
Effect on Microstructure and Hardness of Reinforcement in Al–Cu with Al4C3 Nanocomposites


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
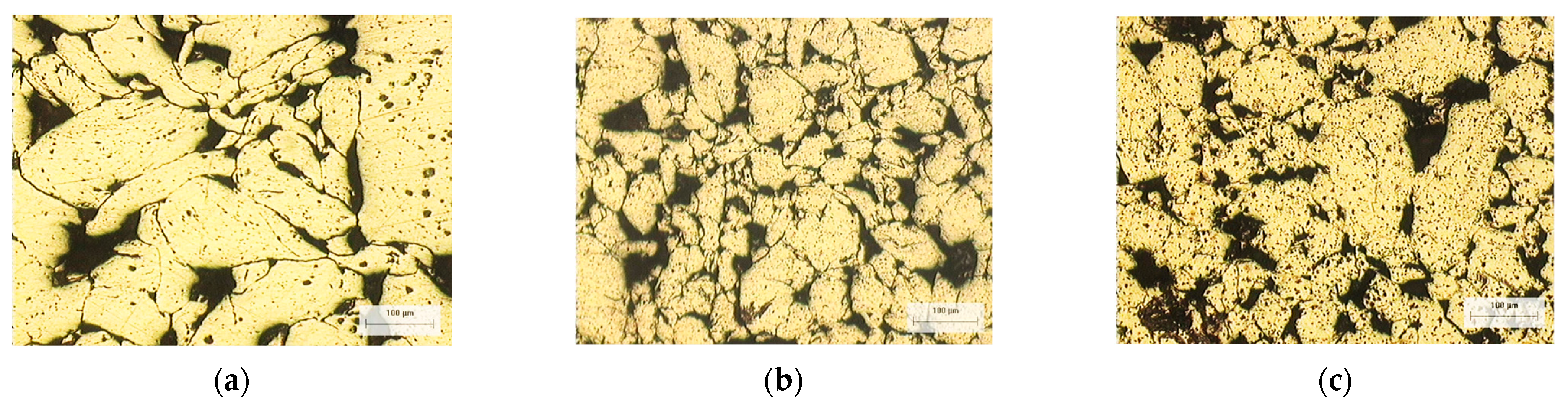
3.1. Microstructural Analysis
3.2. Hardness Contribution Analysis
3.3. Strengthening Hardness Contributions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Saboori, A.; Moheimani, S.K.; Dadkhah, M.; Pavese, M.; Badini, C.; Fino, P. An overview of key challenges in the fabrication of metal matrix nanocomposites reinforced by graphene nanoplatelets. Metals 2018, 8, 172. [Google Scholar] [CrossRef] [Green Version]
- Samal, C.P.; Parihar, J.S.; Chaira, D. The effect of milling and sintering techniques on mechanical properties of Cu–graphite metal matrix composite prepared by powder metallurgy route. J. Alloy. Compd. 2013, 569, 95–101. [Google Scholar] [CrossRef]
- Jiang, Y.; Tan, Z.; Xu, R.; Fan, G.; Xiong, D.-B.; Guo, Q.; Su, Y.; Fan, J.; Zhang, D. Tailoring the structure and mechanical properties of graphene nanosheet/aluminum composites by flake powder metallurgy via shift-speed ball milling. Compos. Part A-Appl. S 2018, 111, 73–82. [Google Scholar] [CrossRef]
- Guo, X.; Guo, Q.; Nie, J.; Liu, Z.; Li, Z.; Fan, G.; Xiong, D.-B.; Su, Y.; Fan, J.; Zhang, D. Particle size effect on the interfacial properties of SiC particle-reinforced Al-Cu-Mg composites. Mat. Sci. Eng. A-Struct. 2018, 711, 643–649. [Google Scholar] [CrossRef]
- Santos-Beltrán, A.; Gallegos-Orozco, V.; Goitia Reyes, R.; Miki-Yoshida, M.; Estrada-Guel, I.; Martínez-Sánchez, R. Mechanical and microstructural characterization of dispersion strengthened Al–C system nanocomposites. J. Alloy. Compd. 2010, 489, 626–630. [Google Scholar] [CrossRef]
- Kavimani, V.; Soorya Prakash, K.; Thankachan, T. Investigation of graphene-reinforced magnesium metal matrix composites processed through a solvent-based powder metallurgy route. B Mater. Sci. 2019, 42, 39–42. [Google Scholar] [CrossRef] [Green Version]
- Amherd Hidalgo, A.; Frykholm, R.; Ebel, T.; Pyczak, F. Powder metallurgy strategies to improve properties and processing of titanium alloys: A review. Adv. Eng. Mater. 2017, 19, 1600743. [Google Scholar] [CrossRef]
- Khakbiz, M.; Akhlaghi, F. Synthesis and structural characterization of Al–B4C nano-composite powders by mechanical alloying. J. Alloy. Compd. 2009, 479, 334–341. [Google Scholar] [CrossRef]
- Zamani, N.A.B.N.; Asif Iqbal, A.K.M.; Nuruzzaman, D.M. Fabrication and characterization of Al2O3 nanoparticle reinforced aluminium matrix composite via powder metallurgy. Mater. Today Proc. 2020, 29, 190–195. [Google Scholar] [CrossRef]
- Bendoumia, M.; Triaa, S.; Azzaz, M. Structural proprieties of the Al–Al4C3 nanocomposite produced via mechanical alloying and annealin. Micro. Nano Lett. 2017, 12, 630–632. [Google Scholar] [CrossRef]
