
Textures of Non-Oriented Electrical Steel Sheets Produced by Skew Cold Rolling and Annealing

Abstract
:1. Introduction
2. Materials and Methods
3. Results
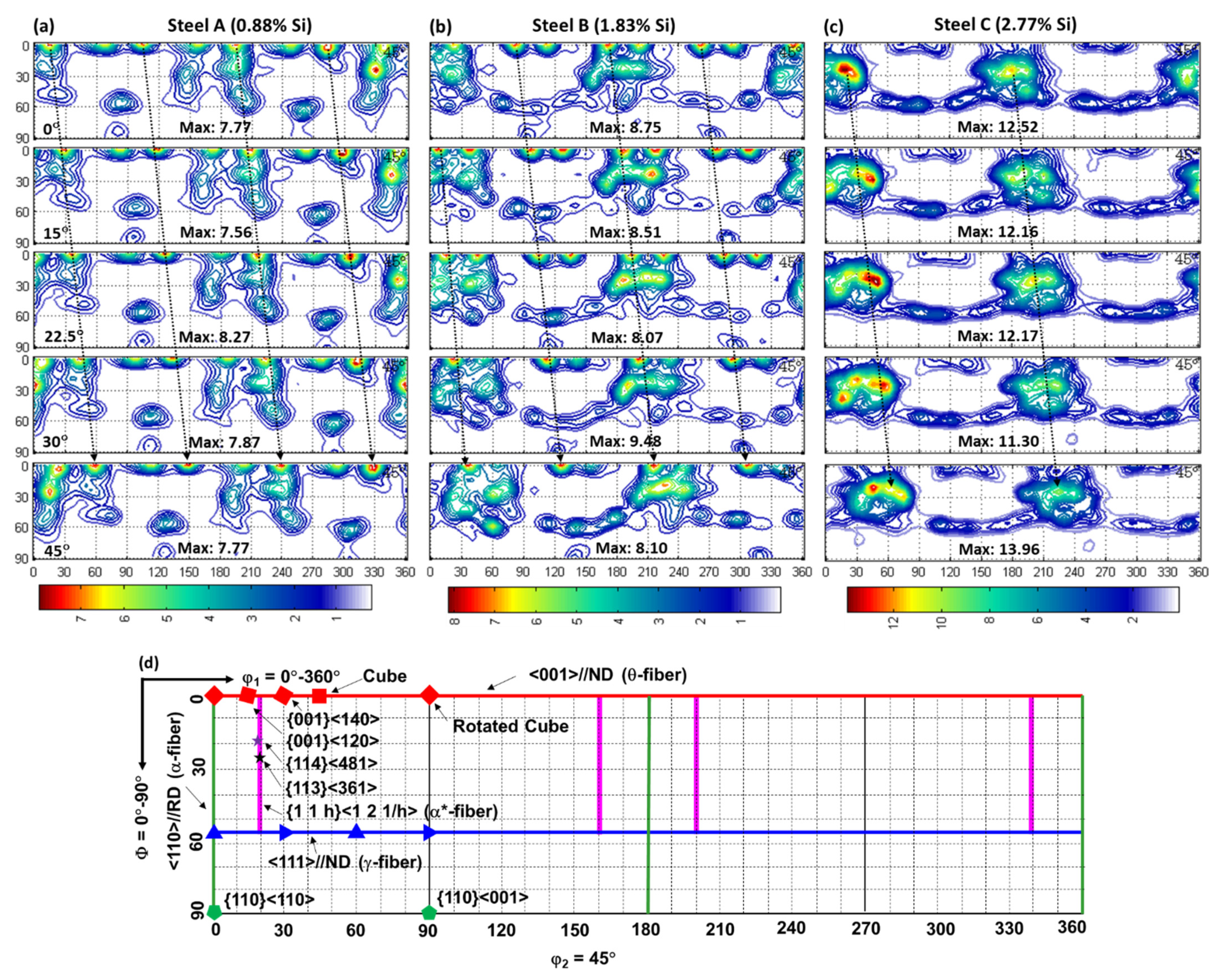
3.1. Textures before Skew Cold Rolling
3.2. Textures after Skew Cold Rolling
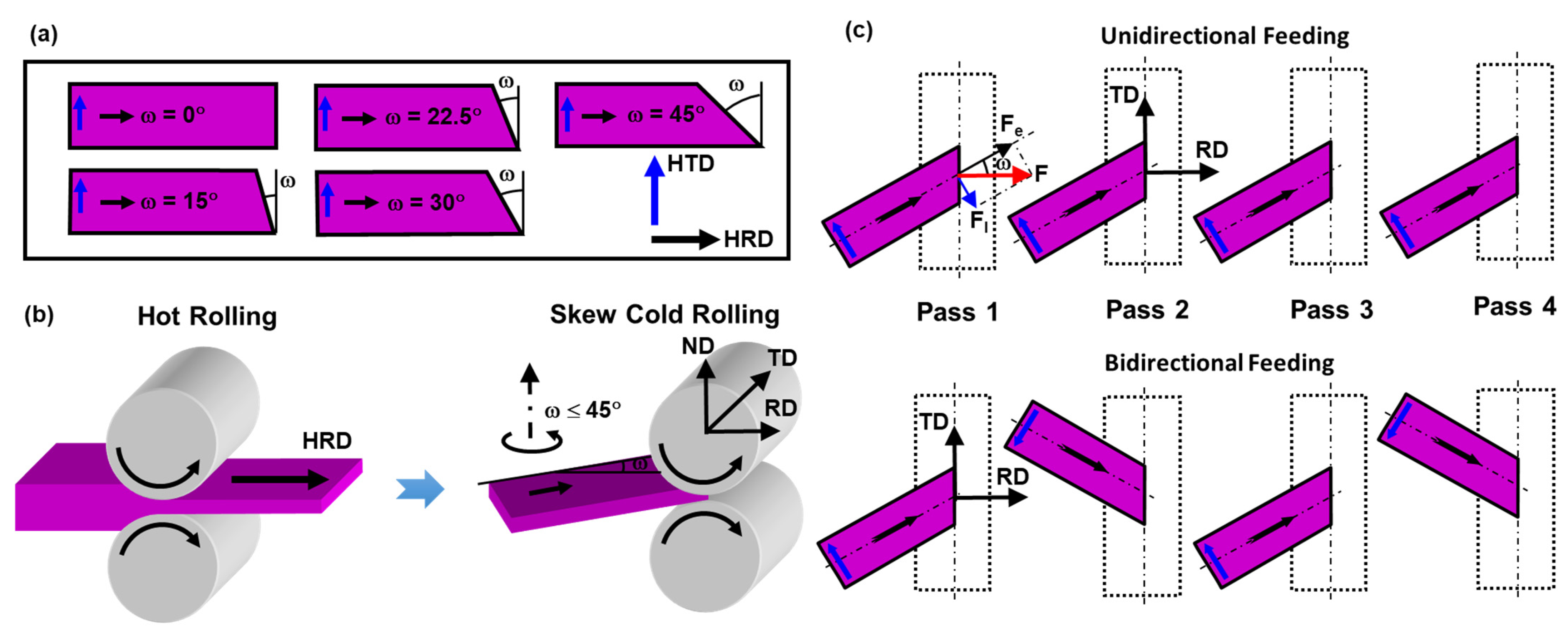
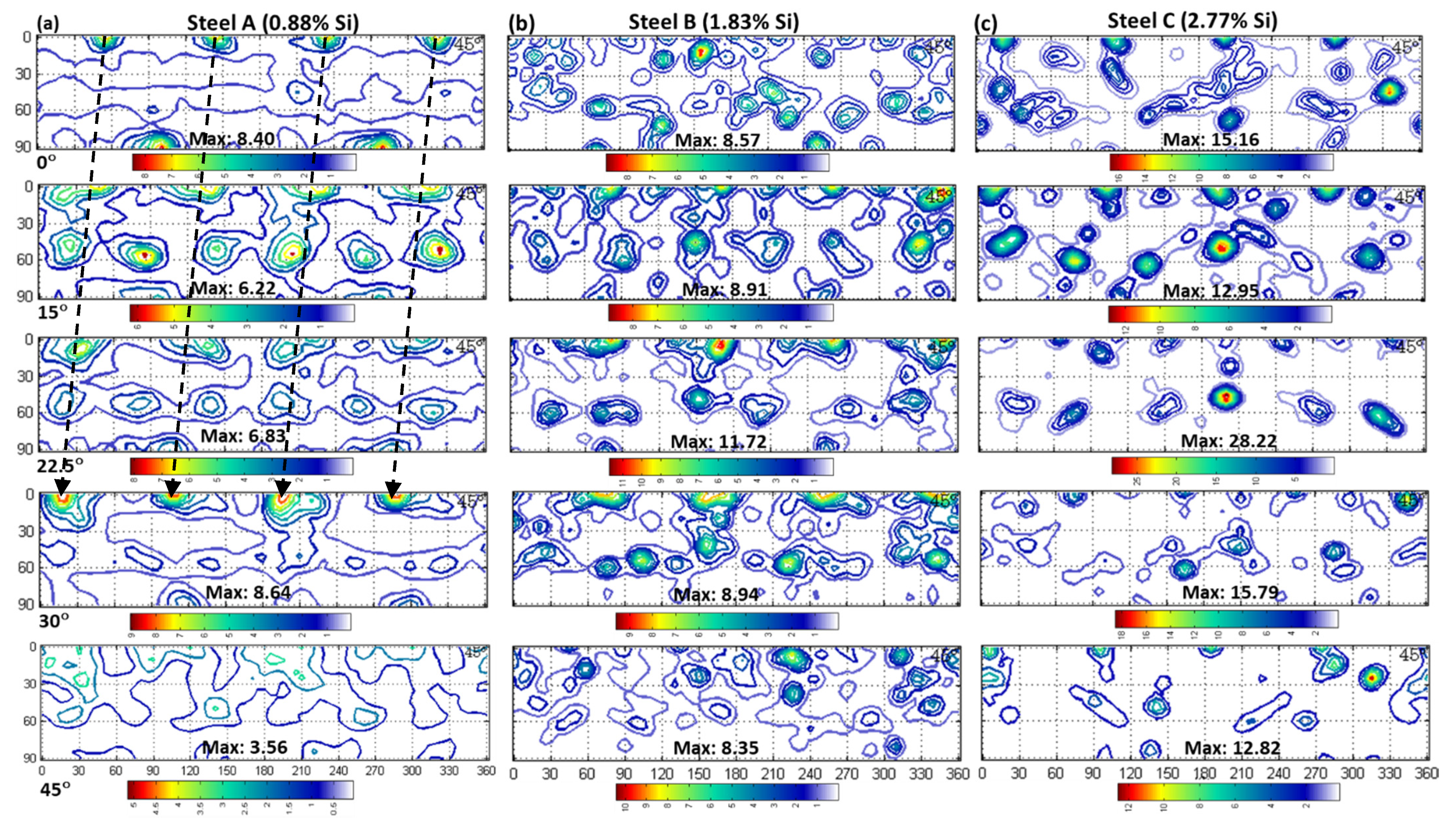
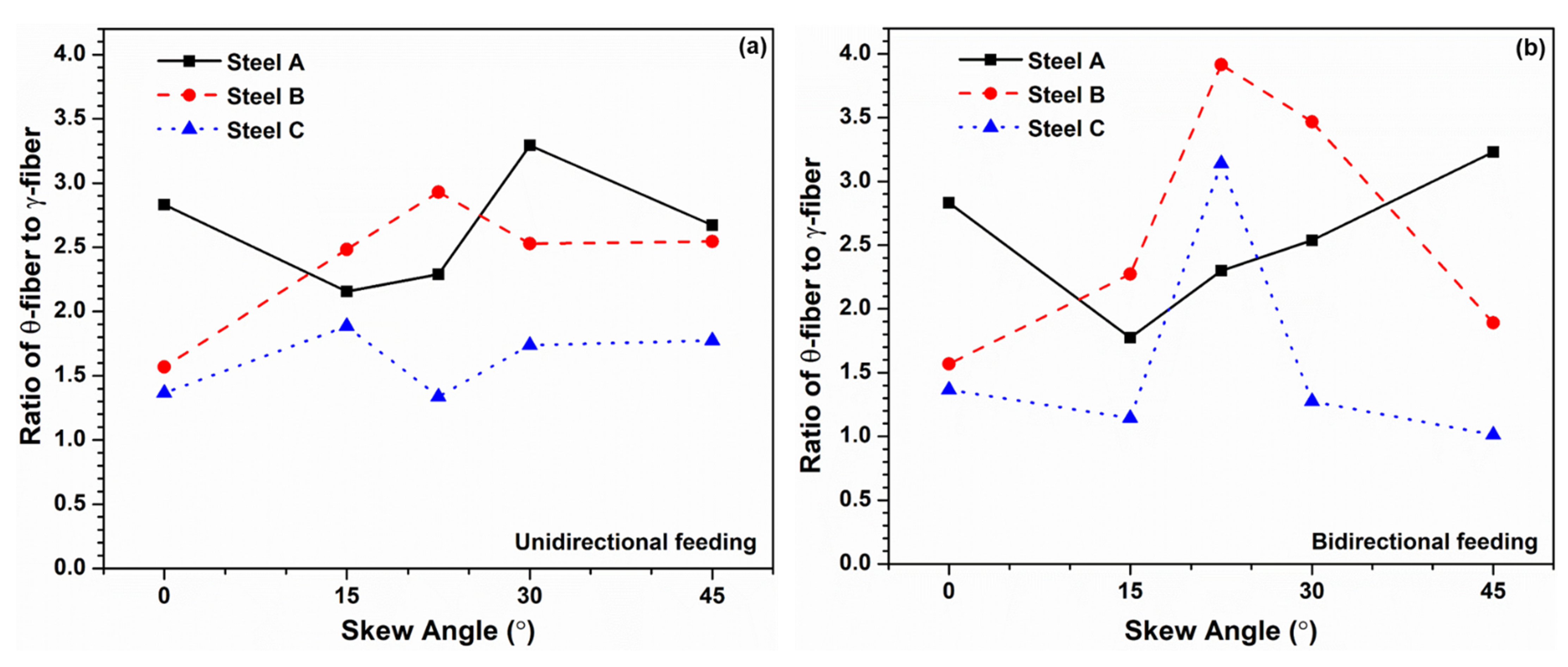
3.2.1. Unidirectional Feeding
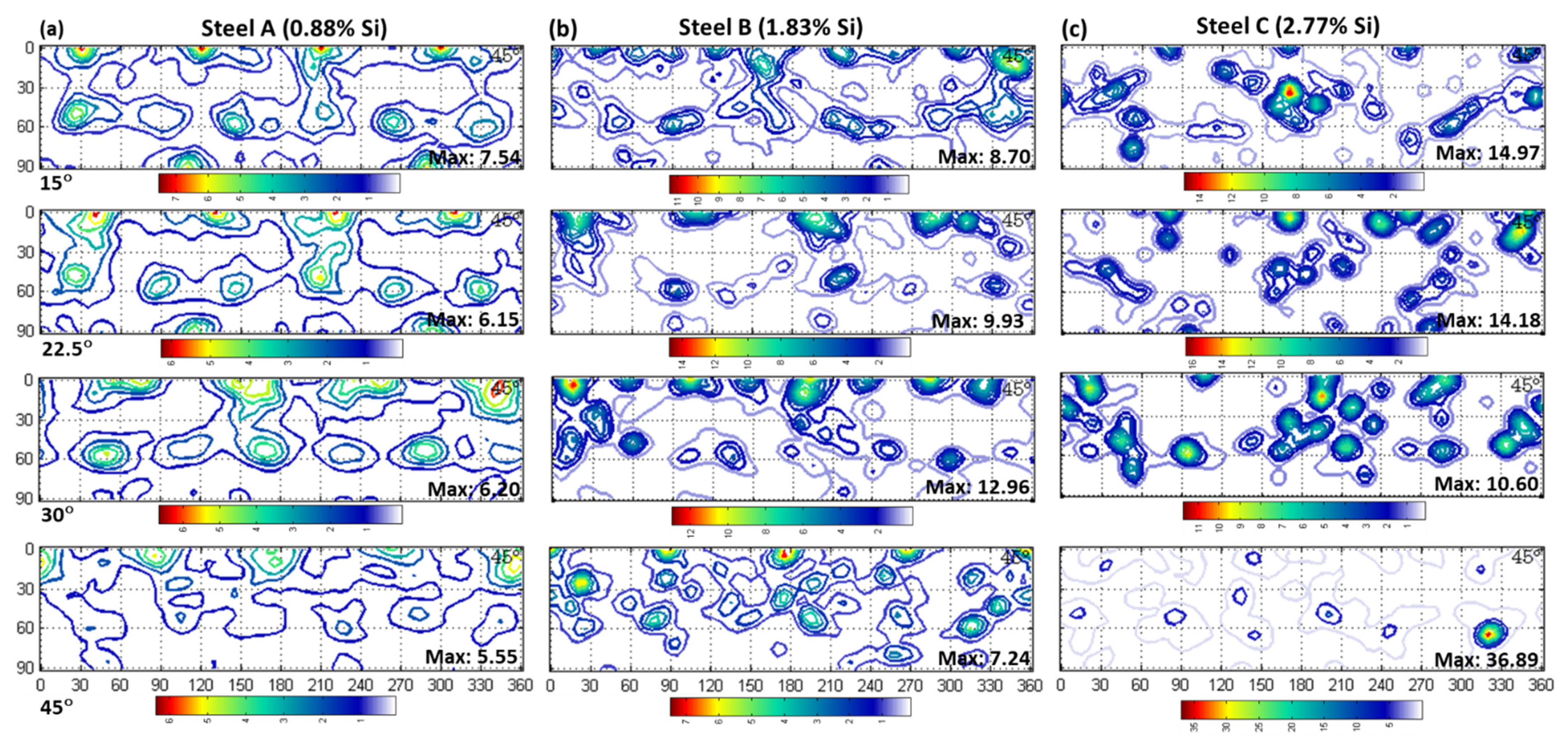
3.2.2. Bidirectional Feeding
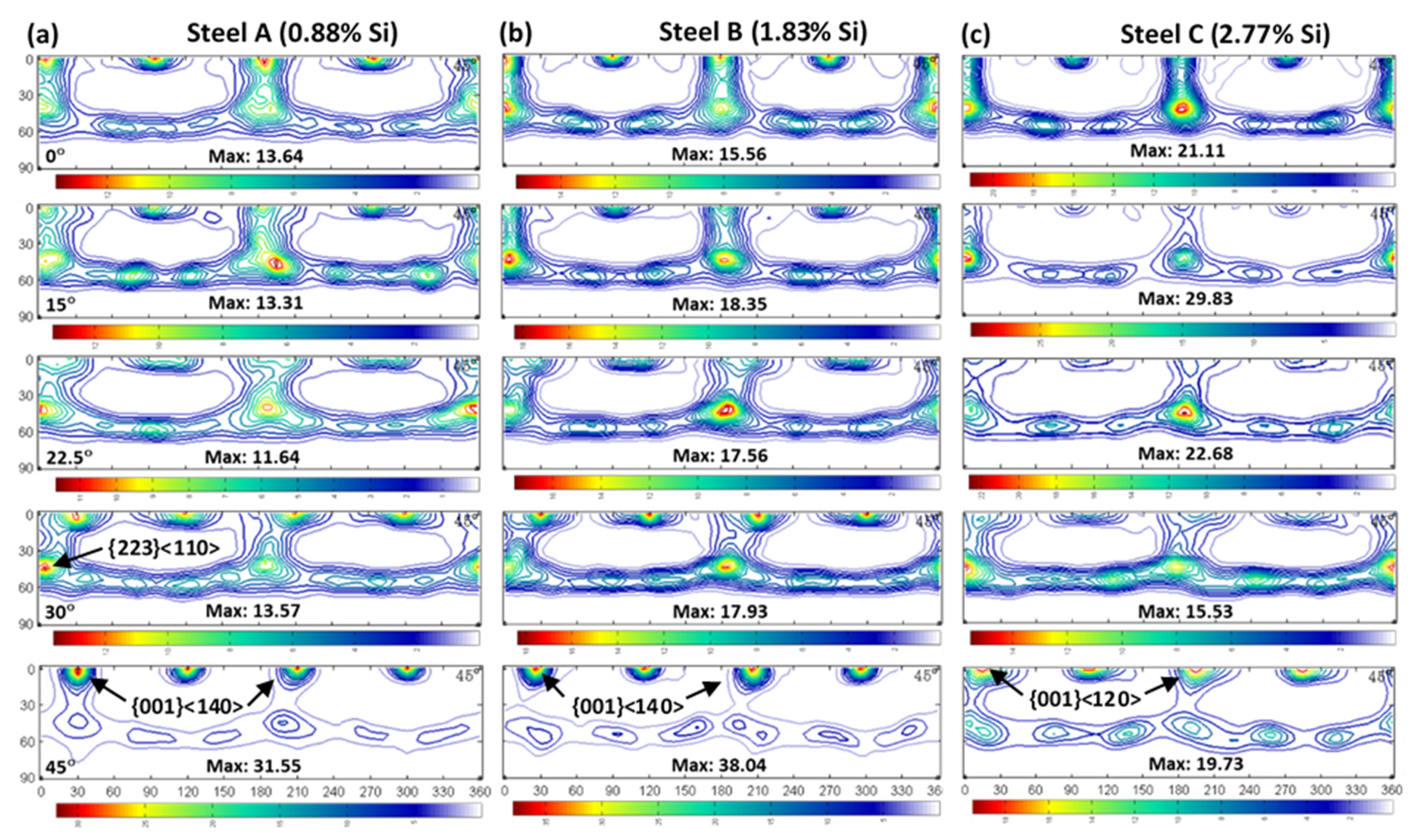
3.3. Textures after Annealing
3.3.1. Unidirectional Feeding
3.3.2. Bidirectional Feeding
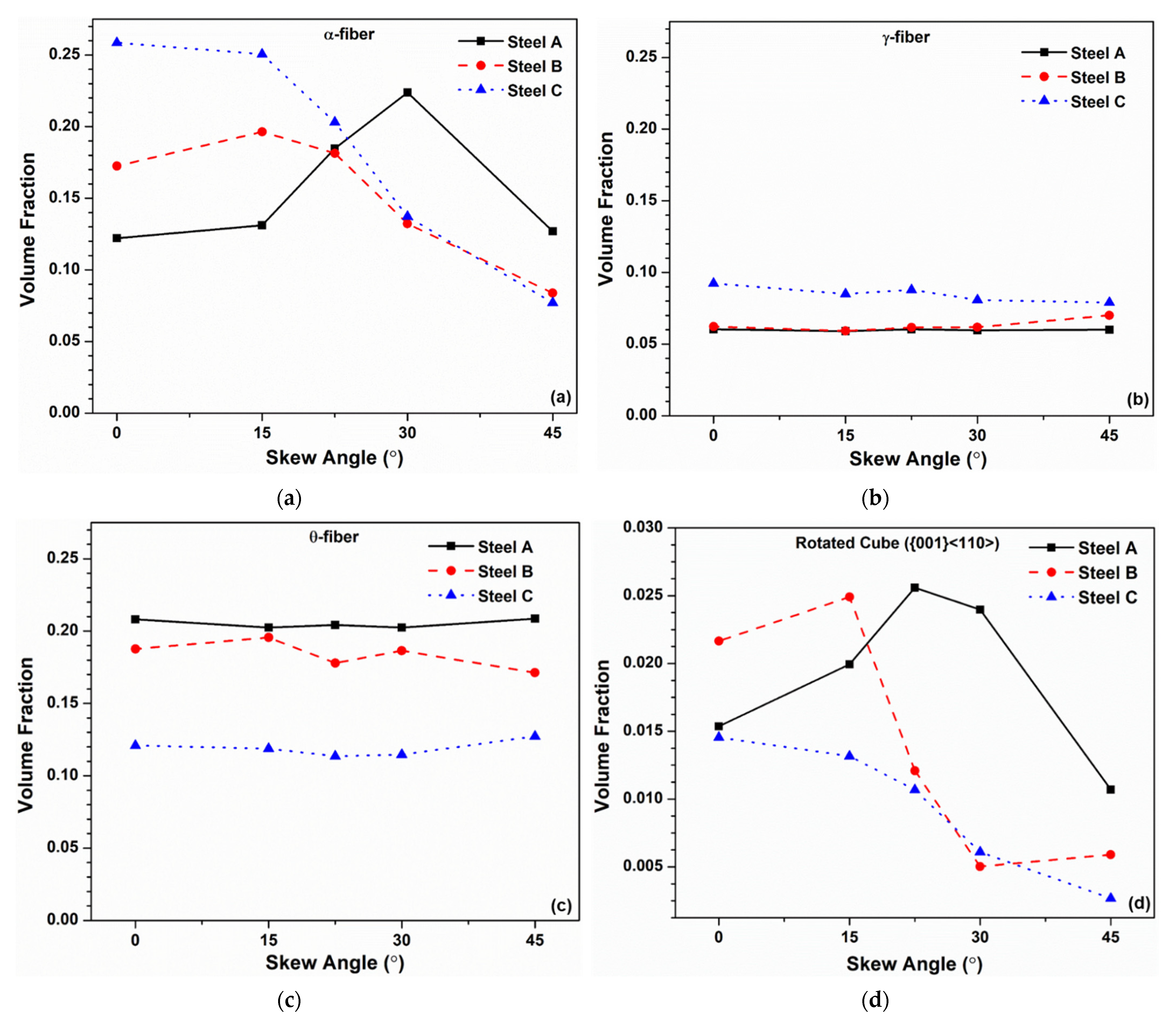
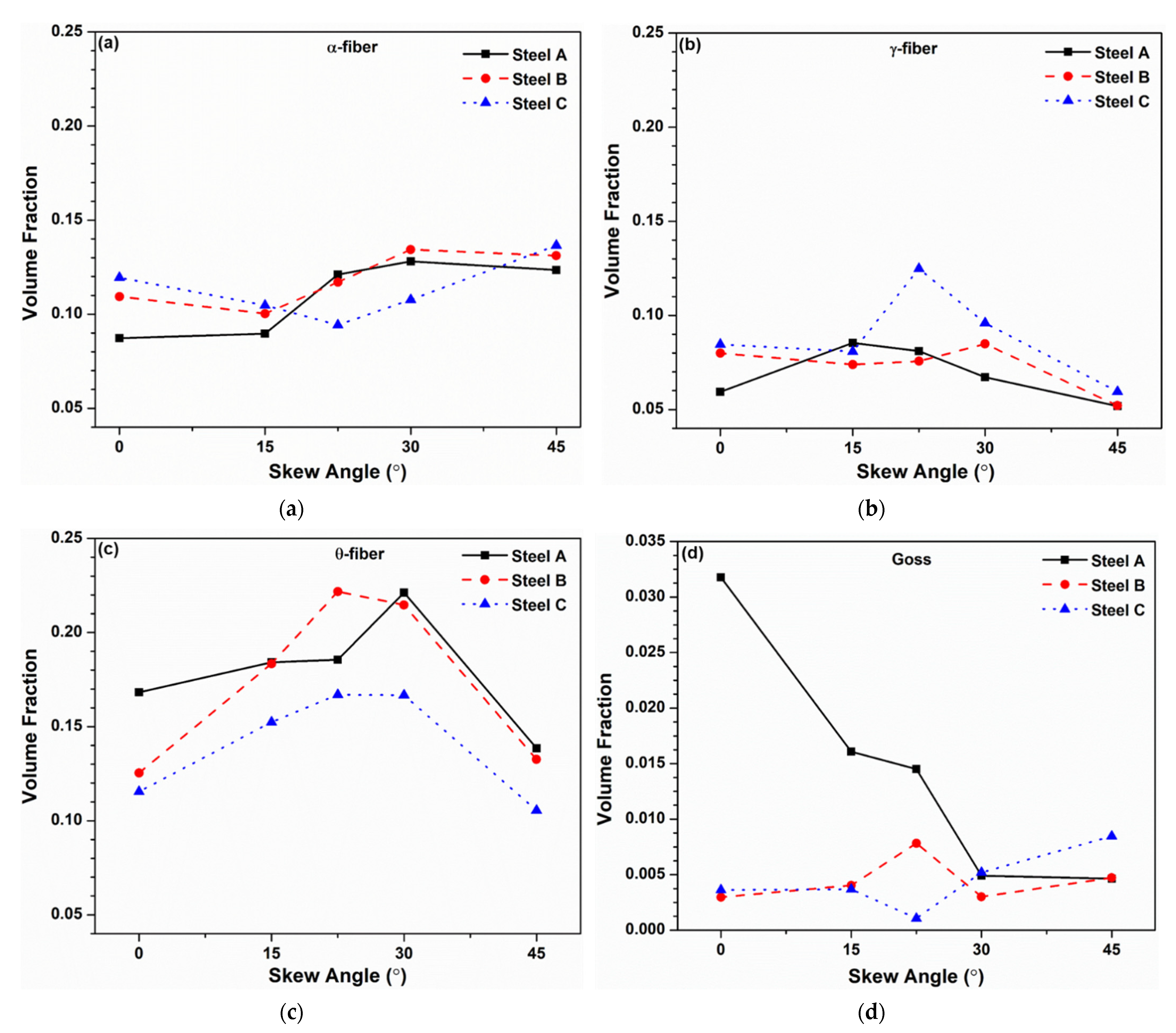
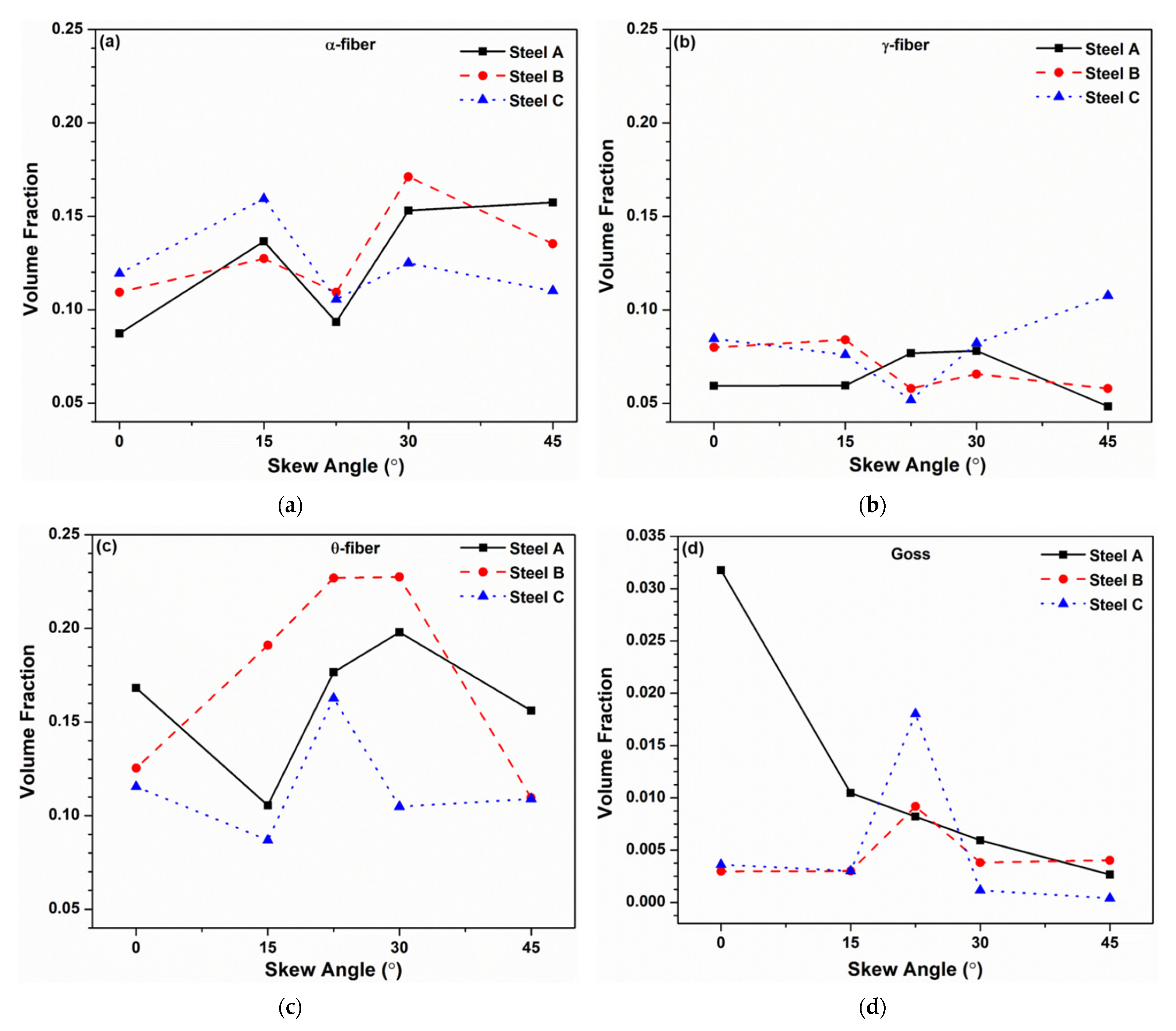
3.3.3. Texture Factor
4. Discussion
4.1. Deformation Texture
4.2. Recrystallization Texture
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Park, J.T.; Szpunar, J.A. Evolution of recrystallization texture in nonoriented electrical steels. Acta Mater. 2003, 51, 3037–3051. [Google Scholar] [CrossRef]
- Kestens, L.; Jacobs, J. Texture control during the manufacturing of non-oriented electrical steels. Texture Stress Microstruct. 2008, 2008, 173083. [Google Scholar] [CrossRef] [Green Version]
- Sha, Y.H.; Sun, C.; Zhang, F.; Patel, D.; Chen, X.; Kalidindi, S.R.; Zuo, L. Strong cube recrystallization texture in silicon steel by twin-roll casting process. Acta Mater. 2014, 76, 106–117. [Google Scholar] [CrossRef]
