


Laser Beam Machining of Tungsten Alloy: Experimental and Numerical Analysis


Abstract
:1. Introduction
2. Materials and Methods
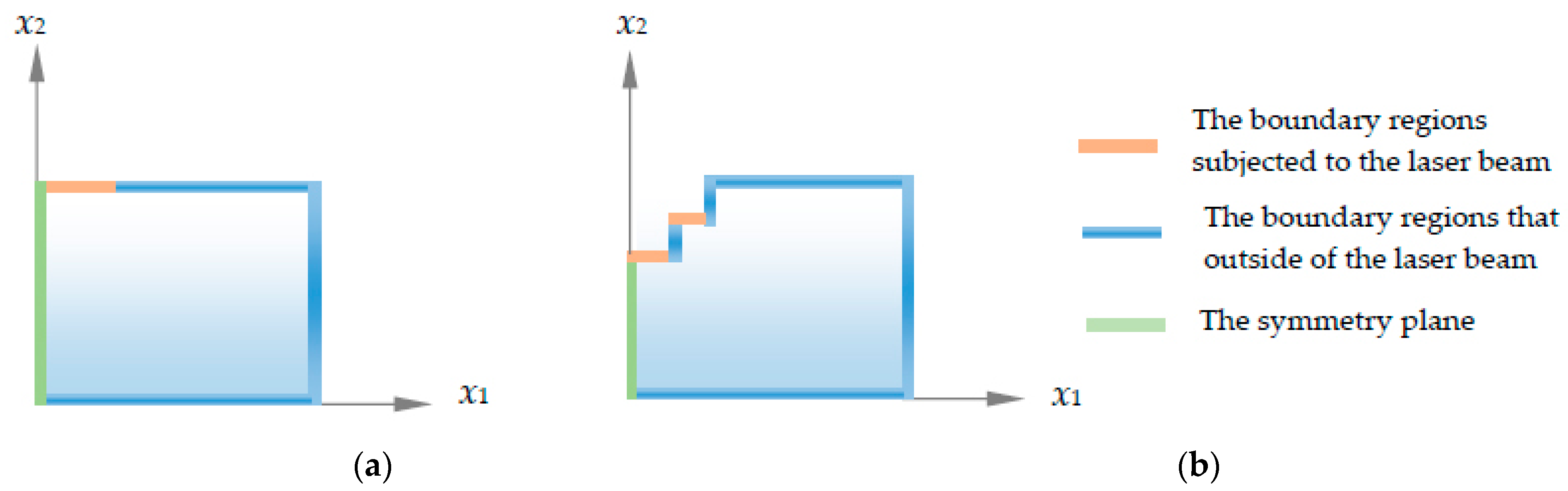
2.1. Mathematical Model
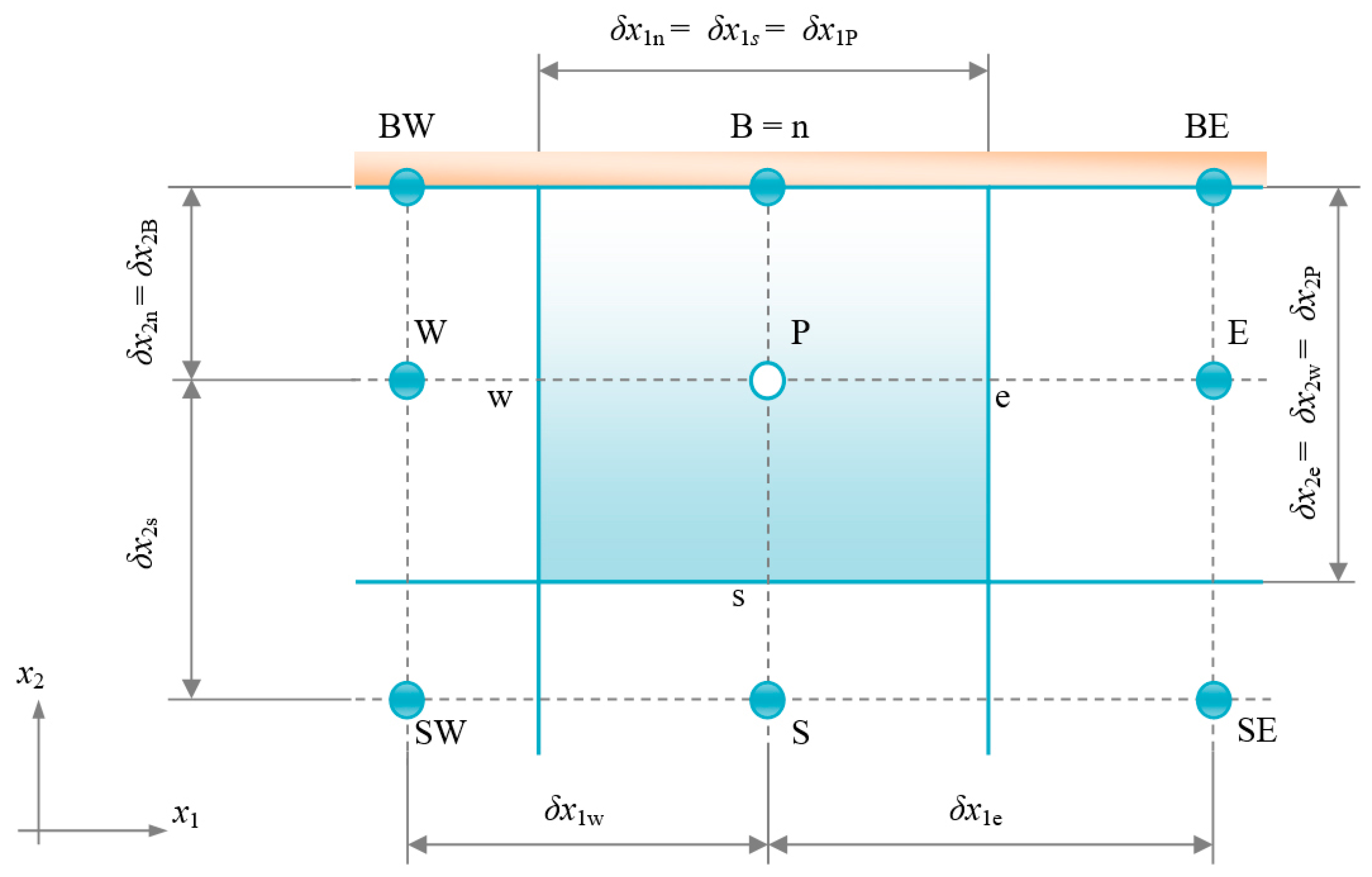
