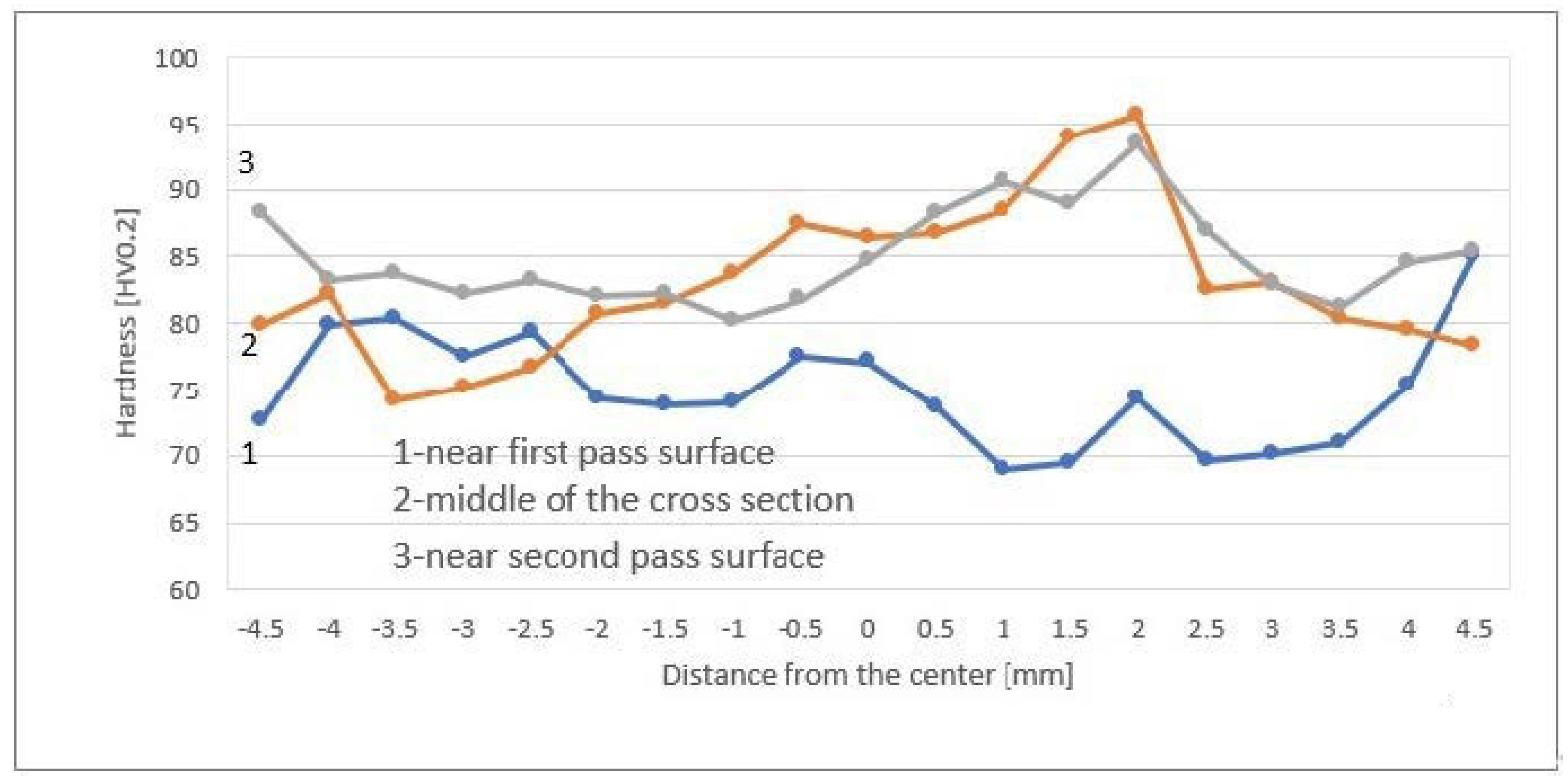
2.3. Mechanical Properties
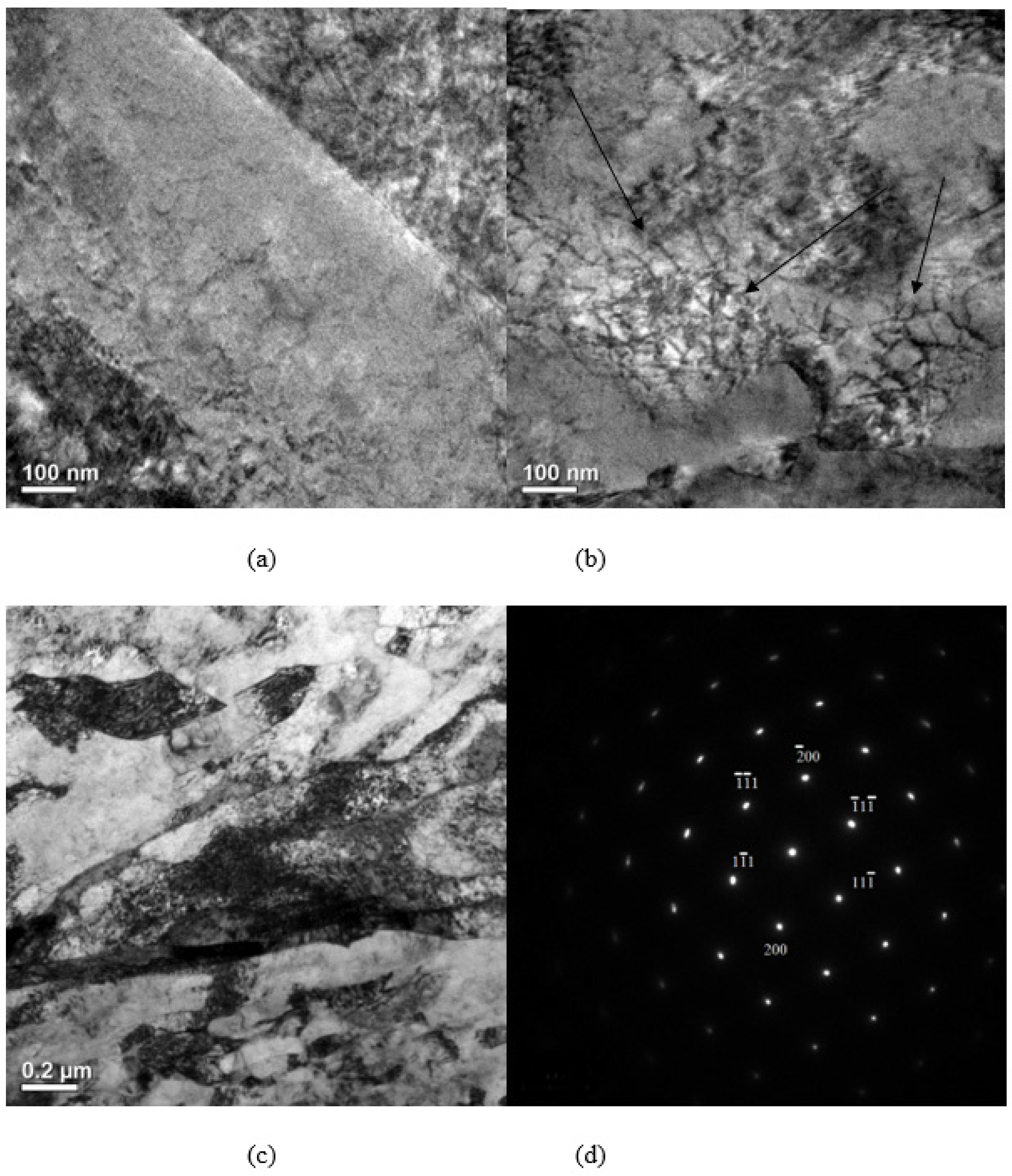
2.4. TEM
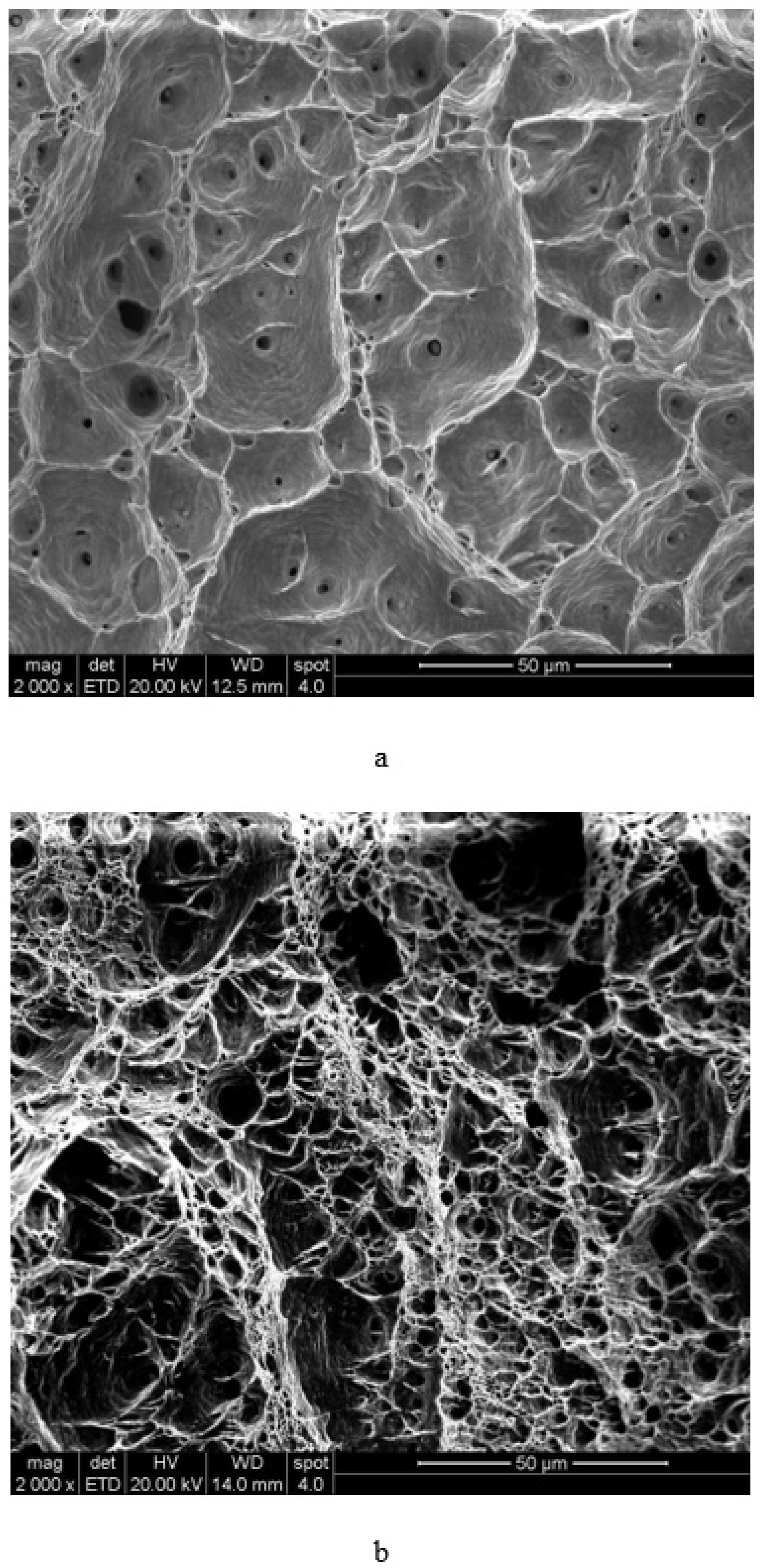
2.5. Fractography
3. Results
4. Discussion
| σ0i = 7 MPa | [19] |
| kHK = 0.144 MPa m−0.5 | [20,21] |
| d = 3 μm | |
| m = 3.06, α = 0.19, G = 4.75 × 104 − 17T [MPa], b = 2.56 × 10 − 10 [m] | [22] |
5. Conclusions
- Pure Cu underwent FSP on both sides with the aid of a square pin, thus yielding a more rectangular and homogenous stir zone.
- Although showing grain refinement, the FSP’ed material proved to be mechanically inferior to the parent material.
- X-ray inspection and the fractography study ruled out the existence of any crack or other kind of defect inside the stir zone.
- The TEM study provided evidence for DRX, yielding ultrafine and even nanosized grains.
