
Multi-Objective Optimization of Performance Indicators in Turning of AISI 1045 under Dry Cutting Conditions

 ,
,  , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
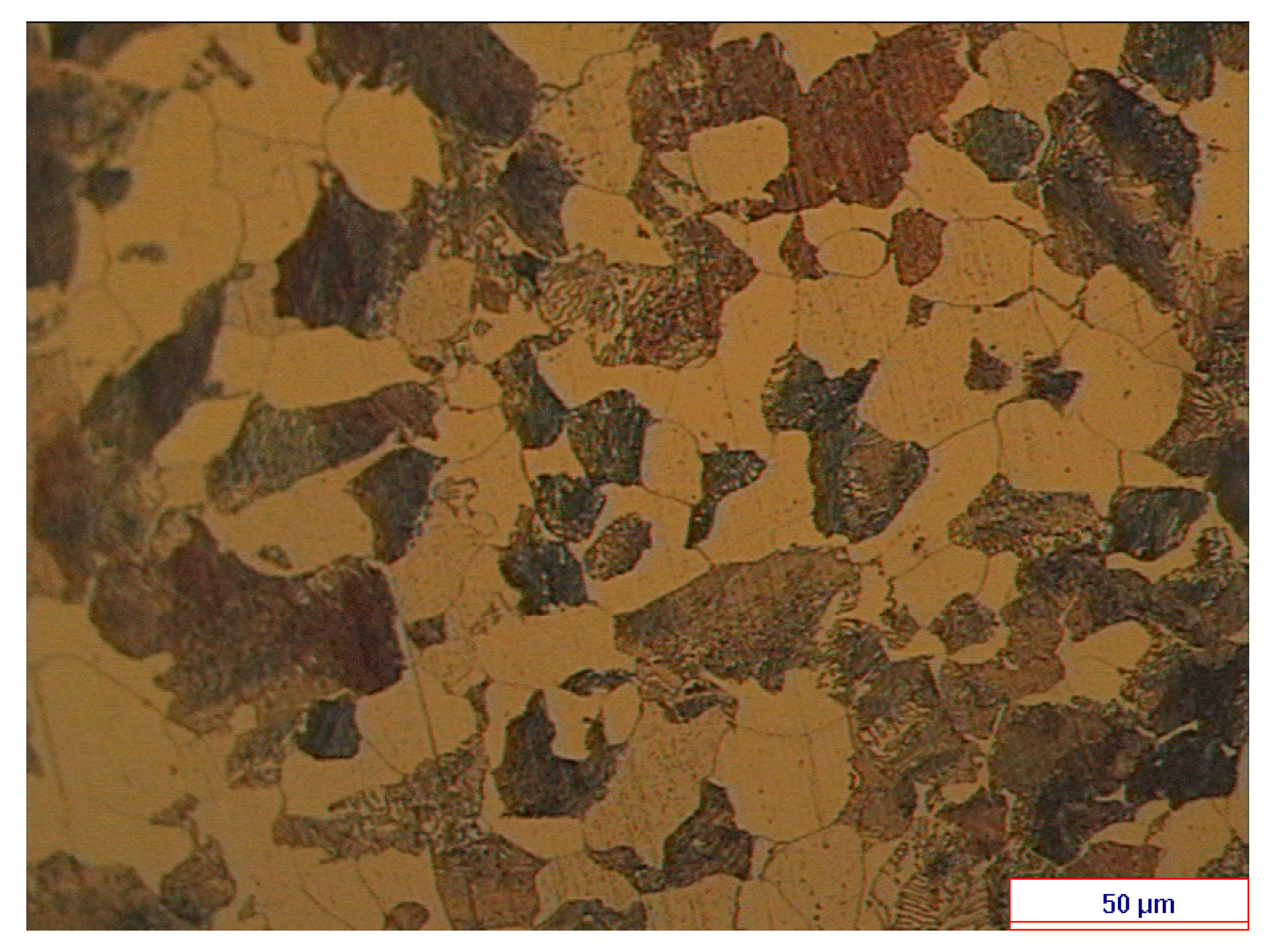