- Takajo, S.; Merriman, C.C.; Vogel, S.C.; Field, D.P. In-situ EBSD study on the cube texture evolution in 3 wt% si steel complemented by ex-situ EBSD experiment—From nucleation to grain growth. Acta Mater. 2019, 166, 100–112. [Google Scholar] [CrossRef]
- Mehdi, M.; He, Y.; Hilinski, E.J.; Kestens, L.A.; Edrisy, A. The evolution of cube ({001}<100>) texture in non-oriented electrical steel. Acta Mater. 2020, 185, 540–554. [Google Scholar] [CrossRef]
- Jiao, H.T.; Xu, Y.B.; Zhao, L.Z.; Misra, R.D.K.; Tang, Y.C.; Liu, D.J.; Hu, Y.; Zhao, M.J.; Shen, M.X. Texture evolution in twin-roll strip cast non-oriented electrical steel with strong Cube and Goss texture. Acta Mater. 2020, 199, 311–325. [Google Scholar] [CrossRef]
- Wu, S.Y.; Lin, C.H.; Hsu, W.C.; Chang, L.; Sun, P.-L.; Kao, P.W. Effect of heating rate on the development of annealing texture in a 1.09 wt.% Si non-oriented electrical steel. ISIJ Int. 2016, 56, 326–334. [Google Scholar] [CrossRef] [Green Version]
- Liang, R.; Yang, P.; Mao, W. Retaining {1 0 0} texture from initial columnar grains in 6.5 wt% Si electrical steels. J. Magn. Magn. Mater. 2017, 411, 511–516. [Google Scholar] [CrossRef]
- Liu, H.T.; Schneider, J.; Li, H.L.; Sun, Y.; Gao, F.; Lu, H.H.; Song, H.Y.; Li, L.; Geng, D.Q.; Liu, Z.Y.; et al. Fabrication of high permeability non-oriented electrical steels by increasing <001> recrystallization texture using compacted strip casting processes. J. Magn. Magn. Mater. 2015, 374, 577–586. [Google Scholar] [CrossRef]
