
Multi-Phase Field Method for Solidification Microstructure Evolution for a Ni-Based Alloy in Wire Arc Additive Manufacturing


Abstract
:1. Introduction
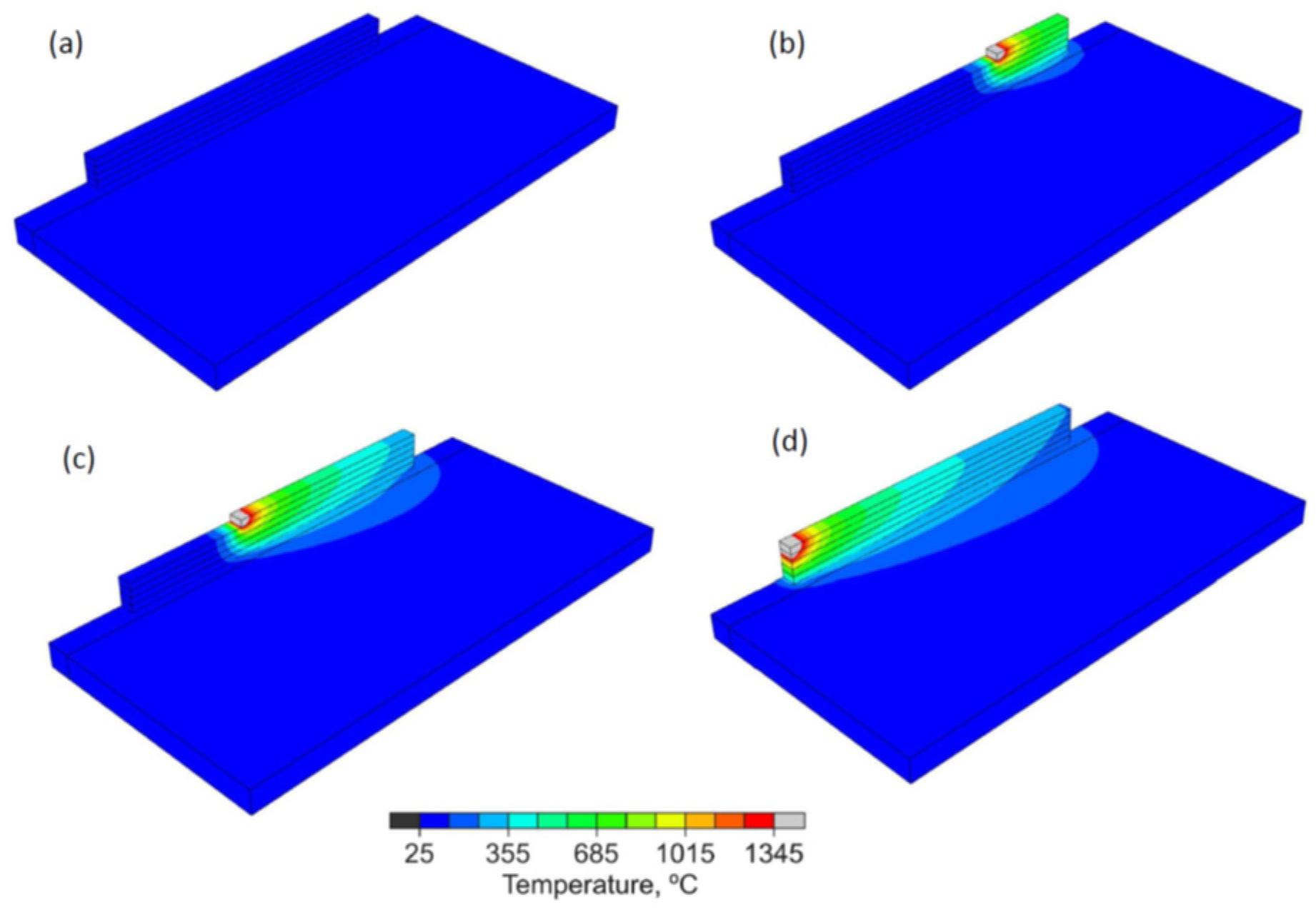
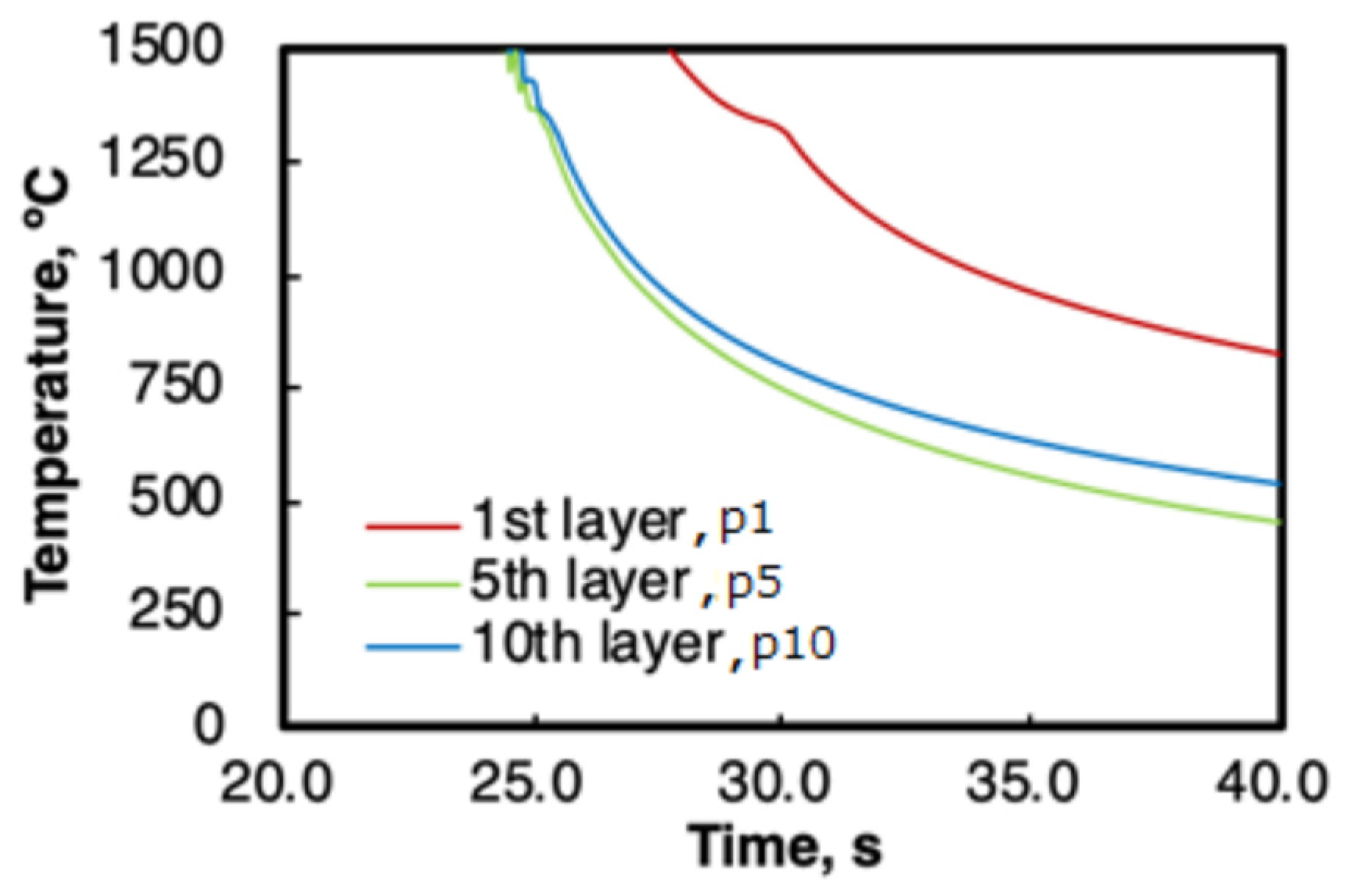
2. Thermal Analysis
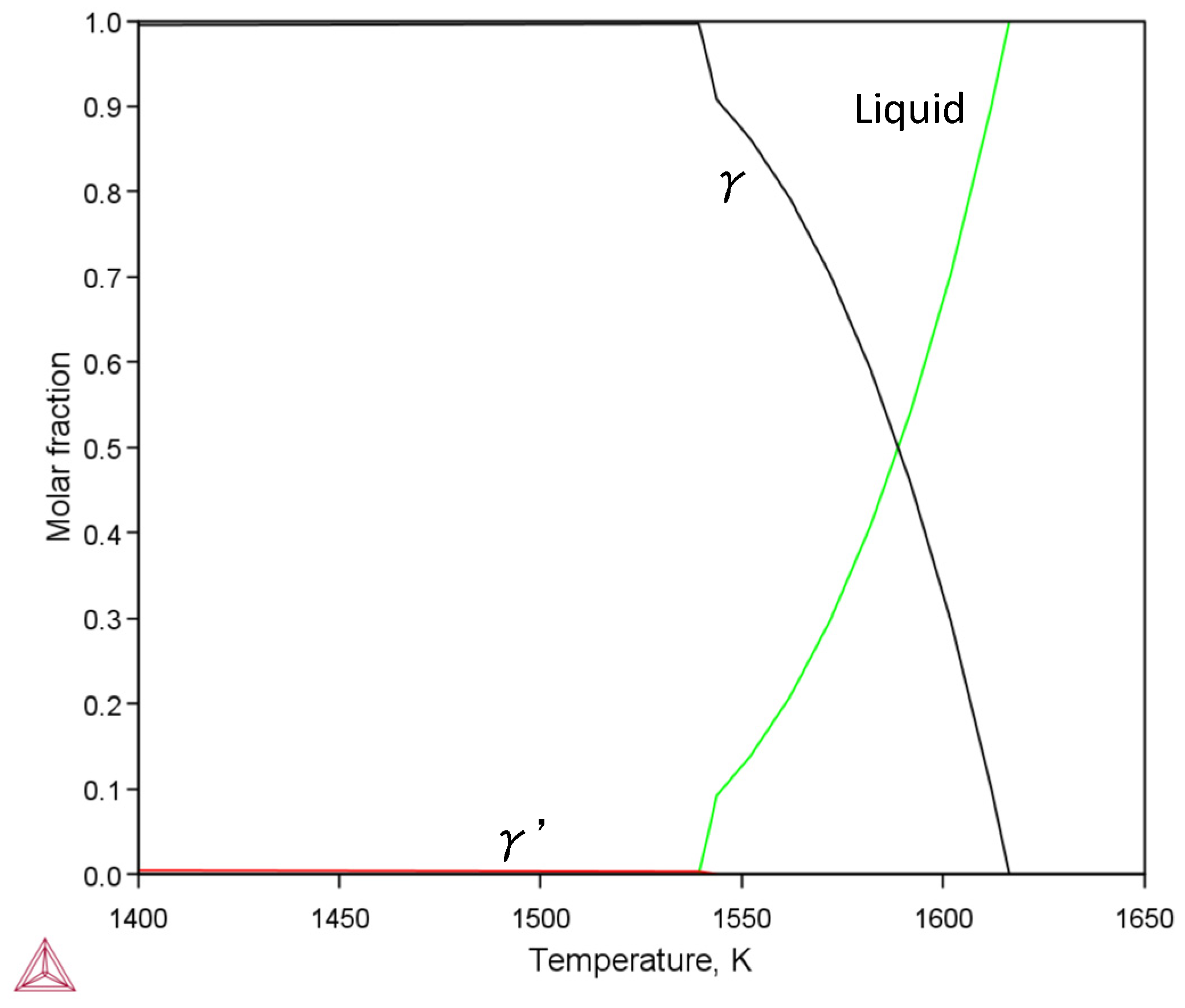
3. Multi-Phase Field Method Coupled with the CALPHAD Database
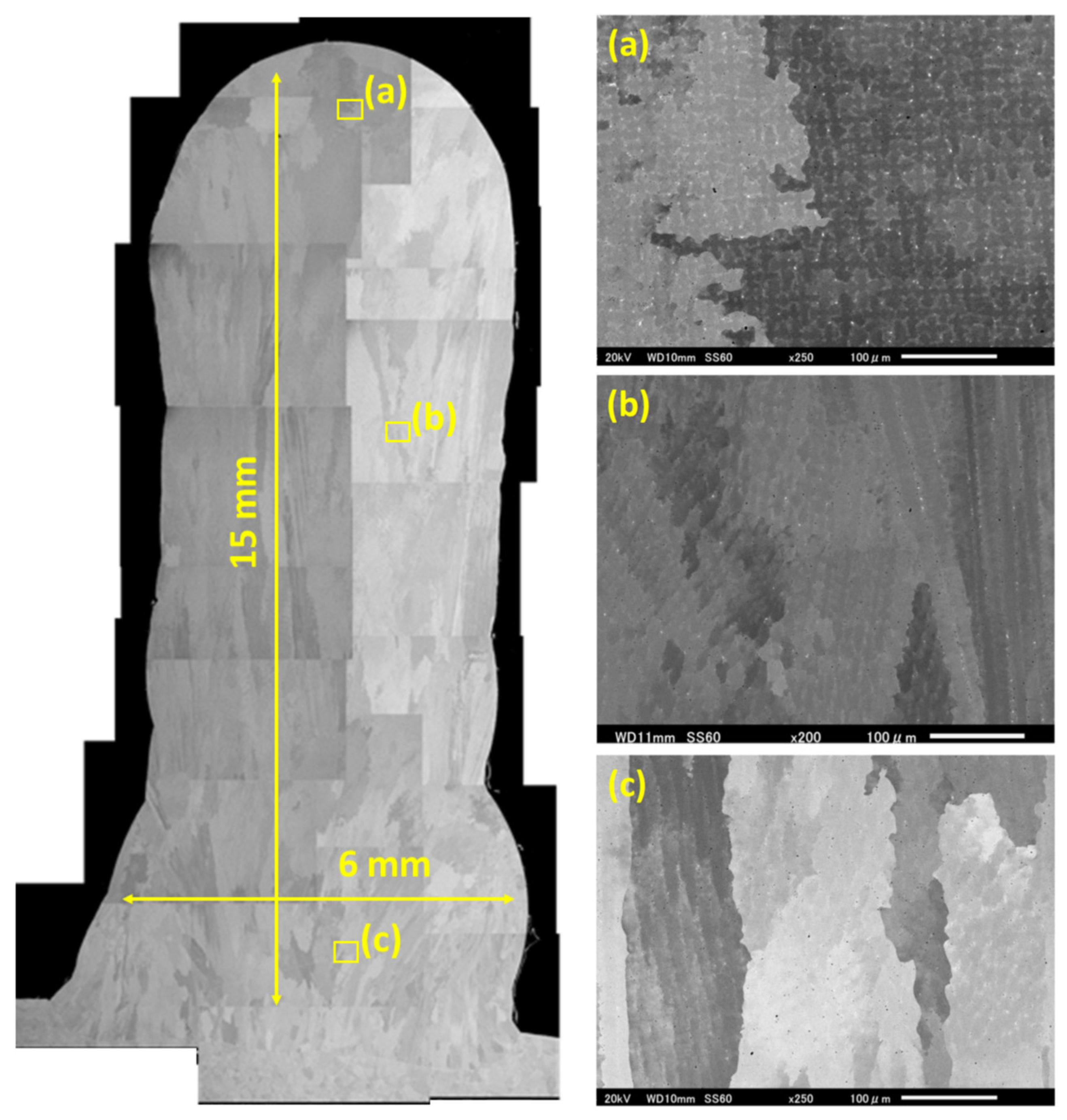
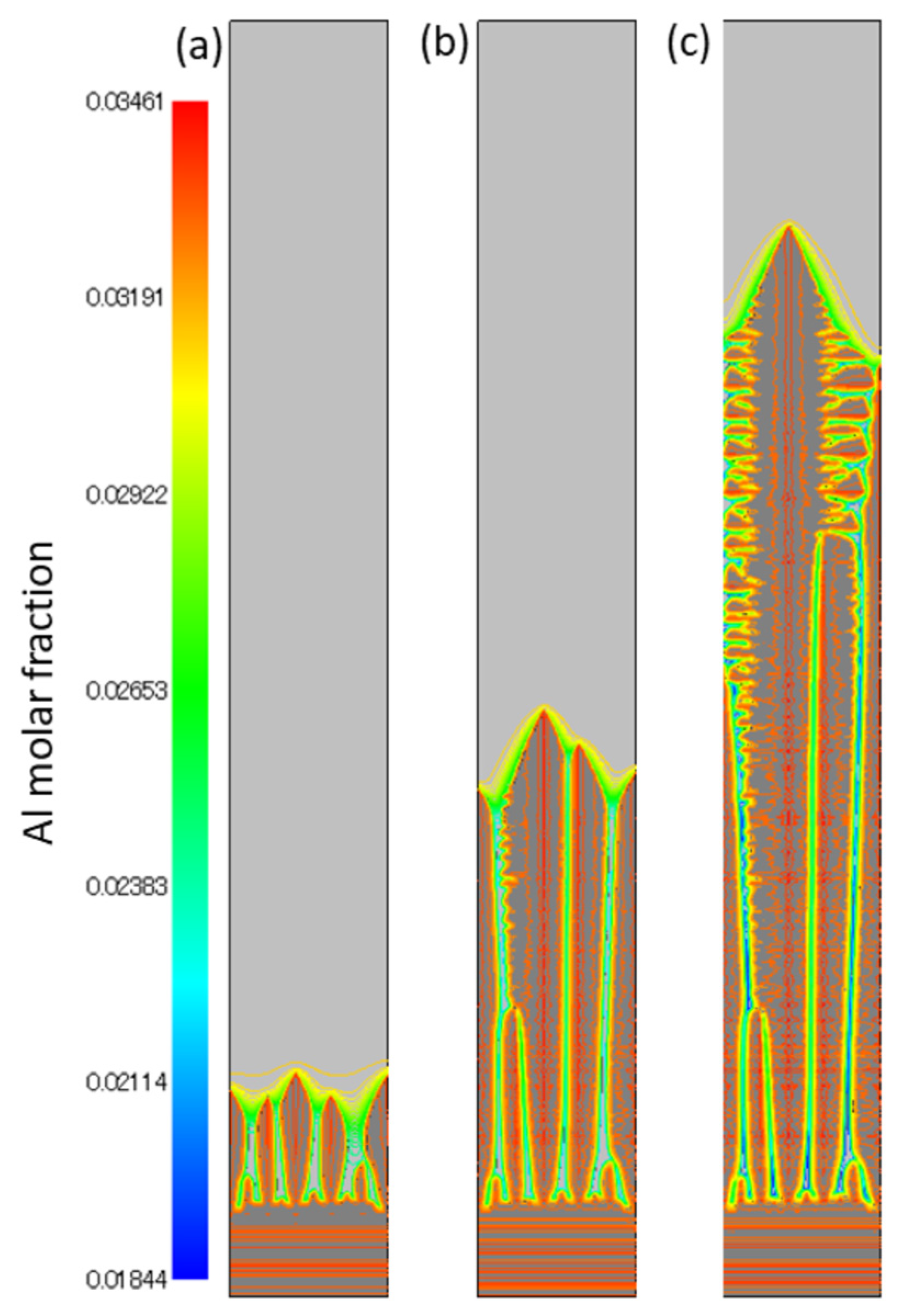
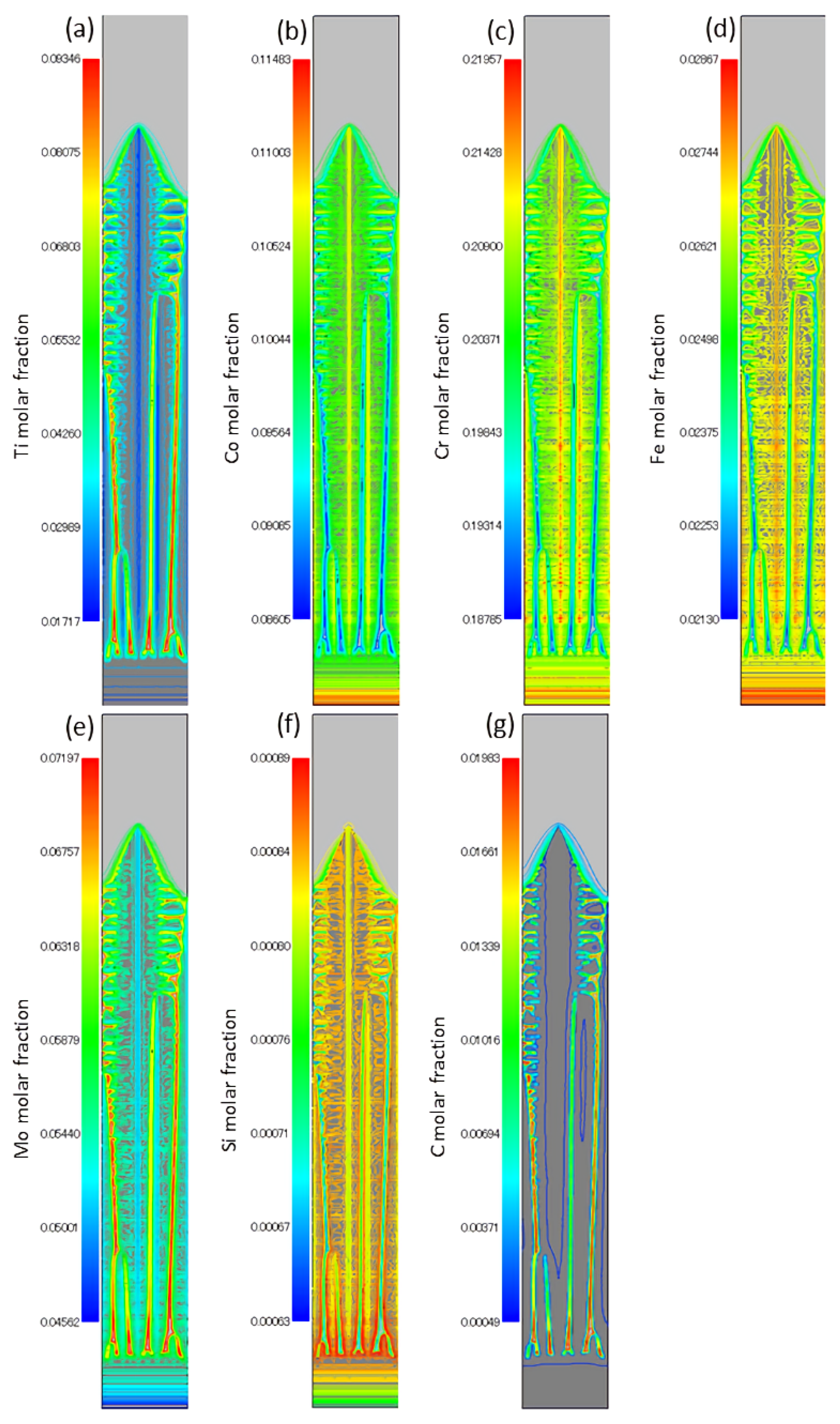
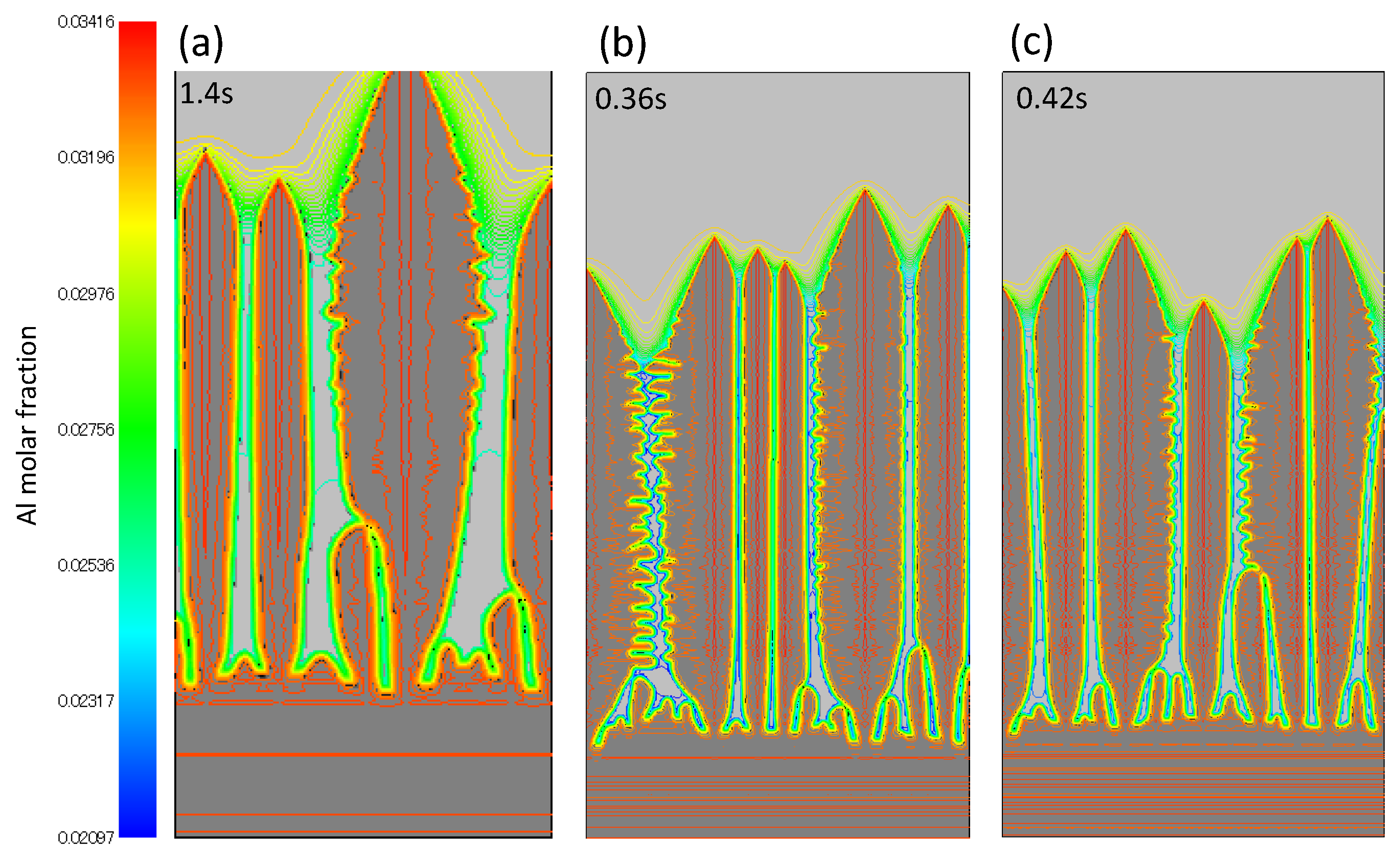
4. Solidification Microstructure Evolution