Microstructure of the Material
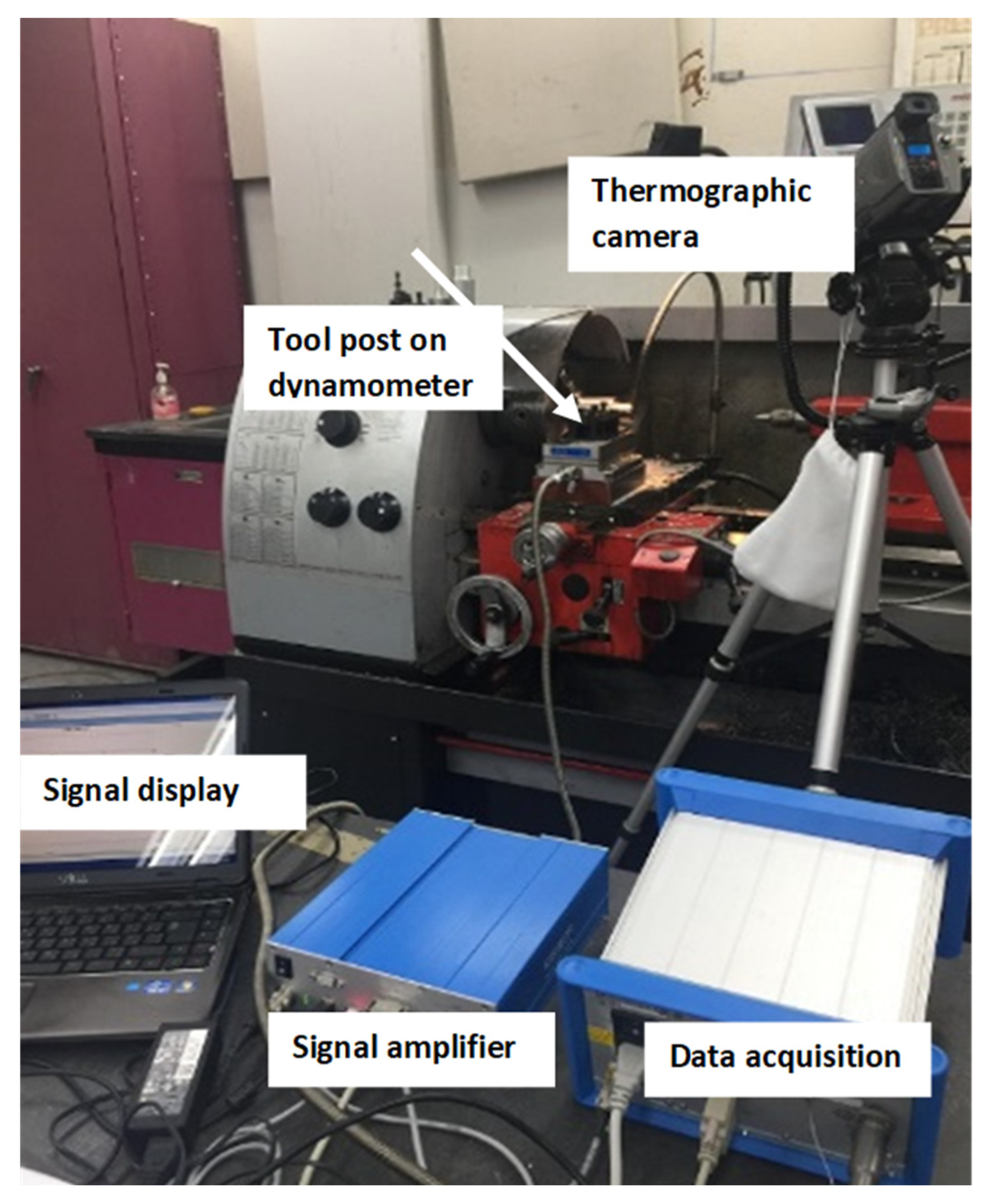
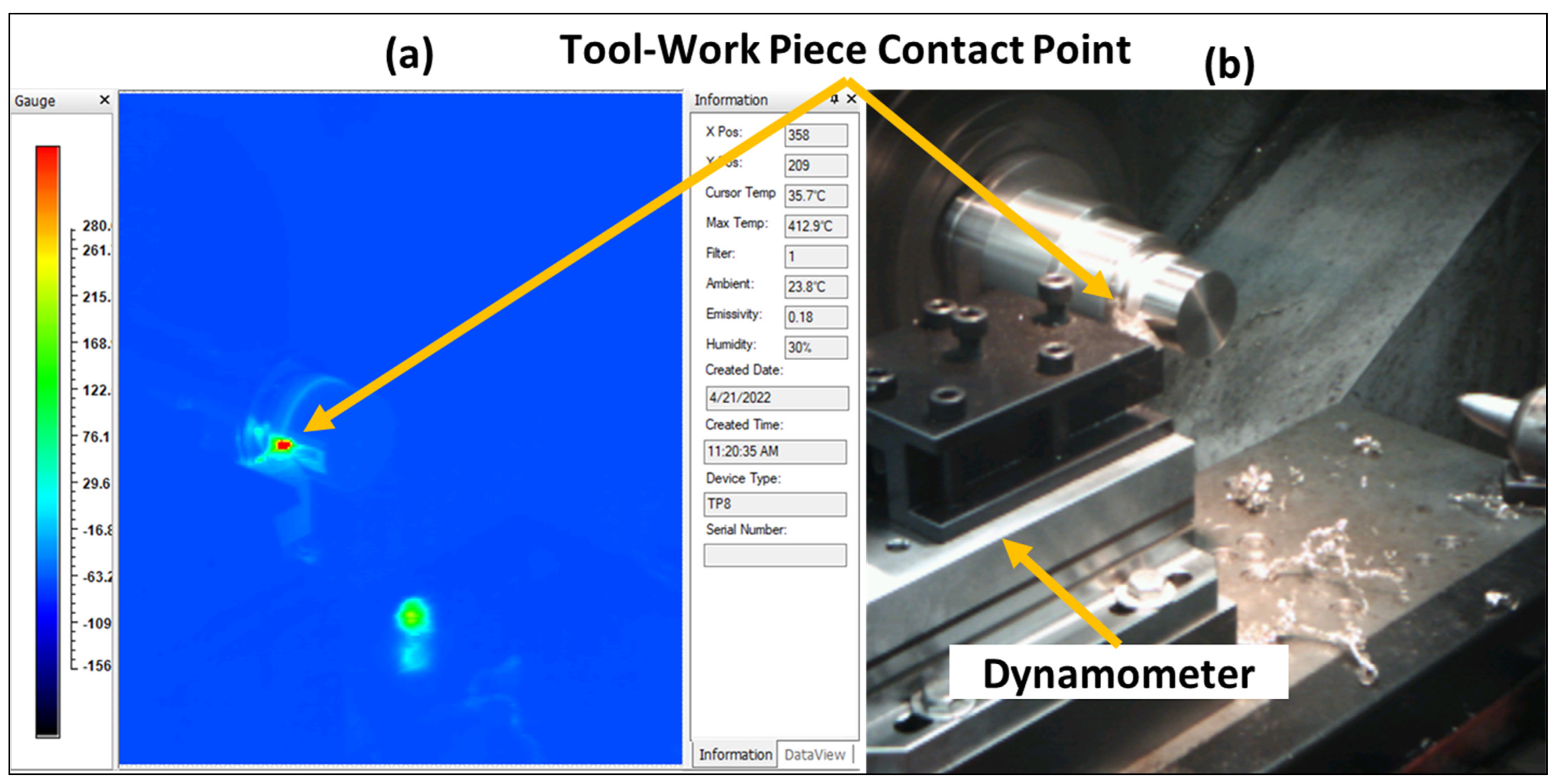
