
Residue Valorization in the Iron and Steel Industries: Sustainable Solutions for a Cleaner and More Competitive Future Europe


 ,
,  ,
, 
 ,
,  , , ,
, , ,  ,
, 
Abstract
:1. Introduction
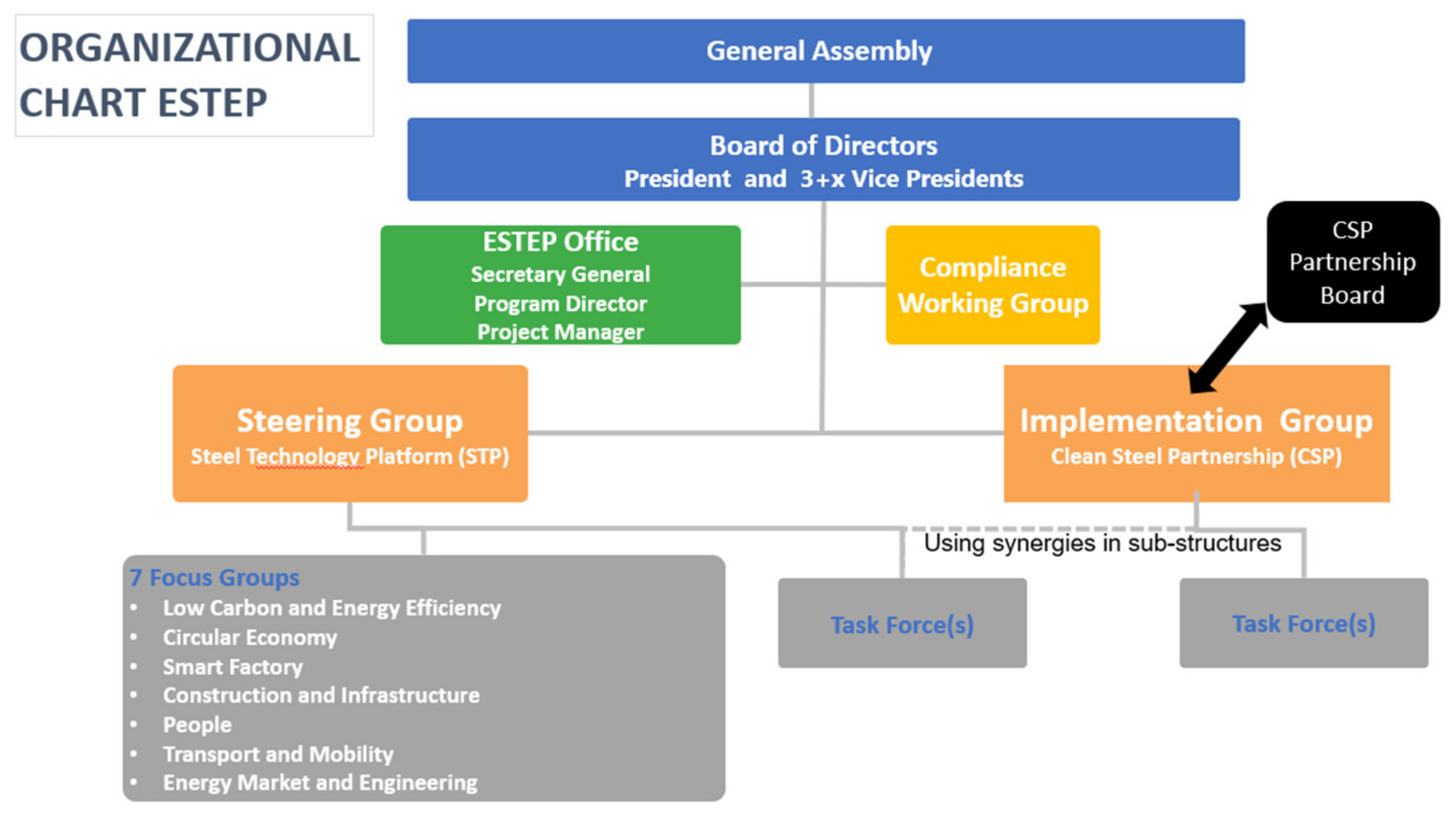
1.1. ESTEP at a Glance
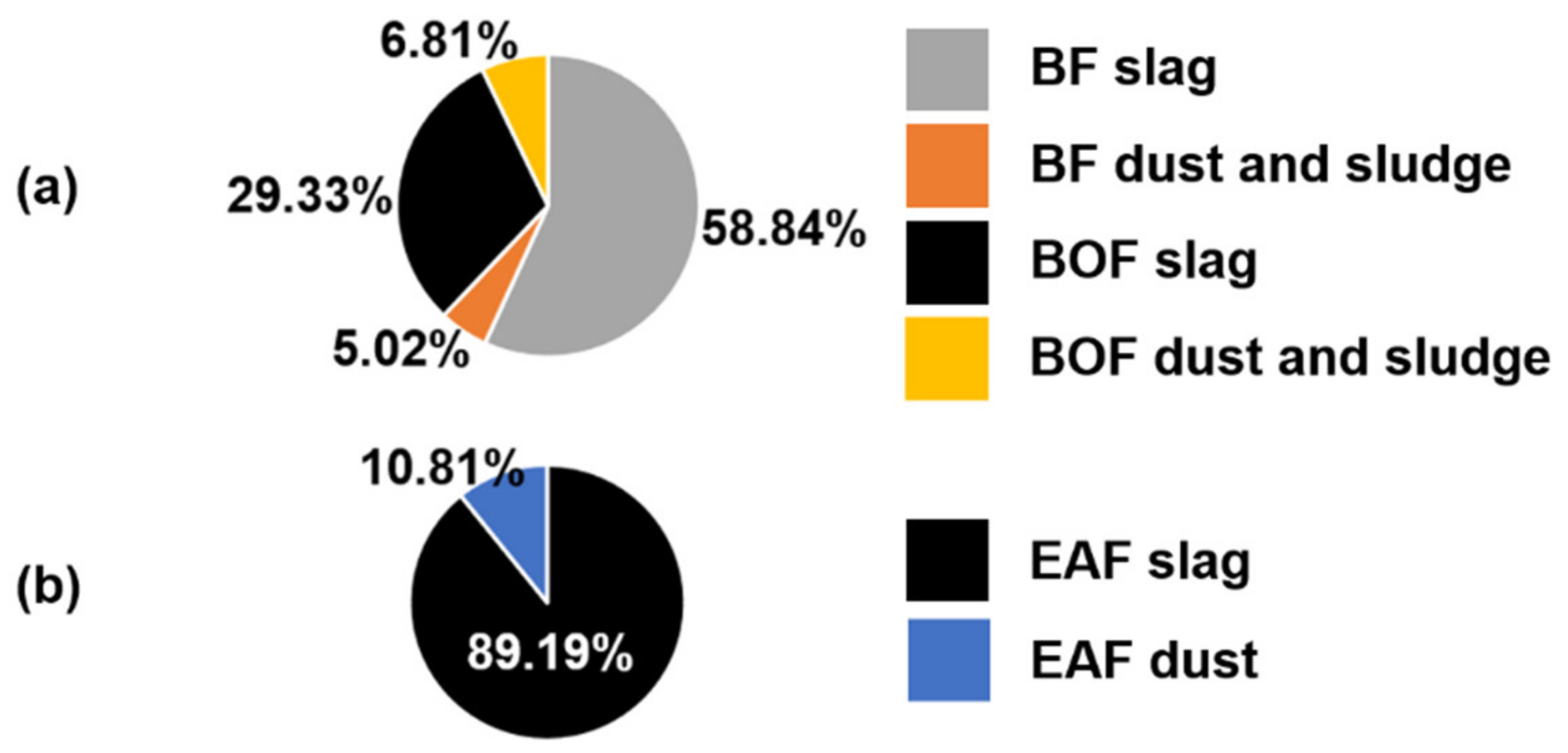
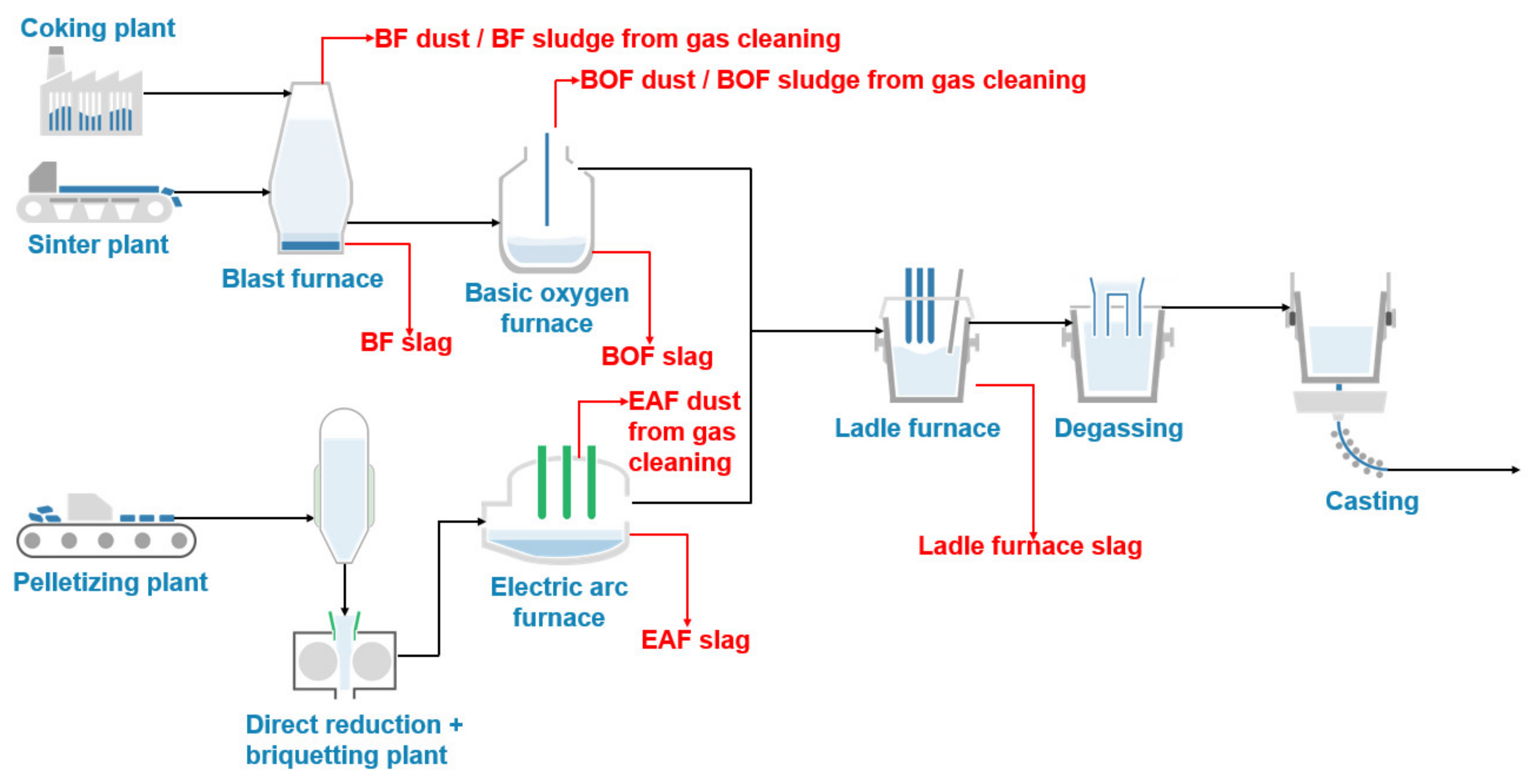
1.2. Steelmaking by-Product Generation within the European Union
2. Methods for CE Approaches
2.1. Valorization of Steelmaking Residues
2.1.1. Pyrometallurgical Processes
2.1.2. Hydrometallurgical Residue Treatment
2.1.3. Mechanical Processes
2.1.4. Slag Valorization
2.2. Secondary Sources from Non-Steel Sectors
2.3. Good Practice Examples for Supply Chain Analysis and Industrial Symbiosis
3. Current Technological Development Status and Future Challenges
- TRL1—Basic principles observed;
- TRL2—Technology concept formulated;
- TRL3—Experimental proof of concept;
- TRL4—Technology validated in a lab;
- TRL5—Technology validated in a relevant environment (industrially relevant environment in the case of key enabling technologies);
- TRL6—Technology demonstrated in a relevant environment (industrially relevant environment in the case of key enabling technologies);
- TRL7—System prototype demonstration in an operational environment
- TRL8—System complete and qualified;
- TRL9—Actual system demonstrated in an operational environment (competitive manufacturing in the case of key enabling technologies).