2.2. Numerical Method
2.3. Experimental Setup
3. Results and Discussion
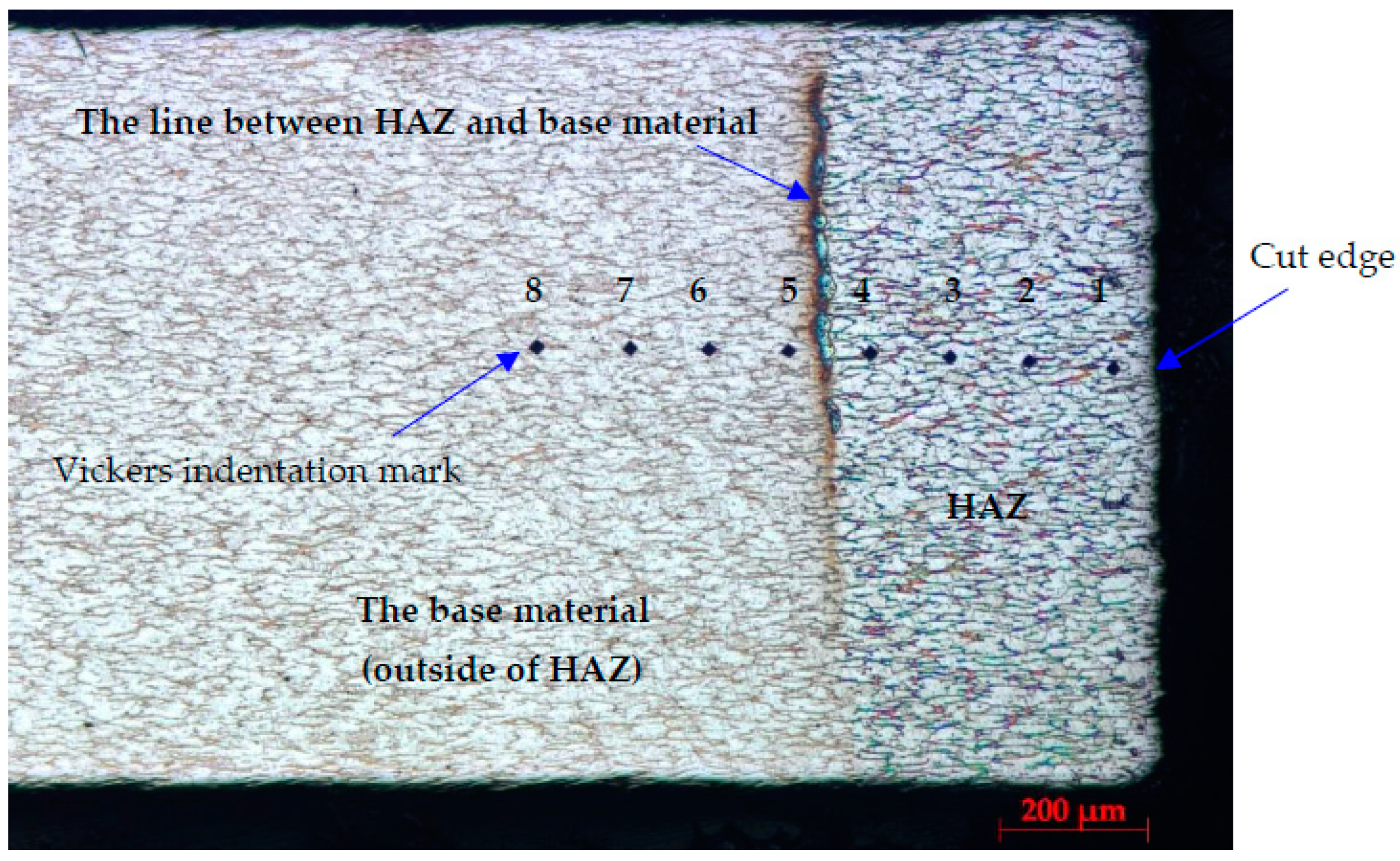
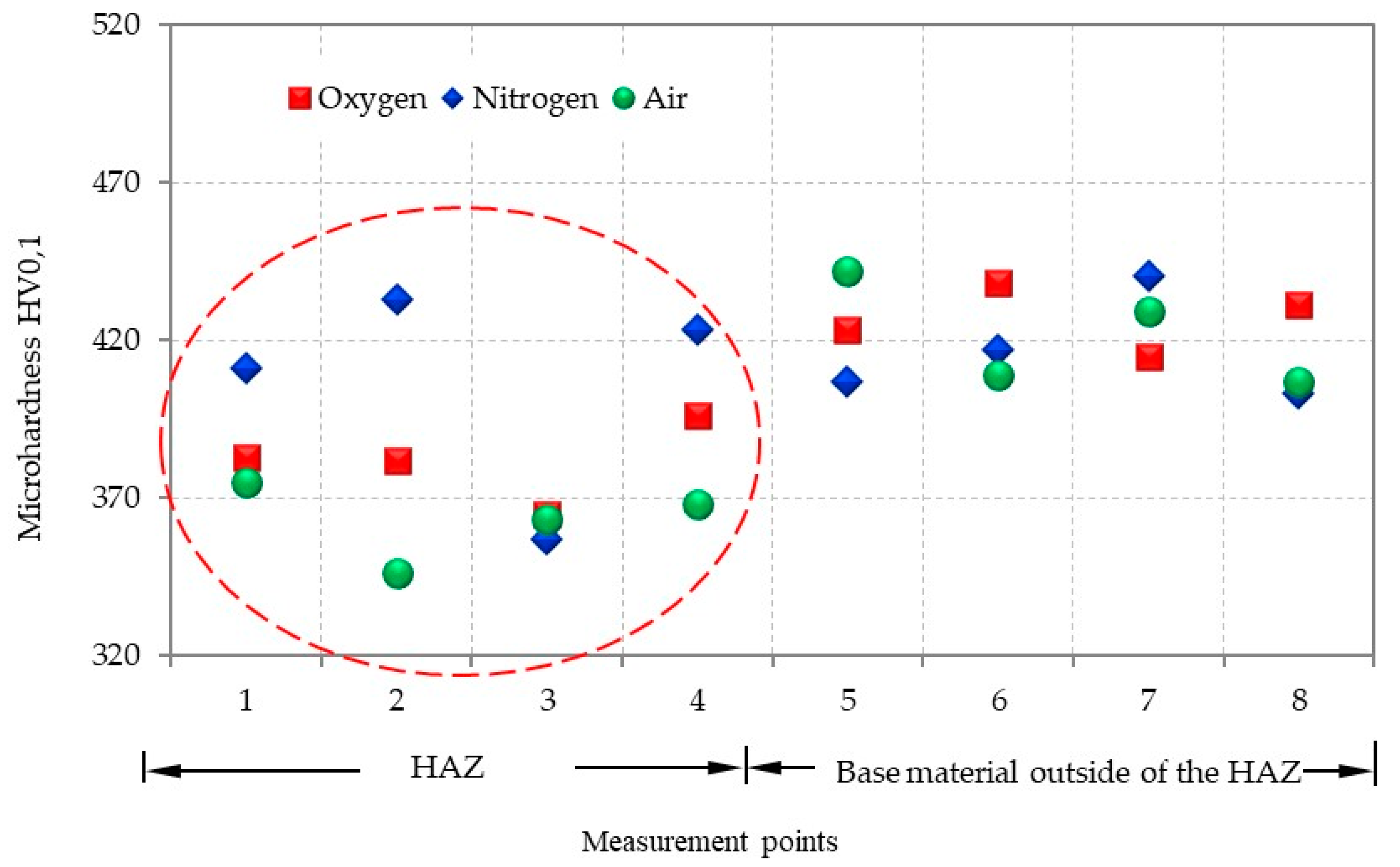
3.1. Microhardness of the Cut Sample
3.2. Microstructure of the Cut Sample
- The basic constituent of the microstructure is tungsten crystals.
- Tungsten crystal boundaries are clearly visible.
- The binding material is located at the crystal boundaries.
- In some places, the voids are observed at the crystal boundaries.
- The orientation of the tungsten crystals has not been changed.
- No changes in the crystal size.
- Microcracks are located at the very border of the heat-affected zone. Microcracks are trans-crystalline.