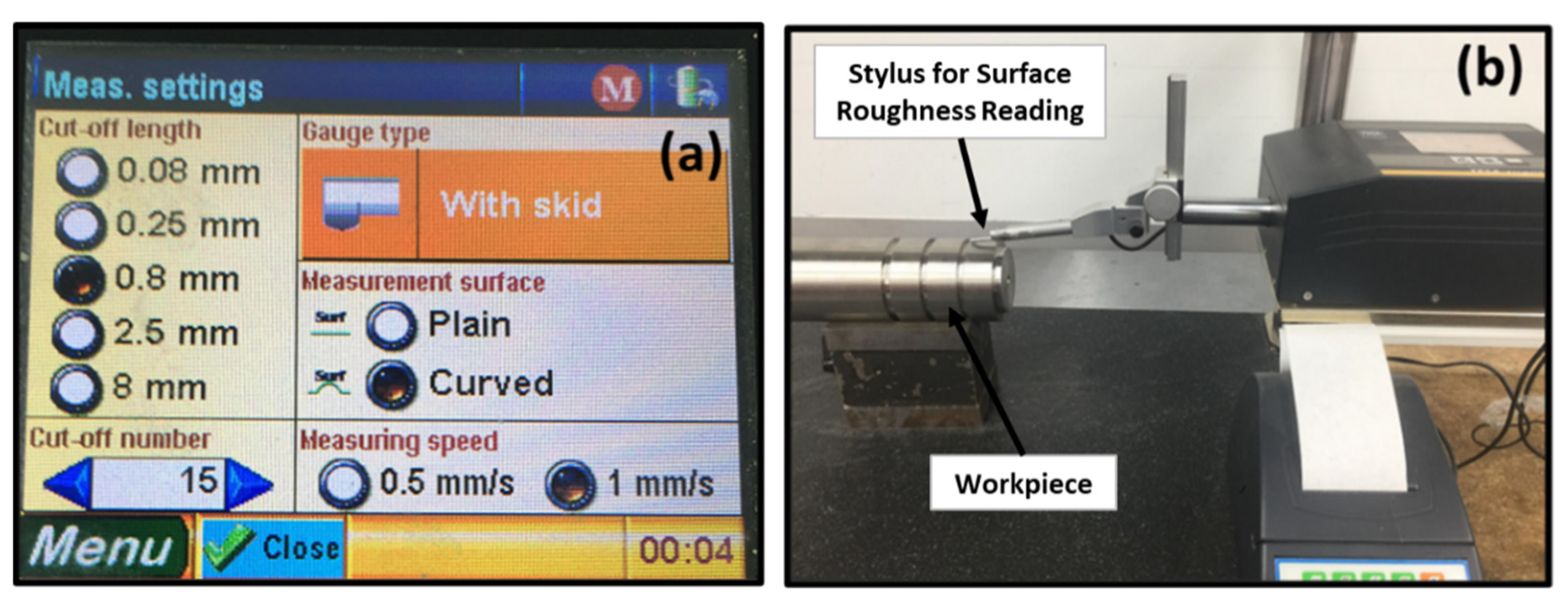
2.2. Machining Setup
2.3. Design of Experiment