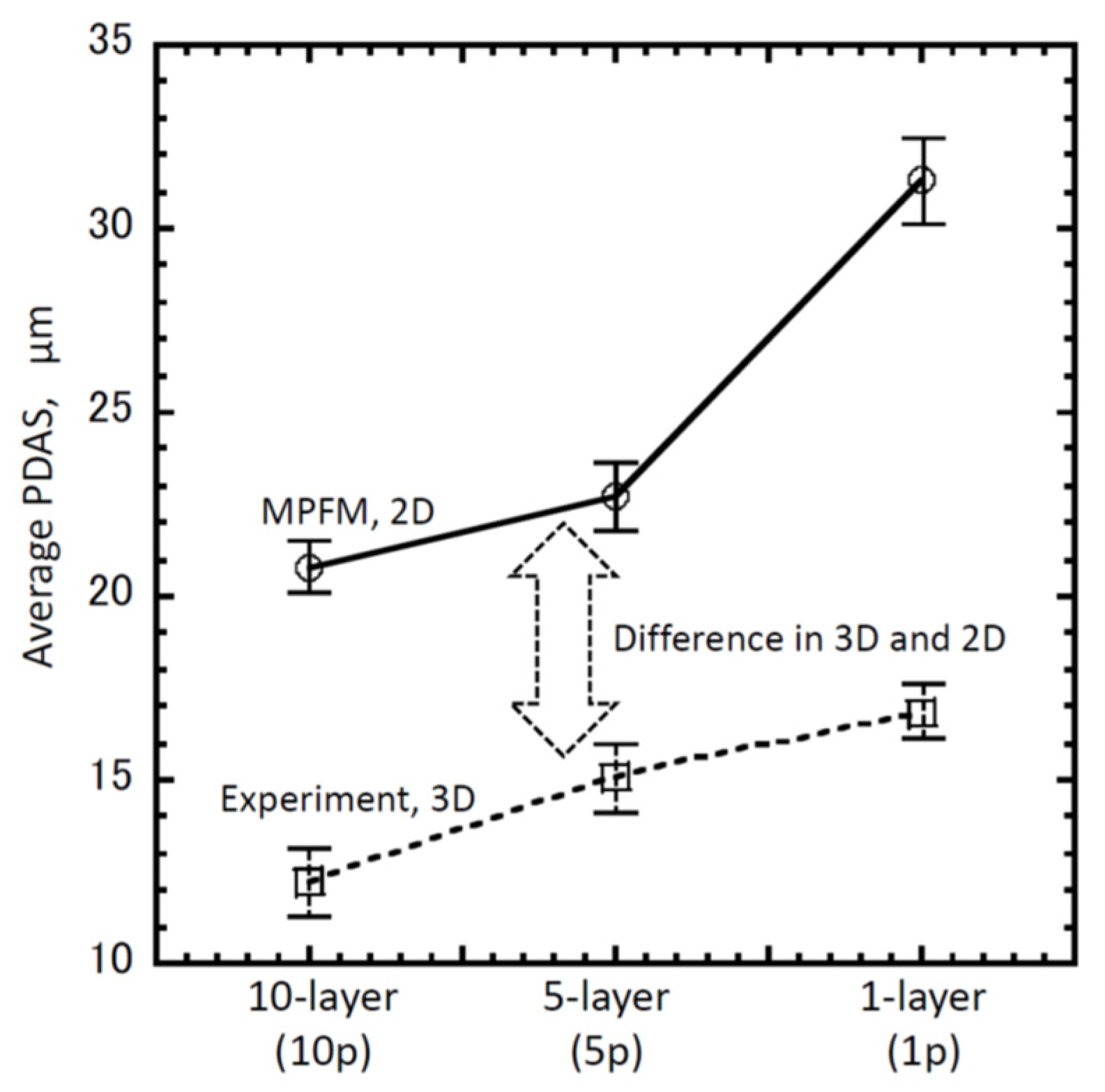
5. Comparison of Primary Dendrite Arm Spacing and Discussion
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S.T. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Vock, S.; Klöden, B.; Kirchner, A.; Weißgärber, T.; Kieback, B. Powders for powder bed fusion: A review. Prog. Addit. Manuf. 2019, 4, 383–397. [Google Scholar] [CrossRef] [Green Version]
- Montevecchi, F.; Venturini, G.; Scippa, A.; Campatelli, G. Finite element modelling of Wire-Arc-Additive-Manufacturing process. Procedia CIRP 2016, 55, 109–114. [Google Scholar] [CrossRef] [Green Version]