3.3. Numerical Results and Experimental Validation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yilbas, B.S. 1.12 Laser Machining Processes. In Comprehensive Materials Finishing; Elsevier: Amsterdam, The Netherlands, 2017; pp. 344–363. ISBN 978-0-12-803249-7. [Google Scholar]
- Girdu, C.C.; Gheorghe, C. Energy Efficiency in CO2 Laser Processing of Hardox 400 Material. Materials 2022, 15, 4505. [Google Scholar] [CrossRef] [PubMed]
- Dubey, A.K.; Yadava, V. Laser Beam Machining—A Review. Int. J. Mach. Tools Manuf. 2008, 48, 609–628. [Google Scholar] [CrossRef]
- Bakhtiyari, A.N.; Wang, Z.; Wang, L.; Zheng, H. A Review on Applications of Artificial Intelligence in Modeling and Optimization of Laser Beam Machining. Opt. Laser Technol. 2021, 135, 106721. [Google Scholar] [CrossRef]
- Kadri, M.B.; Nisar, S.; Khan, S.Z.; Khan, W.A. Comparison of ANN and Finite Element Model for the Prediction of Thermal Stresses in Diode Laser Cutting of Float Glass. Opt. Int. J. Light Electron Opt. 2015, 126, 1959–1964. [Google Scholar] [CrossRef]
- Moradi, M.; Moghadam, M.K.; Shamsborhan, M.; Beiranvand, Z.M.; Rasouli, A.; Vahdati, M.; Bakhtiari, A.; Bodaghi, M. Simulation, Statistical Modeling, and Optimization of CO2 Laser Cutting Process of Polycarbonate Sheets. Optik 2021, 225, 164932. [Google Scholar] [CrossRef]
- Xiao, H.; Zhang, W.; Zhou, Y.; Liu, M.; Zhou, G. A Numerical Simulation and Experimental Study on the Ultrafast Double-Laser Precision Cutting of Sapphire Materials. Crystals 2022, 12, 867. [Google Scholar] [CrossRef]
- Klancnik, S.; Begic-Hajdarevic, D.; Paulic, M.; Ficko, M.; Cekic, A.; Cohodar Husic, M. Prediction of Laser Cut Quality for Tungsten Alloy Using the Neural Network Method. Stroj. Vestn. J. Mech. Eng. 2015, 61, 714–720. [Google Scholar] [CrossRef]
- Yongbin, Y.; Bagherzadeh, S.A.; Azimy, H.; Akbari, M.; Karimipour, A. Comparison of the Artificial Neural Network Model Prediction and the Experimental Results for Cutting Region Temperature and Surface Roughness in Laser Cutting of AL6061T6 Alloy. Infrared Phys. Technol. 2020, 108, 103364. [Google Scholar] [CrossRef]
- Norkey, G.; Pratap Singh, K.; Prajapati, A.; Sharma, V. Intelligent Parameters Optimization for Laser Cutting of Highly Reflective and Thermally Conductive Materials Using Artificial Neural Network. Mater. Today Proc. 2021, 46, 4757–4764. [Google Scholar] [CrossRef]
- Syn, C.Z.; Mokhtar, M.; Feng, C.J.; Manurung, Y.H.P. Approach to Prediction of Laser Cutting Quality by Employing Fuzzy Expert System. Expert Syst. Appl. 2011, 38, 7558–7568. [Google Scholar] [CrossRef]
- Hossain, A.; Hossain, A.; Nukman, Y.; Hassan, M.A.; Harizam, M.Z.; Sifullah, A.M.; Parandoush, P. A Fuzzy Logic-Based Prediction Model for Kerf Width in Laser Beam Machining. Mater. Manuf. Process. 2016, 31, 679–684. [Google Scholar] [CrossRef]
- Parandoush, P.; Hossain, A. A Review of Modeling and Simulation of Laser Beam Machining. Int. J. Mach. Tools Manuf. 2014, 85, 135–145. [Google Scholar] [CrossRef]
- Begic-Hajdarevic, D.; Bijelonja, I. Experimental and Numerical Investigation of Temperature Distribution and Hole Geometry during Laser Drilling Process. Procedia Eng. 2015, 100, 384–393. [Google Scholar] [CrossRef] [Green Version]
- Ganesh, R.K.; Bowley, W.W.; Bellantone, R.R.; Hahn, Y. A Model for Laser Hole Drilling in Metals. J. Comput. Phys. 1996, 125, 161–176. [Google Scholar] [CrossRef]
