
Medium-Frequency Electrical Resistance Sintering of Soft Magnetic Powder Metallurgy Iron Parts

 ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
2. Materials and Experimental Procedure
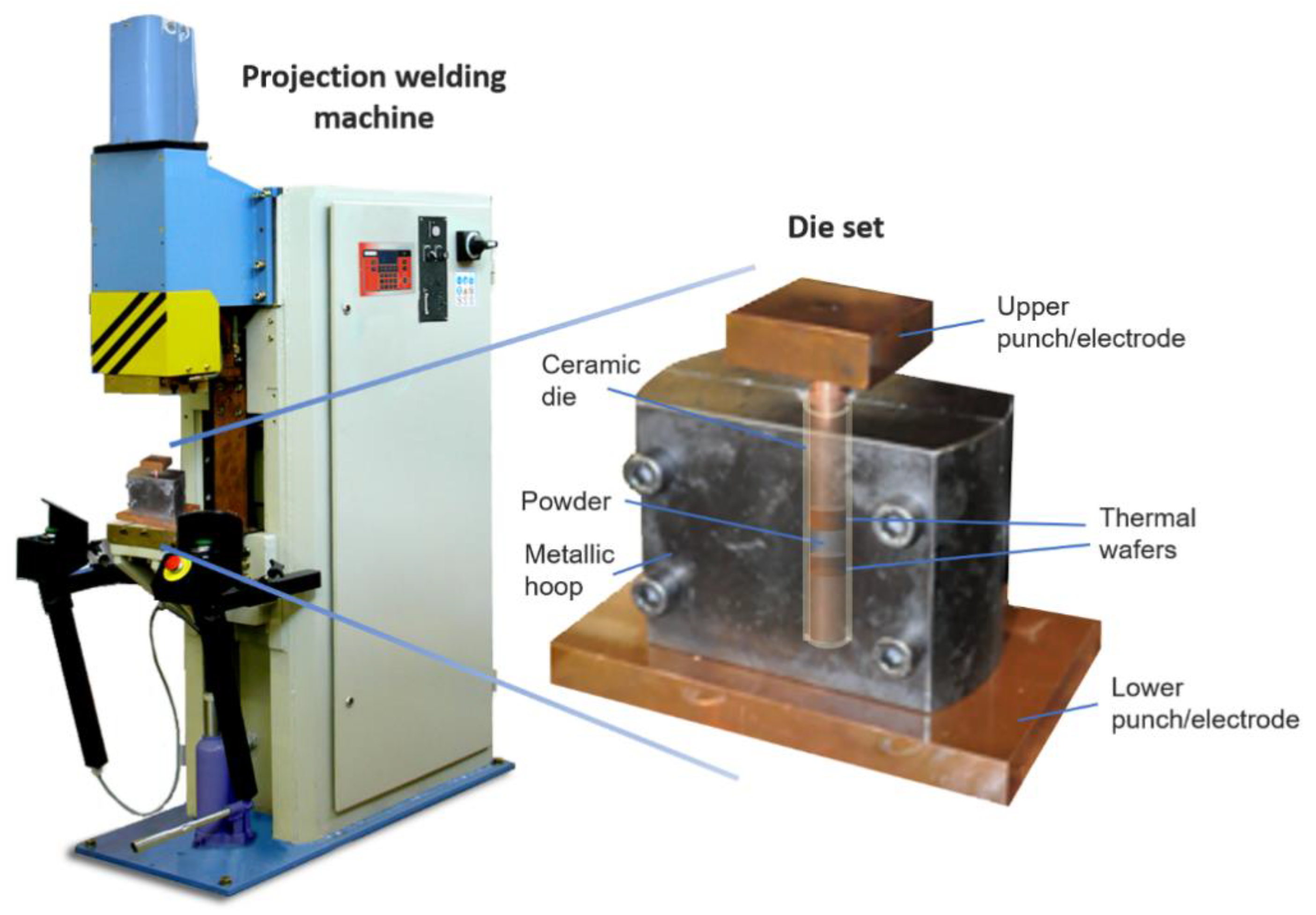
2.1. Medium-Frequency Electrical Resistance Sintering (MF-ERS) Equipment
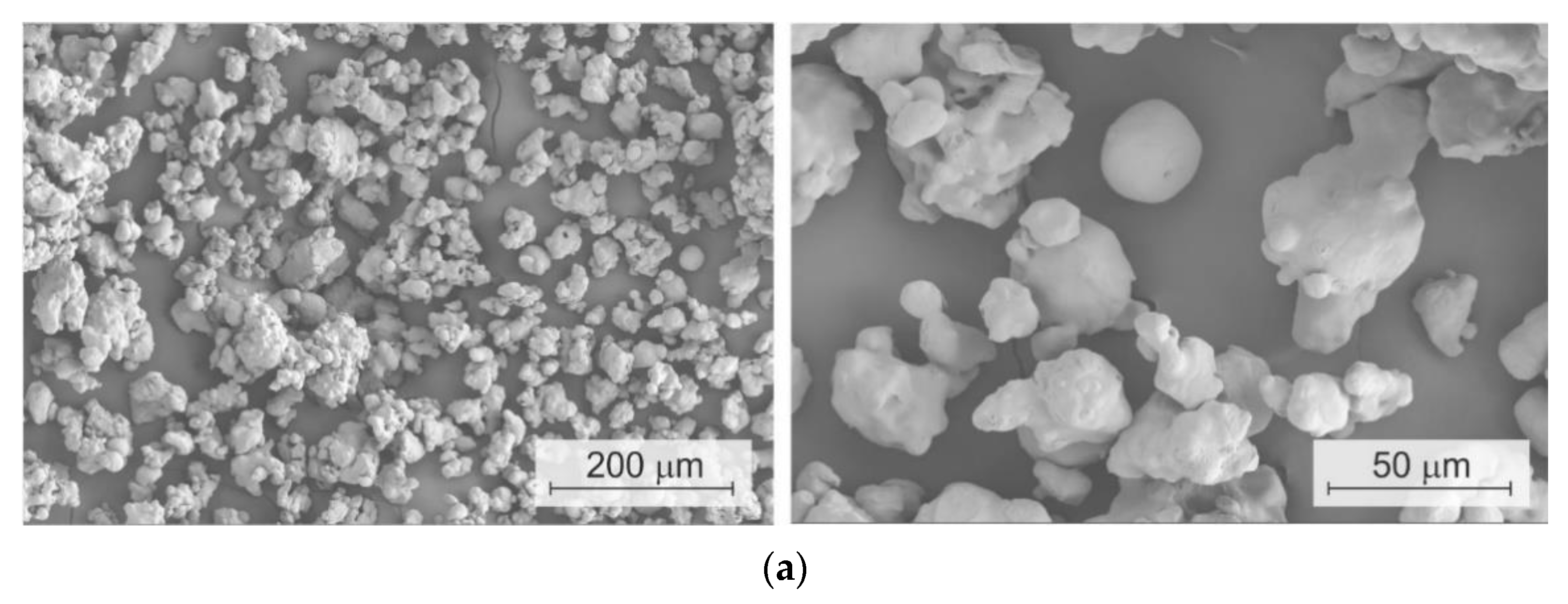
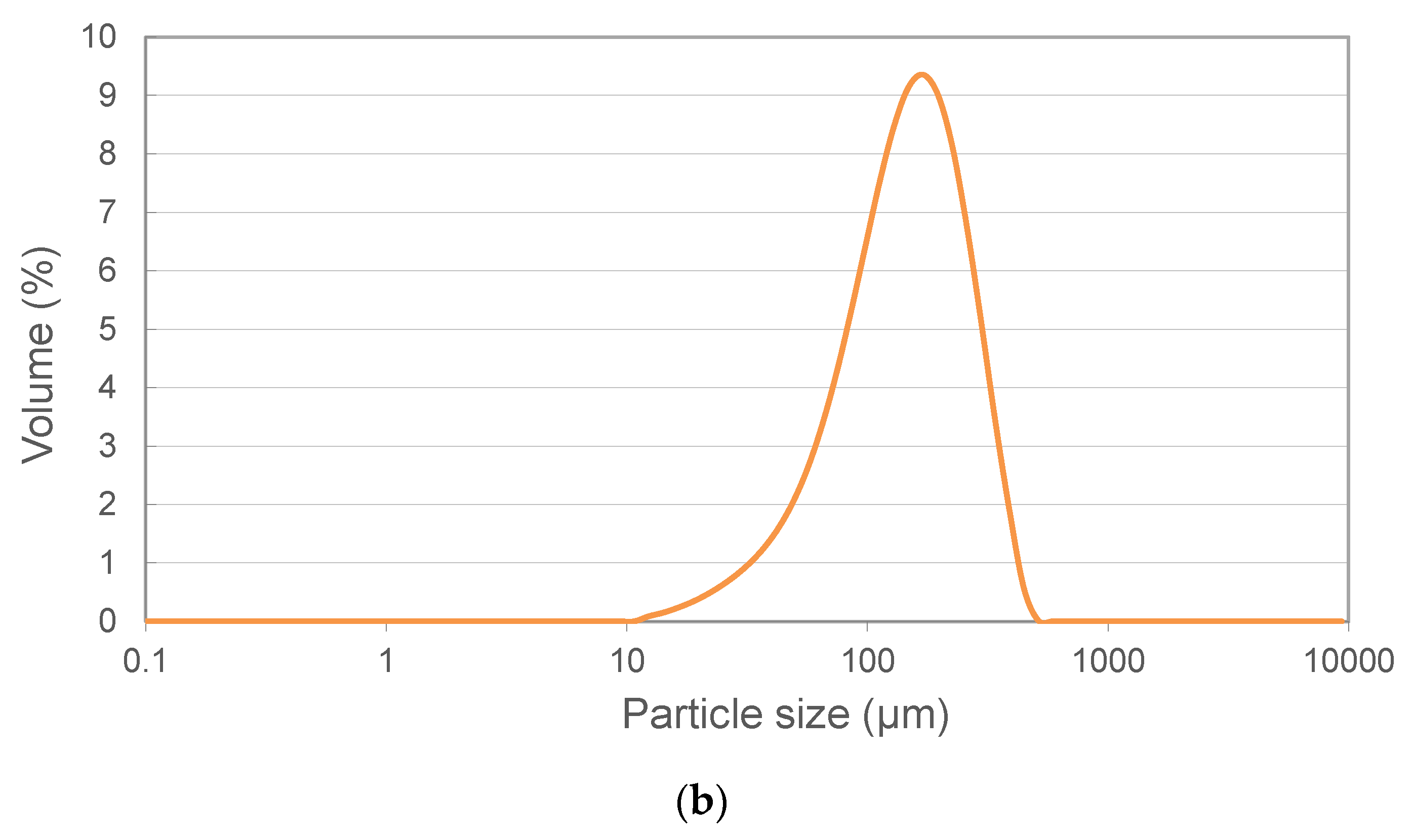
2.2. Material
2.3. Experimental Procedure
3. Results and Discussion
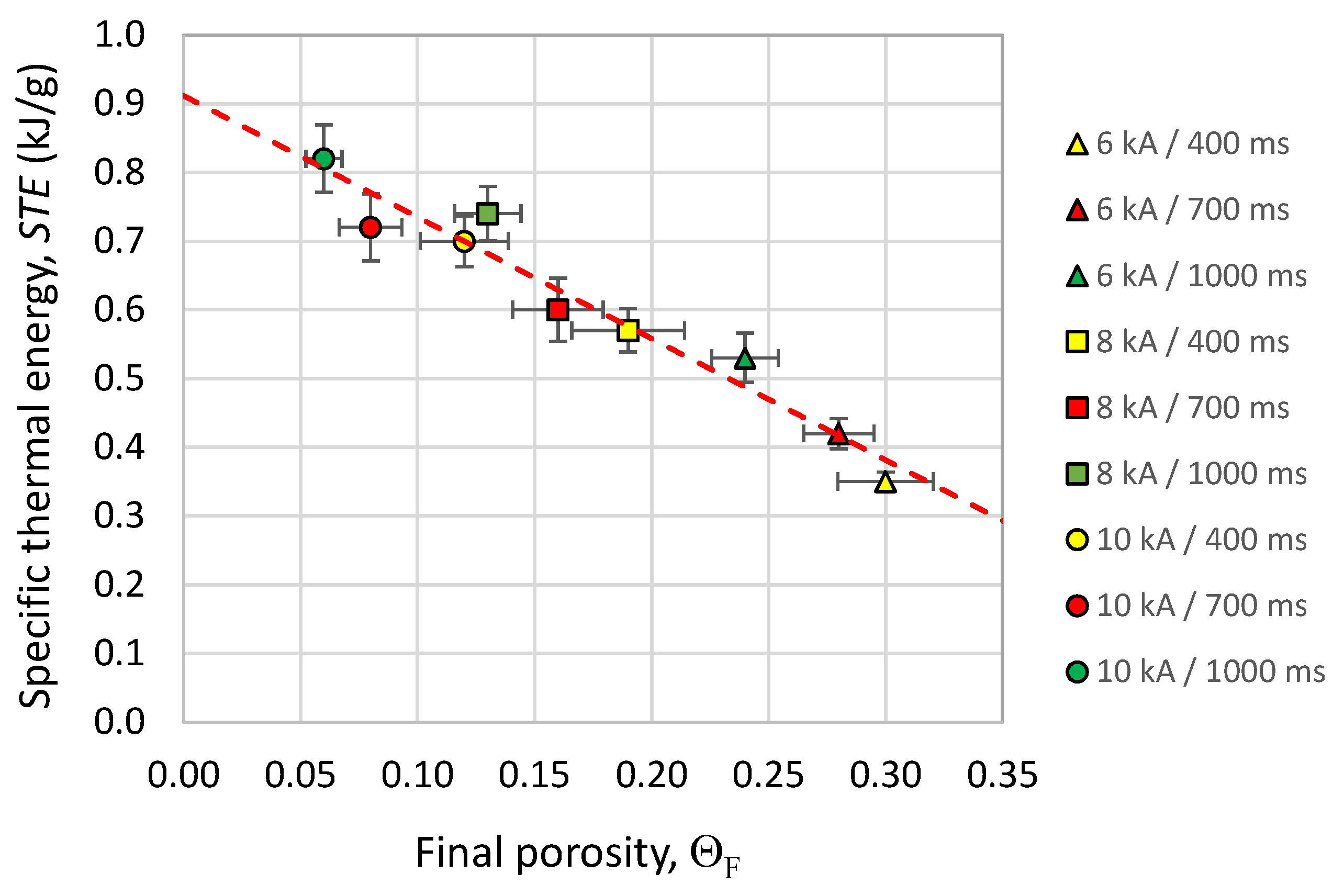
3.1. Final Porosity and Specific Thermal Energy
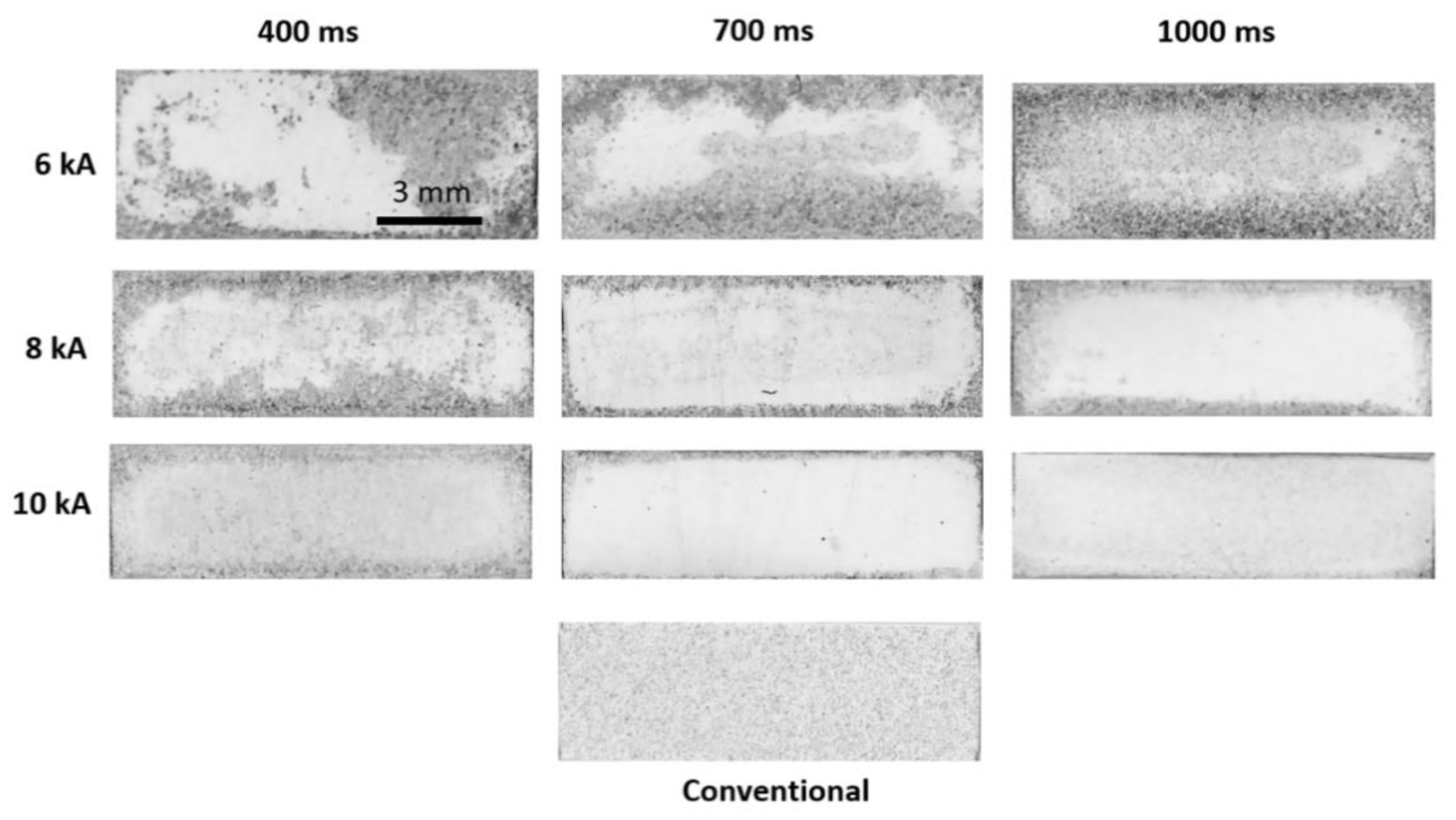
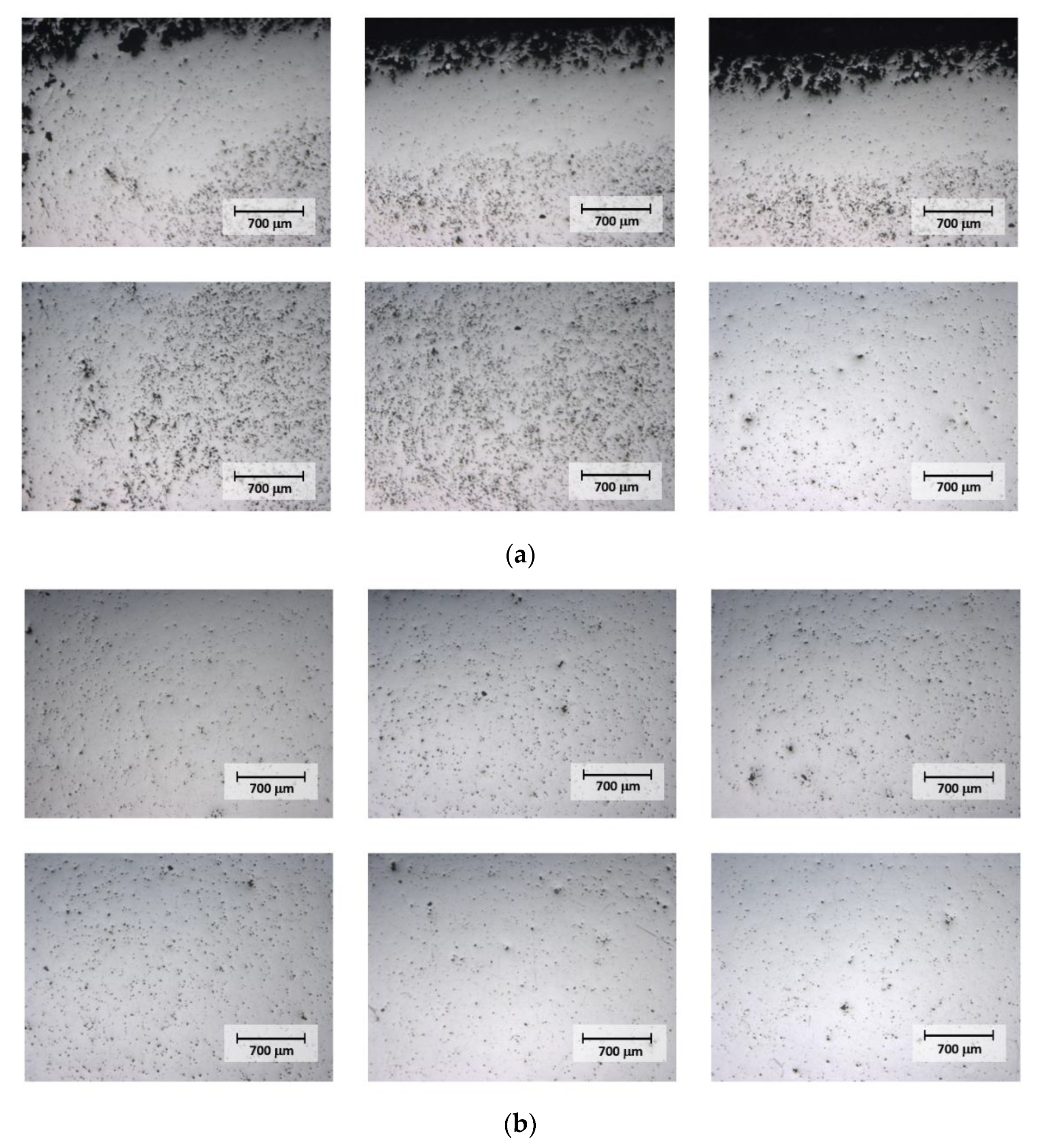
3.2. Porosity Distribution
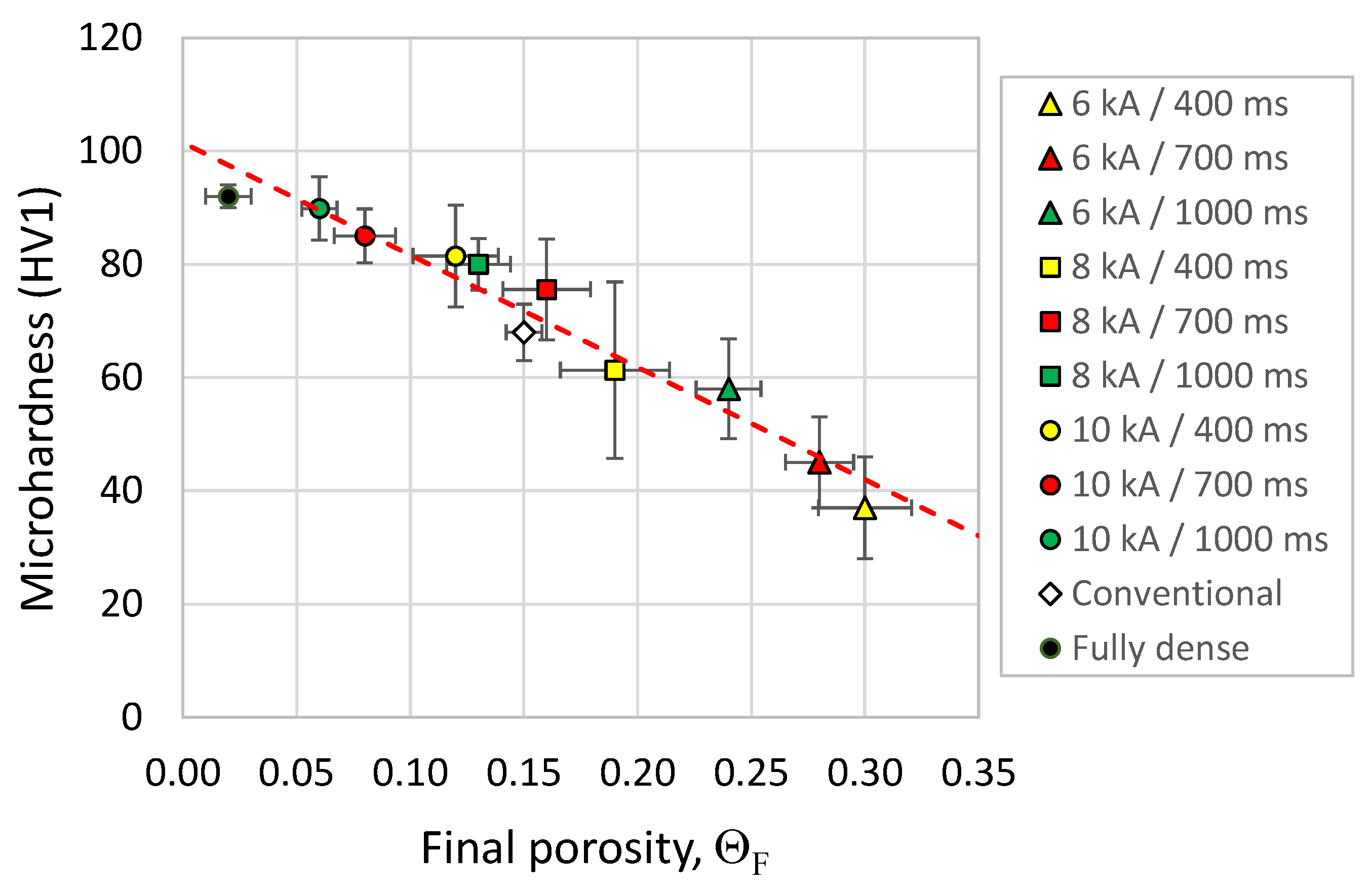
3.3. Microhardness
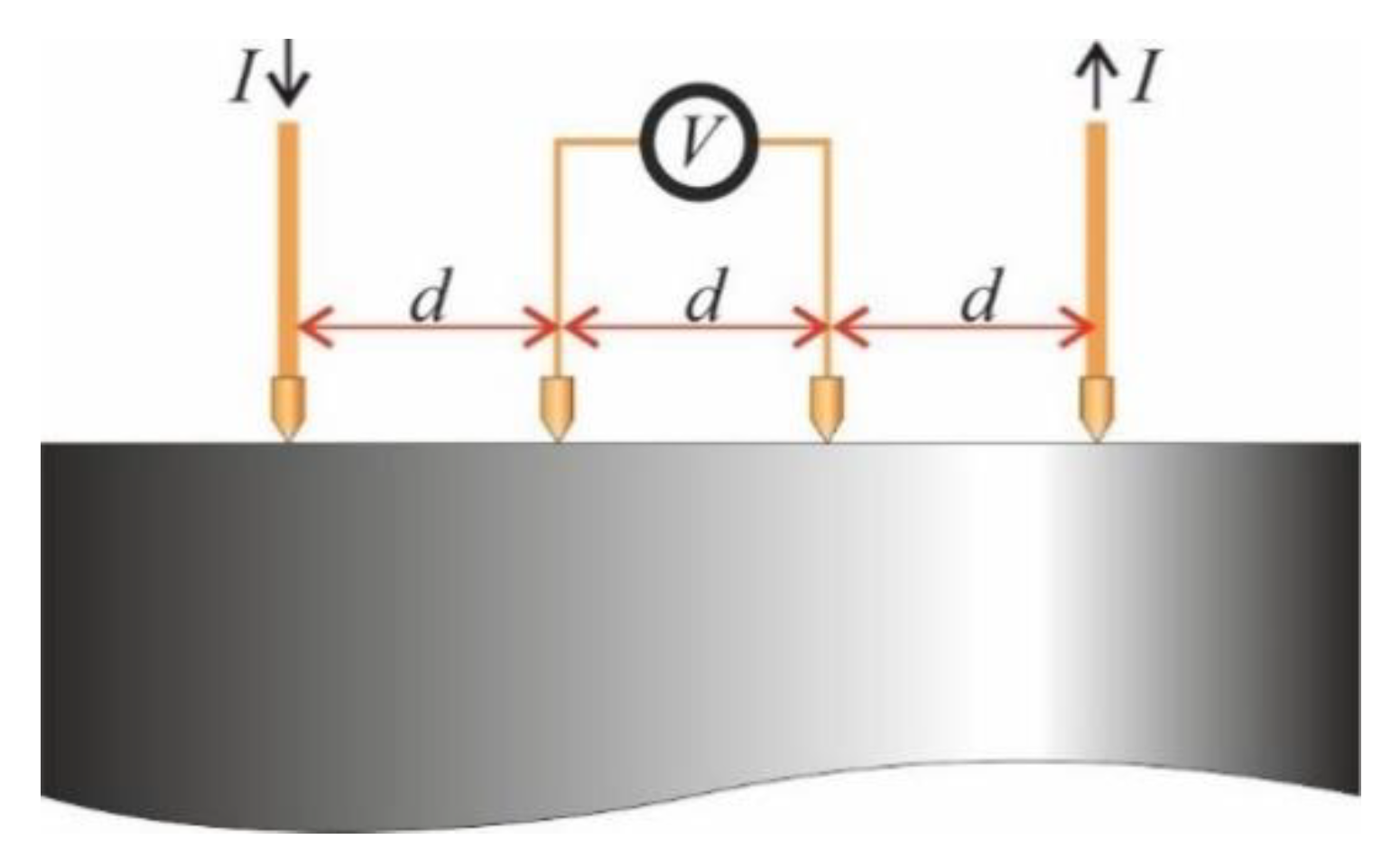
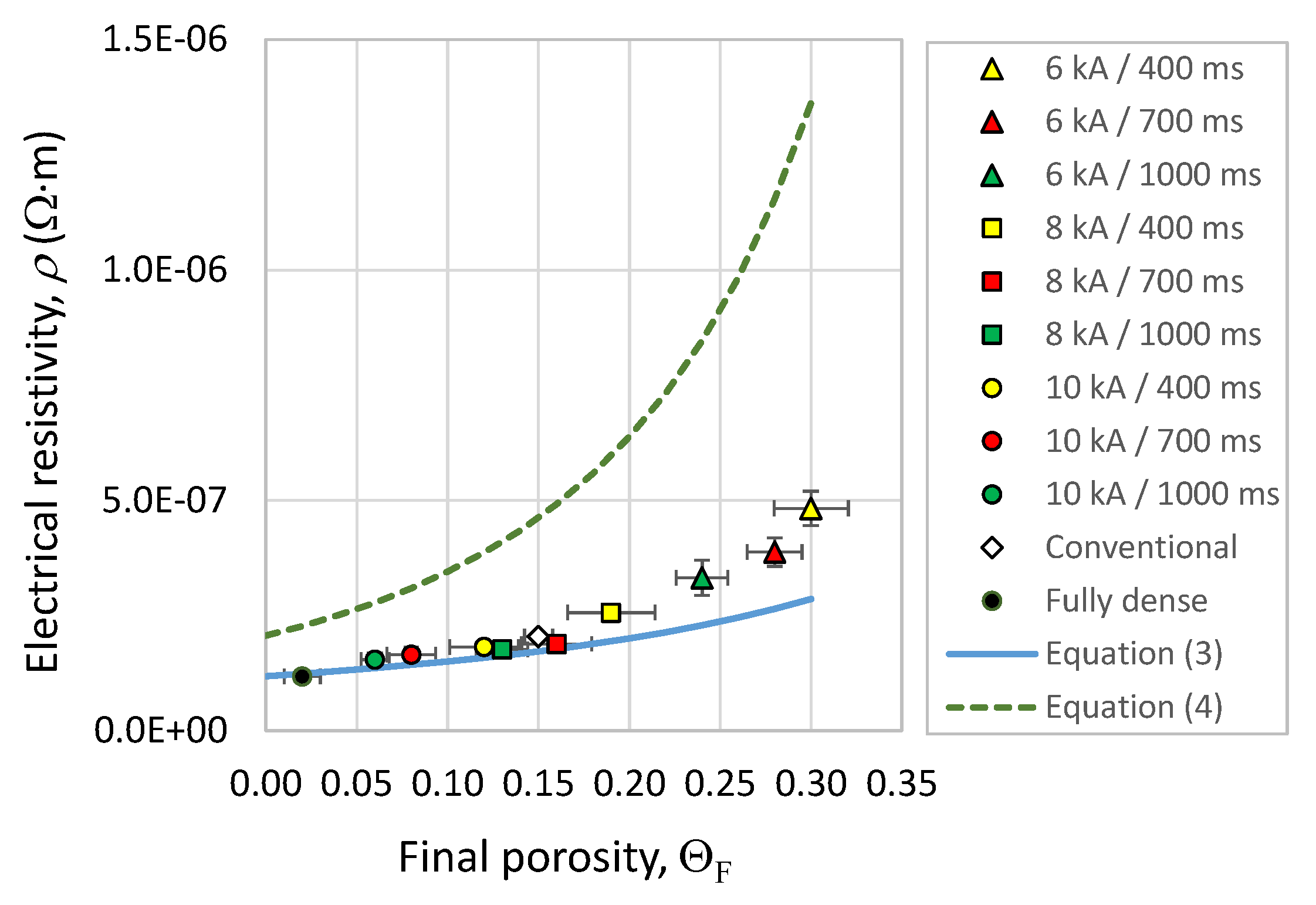
3.4. Electrical Resistivity
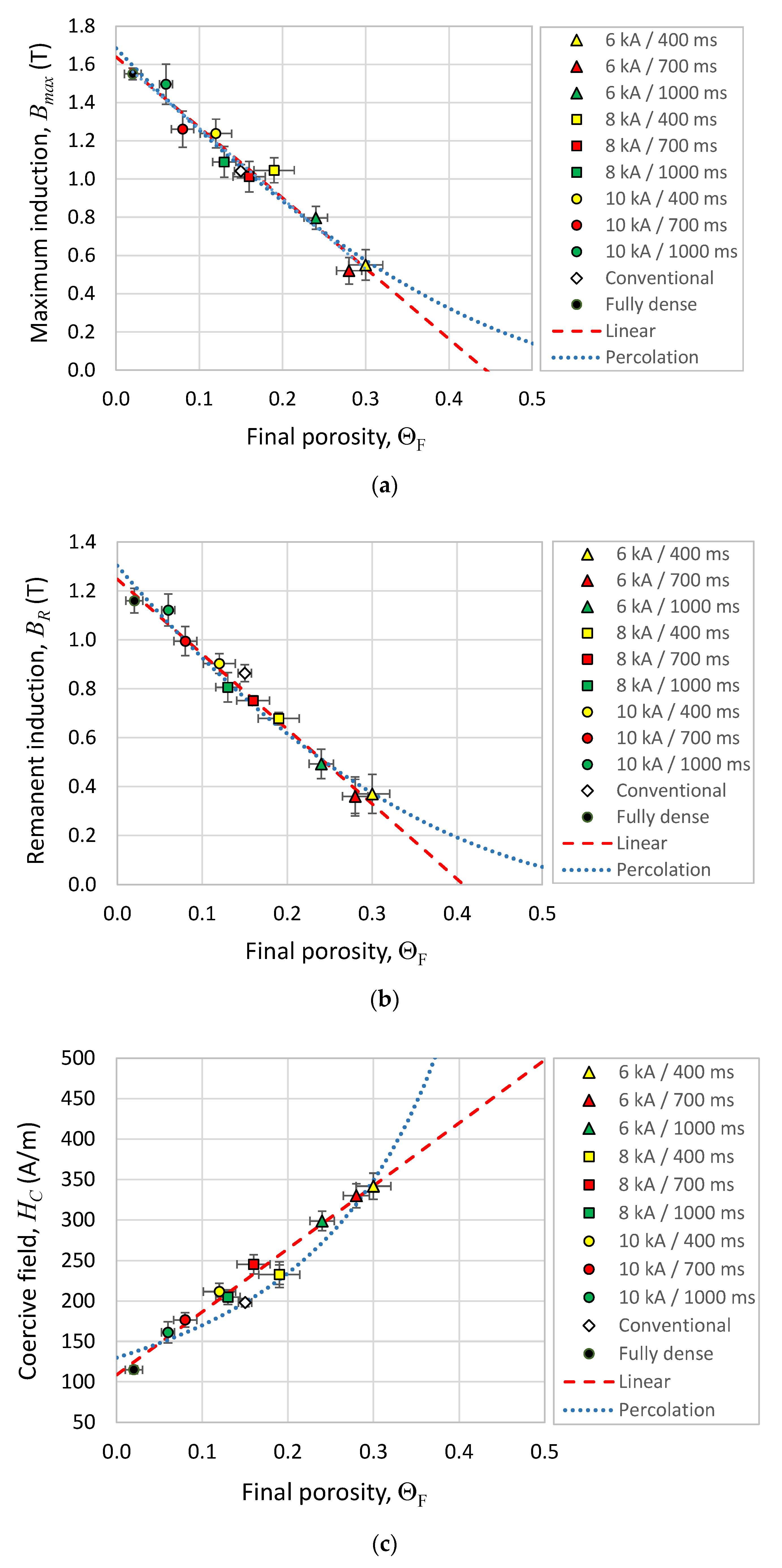
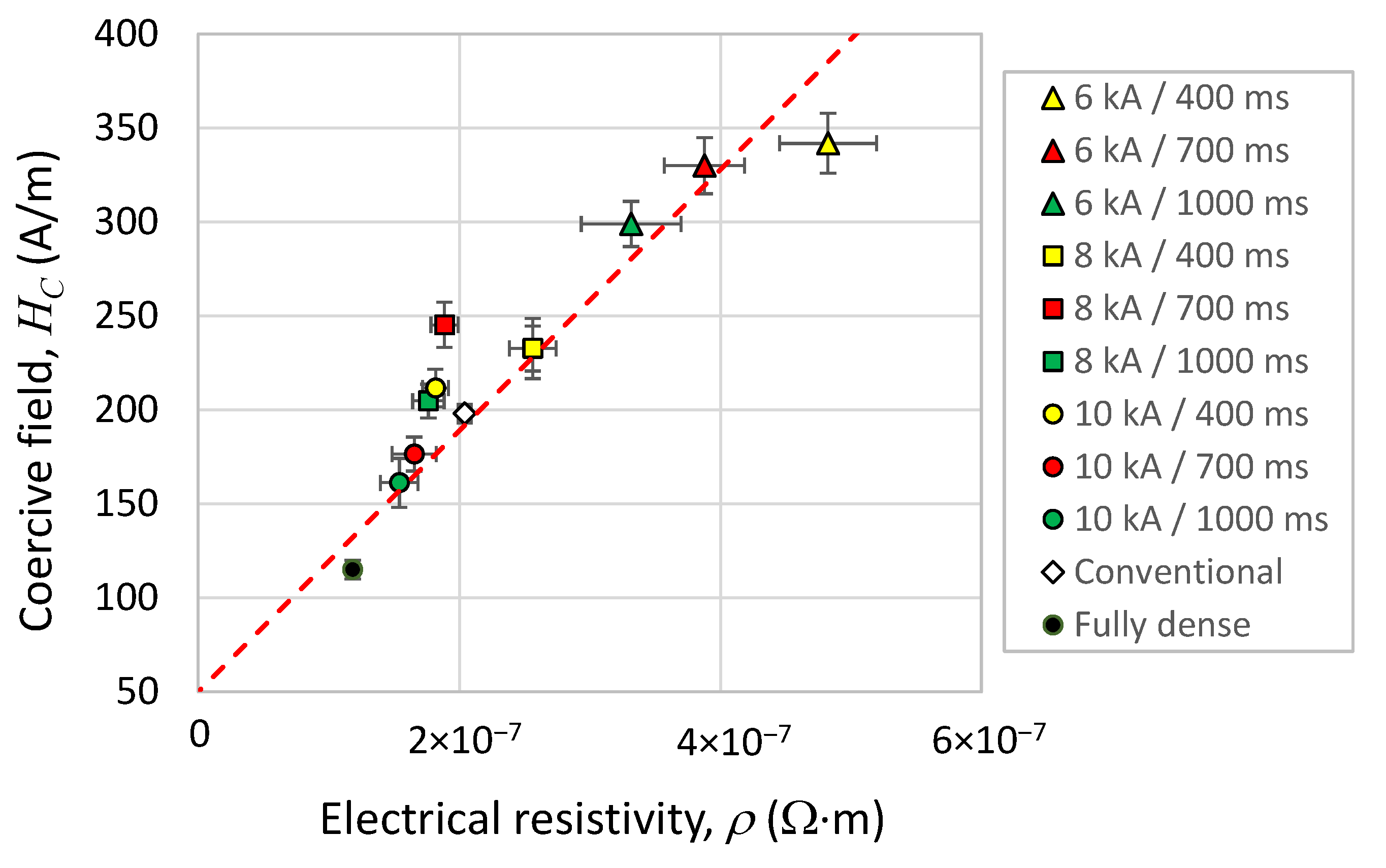
3.5. Hysteresis Curves
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Moyer, K.H. Magnetic materials and properties for part applications. In ASM Handbook, Volume 7, Powder Metal Technologies and Applications, Section Materials Systems, Properties, and Applications; ASM International: Russell, OH, USA, 1998; Volume 7, pp. 1006–1020. [Google Scholar]
- Bas, J.A.; Calero, J.A.; Dougan, M.J. Sintered soft magnetic materials. J. Magn. Magn. Mater. 2003, 254–255, 391–398. [Google Scholar] [CrossRef]