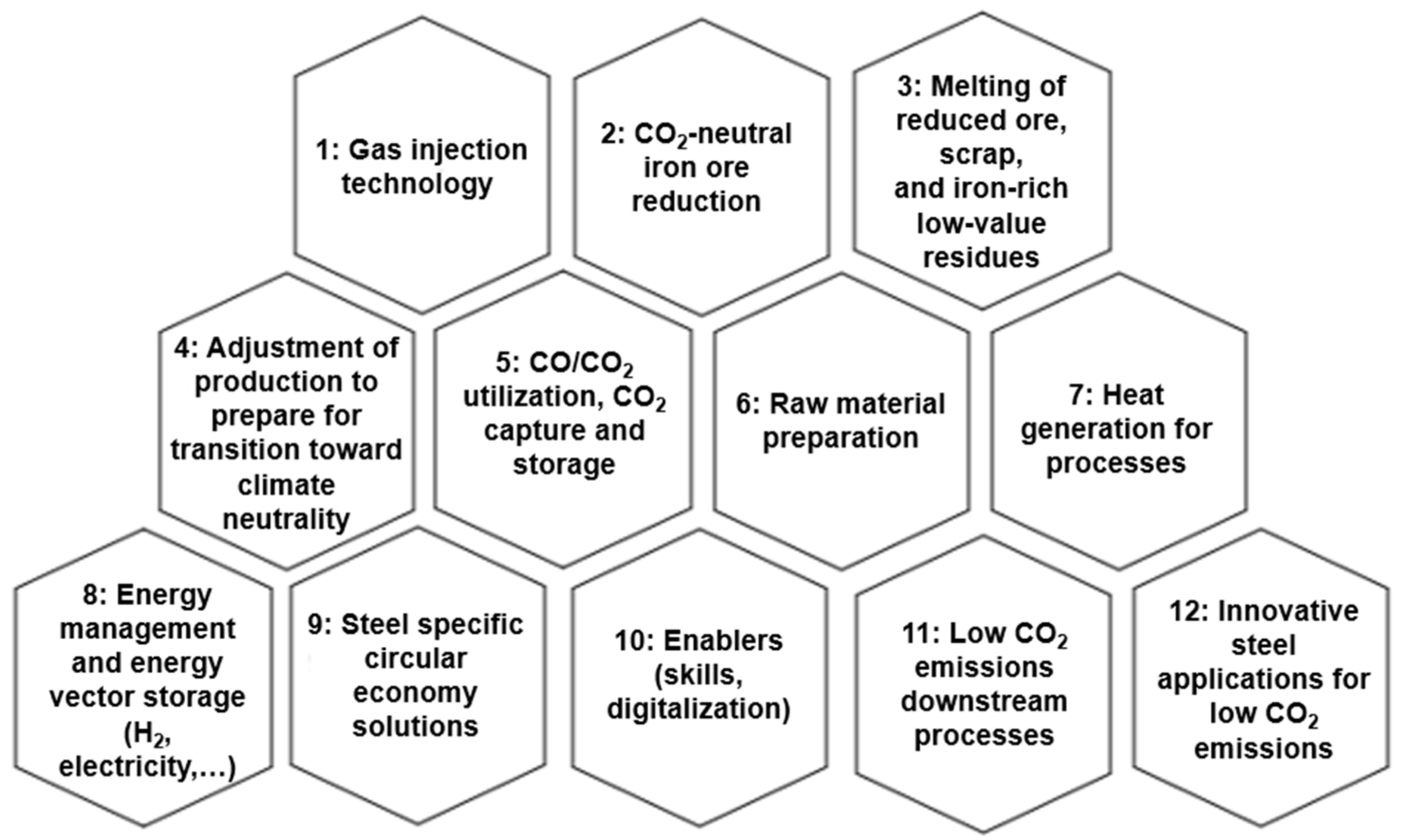
4. Circular Economy in the European Clean Steel Partnership
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- European Steel Technology Platform (ESTEP). Clean Steel Partnership Roadmap. 2020. Available online: https://www.estep.eu/assets/Uploads/200715-CSP-Roadmap-version-public-consultation.pdf (accessed on 16 May 2021).
- European Commission. A New Circular Economy Action Plan for A Cleaner and More Competitive Europe. 2020. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:52020DC0098&from=EN (accessed on 16 May 2021).
- European Commission. The European Green Deal. 2019. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:52019DC0640&from=DE (accessed on 16 May 2021).
- European Steel Technology Platform ESTEP. Available online: https://www.estep.eu/ (accessed on 19 May 2021).
- World Steel Association. World Steel in Figures. 2020. Available online: https://www.worldsteel.org/en/dam/jcr:f7982217-cfde-4fdc-8ba0-795ed807f513/World%2520Steel%2520in%2520Figures%25202020i.pdf (accessed on 16 May 2021).
- Remus, R.; Aguado Monsonet, M.A.; Roudier, S.; Delgado Sancho, L. Best Available Techniques (BAT) Reference Document for Iron and Steel Production. 2013. Available online: https://eippcb.jrc.ec.europa.eu/sites/default/files/2019-11/IS_Adopted_03_2012.pdf (accessed on 16 May 2021).