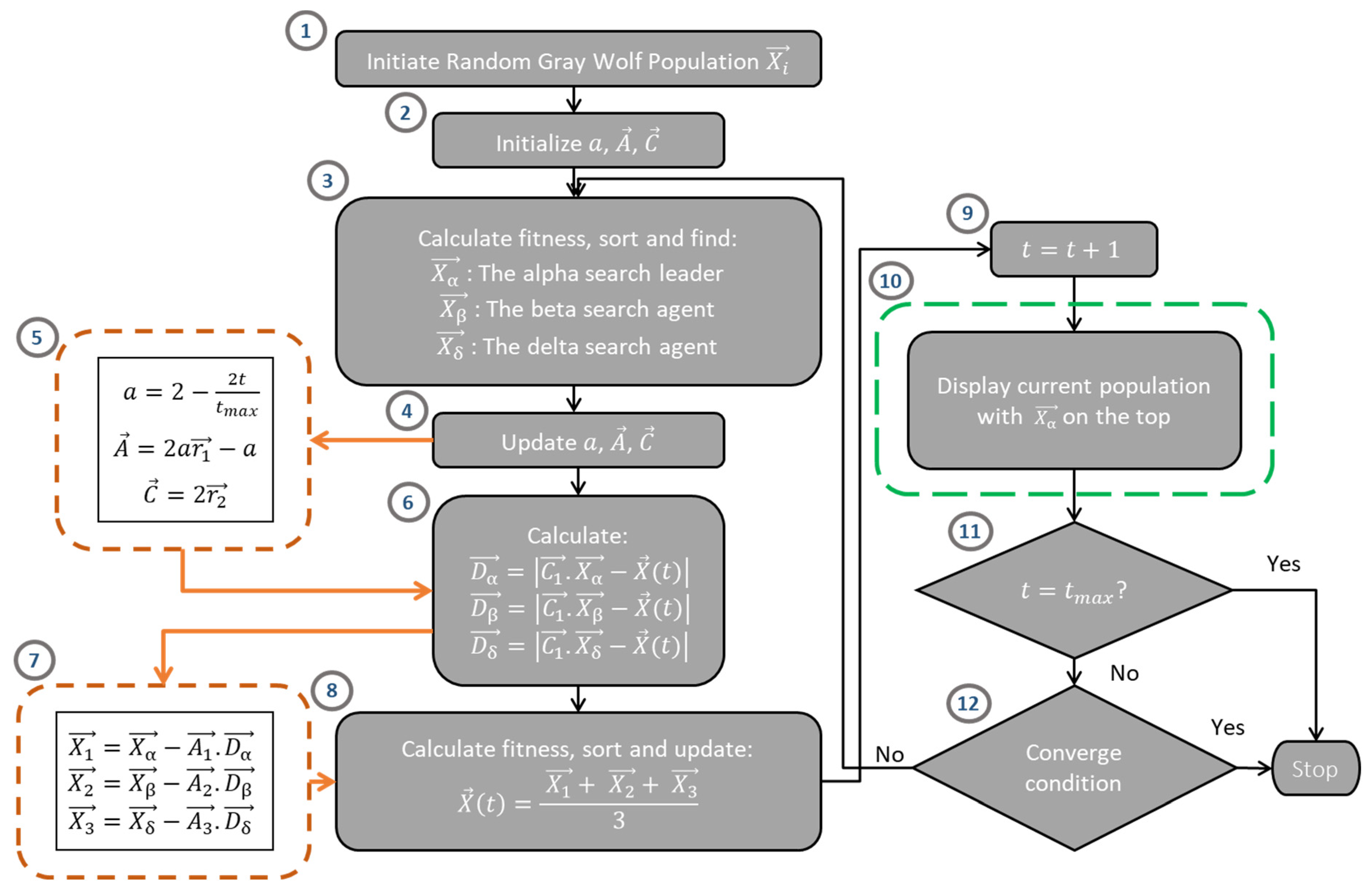
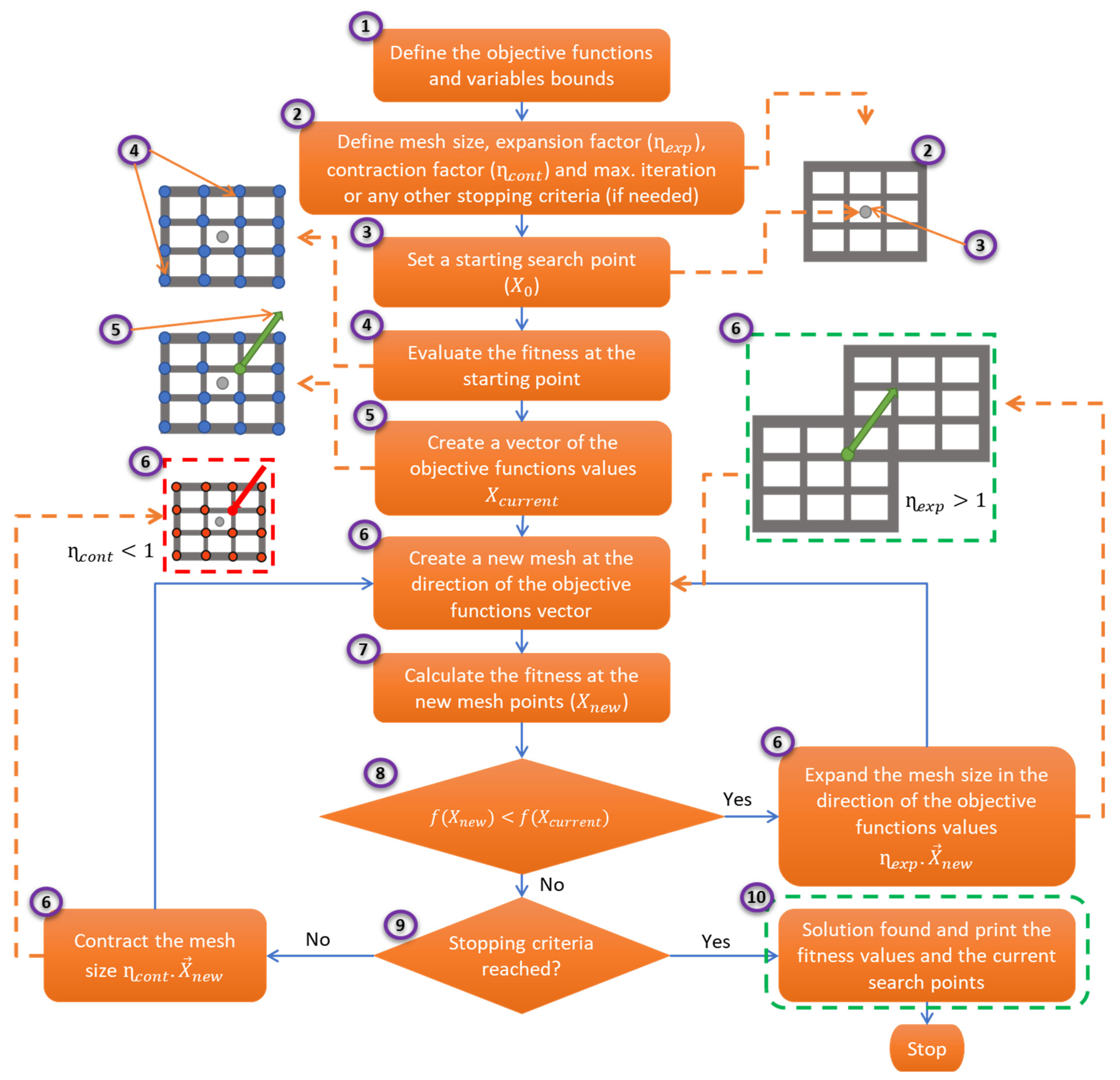
2.4. Optimization Algorithms