- Cuevas, F.G.; Montes, J.M.; Cintas, J.; Gallardo, J.M. Production of Al-Al3Ti powders by mechanical alloying and annealing. Powder Metall. 2005, 48, 365–370. [Google Scholar] [CrossRef]
- Anselmi-Tamburini, U.; Groza, J.R. Critical assessment: Electrical field/current application—A revolution in materials processing/sintering? Mater. Sci. Technol. 2017, 33, 1855–1862. [Google Scholar] [CrossRef] [Green Version]
- Grasso, S.; Sakka, Y.; Maizza, G. Electric current activated/assisted sintering (ECAS): A review of patents 1906-2008. Sci. Technol. Adv. Mater. 2009, 10, 1–24. [Google Scholar] [CrossRef]
- Orrù, R.; Licheri, R.; Locci, A.M.; Cincotti, A.; Cao, G. Consolidation/synthesis of materials by electric current activated/assisted sintering. Mat. Sci. Eng. R. 2009, 63, 127–287. [Google Scholar] [CrossRef]
- Olevsky, E.A.; Dudina, D.V. Field-Assisted Sintering Science and Applications, 1st ed.; Springer International Publishing: Cham, Switzerland, 2018. [Google Scholar]
- Taylor, G.F. Apparatus for Making Hard Metal Compositions. U.S. Patent 1,896,854, 7 February 1933. [Google Scholar]
- Lenel, F.V. Resistance sintering under pressure. JOM 1955, 7, 158–167. [Google Scholar] [CrossRef]
- Montes, J.M.; Rodríguez, J.A.; Cuevas, F.G.; Cintas, J. Consolidation by electrical resistance sintering of Ti powder. J. Mater. Sci. 2011, 46, 5197–5207. [Google Scholar] [CrossRef]