- Das, B.; Prakash, S.; Reddy, P.S.R.; Misra, V.N. An overview of utilization of slag and sludge from steel industries. Res. Cons. Rec. 2007, 50, 40–57. [Google Scholar] [CrossRef]
- Lobato, N.C.C.; Villegas, E.A. Management of solid wastes from steelmaking and galvanizing processes: A brief review. Res. Cons. Rec. 2015, 102, 49–57. [Google Scholar] [CrossRef]
- Sadek, D.M. Effect of cooling technique of blast furnace slag on the thermal behaviour of solid cement bricks. J. Clean. Prod. 2014, 79, 134–141. [Google Scholar] [CrossRef]
- Gurtubay, L.; Gallastegui, G.; Elias, A.; Rojo, N. Accelerated ageing of an EAF black slag by carbonation and percolation for long-term behaviour assessment. J. Env. Manag. 2014, 140, 45–50. [Google Scholar] [CrossRef] [PubMed]
- Braconi, A. EU Green Deal & the New EU Circular Economy Action Plan. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future EUROPE, Virtual Workshop, ESTEP, Brussels, Belgium, 6 November 2020. [Google Scholar]
- Colla, V.; Branca, T.; Morillon, A.; Algermissen, D.; Granbom, H.; Rosendahl, S.; Martini, U.; Pietruck, R.; Snaet, D. Dissemination of results of the European projects dealing with reuse and recycling of by products in the steel sector—REUSteel: An overview. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future EUROPE, Virtual Workshop, ESTEP, Brussels, Belgium, 6 November 2020. [Google Scholar]
- Branca, T.A.; Colla, V.; Algermissen, D.; Granbom, H.; Martini, U.; Morillon, A.; Pietruck, R.; Rosendahl, S. Reuse and recycling of by-products in the steel sector: Recent achievements paving the way to circular economy and industrial symbiosis in Europe. Metals 2020, 10, 345. [Google Scholar] [CrossRef] [Green Version]
- Matino, I.; Branca, T.; Colla, V. Addressing the right by-product recovery steps in steelmaking chain: Support tools for slag recovery, recycle and reuse. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future EUROPE, Virtual Workshop, ESTEP, Brussels, Belgium, 6 November 2020. [Google Scholar]
- Panizza, A.; Brondi, C. Lighthouse Plant “Acciaio 4.0”: An example of integrating environmental aspects in the production process. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future EUROPE, Virtual Workshop, ESTEP, Brussels, Belgium, 6 November 2020. [Google Scholar]
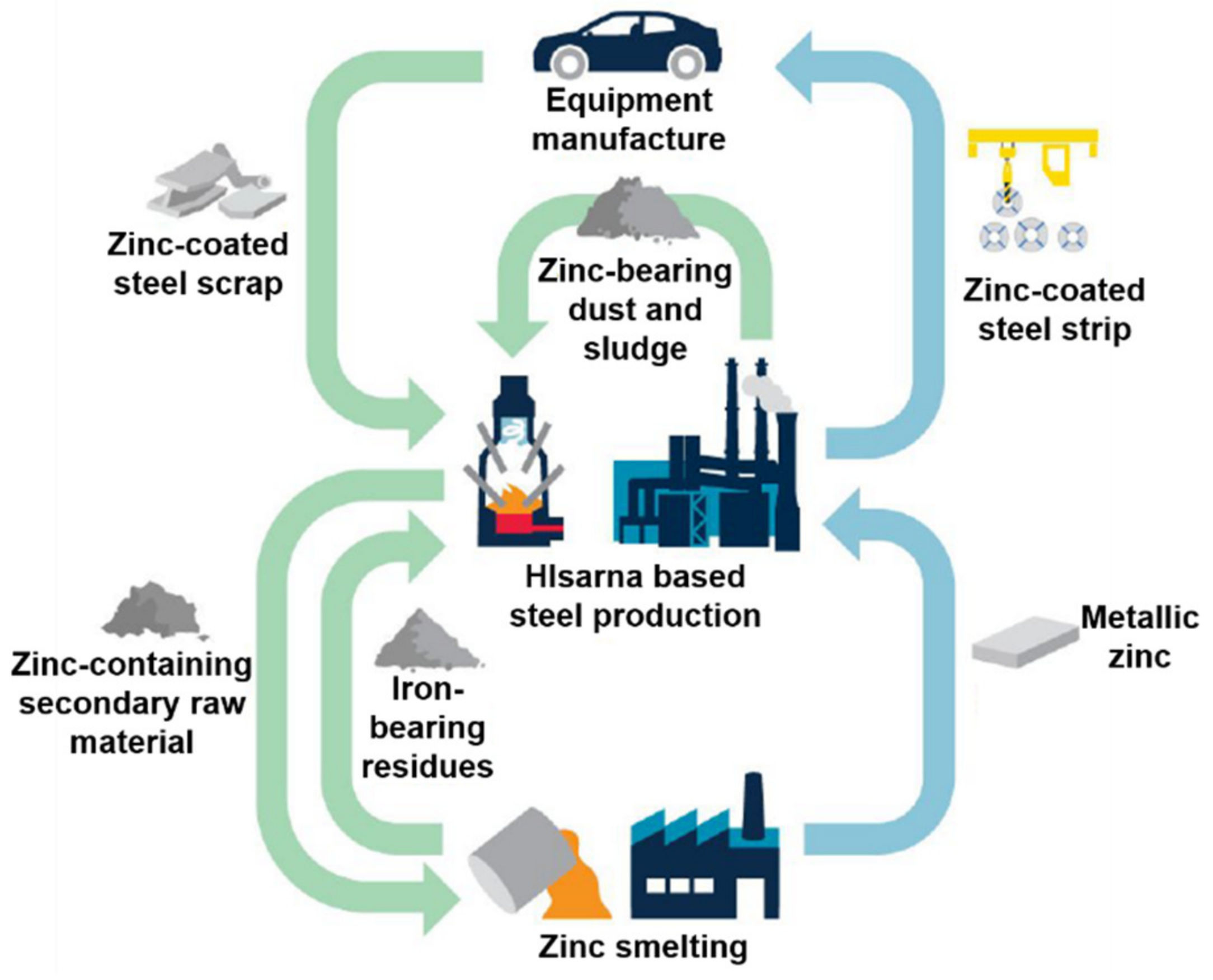
- Hage, J.; Wang, X.; Ho, H.T.; Ouwehand, M.; Blaffart, F.; Vanderheyden, B. Metal recovery from secondary raw materials through the HIsarna process—The ReclaMet project. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future EUROPE, Virtual Workshop, ESTEP, Brussels, Belgium, 13 November 2020. [Google Scholar]
- Tata Steel Europe. HIsarna—Building A Sustainable Steel Industry, HIsarna Factsheet 2/2020. Available online: https://www.tatasteeleurope.com/ts/sites/default/files/TS%20Factsheet%20Hisarna%20ENG%20jan2020%20Vfinal03%204%20pag%20digital.pdf (accessed on 16 June 2021).