- Feng, G.; Wang, H.; Wang, Y.; Deng, D.; Zhang, J. Numerical Simulation of Residual Stress and Deformation in Wire Arc Additive Manufacturing. Crystals 2022, 12, 803. [Google Scholar] [CrossRef]
- Dhinakaran, V.; Ajith, J.; Fathima, A.; Fahmidha, Y.; Jagadeesha, T.; Sathish, T.; Stalin, B. Wire Arc Manufacturing (WAAM) process of nickel based superalloys—A review. Mater. Today Proc. 2020, 21, 920–925. [Google Scholar] [CrossRef]
- Galizoni, B.B.; Couto, A.A.; Pereira Reis, D.A. Heat Treatment on Nickel-Based Superalloy Inconel 713C. Metals 2019, 9, 47. [Google Scholar] [CrossRef] [Green Version]
- Sahu, S.K.; Mishra, D.K.; Behera, A.; Dalai, R.P. An overview on the effect of heat-treatment and cooling rates on Ni-based superalloys. Mater. Proc. 2021, 47, 3309–3312. [Google Scholar] [CrossRef]
- Kumar, M.B.; Sathiya, P.; Kannan, G.R.; Karthikeyan, M. Investigation on the microstructure and microhardness of Inconel 825 thick wall fabricated by wire arc additive manufacturing. Mater. Lett. 2022, 317, 132115. [Google Scholar] [CrossRef]
- Boussinot, G.; Apel, M.; Zielinski, J.; Hecht, U.; Schleifenbaum, J.H. Strongly