- Cheng, C.F.; Tsui, Y.C.; Clyne, T.W. Application of a Three-Dimensional Heat Flow Model to Treat Laser Drilling of Carbon Fibre Composites. Acta Mater. 1998, 46, 4273–4285. [Google Scholar] [CrossRef]
- Ho, C.Y.; Lu, J.K. A Closed Form Solution for Laser Drilling of Silicon Nitride and Alumina Ceramics. J. Mater. Process. Technol. 2003, 140, 260–263. [Google Scholar] [CrossRef]
- Yan, Y.; Ji, L.; Bao, Y.; Jiang, Y. An Experimental and Numerical Study on Laser Percussion Drilling of Thick-Section Alumina. J. Mater. Process. Technol. 2012, 212, 1257–1270. [Google Scholar] [CrossRef]
- Mishra, S.; Yadava, V. Modeling and Optimization of Laser Beam Percussion Drilling of Thin Aluminum Sheet. Opt. Laser Technol. 2013, 48, 461–474. [Google Scholar] [CrossRef]
- Abidou, D.; Yusoff, N.; Nazri, N.; Omar Awang, M.A.; Hassan, M.A.; Sarhan, A.A.D. Numerical Simulation of Metal Removal in Laser Drilling Using Radial Point Interpolation Method. Eng. Anal. Bound. Elem. 2017, 77, 89–96. [Google Scholar] [CrossRef]
- Ho, C.-C.; Li, G.-H. Study on the Measurement of Laser Drilling Depth by Combining Digital Image Relationship Measurement in Aluminum. Materials 2021, 14, 489. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Akash, R.; Krishnan, S.; Phan, N.H.; Pi, V.N.; Elsheikh, A.H. Surface Quality Measures Analysis and Optimization on Machining Titanium Alloy Using CO2 Based Laser Beam Drilling Process. J. Manuf. Process. 2021, 62, 1–6. [Google Scholar] [CrossRef]
- Alsoruji, G.; Muthuramalingam, T.; Moustafa, E.B.; Elsheikh, A. Investigation and TGRA Based Optimization of Laser Beam Drilling Process during Machining of Nickel Inconel 718 Alloy. J. Mater. Res. Technol. 2022, 18, 720–730. [Google Scholar] [CrossRef]
- Chen, X.; Ji, L.; Bao, Y.; Jiang, Y. Improving Cutting Quality by Analysis of Microstructure Characteristics and Solidification Behaviour of Recast Layer Formation on Laser Cut Ceramic. J. Eur. Ceram. Soc. 2012, 32, 2203–2211. [Google Scholar] [CrossRef]
- Wei, J.; Ye, Y.; Sun, Z.; Liu, L.; Zou, G. Control of the Kerf Size and Microstructure in Inconel 738 Superalloy by Femtosecond Laser Beam Cutting. Appl. Surf. Sci. 2016, 370, 364–372. [Google Scholar] [CrossRef]
- El Aoud, B.; Boujelbene, M.; Boudjemline, A.; Bayraktar, E.; Ben Salem, S.; Elbadawi, I. Investigation of Cut Edge Microstructure and Surface Roughness Obtained by Laser Cutting of Titanium Alloy Ti-6Al-4V. Mater. Today Proc. 2021, 44, 2775–2780. [Google Scholar] [CrossRef]
- Li, M.; Han, H.; Jiang, X.; Zhang, X.; Chen, Y. Surface Morphology and Defect Characterization during High-Power Fiber Laser Cutting of SiC Particles Reinforced Aluminum Metal Matrix Composite. Opt. Laser Technol. 2022, 155, 108419. [Google Scholar] [CrossRef]
- Hafizoglu, H.; Durlu, N.; Konokman, H.E. Effects of Sintering Temperature and Ni/Fe Ratio on Ballistic Performance of Tungsten Heavy Alloy Fragments. Int. J. Refract. Met. Hard Mater. 2019, 81, 155–166. [Google Scholar] [CrossRef]
- Liu, W.; Sheng, Q.; Ma, Y.; Cai, Q.; Wang, J.; Liu, Y. Interfacial Microstructures, Residual Stress and Mechanical Analysis of Hot Isostatic Pressing Diffusion Bonded Joint of 93W–4.9Ni–2.1Fe Alloy and 30CrMnSiNi2A Steel. Fusion Eng. Des. 2020, 156, 111602. [Google Scholar] [CrossRef]