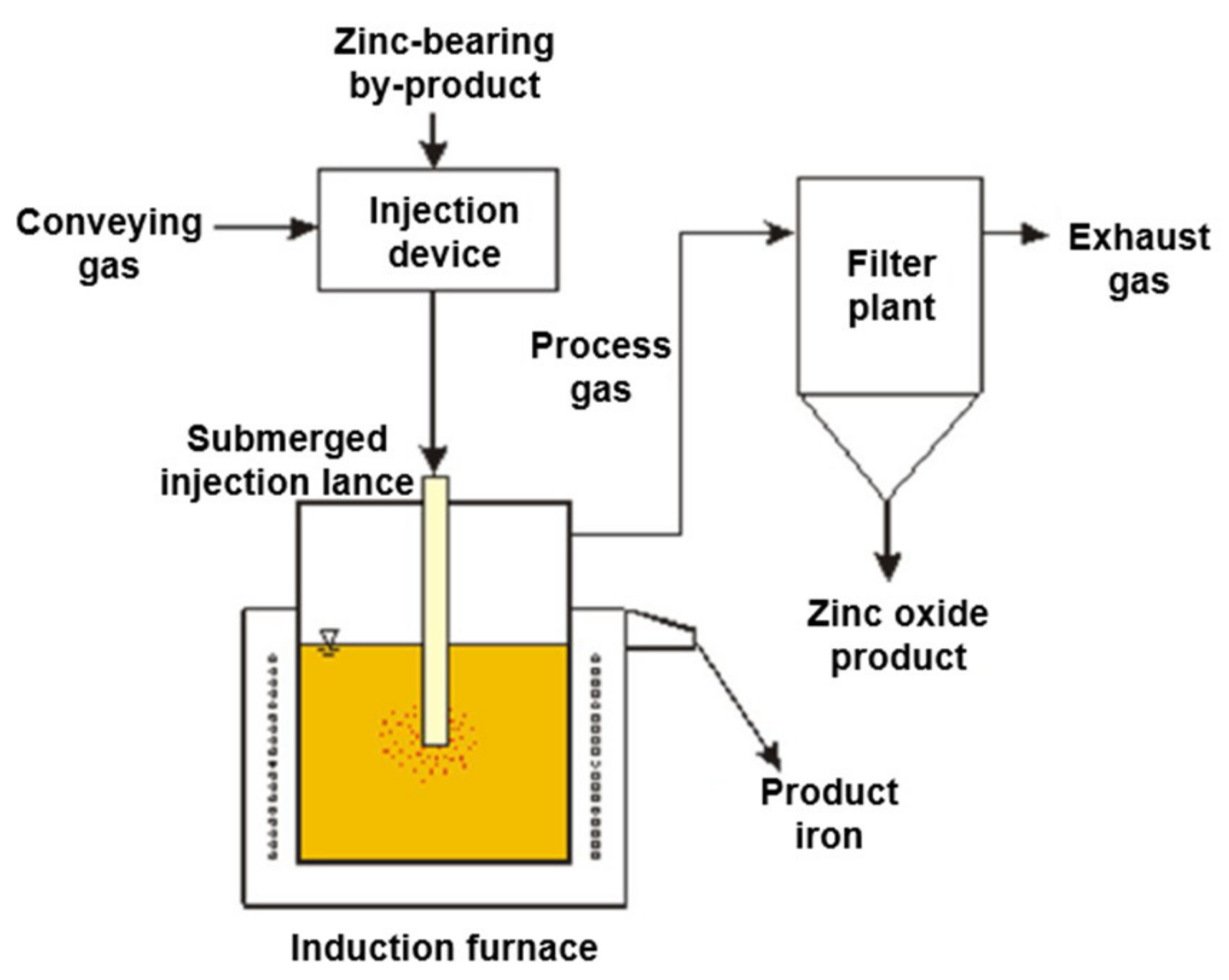
- Stubbe, G. Melt bath injection for recovery of zinc and iron from zinc and/or iron containing residues. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 13 November 2020. [Google Scholar]
- Rieger, J.; Reiter, W.; Raupenstrauch, H.; Lohmeier, L.; Schröder, H.-W.; Thaler, C. Solutions for internal recycling of steelmaking dusts and sludges. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 13 November 2020. [Google Scholar]
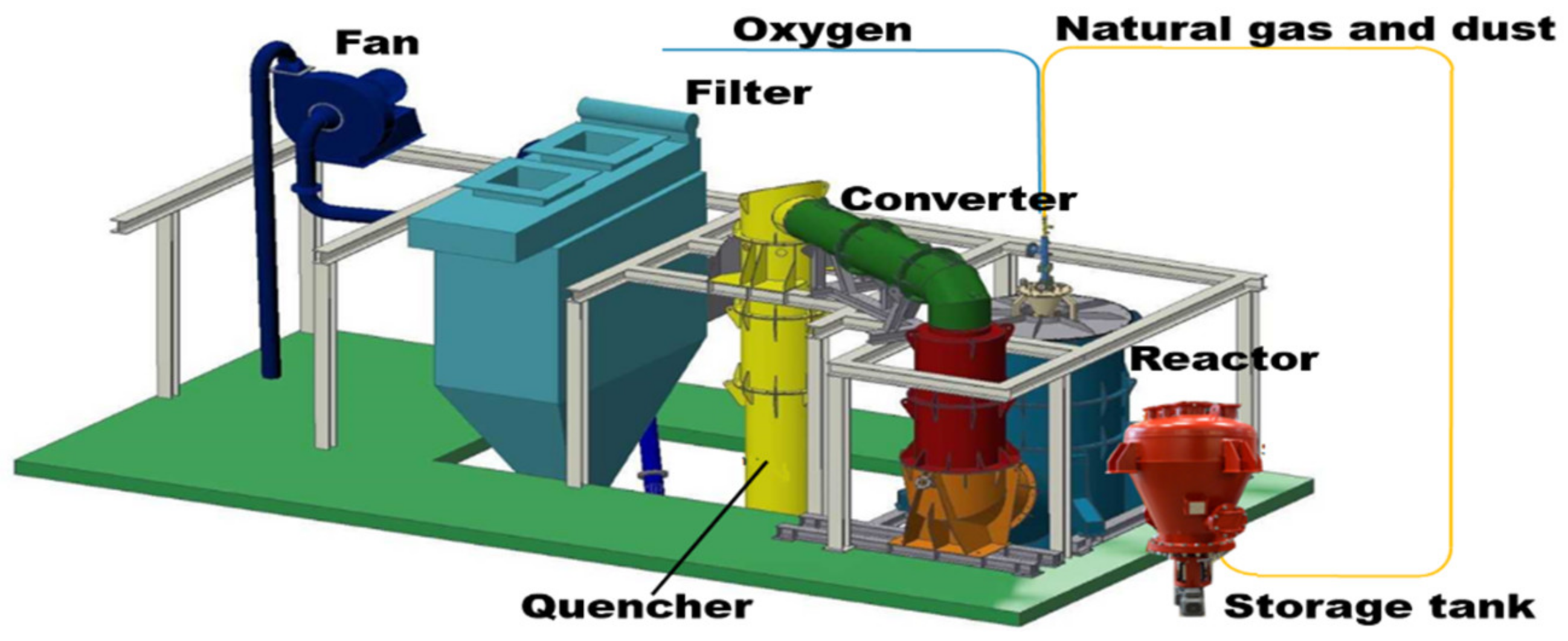
- Reiter, W.; Lasser, M.; Rieger, J.; Raupenstrauch, H.; Tappeiner, T. The RecoDust process—Treatment of zinc rich steel mill dusts and other residues from integrated steel plants. BHM Berg Huettenmaennische Mon. 2020, 165, 297. [Google Scholar] [CrossRef]
- Reiter, W.; Rieger, J.; Lasser, M.; Raupenstrauch, H.; Tappeiner, T. The RecoDust process—Up-scale of a pilot plant. St. Res. Int. 2020, 91, 2000191. [Google Scholar] [CrossRef]
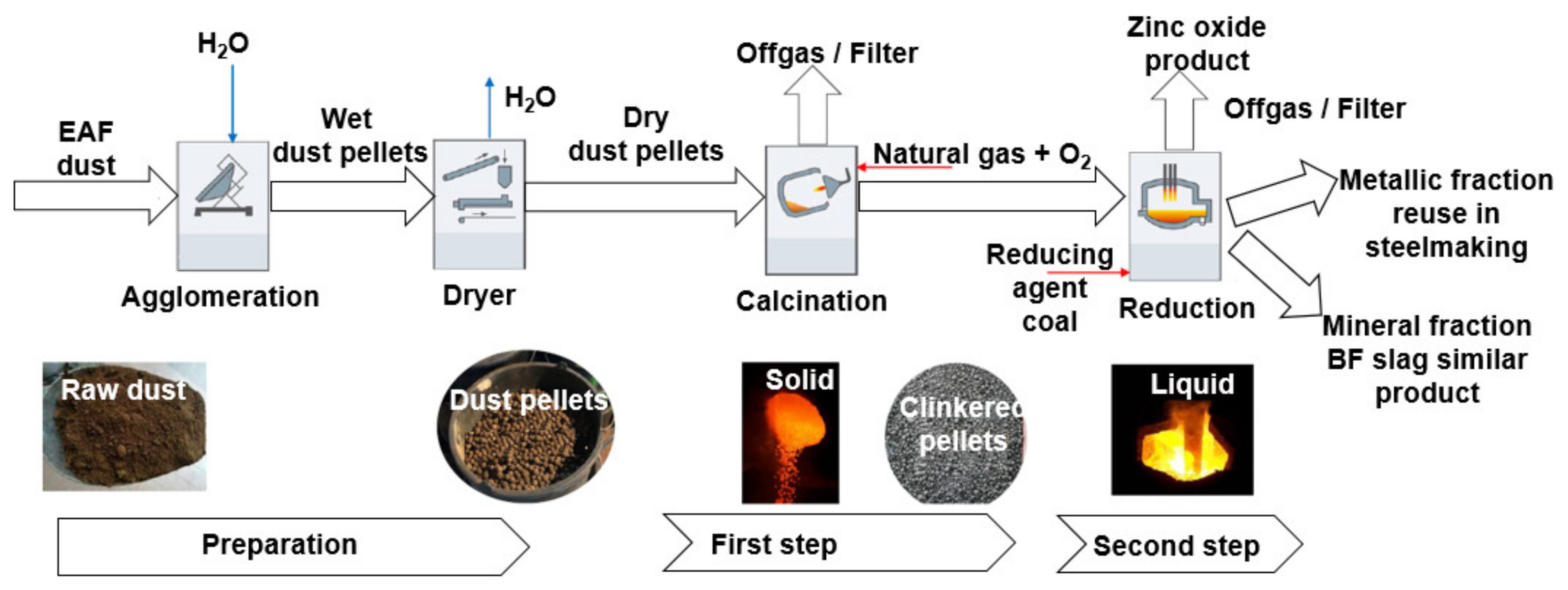
- Auer, M.; Antrekowitsch, J. Alternative solutions for the recycling of steel mill Dust using the 2sDR-process. In Mineralische Nebenprodukte und Abfälle—Aschen, Schlacken, Stäube und Baurestmassen, 7th ed.; Thomé-Kozmiensky, K., Ed.; TK Verlag: Neuruppin, Germany, 2020; pp. 222–231. [Google Scholar]
- Voraberger, B.; Antrekowitsch, J.; Auer, M.; Pastucha, K.; Dieguez-Salgado, U.; Fleischanderl, A.; Wimmer, G. 2sDR—An innovative, zero waste two step dust recycling process. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP 2020, Brussels, Belgium, 13 November 2020. [Google Scholar]
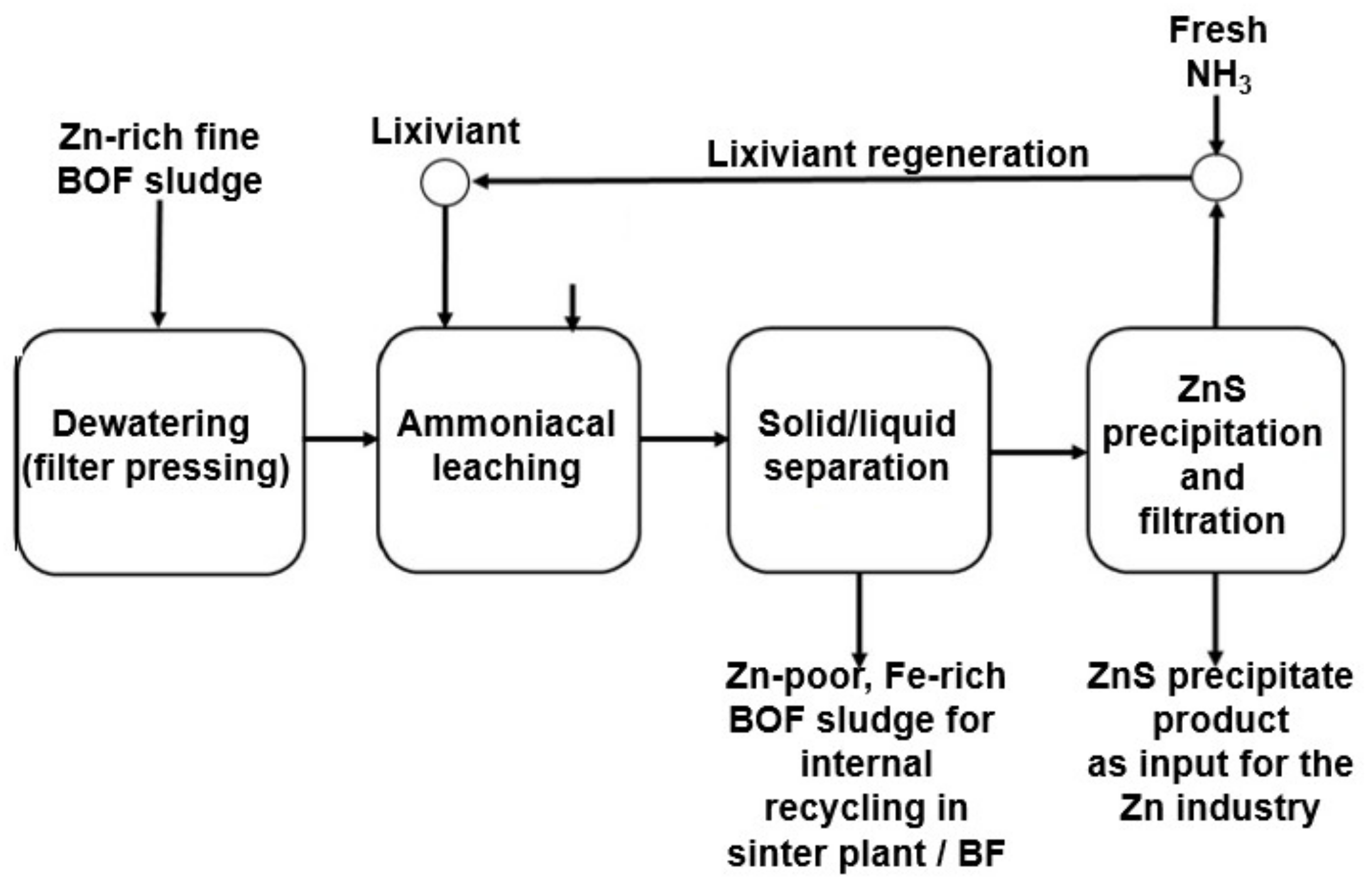
- Rodriguez, N.; Gijsemans, L.; Bussé, J.; Roosen, J.; Önal, M.; Masaguer, V.; Manjón, A.; Jones, P.; Binnemans, K. Selective removal of zinc from BOF sludge by leaching with mixtures of ammonia and ammonium carbonate. J. Sus. Met. 2020, 6, 680–690. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.; Manjón, A.; Masaguer, V. Hydrometallurgical processes for the recovery of metals from steel industry by-products: A critical review. J. Sus. Met. 2020, 6, 505–540. [Google Scholar] [CrossRef]
- Masaguer, V. Selective ammoniacal extraction process for valorizing Zn-rich BOF sludges (SAMEX). In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 13 November 2020. [Google Scholar]
- Lohmeier, L.; Thaler, C.; Harris, C.; Wollenberg, R.; Schröder, H.-W. Briquetting of fine-grained residues from iron and steel production using organic and inorganic binders. St. Res. Int. 2020, 91, 2000238. [Google Scholar] [CrossRef]
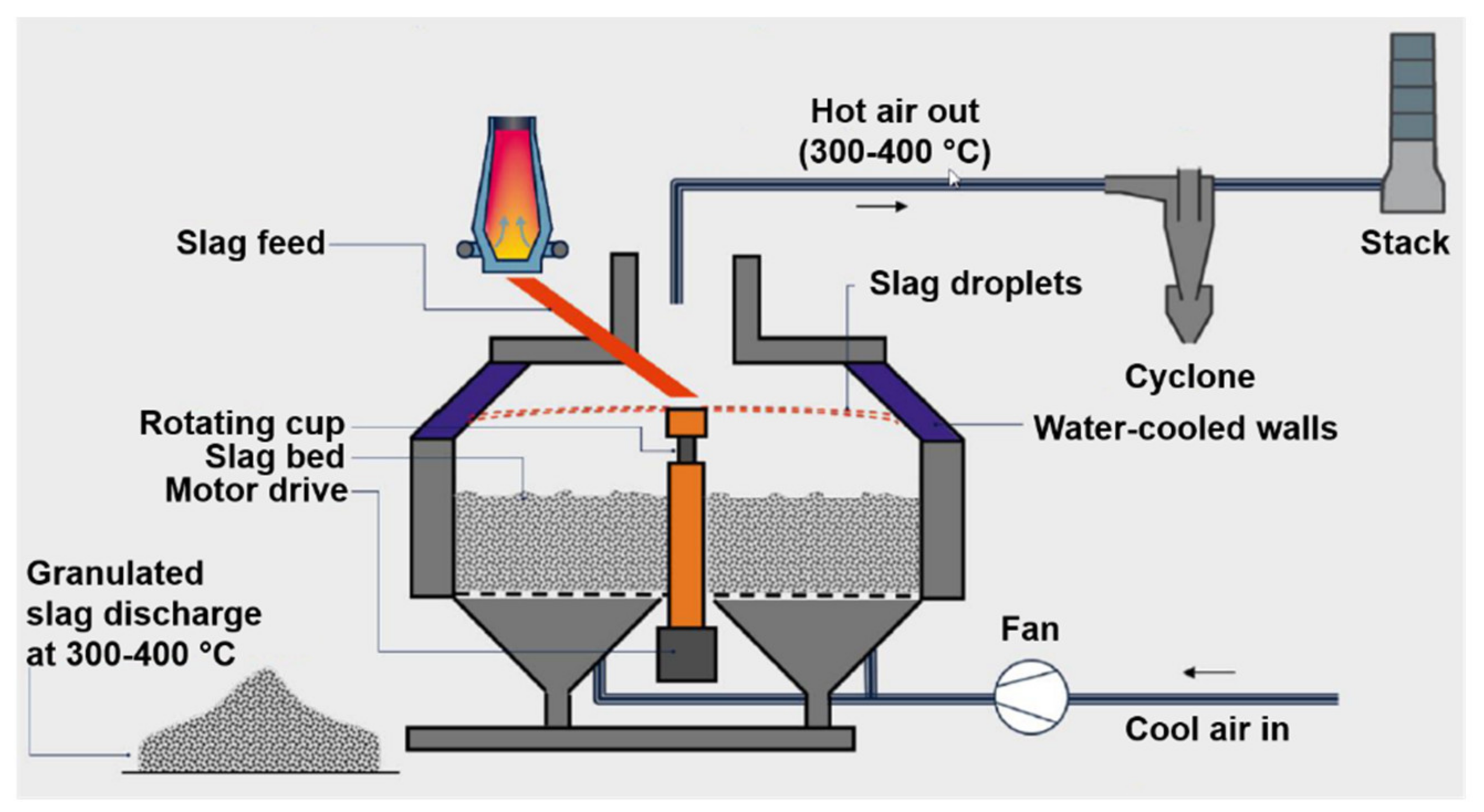