Out-of-Equilibrium Columnar Solidification During Laser Powder-Bed Fusion in Additive Manufacturing. Phys. Rev. Appl. 2019, 11, 014025. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Steinbach, I. Phase-field model with finite interface dissipation: Extension to multi-component multi-phase alloys. Acta Mater. 2012, 60, 2702–2710. [Google Scholar] [CrossRef]
- Nomoto, S.; Segawa, M.; Watanabe, M. Non- and Quasi-Equilibrium Multi-Phase Field Methods Coupled with CALPHAD Database for Rapid-Solidification Microstructural Evolution in Laser Powder Bed Additive Manufacturing Condition. Metals 2021, 11, 626. [Google Scholar] [CrossRef]
- Hu, B.L.; Zhang, Q.H.; Wang, F.; Zhang, J.H. FEM Analysis of EDM in Gas Based on Birth and Death of Element. Mater. Sci. Forum 2009, 626–627, 599–604. [Google Scholar] [CrossRef]
- Fukumoto, S.; Oikawa, Y.; Tsuge, S.; Nomoto, S. Prediction of σ Phase Formation in Fe–Cr–Ni–Mo–N Alloys. ISIJ Int. 2010, 50, 445–449. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.G.; Kim, W.T.; Suzuki, T. Phase-field model for binary alloys. Phys. Rev. E 1999, 60, 7186–7197. [Google Scholar] [CrossRef] [PubMed]
- Böttger, B.; Apel, M.; Eiken, J.; Schaffnit, P.; Steinbach, I. Phase-Field Simulation of Solidification and Solid-State Transformations in Multicomponent Steels. Steel Res. Int. 2008, 79, 22–30. [Google Scholar] [CrossRef]
- Nickel-Based Superalloys Databases. Available online: https://thermocalc.com/content/uploads/Documentation/Databases/Mobility/mobni6-technical-info.pdf (accessed on 22 August 2022).
- Nickel-Based Superalloys Databases. Available online: https://thermocalc.com/content/uploads/Documentation/Databases/Thermodynamic/tcni12-technical-info.pdf (accessed on 22 August 2022).