- Cuevas, F.G.; Andreouli, D.; Gallardo, J.M.; Oikonomou, V.; Cintas, J.; Torres, Y.; Montes, J.M. Ceramic dies selection for electrical resistance sintering of metallic materials. Ceram. Int. 2019, 45, 14555–14561. [Google Scholar] [CrossRef]
- Fais, A. A Faster FAST: Electro-Sinter-Forging. Met. Powder Rep. 2018, 73, 80–86. [Google Scholar] [CrossRef]
- Cannella, E.; Nielsen, C.V.; Bay, N. Process Investigation and Mechanical Properties of Electro Sinter Forged (ESF) Titanium Discs. Int. J. Adv. Manuf. Technol. 2019, 104, 1985–1998. [Google Scholar] [CrossRef]
- Ternero, F.; Astacio, R.; Caballero, E.S.; Cuevas, F.G.; Montes, J.M. Influence of Processing Parameters on the Conduct of Electrical Resistance Sintering of Iron Powders. Metals 2020, 10, 540. [Google Scholar] [CrossRef]
- Deng, H.; Dong, J.; Boi, F.; Saunders, T.; Hu, C.; Grasso, S. Magnetic Field Generated during Electric Current-Assisted Sintering: From Health and Safety Issues to Lorentz Force Effects. Metals 2020, 10, 1653. [Google Scholar] [CrossRef]
- Montes, J.M.; Cuevas, F.G.; Reina, F.J.V.; Ternero, F.; Astacio, R.; Caballero, E.S.; Cintas, J. Modelling and Simulation of the Electrical Resistance Sintering Process of Iron Powders. Met. Mater. Int. 2020, 26, 1045–1059. [Google Scholar] [CrossRef]