- Ma, B.; Wang, J.; Lee, T.; Dorris, S.E.; Wen, J.; Uthamalingam, B. Microstructural characterization of al4c3 in aluminum-graphite composite prepared by electron-beam melting. J. Mater. Sci. 2018, 53, 10173–10180. [Google Scholar] [CrossRef]
- Velgosová, O.; Besterci, M.; Balloková, B. Influence of Al4C3 nanophase on structural stability and mechanical properties of Al-Al4C3 composites after thermal exposure. Metall. Res. Technol. 2018, 115, 606. [Google Scholar] [CrossRef]
- Luo, S.; Li, R.; He, P.; Yue, H.; Gu, J. Investigation on the microstructure and mechanical properties of cnts-alsi10mg composites fabricated by selective laser melting. Materials 2021, 14, 838. [Google Scholar] [CrossRef]
- Sadooghi, A.; Payganeh, G. Effects of sintering process on wear and mechanical behavior properties of titanium carbide/hexagonal boron nitrid/steel 316L base nanocomposites. Mater. Res. Express 2018, 5, 2. [Google Scholar] [CrossRef]
- Woo, W.; Balogh, L.; Ungár, T.; Choo, H.; Feng, Z. Grain structure and dislocation density measurements in a friction-stir welded aluminum alloy using X-ray peak profile analysis. Mat. Sci. Eng. A-Struct. 2008, 498, 308–313. [Google Scholar] [CrossRef]
- Stalin, B.; Sudha, G.T.; Ravichandran, M. Optimization of powder metallurgy parameters for aa7072-moo3 composites through taguchi method. Mater. Today Proc. 2020, 22, 2622–2630. [Google Scholar] [CrossRef]
- Ungar, T.; Gubicza, J.; Ribarik, G.; Borbély, A. Crystallite size distribution and dislocation structure determined by diffraction profile analysis: Principles and practical application to cubic and hexagonal crystals. J. Appl. Cryst. 2001, 34, 298–310. [Google Scholar] [CrossRef] [Green Version]
- Kumar, A.; Singh, R.C.; Chaudhary, R. Recent progress in production of metal matrix composites by stir casting process: An overview. Mater. Today Proc. 2020, 21, 1453–1457. [Google Scholar] [CrossRef]
- Nauyoks, S.; Wieligor, M.; Zerda, T.W.; Balogh, L.; Ungar, T.; Stephens, P. Stress and dislocations in diamond–SiC composites sintered at high pressure, high temperature conditions. Compos. Part A Appl. S 2009, 40, 566–572. [Google Scholar] [CrossRef]
- Ribárik, G. Modeling of Diffraction Patterns Based on Microstructural Properties. Ph.D. Thesis, Eötvös Loránd University, Budapest, Hungary, 2008. [Google Scholar]
- Ribárik, G.; Jóni, B.; Ungár, T. The convolutional multiple whole profile (cmwp) fitting method, a global optimization procedure for microstructure determination. Crystals 2020, 10, 623. [Google Scholar] [CrossRef]