- Ji, M.; Slater, C.; Davis, C. Thermomechanical Processing Map in Retaining {100}//ND texture via Strain-Induced Boundary Migration Recrystallization Mechanism. Metall. Mater. Trans. A 2020, 51, 6498–6504. [Google Scholar] [CrossRef]
- Yasiki, H.; Kaneko, T. Effect of hot-band annealing on anisotropy of magnetic properties in low-Si semi-processed electrical steels. J. Magn. Magn. Mater. 1992, 112, 200–202. [Google Scholar] [CrossRef]
- Lee, K.M.; Huh, M.Y.; Lee, H.J.; Park, J.T.; Kim, J.S.; Shin, E.J.; Engler, O. Effect of hot band grain size on development of textures and magnetic properties in 2.0% Si non-oriented electrical steel sheet. J. Magn. Magn. Mater. 2015, 396, 53–64. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Zhang, X.M.; Zu, G.Q.; Guan, Y.; Ji, G.F.; Misra, R.D.K. Effect of hot band annealing on microstructure, texture and magnetic properties of non-oriented electrical steel processed by twin-roll strip casting. J. Magn. Magn. Mater. 2018, 460, 41–53. [Google Scholar] [CrossRef]
- De Campos, M.F.; Landgraf, F.J.G.; Takanohashi, R.; Chagas, F.C.; Falleiros, I.G.S.; Fronzaglia, G.C.; Kahn, H. Effect of the Hot Band Grain Size and Intermediate Annealing on the Deformation and Recrystallization Textures in Low Silicon Electrical Steels. ISIJ Int. 2004, 44, 591–597. [Google Scholar] [CrossRef] [Green Version]