- MPIF Standard 4. Determination of Apparent Density of Free-Flowing Metal Powders Using the Hall Apparatus. In Standard Test Methods for Metal Powders and Powder Metallurgy Products; Metal Powder Industries Federation (MPIF): Princeton, NJ, USA, 2016. [Google Scholar]
- MPIF Standard 46. Determination of tap density of metal powders. In Standard Test Methods for Metal Powders and Powder Metallurgy Products; Metal Powder Industries Federation (MPIF): Princeton, NJ, USA, 2016. [Google Scholar]
- Montes, J.M.; Cuevas, F.; Ternero, F.; Astacio, R.; Caballero, E.S.; Cintas, J. Medium-frequency electrical resistance sintering of oxidized C.P. iron powder. Metals 2018, 8, 426. [Google Scholar] [CrossRef] [Green Version]
- Ugarteche, C.V.; Furlan, K.P.; Pereira, R.V.; Tringade, G.; Binder, R.; Binder, C.; Klein, A.N. Effect of microstructure on the thermal properties of sintered iron-copper composites. Mater. Res. 2015, 18, 1176–1182. [Google Scholar] [CrossRef] [Green Version]
- Bardhan, P.K.; Patra, S.; Sutradhar, G. Analysis of density of sintered iron powder component using the response surface method. Mater. Sci. Appl. 2010, 1, 152–157. [Google Scholar] [CrossRef]
- Uhlir, A.J. The potentials of infinite systems of sources and numerical solutions of problems in semiconductor engineering. Bell Syst. Tech. J. 1955, 34, 105–128. [Google Scholar] [CrossRef]
- ASTM A773/A773M-21. Standard Test Method for Direct Current Magnetic Properties of Low Coercivity Magnetic Materials Using Hysteresigraphs; ASTM International: West Conshohocken, PA, USA, 2021. [Google Scholar]
