
Microstructure and Mechanical Property of Al6Si2Cu Alloy Subjected to Double-Solution Heat Treatment



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
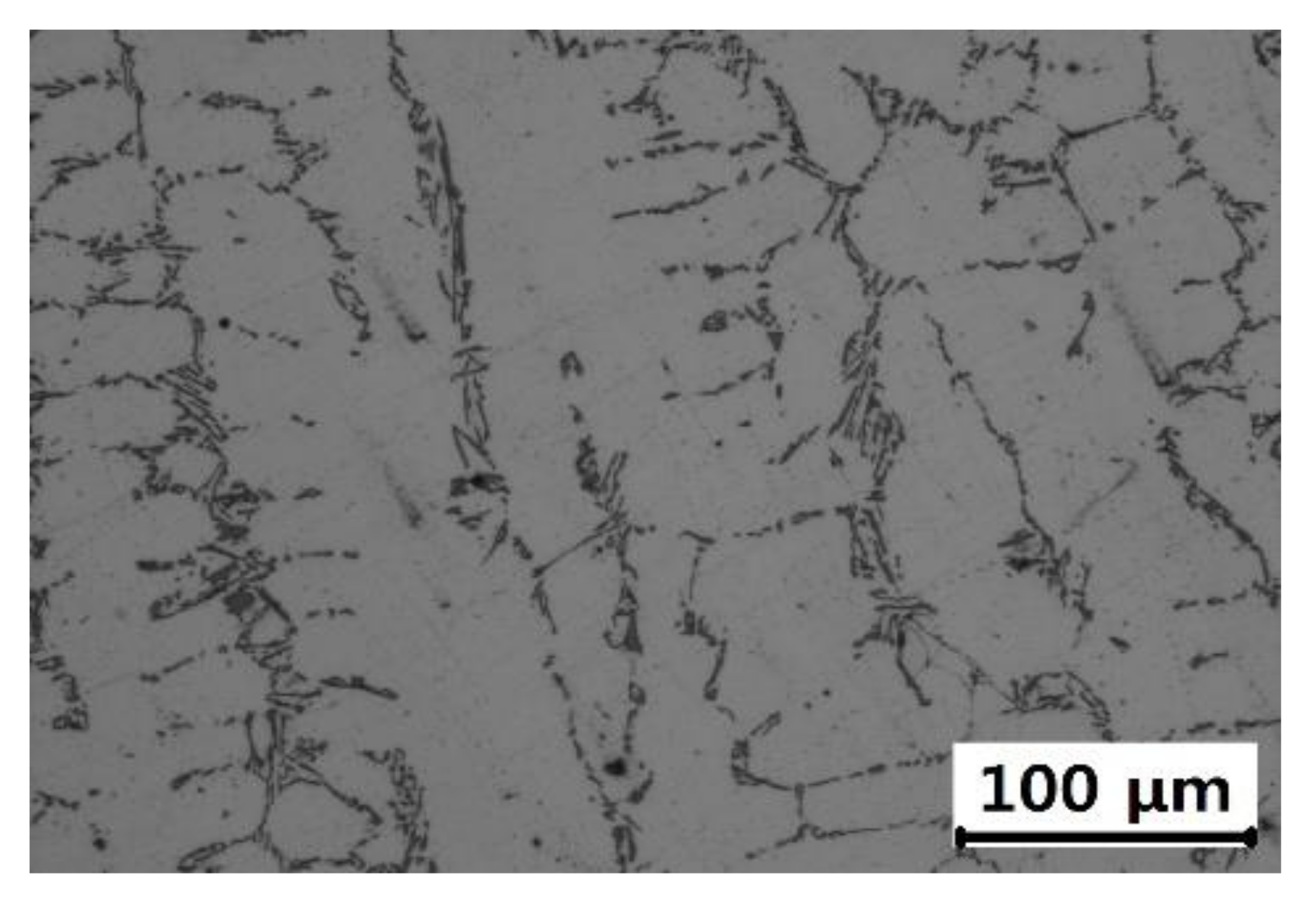