- Takashima, M.; Komatsubara, M.; Nobuyuki, M. {001} Texture Development by Two-stage Cold Rolling Method in Non-oriented Electrical Steel. ISIJ Int. 1997, 37, 1263–1268. [Google Scholar] [CrossRef]
- Sonboli, A.; Toroghinejad, M.R.; Edris, H.; Szpunar, J.A. Effect of deformation route and intermediate annealing on magnetic anisotropy and magnetic properties of a 1wt% Si non-oriented electrical steel. J. Magn. Magn. Mater. 2015, 385, 331–338. [Google Scholar] [CrossRef]
- Dillamore, I.L.; Roberts, W.T. Rolling textures in f.c.c. and b.c.c. metals. Acta Metall. 1964, 12, 281–293. [Google Scholar] [CrossRef]
- Toth, L.; Jonas, J.; Daniel, D.; Ray, R. Development of ferrite rolling textures in low-and extra low-carbon steels. Metall. Mater. Trans. A 1990, 21, 2985–3000. [Google Scholar] [CrossRef]
- Ray, R.; Jonas, J.J.; Hook, R. Cold rolling and annealing textures in low carbon and extra low carbon steels. Int. Mater. Rev. 1994, 39, 129–172. [Google Scholar] [CrossRef]
- Raabe, D. Simulation of rolling textures of bcc metals considering grain interactions and crystallographic slip on {110},{112} and {123} planes. Mater. Sci. Eng. A 1995, 197, 31–37. [Google Scholar] [CrossRef]
- Fischer, O.; Schneider, J. Influence of Deformation Process on the Improvement of Nonoriented Electrical Steel. J. Magn. Magn. Mater. 2003, 254–255, 302–306. [Google Scholar] [CrossRef]