- Balogh, L.; Nauyoks, S.; Zerda, T.W.; Pantea, C.; Stelmakh, S.; Palosz, B.; Ungár, T. Structure of diamond–silicon carbide nanocomposites as a function of sintering temperature at 8GPa. Mater. Sci. Eng. A 2008, 487, 180–188. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Al-Aqeeli, N.; Mendoza-Suarez, G.; Suryanarayana, C.; Drew, R.A.L. Development of new Al-based nanocomposites by mechanical alloying. Mat. Sci. Eng. A-Struct. 2008, 480, 392–396. [Google Scholar] [CrossRef]
- Wang, X.; Li, X.; Zhang, L.; Fang, M.H.; Sercombe, T.B. The effect of atmosphere on the structure and properties of selective laser melted AL-12 SI alloy. Mat. Sci. Eng. A-Struct. 2014, 597, 370–375. [Google Scholar] [CrossRef] [Green Version]
- Schaffer, G.B.; Hall, B.J. The influence of the atmosphere on the sintering of aluminum. Metall. Mater. Trans. A 2002, 33, 3279–3284. [Google Scholar] [CrossRef]
- Cahn, R.W.; Haasen, P.; Argon, A.S. Physical metallurgy. In Mechanical Properties of Single-Phase Crystalline Media, Deformation at Low Temperature, 4th Mat. Sci. Eng. A-Struct. ed.; Elsevier Science B.V.: Amsterdam, The Netherlands, 1996; pp. 1878–1955. [Google Scholar]
- Goussous, S.; Xu, W.; Wu, X.; Xia, K. Al-C nanocomposites consolidated by back pressure equal channel angular pressing. Compos. Sci. Technol 2009, 69, 1997–2001. [Google Scholar] [CrossRef]
- Arik, H. Effect of mechanical alloying process on mechanical properties of α-Si3N4 reinforced aluminum-based composite materials. Mater. Design 2008, 29, 1856–1861. [Google Scholar] [CrossRef]
- Abdoli, H.; Asgharzadeh, H.; Salahi, E. Sintering behavior of al-aln nano structured composite powder synthesized by high-energy ball milling. J. Alloy. Compd. 2009, 473, 116–122. [Google Scholar] [CrossRef]
- Balogh, L.; Ungár, T.; Zhao, Y.; Zhu, Y.T.; Horita, Z.; Xu, C.; Langdon, T.G. Influence of stacking-fault energy on microstructural characteristics of ultrafine-grain copper and copper–zinc alloys. Acta. Mater. 2008, 56, 809–820. [Google Scholar] [CrossRef]
- Velgosova, O.; Besterci, M.; Hvizdos, P.; Kulu, P. Analysis of Al-12Al4C3 composite. Mater. Sci. 2006, 12, 199–201. [Google Scholar]
- Meyers, M.A.; Mishra, A.; Benson, D.J. Mechanical properties of nanocrystalline materials. Prog. Mater. Sci. 2006, 51, 427–556. [Google Scholar] [CrossRef]
- Leng, J.; Dong, Y.; Ren, B.; Wang, R.; Teng, X. Effects of graphene nanoplates on the mechanical behavior and strengthening mechanism of 7075al alloy. Materials 2020, 13, 5808. [Google Scholar] [CrossRef]
- Kareem, A.; Qudeiri, J.A.; Abdudeen, A.; Ahammed, T.; Ziout, A. A review on AA 6061 metal matrix composites produced by stir casting. Materials 2021, 14, 175. [Google Scholar] [CrossRef] [PubMed]
- Ma, P.; Jia, Y.; Gokuldoss, P.K.; Yu, Z.; Yang, S.; Zhao, J.; Li, C. Effect of Al2O3 nanoparticles as reinforcement on the tensile behavior of al-12si composites. Metals 2017, 7, 359. [Google Scholar] [CrossRef] [Green Version]