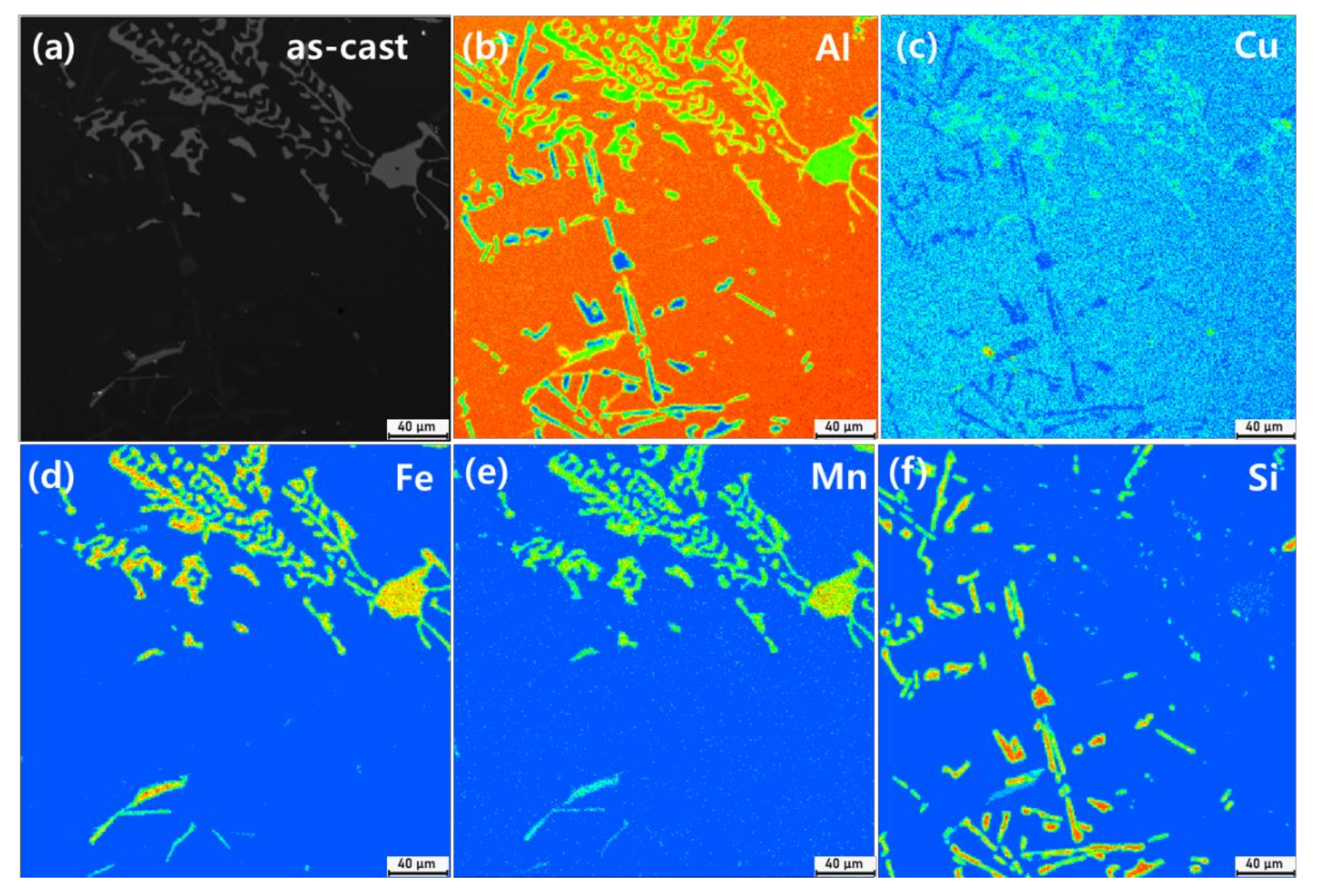
3.1. Microstructure
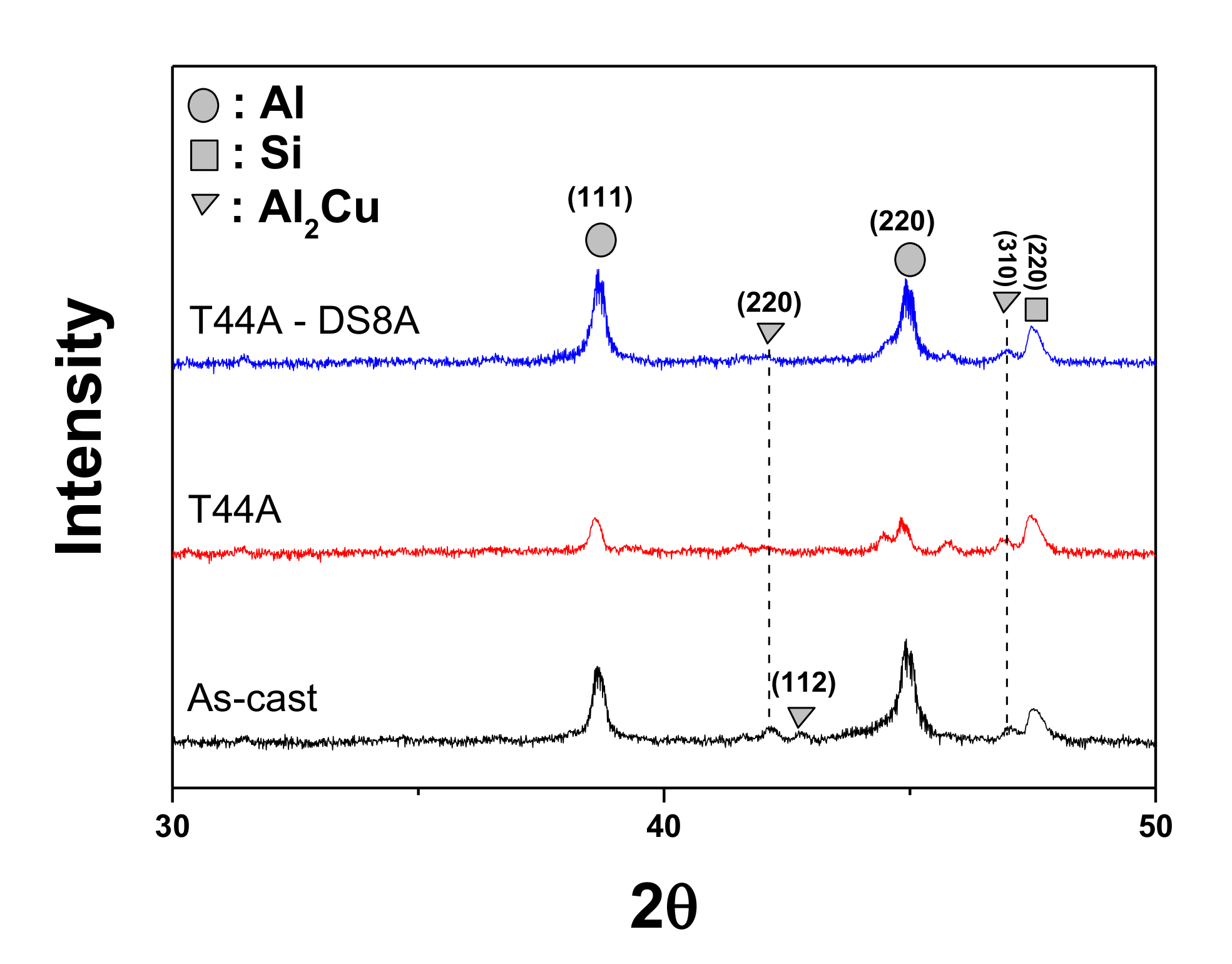
3.2. XRD Analysis
3.3. Mechanical Properties
4. Conclusions
- 1.
- The microstructure of the gravity-casted Al6Si2Cu alloys was investigated. The Chinese-script shape α-Al15(Fe, Mn)3Si2, β-Al5FeSi phase, and θ-Al2Cu and eutectic Si phases were observed and analyzed in agreement with the thermodynamically calculated equilibrium phase diagram.