- Akta, S.; Richardson, G.J.; Sellars, C.M. Hot Deformation and Recrystallization of 3% Silicon: Steel Part 1: Microstructure, Flow Stress and Recrystallization Characteristics. ISIJ Int. 2005, 45, 1666–1675. [Google Scholar] [CrossRef] [Green Version]
- Hayakawa, Y.; Kurosawa, M. Orientation relationship between primary and secondary recrystallized texture in electrical steel. Acta Mater. 2002, 50, 4527–4534. [Google Scholar] [CrossRef]
- He, Y.; Hilinski, E.; Li, J. Texture Evolution of a Non-oriented Electrical Steel Cold Rolled at Directions Different from the Hot Rolling Direction. Metall. Mater. Trans. A 2015, 46, 5350–5365. [Google Scholar] [CrossRef]
- Sidor, J.; Miroux, A.; Petrov, R.; Kestens, L. Microstructural and crystallographic aspects of conventional and asymmetric rolling processes. Acta Mater. 2008, 56, 2495–2507. [Google Scholar] [CrossRef]
- He, Y.; Hilinski, E. Skew Rolling and Its Effect on the Deformation Texture of Non-oriented Electrical Steels. J. Mater. Process. Technol. 2017, 242, 182–195. [Google Scholar] [CrossRef]
- Bohm, T.; Schneider, J.; Telger, K.; Wuppermann, C.D.; Kawalla, R.; Friedrich, K.E. Method of producing non-grain-oriented electrical sheet. U.S. Patent No. 6,582,528 B1, 24 June 2003. [Google Scholar]
- Hielscher, R.; Schaeben, H. A novel pole figure inversion method: Specification of the MTEX algorithm. J. Appl. Cryst. 2008, 41, 1024–1037. [Google Scholar] [CrossRef]