- Guzzon, M. Tenova wet and dry granulation technologies to valorize steelmaking slag as green raw material. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 27 November 2020. [Google Scholar]
- Fenzl, T. Final development step before to commercialize the Dry Slag Granulation technology. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 27 November 2020. [Google Scholar]
- Fleischanderl, A.; Fenzl, T.; Neuhold, R. Dry slag granulation for slag and sand production and heat recovery—Development status of the pilot plant at Blast Furnace A at voestalpine. In Mineralische Nebenprodukte und Abfälle—Aschen, Schlacken, Stäube und Baurestmassen, 6th ed.; Thomé-Kozmiensky, K., Ed.; TK Verlag: Neuruppin, Germany, 2019; pp. 228–245. [Google Scholar]
- Branca, T.A.; Pistocchi, C.; Colla, V.; Ragaglini, G.; Amato, A.; Tozzini, C.; Mudersbach, D.; Morillon, A.; Rex, M.; Romaniello, L. Investigation of (BOF) converter slag use for agriculture in Europe. Rev. Métallurgie Int. J. Metall. 2014, 111, 155–167. [Google Scholar]
- Branca, T.; Colla, V.; Algermissen, D.; Morillon, A. The use of steel slags for agriculture purposes. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 27 November 2020. [Google Scholar]
- Pistocchi, C.; Ragaglini, G.; Colla, V.; Branca, T.A.; Tozzini, C.; Romaniello, L. Exchangeable sodium percentage decrease in saline sodic soil after basic oxygen furnace slag application in a lysimeter trial. J. Environ. Manag. 2017, 203, 896–906. [Google Scholar] [CrossRef] [PubMed]
- Ghafoor, A.; Gill, M.; Hassan, A.; Murtaza, G.; Qadir, M. Gypsum: An economical amendment for amelioration of saline-sodic waters and soils, and for improving crop yields. Int. J. Agric. Biol. Pak. 2001, 3, 266–275. [Google Scholar]
- Algermissen, D. New sectors for EAF slag applications. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 27 November 2020. [Google Scholar]
- Corbella, M.; Stagnioli, P. Slag production and treatment in the future of green steelmaking. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 27 November 2020. [Google Scholar]
- Poveromo, J.J. Outlook for DR grade pellet supply for DRI shaft furnace processes. In Proceedings of the Steel Times International Webinar on Direct Reduction, Virtual Webinar, 27 October 2020; Quartz Business, Media: Redhill, UK, 2020. [Google Scholar]
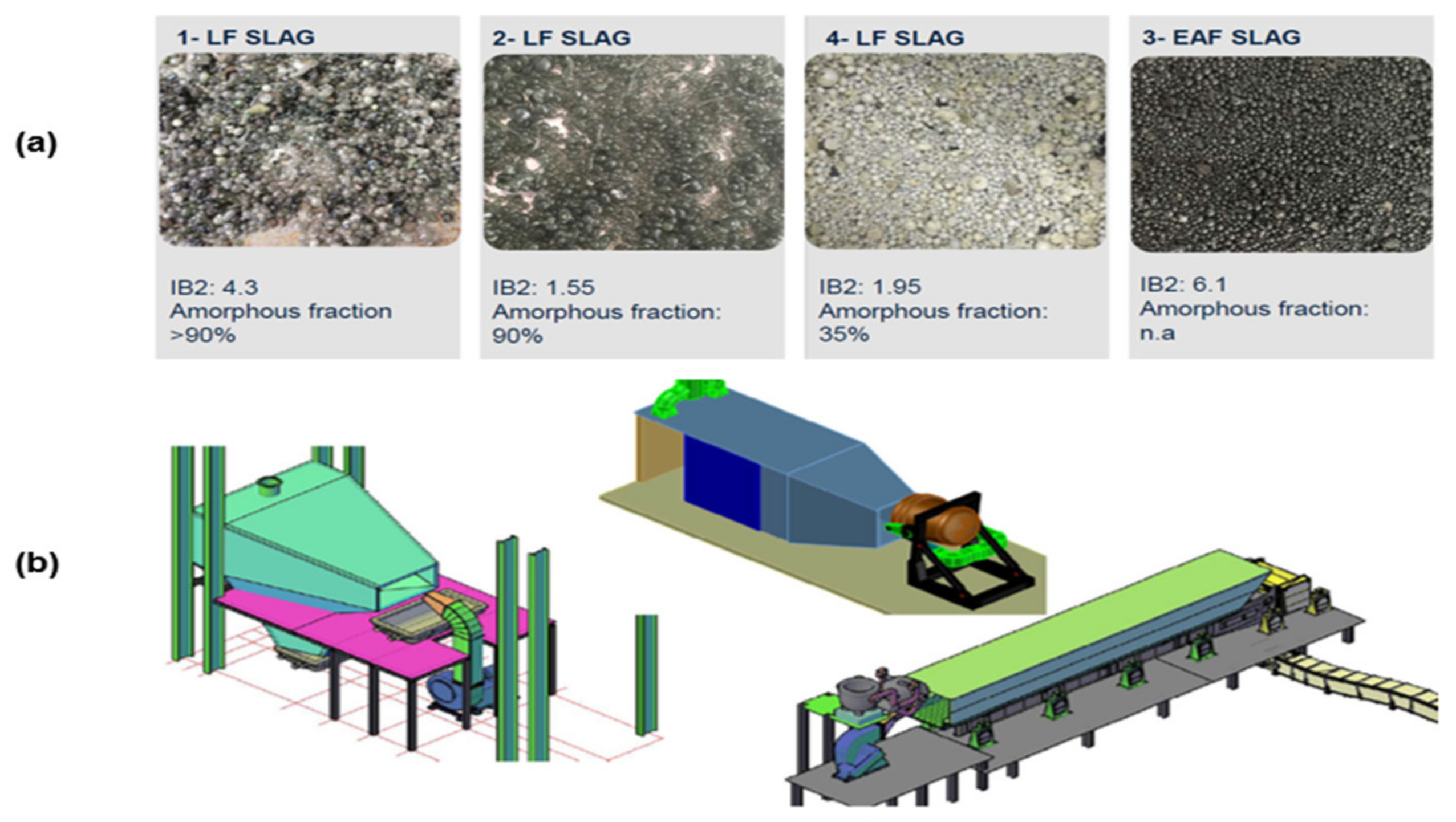
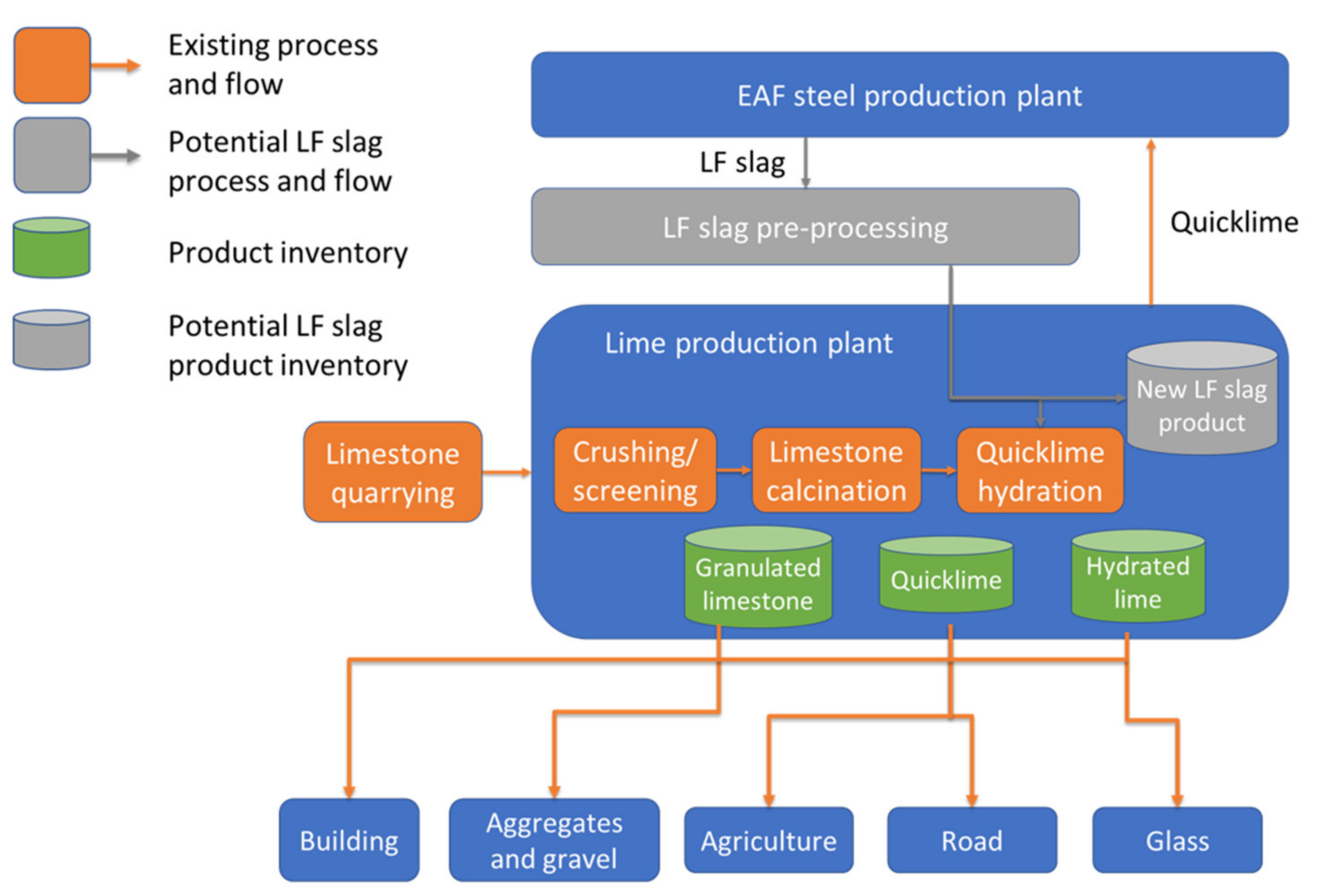
- Falsafi, M.; Fornasiero, R. Studying the innovative applications for the valorisation of white slag in the lime value chain. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 27 November 2020. [Google Scholar]
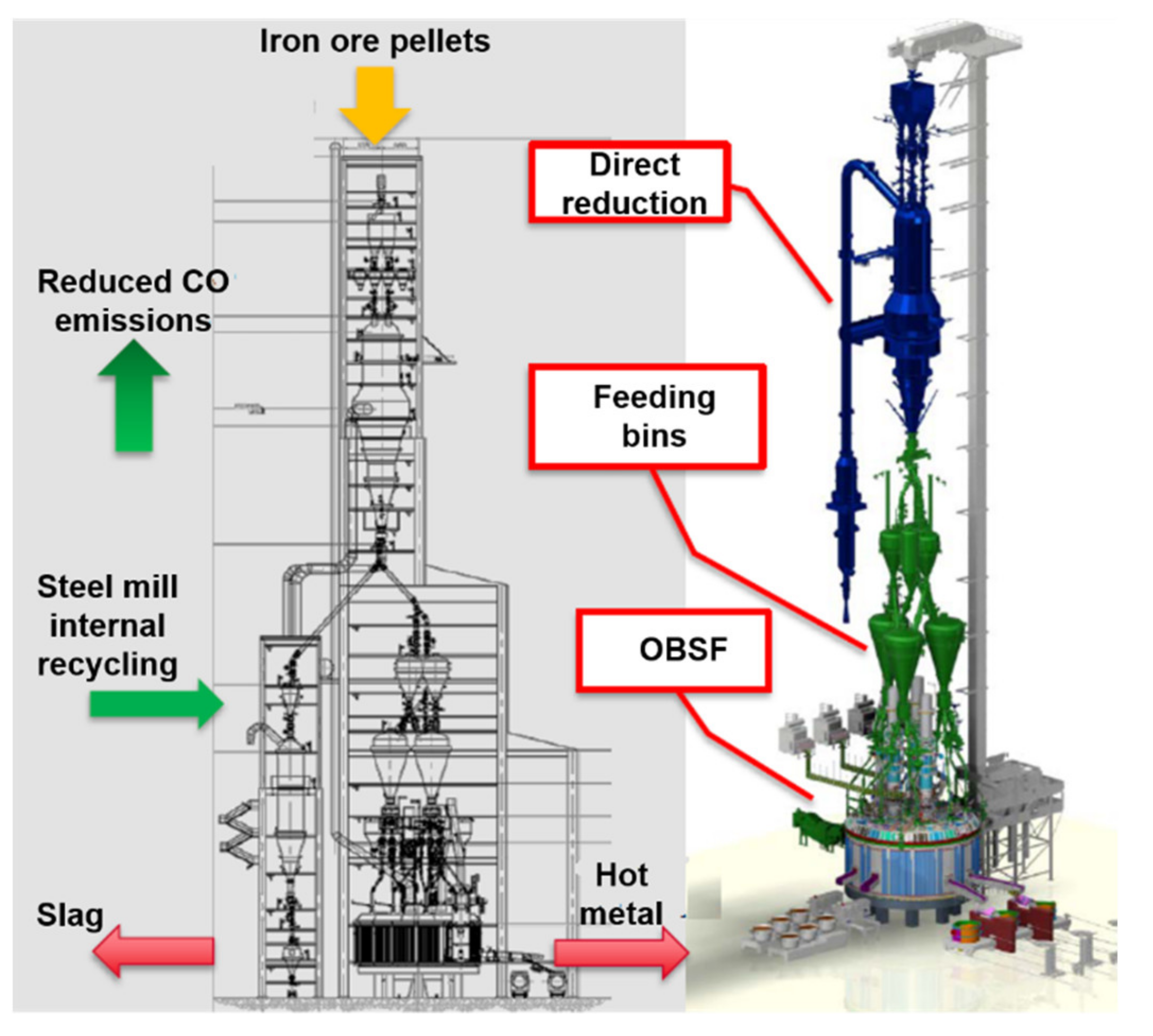
- Faraci, E. Circular economy approach to reduce fossil fuels consumption in ironmaking process. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 20 November 2020. [Google Scholar]