- The inferior mechanical properties in the case of the processed material can be explained on the basis of a reduced dislocation density due to DRX, as shown quantitatively by relying on the simplified Taylor equation
- Further quantitative analysis is still required in order to obtain a well-established statistic of grain size distribution. Such an analysis will make it possible to determine the contribution of the inverse Hall–Petch effect
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mishra, R.S.; Mahoney, M.W.; McFadden, S.X.; Mara, N.A.; Mukherjee, A.K. High strain rate superplasticity in a friction stir processed 7070 Al alloy. Scr. Mater. 2000, 42, 163–168. [Google Scholar] [CrossRef]
- Cartigueyen, S.; Mahadevan, K. Influence of rotational speed on the formation of friction stir processed zone in pure copper at low-heat input conditions. J. Manuf. Process. 2015, 18, 124–130. [Google Scholar] [CrossRef]
- Barmouz, M.; Kazem, M.; Givi, B.; Jafari, J. Evaluation of tensile deformation properties of friction stir processed pure copper: Effect of processing parameters and pass number. J. Mater. Eng. Perform. 2014, 23, 101–107. [Google Scholar] [CrossRef]
- Xue, P.; Xiao, B.L.; Ma, Z.Y. Achieving large-area bulk ultrafine grained Cu via submerged multiple-pass friction stir processing. J. Mater. Sci. Technol. 2013, 29, 1111–1115. [Google Scholar] [CrossRef]
- Surekha, K.; Els-Botes, A. Development of high strength, high conductivity copper by friction stir processing. Mater. Des. 2011, 32, 911–916. [Google Scholar] [CrossRef]
- Xue, P.; Xiao, B.L.; Ma, Z.Y. High tensile ductility via enhanced strain hardening in ultrafine-grained Cu. Mater. Sci. Eng. A 2012, 532, 106–110. [Google Scholar] [CrossRef]
- Galvao, I.; Loureiro, A.; Rodrigues, D.M. Influence of process parameters on the mechanical enhancement of copper-DHP by FSP. Adv. Mat. Res. 2012, 445, 631–636. [Google Scholar]
- Salahi, S.; Rezazadeh, V. Fracture mechanism in friction stir processed annealed pure copper samples. World Appl. Sci. J. 2013, 23, 54–58. [Google Scholar]
- Cartigueyen, S.; Mahadevan, K. Study of friction stir processed zone under different tool pin profiles in pure copper. IOSR-JMCE 2014, 11, 6–12. [Google Scholar] [CrossRef]
- Barmouz, M.; Abrinia, K.; Khosravi, J. Using hardness measurement for dislocation densities determination in FSPed metal in order to evaluation of strain rate effect on the tensile behavior. Mater. Sci. Eng. A 2013, 559, 917–919. [Google Scholar] [CrossRef]
- Leal, R.M.; Galvao, I.; Loureiro, A.; Rodrigues, D.M. Effect of friction stir processing parameters on the microstructural and electrical properties of copper. Int. J. Manuf. Technol. 2015, 80, 1655–1663. [Google Scholar] [CrossRef]
- Barmouz, M.; Kazem, M.; Givi, B.; Seyfi, J. On the role of processing parameters in producing Cu/SiC metal matrix composites via friction stir processing: Investigating microstructure, microhardness, wear and tensile behavior. Mater. Charact. 2011, 62, 108–117. [Google Scholar] [CrossRef]
- Wang, Y.; Fu, R.; Jing, L.; Li, Y.; Sang, D. Grain refinement and nanostructure formation in pure copper during cryogenic friction stir processing. Mater. Sci. Eng. A 2017, 703, 470–476. [Google Scholar] [CrossRef]
- Wang, Y.; Fu, R.; Jing, L.; Sang, D.; Li, Y. Tensile behaviors of pure copper with different fraction of nonequilibrium grain boundaries. Mater. Sci. Eng. A 2018, 724, 164–170. [Google Scholar] [CrossRef]
- Wang, Y.; Fu, R.; Zhou, X.; Thompson, G.B.; Yu, Z.; Li, Y. Enhanced mechanical properties of pure copper with a mixture microstructure of nanocrystalline and ultrafine grains. Mater. Lett. 2016, 185, 546–549. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, M.; Yin, K.; Huang, A.; Li, Y.; Huang, C. Yielding and fracture of coarse-grain/ultrafine-grain heterogeneous-structured copper with transitional interface. Trans. Nonferr. Met. Soc. China 2019, 29, 588–594. [Google Scholar] [CrossRef]
- Moaref, A.; Rabiezadeh, A. Microstructural evaluation and tribological properties of underwater friction stir procrssed CP-pure copper and its alloy. Trans. Nonferr. Met. Soc. China 2020, 30, 972–981. [Google Scholar] [CrossRef]