- Chang, S.K.; Huang, W.Y. Texture Effect on Magnetic Properties by Alloying Specific Elements in Non-grain Oriented Silicon Steels. ISIJ Int. 2005, 45, 918–922. [Google Scholar] [CrossRef] [Green Version]
- Kestens, L.A.I.; Pirgazi, H. Texture formation in metal alloys with cubic crystal structures. Mater. Sci. Technol. 2016, 32, 1303–1315. [Google Scholar] [CrossRef] [Green Version]
- Kestens, L.; Jonas, J.J. Transformation and Recrystallization Textures Associated with Steel Processing. In ASM Handbook, Metalworking: Bulk Forming; Semiatin, S.L., Ed.; ASM International: Materials Park, OH, USA, 2005; Volume 14A, pp. 685–700. [Google Scholar]
- Xu, H.J.; Xu, Y.B.; He, Y.; Cheng, S.F.; Jiao, H.T.; Yue, S.; Li, J.P. Two-stage warm cross rolling and its effect on the microstructure, texture and magnetic properties of an Fe-6.5 wt% Si non-oriented electrical steel. J. Mater. Sci. 2020, 55, 12525–12543. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier Ltd.: Oxford, UK, 2004; pp. 379–413. [Google Scholar]
- Ridha, A.A.; Hutchinson, W.B. Recrystalllization mechanisms and the origin of cube texture in copper. Acta Metall. 1982, 30, 1929–1939. [Google Scholar] [CrossRef]
- Korbel, A.; Embury, J.D.; Hatherly, M.; Martin, P.L.; Erbsloh, H.W. Microstructural aspects of strain localization in Al-Mg alloys. Acta Metall. 1986, 34, 1999–2009. [Google Scholar] [CrossRef]