- Thaler, C.; Rieger, J.; Kieberger, N. Waste plastic as auxiliary Blast Furnace reducing agent. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 20 November 2020. [Google Scholar]
- Buergler, T.; Kieberger, N. Experiences of waste plastic recovery in blast furnace process. In Energy from Wastes; Thomé-Kozmiensky, K., Ed.; TK Verlag: Neuruppin, Germany, 2012; pp. 99–108. [Google Scholar]
- Foglio, G.; Frittella, P.; Fusato, M.; Carizzoni, G.; Bottolo, M.; Gosparini, E.; di Sante, L.; Cirilli, F.; Malfa, E.; Bissoli, M.; et al. New possibilities of carbon substitution in EAF through polymer injections—The demonstration case of Feralpi Siderurgica. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 20 November 2020. [Google Scholar]
- Loose, F.; Schlögel, K.; Hee, J.; Quicker, P.; Adam, C. End-of-life carbon fiber reinforced polymers in steelmaking—Accessing a C-rich residue stream as alternative reducing agent. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 20 November 2020. [Google Scholar]
- Soto, A. Valorisation alternatives for refractory waste. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 20 November 2020. [Google Scholar]
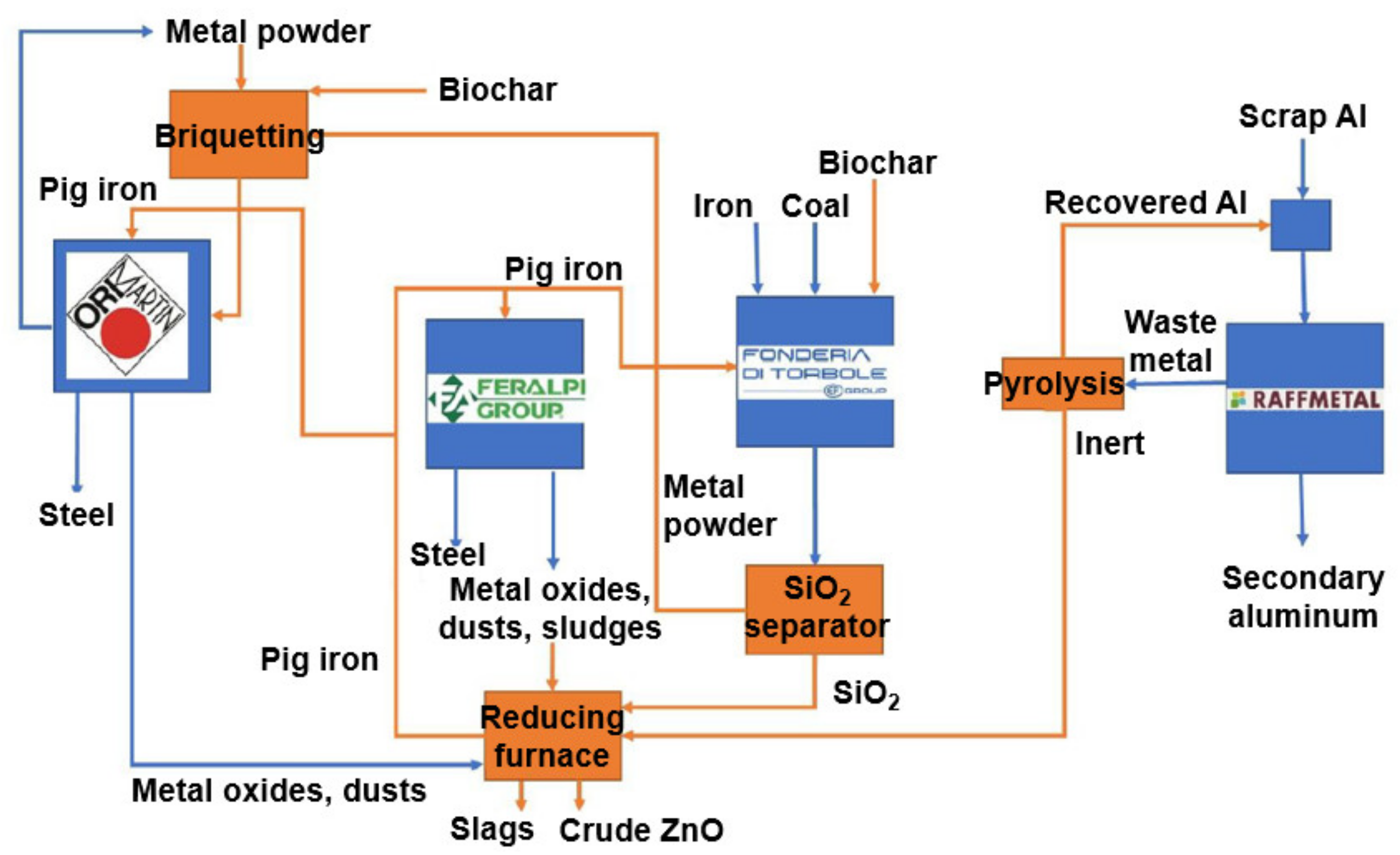
- Di Sante, L.; Cirilli, F. Material recycling and Industrial symbiosis: A case study in the district of Brescia. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 20 November 2020. [Google Scholar]
- European Commission. Horizon Europe Work Program 2018–2020, General Annexes. 2019. Available online: https://ec.europa.eu/info/funding-tenders/opportunities/portal/screen/how-to-participate/reference-documents;programCode=HORIZON (accessed on 23 June 2021).
- Worldsteel Association. Steel—The Permanent Material in the Circular Economy. 2016. Available online: https://www.worldsteel.org/en/dam/jcr:7e0dc90a-3efe-41bc-9fb4-85f9e873dfc7/Steel%2520-%2520The%2520Permanent%2520Material%2520in%2520the%2520Circular%2520Economy.pdf (accessed on 23 June 2021).



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| by-Product | Specific Amount | Average |
|---|---|---|
| BF slag | 150 to 347 kg/t hot metal (HM) | 249 kg/t HM |
| BF dust | 3 to 18 kg/t HM | 11 kg/t HM |
| BF sludge | 2 to 22 kg/t HM | 12 kg/t HM |
| Desulphurization slag | 3 to 40 kg/t liquid steel (LS) | 22 kg/t LS |
| BOF slag | 85 to 165 kg/t LS | 125 kg/t LS |
| BOF dust | 1 to 24 kg/t LS | 13 kg/t LS |
| BOF sludge | 15 to 16 kg/t LS | 16 kg/t LS |
| EAF slag | 60 to 270 kg/t LS | 165 kg/t LS |
| EAF dust | 10 to 30 kg/t LS | 20 kg/t LS |
| Ladle furnace slag | 10 to 80 kg/t LS | 45 kg/t LS |
| Mill scale | 2 to 8 kg/t LS | 5 kg/t LS |
| Process/CE Approach | Current TRL Status | Open Challenges for Future Research |
|---|---|---|
| Use of carbon-fiber-reinforced polymers in EAF [43] | 3–4 | Scale-up of pilot plant |