- ISO Standard ISO 6507-1:2018. Metallic Materials-Vickers Hardness Test-Part 1: Test. Method; European Committee for Standardization (CEN): Brussels, Belgium, 2018. [Google Scholar]
- Montes, J.M.; Cuevas, F.G.; Cintas, J.; Ternero, F.; Caballero, E.S. Electrical resistivity of powdered porous compacts. In Electrical and Electronic Properties of Materials; Alam, M.K., Ed.; IntechOpen: London, UK, 2018. [Google Scholar]
- Ternero, F.; Rosa, L.G.; Urban, P.; Montes, J.M.; Cuevas, F.G. Influence of the Total Porosity on the Properties of Sintered Materials—A Review. Metals 2021, 11, 730. [Google Scholar] [CrossRef]
- Burrows, C.W. Correlation of the Magnetic and Mechanical Properties of Steel (Classic Reprint); Forgotten Books: London, UK, 2018. [Google Scholar]
- Dorogina, G.A.; Kuznetsov, I.A.; Balakirev, V.F. Physical properties of sintered specimens of powder iron of different purity. Met. Sci. Heat Treat. 2014, 56, 108–110. [Google Scholar] [CrossRef]
- Lenel, F.V. Magnetic applications. In Metals Handbook Ninth Edition, Volume 7, Powder Metallurgy, Section Powder Systems and Applications; ASM International: Russell, OH, USA, 1984; Volume 7, pp. 638–645. [Google Scholar]
- Jangg, G.; Drozda, M.; Danninger, H.; Nad, R.E. Magnetic properties of sintered iron: The influence of porosity on the magnetic properties of sintered iron. Powder Metall. Int. 1983, 15, 173–177. [Google Scholar]