- Oliveira Malta, P.O.; Gonçalves, C.M.; Alves, D.S.; Ferreira, A.O.V.; Moutinho, I.D.; Santos, D.B. The influence of hot band annealing on recrystallization kinetics and texture evolution in a cold-rolled Nb-stabilized ferritic stainless steel during isothermal annealing. J. Mater. Res. 2016, 31, 2838–2849. [Google Scholar] [CrossRef]
- Dorner, D.; Zaefferer, S.; Raabe, D. Retention of the Goss orientation between microbands during cold rolling of an Fe3% Si single crystal. Acta Mater. 2007, 55, 2519–2530. [Google Scholar] [CrossRef]
- Mehdi, M.; He, Y.; Hilinski, E.J.; Kestens, L.A.I.; Edrisy, A. The Origins of the Goss Orientation in Non-Oriented Electrical Steel and the Evolution of the Goss Texture during Thermomechanical Processing. Steel Res. Int. 2019, 80, 1800582. [Google Scholar] [CrossRef]
- Dillamore, I.; Roberts, W. Preferred orientation in wrought and annealed metals. Metall. Rev. 1965, 10, 271–380. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Mn | P | S | Si | Al | Fe |
|---|---|---|---|---|---|---|---|
| A | 0.0021 | 0.307 | 0.010 | 0.0011 | 0.875 | 0.461 | Bal. |
| B | 0.0023 | 0.299 | 0.010 | 0.0011 | 1.826 | 0.515 | Bal. |
| C | 0.0033 | 0.303 | 0.010 | 0.0011 | 2.767 | 0.516 | Bal. |
| Steel A (0.88 wt% Si) | Steel B (1.83 wt% Si) | Steel C (2.77 wt% Si) | |||
|---|---|---|---|---|---|
| Sample ID | Thickness (mm) | Sample ID | Thickness (mm) | Sample ID | Thickness (mm) |
| A-0 | 0.538 | B-0 | 0.540 | C-0 | 0.552 |