- 2.
- The XRD analysis depicted that the diffraction peaks of the (220) and (112) plane of the Al2Cu phase were observed in the gravity-cast specimens, but were not found in the solution treatment due to the Al2Cu phase dissolution into the Al matrix.
- 3.
- The double-solution heat treatment process was enough to dissolve the θ-Al2Cu phase into the Al matrix without leaving any defects (e.g., pores) caused by the incipient melting of the θ-Al2Cu phase.
- 4.
- As the heat treatment temperature and time increased, the Si particles were spheroidized; the average area of the Si particles decreased by approximately 56%; and the aspect ratio increased by approximately 418%.
- 5.
- The mechanical properties increased after the double-solution heat treatment. The ultimate tensile strength and elongation of the T44B-DS8B specimen increased by up to 34% and 95%, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Al-Alawi, B.M.; Bradley, T.H. Analysis of corporate average fuel economy regulation compliance scenarios inclusive of plug in hybrid vehicles. Appl. Energy 2014, 113, 1323–1337. [Google Scholar] [CrossRef]
- Kim, G.T. High strength aluminum alloy for die casting. J. Korea Foundry Soc. 2011, 31, 101–105. [Google Scholar] [CrossRef] [Green Version]
- Rohatgi, P.K.; Nath, D.; Singh, S.S.; Keshavaram, B.N. Factors affecting the damping capacity of cast aluminium-matrix composites. J. Mater. Sci. 1994, 29, 5975–5984. [Google Scholar] [CrossRef]
- Li, Y.; Yang, Y.; Wu, Y.; Wang, L.; Liu, X. Quantitative comparison of three Ni-containing phases to the elevated-temperature properties of Al–Si piston alloys. Mater. Sci. Eng. 2010, 527, 7132–7137. [Google Scholar] [CrossRef]
- Lei, J.; Li, N.; Rao, M.C. Development of heat-resisting aluminum alloy material for pistons. Adv. Mater. Res. 2008, 51, 105–110. [Google Scholar] [CrossRef]
- Yao, J.Y.; Taylor, J.A. Characterisation of intermetallic particles formed during solution treatment of an Al–7Si–0.4Mg–0.12Fe alloy. J. Alloys Compd. 2012, 519, 60–66. [Google Scholar] [CrossRef]
- Sigworth, G.K. The modification of Al-Si casting alloys: Important practical and theoretical aspects. Int. J. Met. 2008, 2, 19–40. [Google Scholar] [CrossRef]
- Narayanan, L.A.; Samuel, F.H.; Gruzleski, J.E. Dissolution of iron intermetallics in Al-Si Alloys through nonequilibrium heat treatment. Metall. Mater. Trans. A 1995, 26, 2161–2174. [Google Scholar] [CrossRef]
- Sokolowski, J.H.; Sun, X.; Byczynski, G.; Northwood, D.O.; Penrod, D.E.; Thomas, R.; Esseltine, A. The removal of copper-phase segregation and subsequent improvement in the mechanical properties of casting 319 aluminum alloy by a Double heat treatment. J. Mater. Process. Technol. 1995, 53, 385–392. [Google Scholar] [CrossRef]
- Djurdjevic, M.; Stockwell, T.; Sokolowski, J. The effect of strontium on the microstructure of the aluminium–silicon and aluminium-copper eutectics in the 319 aluminium alloy. Int. J. Cast Met. Res. 1999, 12, 67–73. [Google Scholar] [CrossRef]
- Sokolowski, J.H.; Djurdjevic, M.B.; Kierkus, C.A.; Northwood, D.O. Improvement of 319 aluminum alloy casting durability by high temperature solution treatment. J. Mater. Process. Technol. 2001, 109, 174–180. [Google Scholar] [CrossRef]