- Steinitz, R. Magnetic properties of iron compacts in relation to sintering temperatures. J. Appl. Phys. 1949, 20, 712–714. [Google Scholar] [CrossRef]
- Chang, C.R.; Shyu, J.P. Interaction energy among pores within porous particles. J. Magn. Magn. Mater. 1992, 104-107, 1543–1544. [Google Scholar] [CrossRef]
- Chang, C.R.; Shyu, J.P. Particle interaction and coercivity for acicular particles. J. Magn. Magn. Mater. 1993, 120, 197–199. [Google Scholar] [CrossRef]
- Lashgari, H.R.; Chu, D.; Xie, S.; Sun, H.; Ferry, M.; Li, S. Composition dependence of the microstructure and soft magnetic properties of Fe-based amorphous/nanocrystalline alloys: A review study. J. Non-Cryst. Solids 2014, 391, 61–82. [Google Scholar] [CrossRef]
- Biesuz, M.; Saunders, T.; Ke, D.; Reece, M.J.; Hu, C.; Grasso, S. A review of electromagnetic processing of materials (EPM): Heating, sintering, joining and forming. J. Mater. Sci. Technol. 2021, 69, 239–272. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heating Time (ms) | ||||
|---|---|---|---|---|
| 400 | 700 | 1000 | ||
| Intensity (kA) | 6 | 0.30 ± 0.02 | 0.28 ± 0.01 | 0.24 ± 0.01 |
| 8 | 0.19 ± 0.02 | 0.16 ± 0.02 | 0.13 ± 0.01 | |
| 10 | 0.12 ± 0.02 | 0.08 ± 0.01 | 0.06 ± 0.01 | |
| Heating Time (ms) | ||||
|---|---|---|---|---|
| 400 | 700 | 1000 | ||
| Intensity (kA) | 6 | 0.35 ± 0.01 | 0.42 ± 0.02 | 0.53 ± 0.04 |