- Bostan, B.; Özdemir, A.T.; Kalkanli, A. Microstructure characteristics in Al-C system after mechanical alloying and high temperature treatment. Powder Metall. 2004, 47, 37–42. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nomenclature | Al | C | Cu |
|---|---|---|---|
| AlPs | 100 | 0 | 0 |
| 75/0s | 99.25 | 0.75 | 0 |
| 75/25s | 99.0 | 0.75 | 0.25 |
| 75/50s | 98.75 | 0.75 | 0.5 |
| 300/0s | 97 | 3.0 | 0 |
| 300/1s | 96 | 3.0 | 1.0 |
| 300/2s | 95 | 3.0 | 2.0 |
| Samples | a (nm) | ρ (×1014 m−2) | d (nm) |
|---|---|---|---|
| AlPs | 0.4047(4) | 9.72 | 107.3 |
| 75/0s | 0.4048 (4) | 14.06 | 87.95 |
| 75/25s | 0.4048 (4) | 18.28 | 72.02 |
| 75/50s | 0.4048 (4) | 8.79 | 79.23 |
| 300/0s | 0.4048 (3) | 19.55 | 84.89 |
| 300/1s | 0.4048 (3) | 19.85 | 28.0 |
| 300/2s | 0.4047 (3) | 18.42 | 141.0 |
| Samples | HEXP | Std. dev (SD) | Relative Density (Green Compacts) | Relative Density (Sintered) |
|---|---|---|---|---|
| AlPs | 86.8 | 7.4 | 0.965 | 0.936 |
| 75/0s | 112 | 2.8 | 0.97 | 0.959 |
| 75/25s | 112.8 | 6.2 | 0.963 | 0.954 |
| 75/50s | 131.2 | 3.9 | 0.947 | 0.95 |
| 300/0s | 139.8 | 6 | 0.961 | 0.975 |
| 300/1s | 187.1 | 7.9 | 0.92 | 0.938 |
| 300/2s | 189.8 | 7.5 | 0.899 | 0.902 |
| Composition | HL (VH) | HC (VH) | HD (VH) | HP (VH) | HMOD (VH) |
|---|---|---|---|---|---|
| Alps | 29.48 | 12.14 | 46.42 | ~0 | 85.33 |
| 75/0s | 29.48 | 14.81 | 55.83 | 12.9 | 111.96 |
| 75/25s | 25.30 | 18.10 | 63.65 | 21.90 | 128.96 |
| 75/50s | 25.30 | 16.44 | 44.15 | 35.93 | 121.84 |
| 300/0s | 29.48 | 15.35 | 65.83 | 30.41 | 139.78 |
| 300/1s | 25.30 | 9.24 | 66.32 | 81.77 | 182.65 |
| 300/2s | 25.30 | 11.17 | 63.89 | 89.97 | 190.35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gallegos Orozco, V.; Santos Beltrán, A.; Santos Beltrán, M.; Medrano Prieto, H.; Gallegos Orozco, C.; Estrada Guel, I. Effect on Microstructure and Hardness of Reinforcement in Al–Cu with Al4C3 Nanocomposites. Metals 2021, 11, 1203. https://doi.org/10.3390/met11081203
Gallegos Orozco V, Santos Beltrán A, Santos Beltrán M, Medrano Prieto H, Gallegos Orozco C, Estrada Guel I. Effect on Microstructure and Hardness of Reinforcement in Al–Cu with Al4C3 Nanocomposites. Metals. 2021; 11(8):1203. https://doi.org/10.3390/met11081203
Chicago/Turabian StyleGallegos Orozco, Veronica, Audel Santos Beltrán, Miriam Santos Beltrán, Hansel Medrano Prieto, Carmen Gallegos Orozco, and Ivanovich Estrada Guel. 2021. "Effect on Microstructure and Hardness of Reinforcement in Al–Cu with Al4C3 Nanocomposites" Metals 11, no. 8: 1203. https://doi.org/10.3390/met11081203
APA StyleGallegos Orozco, V., Santos Beltrán, A., Santos Beltrán, M., Medrano Prieto, H., Gallegos Orozco, C., & Estrada Guel, I. (2021). Effect on Microstructure and Hardness of Reinforcement in Al–Cu with Al4C3 Nanocomposites. Metals, 11(8), 1203. https://doi.org/10.3390/met11081203