| A-15-Unidirect | 0.543 | B-15-Unidirect | 0.524 | C-15-Unidirect | 0.590 |
| A-15-Bidirect | 0.505 | B-15-Bidirect | 0.520 | C-15-Bidirect | 0.570 |
| A-22.5-Unidirect | 0.543 | B-22.5-Unidirect | 0.556 | C-22.5-Unidirect | 0.603 |
| A-22.5-Bidirect | 0.540 | B-22.5-Bidirect | 0.532 | C-22.5-Bidirect | 0.582 |
| A-30-Unidirect | 0.508 | B-30-Unidirect | 0.570 | C-30-Unidirect | 0.584 |
| A-30-Bidirect | 0.540 | B-30-Bidirect | 0.534 | C-30-Bidirect | 0.588 |
| A-45-Unidirect | 0.563 | B-45-Unidirect | 0.583 | C-45-Unidirect | 0.636 |
| A-45-Bidirect | 0.544 | B-45-Bidirect | 0.607 | C-45-Bidirect | 0.692 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Y.; Hilinski, E.J. Textures of Non-Oriented Electrical Steel Sheets Produced by Skew Cold Rolling and Annealing. Metals 2022, 12, 17. https://doi.org/10.3390/met12010017
He Y, Hilinski EJ. Textures of Non-Oriented Electrical Steel Sheets Produced by Skew Cold Rolling and Annealing. Metals. 2022; 12(1):17. https://doi.org/10.3390/met12010017
Chicago/Turabian StyleHe, Youliang, and Erik J. Hilinski. 2022. "Textures of Non-Oriented Electrical Steel Sheets Produced by Skew Cold Rolling and Annealing" Metals 12, no. 1: 17. https://doi.org/10.3390/met12010017
APA StyleHe, Y., & Hilinski, E. J. (2022). Textures of Non-Oriented Electrical Steel Sheets Produced by Skew Cold Rolling and Annealing. Metals, 12(1), 17. https://doi.org/10.3390/met12010017