| 8 | 0.57 ± 0.03 | 0.60 ± 0.05 | 0.74 ± 0.04 | |
| 10 | 0.70 ± 0.04 | 0.72 ± 0.05 | 0.82 ± 0.05 | |
| Heating Time (ms) | ||||
|---|---|---|---|---|
| 400 | 700 | 1000 | ||
| Intensity (kA) | 6 | 37 ± 9 | 45 ± 8 | 58 ± 9 |
| 8 | 61 ± 16 | 76 ± 9 | 80 ± 5 | |
| 10 | 81 ± 9 | 85 ± 5 | 90 ± 6 | |
| Heating Time (ms) | ||||
|---|---|---|---|---|
| 400 | 700 | 1000 | ||
| Intensity (kA) | 6 | (4.82 ± 0.4) × 10−7 | (3.88 ± 0.3) × 10−7 | (3.32 ± 0.4) × 10−7 |
| 8 | (2.56 ± 0.2) × 10−7 | (1.88 ± 0.1) × 10−7 | (1.76 ± 0.1) × 10−7 | |
| 10 | (1.82 ± 0.1) × 10−7 | (1.65 ± 0.2) × 10−7 | (1.54 ± 0.2) × 10−7 | |
| Material | Magnetic Property | ||
|---|---|---|---|
| Bmax (T) | BR (T) | HC (A/m) | |
| 6 kA/400 ms (ΘF = 0.30) | 0.55 ± 0.08 | 0.37 ± 0.08 | 342 ± 16 |
| 6 kA/700 ms (ΘF = 0.28) | 0.52 ± 0.07 | 0.36 ± 0.07 | 330 ± 15 |
| 6 kA/1000 ms (ΘF = 0.24) | 0.80 ± 0.06 | 0.49 ± 0.06 | 299 ± 12 |
| 8 kA/400 ms (ΘF = 0.19) | 1.05 ± 0.07 | 0.68 ± 0.03 | 233 ± 12 |
| 8 kA/700 ms (ΘF = 0.16) | 1.01 ± 0.08 | 0.75 ± 0.02 | 245 ± 12 |
| 8 kA/1000 ms (ΘF = 0.13) | 1.09 ± 0.08 | 0.81 ± 0.06 | 205 ± 9 |
| 10 kA/400 ms (ΘF = 0.12) | 1.24 ± 0.08 | 0.90 ± 0.04 | 212 ± 10 |
| 10 kA/700 ms (ΘF = 0.08) | 1.26 ± 0.10 | 0.99 ± 0.06 | 176 ± 9 |
| 10 kA/1000 ms (ΘF = 0.06) | 1.50 ± 0.11 | 1.12 ± 0.07 | 161 ± 13 |
| Conventional (ΘF = 0.15) | 1.04 ± 0.04 | 0.86 ± 0.04 | 198 ± 5 |