- Regev, M.; Spigarelli, S. Microstructure, Thermal Stability During Creep and Fractography Study of Friction Stir Processed AA2024-T3 Aluminum Alloy. J. Mater. Eng. Perform. 2020, 29, 4872–4878. [Google Scholar] [CrossRef]
- Jiang, M.; Devincre, B.; Monnet, G. Effects of the grain size and shape on the flow stress: A dislocation dynamics study. Int. J. Plast. 2019, 113, 111–124. [Google Scholar] [CrossRef] [Green Version]
- Panin, V.E.; Armstrong, R.W. Hall-Petch analysis for temperature and strain rate dependent deformation of polycrystalline lead. Phys. Mesomech. 2016, 19, 35–40. [Google Scholar] [CrossRef]
- Armstrong, R.W. 60 years of Hall-Petch: Past to present nano-scale connections. Mater. Trans. 2014, 55, 2–12. [Google Scholar] [CrossRef] [Green Version]
- Sandström, R.; Andersson, H.C. Creep in phosphorus alloyed copper during power-law breakdown. J. Nucl. Mater. 2008, 372, 76–88. [Google Scholar] [CrossRef]
- Jiang, J.; Britton, T.B.; Wilkinson, A.J. Evolution of dislocation density distributions in copper during tensile deformation. Acta Mater. 2013, 61, 7227–7239. [Google Scholar] [CrossRef]
- Schafler, E.; Zehetbauer, M.; Ungàr, T. Measurement of screw and edge dislocation density by means of X-ray Bragg profile analysis. Mater. Sci. Eng. A 2001, 319–321, 220–223. [Google Scholar] [CrossRef]
- Song, H.W.; Guo, S.R.; Hu, Z.Q. A coherent polycrystal model for the inverse Hall-Petch relation in nanocrystalline materials. Nanostruct. Mater. 1999, 11, 209–210. [Google Scholar] [CrossRef]
- Vijay, D. A review on inverse Hall-Petch relation in nano crystalline materials: Grain size effects. Phys. Rev. B 2016, 94, 1–8. [Google Scholar]
- Chokshi, A.H.; Rosen, A.; Karch, J.; Gleiter, H. On the validity of the Hall-Petch relationship in nanocrystalline materials. Scr. Mater. 1989, 23, 1679–1684. [Google Scholar] [CrossRef] [Green Version]
- Emeis, F.; Peterlechner, M.; Wilde, M. Hall-Petch relations of severely deformed Cu, Ni, and Cu-Ni alloys: Analysis of the dislocation blockage strength of defprmed-modified grain boundaries. Adv. Eng. Mater. 2019, 22, 1–10. [Google Scholar] [CrossRef]
- Yang, M.C.; Ye, F.; Sun, X.C.; Sun, X.K.; Wei, W.D. Study on microhardness of bulk nanocrystalline copper. Nanostruct. Mater. 1997, 9, 481–484. [Google Scholar] [CrossRef]
- Jang, J.S.; Koch, C.C. The Hall-Petch relationship in nanocrystalline iron produced by ball milling. Scr. Mater. 1990, 24, 1599–1604. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment | ω (rpm) | v (mm/min) | Pin |
|---|---|---|---|
| 1 | 600 | 50 | cylindrical |
| 2 | 600 | 50 | square |
| 3 | 900 | 50 | cylindrical |
| 4 | 900 | 50 | square |
| 5 | 900 | 100 | cylindrical |
| 6 | 900 | 100 | square |
| 7 | 900 | 30 | square |
| 8 | 1200 | 30 | square |
| Type | Yield Strength (MPa) | UTS (MPa) | Elongation (%) |
|---|---|---|---|
| PM | 208.2 | 265 | 37 |
| PM | 234 | 300.9 | 36.25 |
| PM | 209.9 | 269.4 | 36.5 |
| PM | 246.6 | 317.6 | 38.5 |
| PM | 221.6 | 273.6 | 37 |
| PM | 228.2 | 279.9 | 35 |
| FSP’ed | 115.4 | 217.9 | 49.9 |
| FSP’ed | 151.5 | 251.2 | 43.4 |
| FSP’ed | 120.6 | 216.5 | 48.5 |
| FSP’ed | 155.1 | 246.6 | 41.5 |
| FSP’ed | 114.4 | 218.1 | 49.3 |
| FSP’ed | 151.9 | 257.2 | 40.65 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Regev, M.; Spigarelli, S. A Study of the Metallurgical and Mechanical Properties of Friction-Stir-Processed Cu. Metals 2021, 11, 656. https://doi.org/10.3390/met11040656
Regev M, Spigarelli S. A Study of the Metallurgical and Mechanical Properties of Friction-Stir-Processed Cu. Metals. 2021; 11(4):656. https://doi.org/10.3390/met11040656
Chicago/Turabian StyleRegev, Michael, and Stefano Spigarelli. 2021. "A Study of the Metallurgical and Mechanical Properties of Friction-Stir-Processed Cu" Metals 11, no. 4: 656. https://doi.org/10.3390/met11040656
APA StyleRegev, M., & Spigarelli, S. (2021). A Study of the Metallurgical and Mechanical Properties of Friction-Stir-Processed Cu. Metals, 11(4), 656. https://doi.org/10.3390/met11040656