| RecoDust for Fe and Zn recovery from BOF dust [19] | 4 | Optimized dust feeding Increased energy efficiency |
| Leaching process for Zn recovery from BOF sludge [26] | 5 | Pilot plant engineering and operation |
| Digitalization tools for CE focusing on monitoring (slag reuse scenarios [14,32,35,38], dynamic environmental impact analysis/online LCA [15]), and simulation for optimization (by-product pre-treatment evaluation [14]) | 5 | Evaluation with experimental data for model improvement Implementation in a real industrial process environment |
| Zn recovery from HIsarna filter dust [16] | 6 | Pilot erection and operation, including raw material preparation |
| Induction furnace and bath injection for Zn recovery from filter dust [18] | 6 | Full sets of operational and economic data Improved carbon (post) combustion Energetic optimization (heat recovery) |
| Mechanical MIDREX® residue agglomeration for reuse in DR * [19] | 6 | Improved agglomerate stability Continuous agglomeration process |
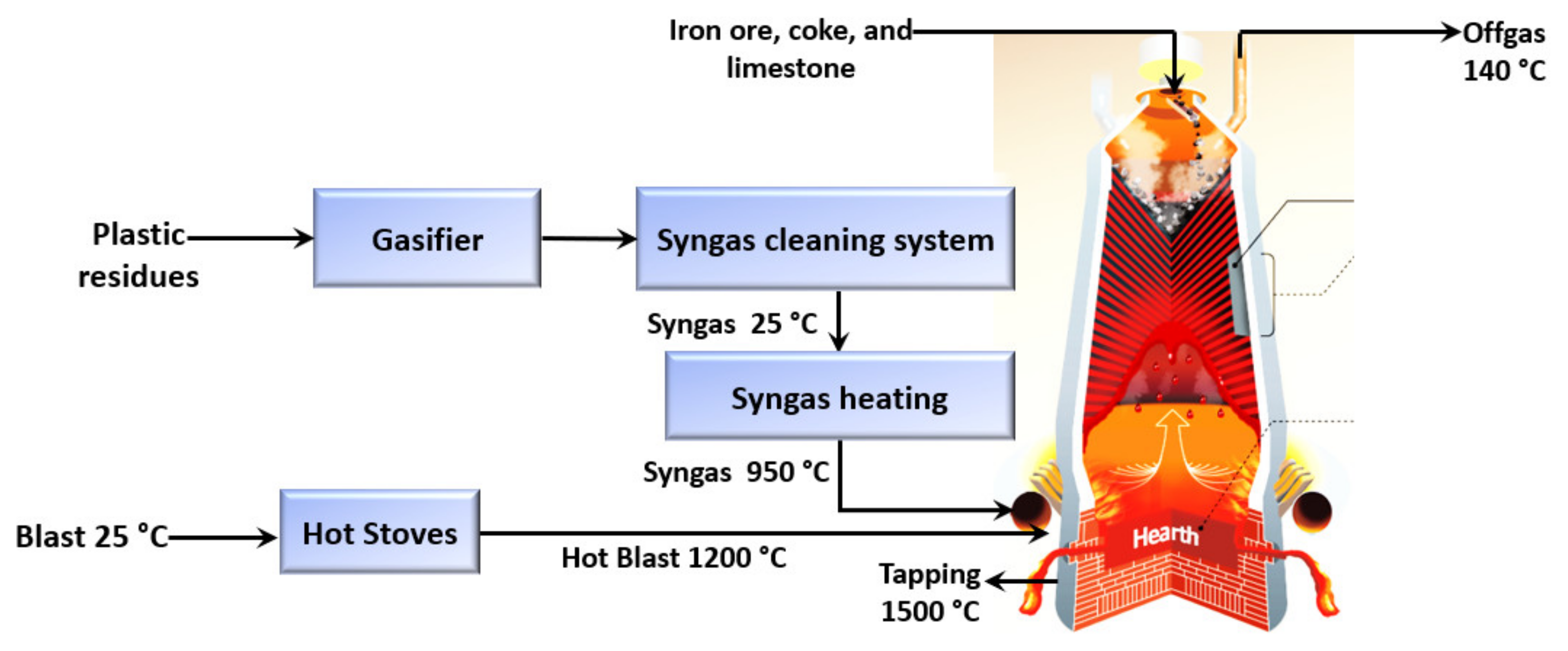
| Waste plastic gasification for syngas production (partial substitution of coke and pulverized coal in BF) [39] | 6 | Erection and operation of a syngas pilot plant and long-term campaigns at an industrial BF |
| Slag utilization strategies [28,32,33,34,35,36,37,38] | 7 | Engineering and operating of demo plants for slag treatment Developing market strategies for secondary products while considering national legislation in the EU member states |
| Two-step dust recycling of EAF dust [23] | 8 | Final design layout for industrial plant |
| Reuse of waste refractories [44] | 8 | Complete economic evaluation of use cases Minimize the percentage of waste refractories that are dispatched to landfill |
| Scrapyard management via scrap handling/tracking using sensors and machine learning tools [15] | 9 | Implementation of innovative sensors in a steel plant environment Link between scrap-sorting algorithms and EAF-charging strategy |
| Dry granulation of BF slag [29] | 9 | Commissioning of first industrial plant |
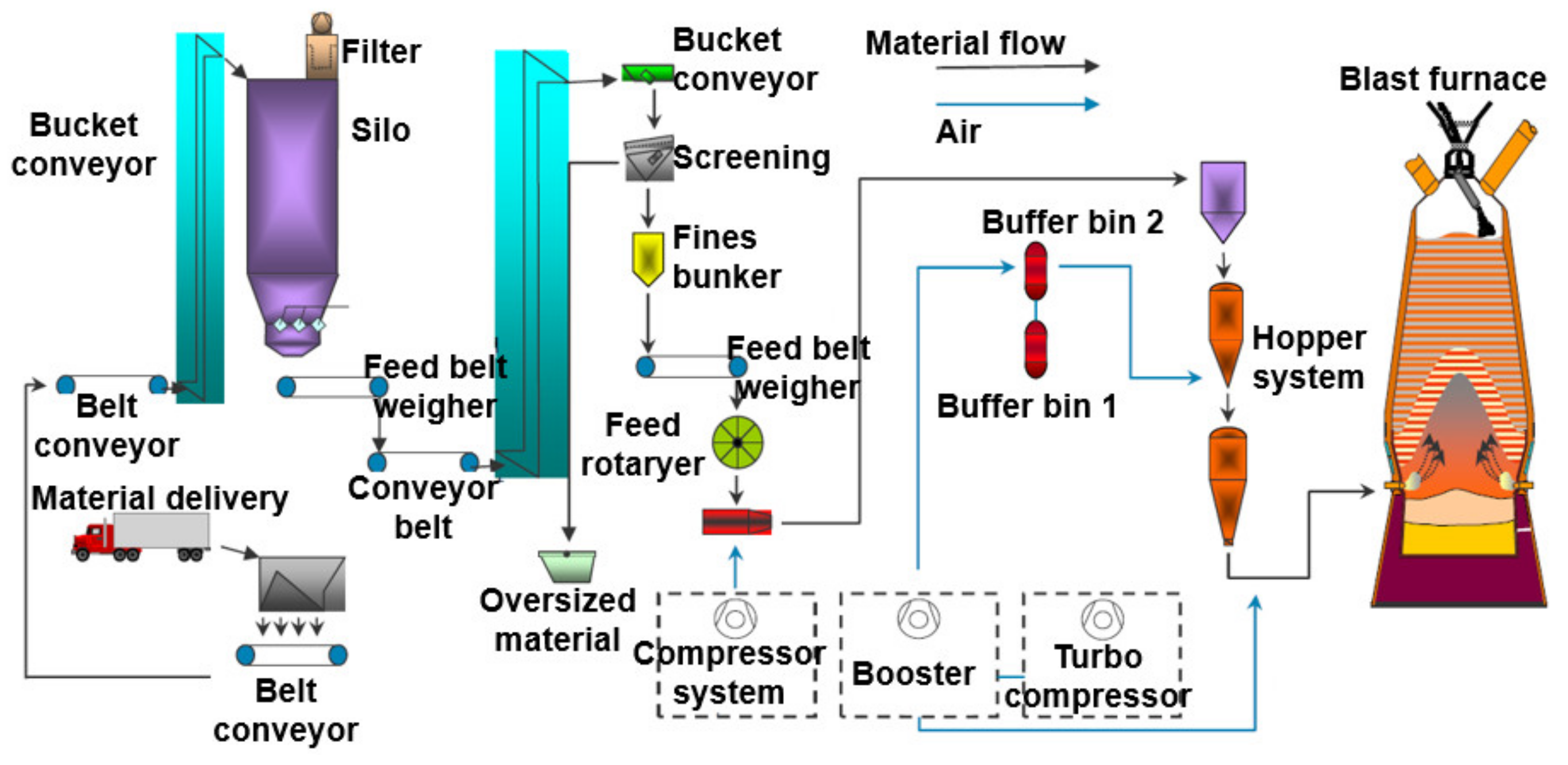
| Charge of granulated waste plastic in BF [40] | 9 | Process parameter variation in case of changing waste qualities |
| Charge of lump waste plastics in EAF bucket [42] | 9 | Final industrial scaling-up of a waste plastic injection process |
| Process/CE Approach | Link to a BB of the CSP Roadmap |
|---|---|
| Scrapyard management via scrap handling/tracking using sensors and machine learning tools [15] | BB 6—Raw material preparation |
| Zn recovery from HIsarna filter dust [16] | BB 2—Adjustment and processing of slag chemistry for H2 metallurgy BB 4—Use of slags in the cement industry BB 9—New processes to lower demand on primary resources; conditioning the properties of the minor slag phases; reduce landfill volume |