- Xie, Y.-F.; Zhou, L.-L.; Zhang, X.-Y.; Li, X.-X.; Zhou, Z.-L.; Zhang, X.-H. Microstructure and Properties of W–4.9Ni–2.1Fe Heavy Alloy with Dy2O3 Addition. Rare Met. 2019, 38, 746–753. [Google Scholar] [CrossRef]
- Ageev, E.V.; Pereverzev, A.S.; Selyutin, V.L. Study of the Particle Size Distribution of Electroerosive Materials Obtained from Waste Alloys Based on W-Ni-Fe in Lighting Kerosene. IOP Conf. Ser. Mater. Sci. Eng. 2020, 971, 032009. [Google Scholar] [CrossRef]
- Iveković, A.; Omidvari, N.; Vrancken, B.; Lietaert, K.; Thijs, L.; Vanmeensel, K.; Vleugels, J.; Kruth, J.-P. Selective Laser Melting of Tungsten and Tungsten Alloys. Int. J. Refract. Met. Hard Mater. 2018, 72, 27–32. [Google Scholar] [CrossRef]
- Iveković, A.; Montero-Sistiaga, M.L.; Vanmeensel, K.; Kruth, J.-P.; Vleugels, J. Effect of Processing Parameters on Microstructure and Properties of Tungsten Heavy Alloys Fabricated by SLM. Int. J. Refract. Met. Hard Mater. 2019, 82, 23–30. [Google Scholar] [CrossRef]
- Li, C.; Wang, Y.; Ma, S.; Yang, X.; Li, J.; Zhou, Y.; Liu, X.; Tang, J.; Wang, X.; Le, G. Densification, Microstructural Evolutions of 90W-7Ni-3Fe Tungsten Heavy Alloys during Laser Melting Deposition Process. Int. J. Refract. Met. Hard Mater. 2020, 91, 105254. [Google Scholar] [CrossRef]
- Schwanekamp, T.; Müller, A.; Reuber, M.; Gobran, H.; Gdoura, N.; von Cetto, S. Investigations on Laser Powder Bed Fusion of Tungsten Heavy Alloys. Int. J. Refract. Met. Hard Mater. 2022, 109, 105959. [Google Scholar] [CrossRef]
- Lassner, E.; Schubert, W.-D. Tungsten: Properties, Chemistry, Technology of the Element, Alloys, and Chemical Compounds; Kluwer Academic/Plenum Publishers: New York, NY, USA, 1999; ISBN 978-0-306-45053-2. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Symbol | Values |
|---|---|---|
| Default laser power | Pa | 1000 W |
| Actual laser power | KPa | 974 W |
| The required time to achieve the actual laser power | tt | 5 × 10−3 s |
| The drilled time | td | 8 × 10−3 s |
| Radius of the focus point | rf | 0.105 mm |
| Nitrogen assist gas pressure | p | 6 bars |
| Parameter | Symbol | Values |
|---|---|---|
| The liquidus temperature | TL | 3100 °C |
| The ambient temperature | 20 °C | |
| The latent heat | HL | 250 kJ kg−1 |
| The coefficient of absorption | α | 0.86 |
| Material density | ρ | 17,600 kg m−3 |
| Stefan-Boltzmann constant | σ | 5.67 × 10−8 W m−2 K−4 |
| The coefficient of heat transfer by convection | λ | 25 W m−2 K−1 |
| T, (°C) | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1100 | >1100 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| c, (J kg−1 K−1) | 163 | 168 | 166 | 166 | 166 | 165 | 167 | 167 | 167 | 175 | 180 | 180 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Begic-Hajdarevic, D.; Bijelonja, I. Laser Beam Machining of Tungsten Alloy: Experimental and Numerical Analysis. Metals 2022, 12, 1863. https://doi.org/10.3390/met12111863
Begic-Hajdarevic D, Bijelonja I. Laser Beam Machining of Tungsten Alloy: Experimental and Numerical Analysis. Metals. 2022; 12(11):1863. https://doi.org/10.3390/met12111863
Chicago/Turabian StyleBegic-Hajdarevic, Derzija, and Izet Bijelonja. 2022. "Laser Beam Machining of Tungsten Alloy: Experimental and Numerical Analysis" Metals 12, no. 11: 1863. https://doi.org/10.3390/met12111863
APA StyleBegic-Hajdarevic, D., & Bijelonja, I. (2022). Laser Beam Machining of Tungsten Alloy: Experimental and Numerical Analysis. Metals, 12(11), 1863. https://doi.org/10.3390/met12111863