| Fully dense (ΘF = 0.02) | 1.55 ± 0.03 | 1.16 ± 0.05 | 115 ± 5 |
| Linear Law, Equation (5) | Percolation Law, Equation (6) | ||||||
|---|---|---|---|---|---|---|---|
| p0 | m | R2 | p0 | ΘM | n | R2 | |
| Bmax (T) | 1.6381 | −3.6856 | 0.9625 | 1.6839 | 0.673 | 1.8135 | 0.9553 |
| BR (T) | 1.2481 | −3.0649 | 0.9872 | 1.3033 | 0.673 | 2.1099 | 0.9816 |
| Hc (A/m) | 108.8670 | 777.6844 | 0.9795 | 130.0021 | 0.673 | −1.7452 | 0.9192 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Astacio, R.; Ternero, F.; Cintas, J.; Cuevas, F.G.; Montes, J.M. Medium-Frequency Electrical Resistance Sintering of Soft Magnetic Powder Metallurgy Iron Parts. Metals 2021, 11, 994. https://doi.org/10.3390/met11060994
Astacio R, Ternero F, Cintas J, Cuevas FG, Montes JM. Medium-Frequency Electrical Resistance Sintering of Soft Magnetic Powder Metallurgy Iron Parts. Metals. 2021; 11(6):994. https://doi.org/10.3390/met11060994
Chicago/Turabian StyleAstacio, Raquel, Fátima Ternero, Jesús Cintas, Francisco G. Cuevas, and Juan Manuel Montes. 2021. "Medium-Frequency Electrical Resistance Sintering of Soft Magnetic Powder Metallurgy Iron Parts" Metals 11, no. 6: 994. https://doi.org/10.3390/met11060994
APA StyleAstacio, R., Ternero, F., Cintas, J., Cuevas, F. G., & Montes, J. M. (2021). Medium-Frequency Electrical Resistance Sintering of Soft Magnetic Powder Metallurgy Iron Parts. Metals, 11(6), 994. https://doi.org/10.3390/met11060994