- Steinbach, I. Phase-field models in materials science. Model. Simul. Mater. Sci. Eng. 2009, 17, 073001. [Google Scholar] [CrossRef]
- Porter, D.A.; Eastering, K.E.; Sherif, M.Y. Phase Transformations in Metals and Alloys, 3rd ed.; CRC Press: New York, NY, USA, 2008; pp. 215–220. [Google Scholar]
- Yang, C.; Xu, Q.; Su, X.; Liu, B. Multiphase-field and experimental study of solidification behavior in a nickel-based single crystal superalloy. Acta Mater. 2019, 175, 286–296. [Google Scholar] [CrossRef]
- Böttger, B.; Eqiken, J.; Apel, M. Multi-ternary extrapolation scheme for efficient coupling of thermodynamic data to a multi-phase-field model. Compu. Mater. Sci. 2015, 108, 283–292. [Google Scholar] [CrossRef]
- Shao, Y.L.; Wang, J.X.; Zhang, Y.W.; Jia, J.; Liu, J.T.; Huang, H.L.; Zhang, M.; Wang, Z.C.; Zhang, H.F.; Hu, B.F. Effect of Ti and Al on microstructure and partitioning behavior of alloying elements in Ni-based powder metallurgy superalloys. Int. J. Miner. Metall. Mater. 2019, 26, 500–506. [Google Scholar] [CrossRef]
- Belotti, L.P.; Van Dommelen, J.A.W.; Geers, M.G.D.; Ya, W.; Hoefnagels, J.P.M. Microstructural characterisation of thick-walled wire arc additively manufactured stainless steel. J. Mater. Process. Technol. 2022, 299, 117373. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification, 4th ed.; Trans Tech Publication Ltd.: Zuerich, Switzerland, 1998; pp. 55–58. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density, | 8250 kg/m3 |
| Heat capacity, | 451.9 J/g/K |
| Liquidus temperature, | 1345 °C |
| Solidus temperature, | 1310 °C |
| Latent heat, | 250 kJ/kg |
| Arc power efficiency, η | 0.2 |
| Torch traveling velocity, | 100 mm/min |
| Torch voltage, | 24–36 V |
| Torch electric current, | 60–150 A |
| Al | C | Co | Cr | Fe | Mo | Si | Ti | Ni |
|---|---|---|---|---|---|---|---|---|
| 1.47 | 0.06 | 10.25 | 18.55 | 2.53 | 9.27 | 0.04 | 3.08 | Bal. |
| Layer Position | Cooling Rate, K/s | Temperature Gradient, K/m |
|---|---|---|
| 1 (p1) | 44.9 | 9000 |
| 5 (p5) | 260 | 88,100 |
| 10 (p10) | 208 | 84,800 |
| Interface mobility | 1.0 × 10−7 m4/J/s |
| Interfacial energy | 0.2 J/m2 [20] |
| Diffusivity of liquid | 2.0 × 10−9 m2/s |
| Anisotropy factor | (0.0167, 0.0167) [21] |
| Initial temperature on bottom | 1610 K |
| Grid width | 0.5 μm |
| Number of grid point | 125 × 1000 |
| Region size | 62.5 μm × 500 μm |
| Discrete time width | 1 × 10−6 s |
| Interface mobility | 1.0 × 10−7 m4/J/s |
| Interfacial energy | 0.2 J/m2 [20] |
| Diffusivity of liquid | 2.0 × 10−9 m2/s |
| Anisotropy factor | (0.0167, 0.0167) [21] |
| Initial temperature on bottom | 1610 K |
| (5- and 10-layers positions) | |
| Grid width | 0.5 μm |
| Number of grid points | 250 × 500 |
| Region size | 125 μm × 250 μm |
| Discrete time width | 1 × 10−6 s |
| (1-layer position) | |
| Grid width | 1.0 μm |
| Number of grid points | 125 × 500 |
| Region size | 125 μm × 500 μm |
| Discrete time width | 1 × 10−5 s |
| Layer Position | MPFM, µm | Experiment, µm |
|---|---|---|
| 1 (p1) | 35.7 (±5.2) | 16.8 (±4.4) |
| 5 (p5) | 22.7 (±4.3) | 15.1 (±4.3) |
| 10 (p10) | 20.8 (±3.6) | 12.2 (±3.5) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nomoto, S.; Kusano, M.; Kitano, H.; Watanabe, M. Multi-Phase Field Method for Solidification Microstructure Evolution for a Ni-Based Alloy in Wire Arc Additive Manufacturing. Metals 2022, 12, 1720. https://doi.org/10.3390/met12101720
Nomoto S, Kusano M, Kitano H, Watanabe M. Multi-Phase Field Method for Solidification Microstructure Evolution for a Ni-Based Alloy in Wire Arc Additive Manufacturing. Metals. 2022; 12(10):1720. https://doi.org/10.3390/met12101720
Chicago/Turabian StyleNomoto, Sukeharu, Masahiro Kusano, Houichi Kitano, and Makoto Watanabe. 2022. "Multi-Phase Field Method for Solidification Microstructure Evolution for a Ni-Based Alloy in Wire Arc Additive Manufacturing" Metals 12, no. 10: 1720. https://doi.org/10.3390/met12101720
APA StyleNomoto, S., Kusano, M., Kitano, H., & Watanabe, M. (2022). Multi-Phase Field Method for Solidification Microstructure Evolution for a Ni-Based Alloy in Wire Arc Additive Manufacturing. Metals, 12(10), 1720. https://doi.org/10.3390/met12101720