| Induction furnace and bath injection for Zn recovery from filter dust [18] | |
| RecoDust for Fe and Zn recovery from BOF dust [19] | |
| Two-step dust recycling of EAF dust [23] | |
| Leaching process for Zn recovery from BOF sludge [26] | |
| Mechanical MIDREX® residue agglomeration for reuse in DR * [19] | |
| Slag utilization strategies [28,32,33,34,35,36,37,38] | |
| Dry granulation of BF slag [29] | |
| Waste plastic gasification for syngas production (partial substitution of coke and pulverized coal in BF) [39] | BB 1—Development and demonstration of gas injection technology for the BF BB 3—Design of new solid raw material injectors for use of alternative material BB 9—Auxiliary reducing agent and slag foaming material |
| Charge of granulated waste plastic in BF [40] | |
| Use of carbon-fiber-reinforced polymers in EAF [43] | |
| Charge of lump waste plastics in EAF bucket [42] | |
| Reuse of waste refractories [44] | |
| Digitalisation tools for CE focusing on monitoring (slag reuse scenarios [14,32,35,38], dynamic environmental impact analysis/online-LCA [15]), and simulation for optimization (by-product pre-treatment evaluation [14]) | BB 10—Development of a tool for continuous monitoring of the effects of circular approach/solutions on CO2 emissions |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rieger, J.; Colla, V.; Matino, I.; Branca, T.A.; Stubbe, G.; Panizza, A.; Brondi, C.; Falsafi, M.; Hage, J.; Wang, X.; et al. Residue Valorization in the Iron and Steel Industries: Sustainable Solutions for a Cleaner and More Competitive Future Europe. Metals 2021, 11, 1202. https://doi.org/10.3390/met11081202
Rieger J, Colla V, Matino I, Branca TA, Stubbe G, Panizza A, Brondi C, Falsafi M, Hage J, Wang X, et al. Residue Valorization in the Iron and Steel Industries: Sustainable Solutions for a Cleaner and More Competitive Future Europe. Metals. 2021; 11(8):1202. https://doi.org/10.3390/met11081202
Chicago/Turabian StyleRieger, Johannes, Valentina Colla, Ismael Matino, Teresa Annunziata Branca, Gerald Stubbe, Andrea Panizza, Carlo Brondi, Mohammadtaghi Falsafi, Johannes Hage, Xuan Wang, and et al. 2021. "Residue Valorization in the Iron and Steel Industries: Sustainable Solutions for a Cleaner and More Competitive Future Europe" Metals 11, no. 8: 1202. https://doi.org/10.3390/met11081202
APA StyleRieger, J., Colla, V., Matino, I., Branca, T. A., Stubbe, G., Panizza, A., Brondi, C., Falsafi, M., Hage, J., Wang, X., Voraberger, B., Fenzl, T., Masaguer, V., Faraci, E. L., di Sante, L., Cirilli, F., Loose, F., Thaler, C., Soto, A., ... Snaet, D. (2021). Residue Valorization in the Iron and Steel Industries: Sustainable Solutions for a Cleaner and More Competitive Future Europe. Metals, 11(8), 1202. https://doi.org/10.3390/met11081202