- Samuel, A.M.; Gauthier, J.; Samuel, F.H. Microstructural aspects of the dissolution and melting of Al2Cu phase in Al-Si alloys during solution heat treatment. Metall. Mater. Trans. A 1996, 27, 1785–1798. [Google Scholar] [CrossRef]
- Wang, G.; Bian, X.; Wang, W.; Zhang, J. Influence of Cu and minor elements on solution treatment of Al–Si–Cu–Mg cast alloys. Mater. Lett. 2003, 57, 4083–4087. [Google Scholar] [CrossRef]
- Azmah Hanim, M.A.; Chang Chung, S.; Khang Chuan, O. Effect of a Double solution heat treatment on the microstructure and mechanical properties of 332 aluminium silicon cast alloy. Mater. Des. 2011, 32, 2334–2338. [Google Scholar] [CrossRef]
- Ceschini, L.; Boromei, I.; Morri, A.; Seifeddine, S.; Svensson, I.L. Microstructure, tensile and fatigue properties of the Al–10%Si–2%Cu alloy with different Fe and Mn content cast under controlled conditions. J. Mater. Process. Technol. 2009, 209, 5669–5679. [Google Scholar] [CrossRef]
- Ogris, E.; Wahlen, A.; Lüchinger, H.; Uggowitzer, P.J. On the silicon spheroidization in Al–Si alloys. J. Light Met. 2002, 2, 263–269. [Google Scholar] [CrossRef]
- Wang, J.; Zhu, J.; Liu, Y.; Peng, H.; Su, X. Effect of spheroidization of eutectic Si on mechanical properties of eutectic Al–Si alloys. J. Mater. Res. 2018, 33, 1773–1781. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Solution | ||||
|---|---|---|---|---|---|
| First Step | Second Step | Quenching | |||
| °C | h | °C | h | ||
| As-cast | - | - | - | - | - |
| T44A | 485 | 4 | - | - | Water |
| T44A-DS8A | 485 | 4 | 515 | 8 | Water |
| T44A-DS8B | 485 | 4 | 525 | 8 | Water |
| T44B | 495 | 4 | - | - | Water |
| T44B-DS8A | 495 | 4 | 515 | 8 | Water |
| T44B-DS8B | 495 | 4 | 525 | 8 | Water |
| Phase | Si | Cu | Fe | Mn | Al | Point |
|---|---|---|---|---|---|---|
| α | 10.7 | - | 22.0 | 8.6 | 56.6 | Al15(Fe, Mn)3Si2 |
| β | 17.5 | - | 23.1 | 2.6 | 56.6 | Al5FeSi |
| Si | 93.6 | - | - | - | 6.3 | Si |
| θ | - | 51.3 | - | - | 48.6 | Al2Cu |
| Specimen | As-Cast | T44A | T44A-DS8A | T44A-DS8B | T44B | T44B-DS8A | T44B-DS8B |
|---|---|---|---|---|---|---|---|
| Mean Area (um2) | 47.1 | 31.4 | 29.6 | 26.1 | 31.7 | 25.8 | 20.6 |
| Aspect Ratio | 0.16 | 0.37 | 0.59 | 0.77 | 0.37 | 0.62 | 0.83 |
| - | 130%↑ | 268%↑ | 381%↑ | 130%↑ | 287%↑ | 418%↑ |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
An, S.; Kim, M.; Huh, C.; Kim, C. Microstructure and Mechanical Property of Al6Si2Cu Alloy Subjected to Double-Solution Heat Treatment. Metals 2022, 12, 18. https://doi.org/10.3390/met12010018
An S, Kim M, Huh C, Kim C. Microstructure and Mechanical Property of Al6Si2Cu Alloy Subjected to Double-Solution Heat Treatment. Metals. 2022; 12(1):18. https://doi.org/10.3390/met12010018
Chicago/Turabian StyleAn, Seongbin, Minsuk Kim, Chaeeul Huh, and Chungseok Kim. 2022. "Microstructure and Mechanical Property of Al6Si2Cu Alloy Subjected to Double-Solution Heat Treatment" Metals 12, no. 1: 18. https://doi.org/10.3390/met12010018
APA StyleAn, S., Kim, M., Huh, C., & Kim, C. (2022). Microstructure and Mechanical Property of Al6Si2Cu Alloy Subjected to Double-Solution Heat Treatment. Metals, 12(1), 18. https://doi.org/10.3390/met12010018