3. Results and Discussion
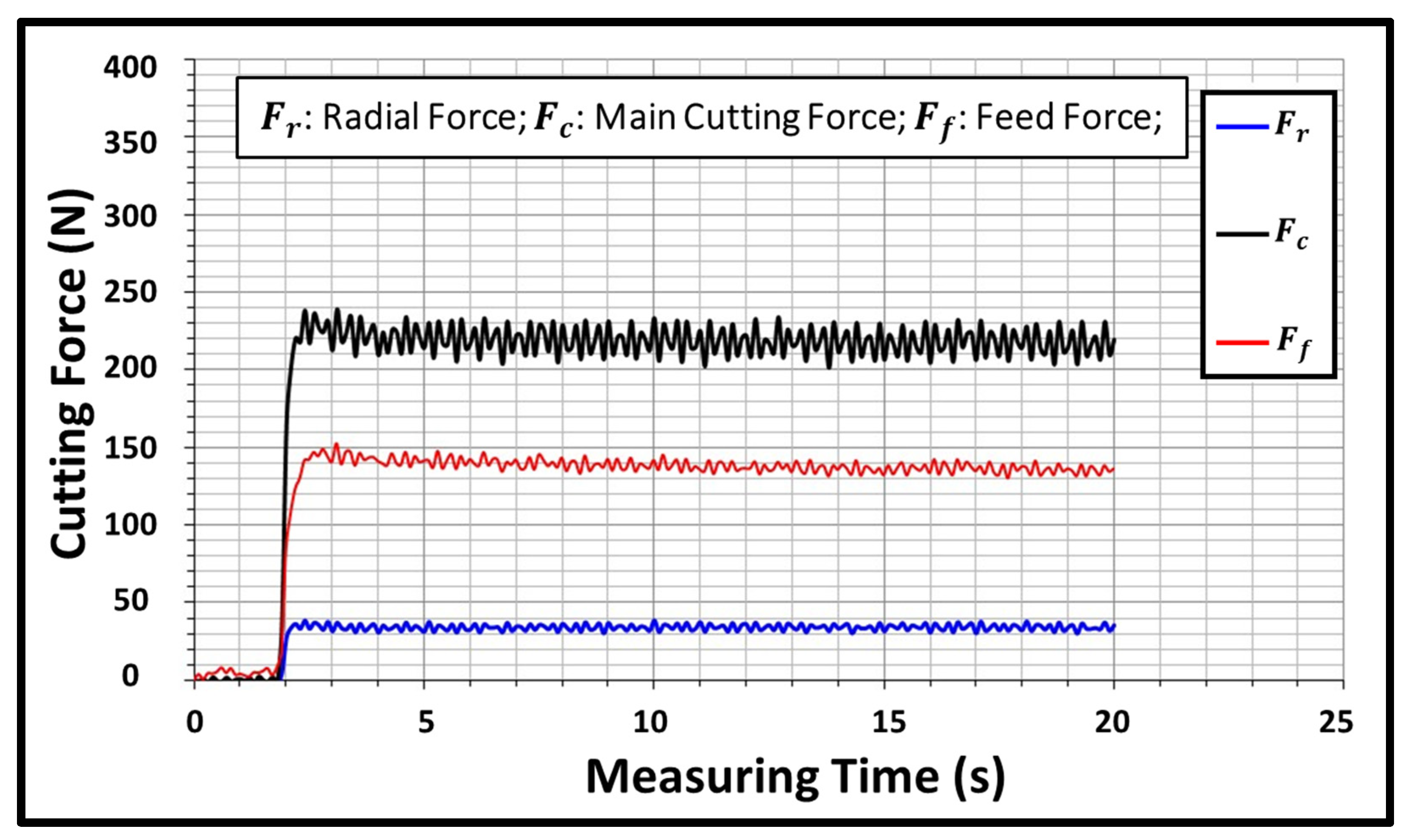
3.1. Experimental Results
3.2. Mathematical Model Regression
3.3. Optimization Model and Results
4. Conclusions and Future Work
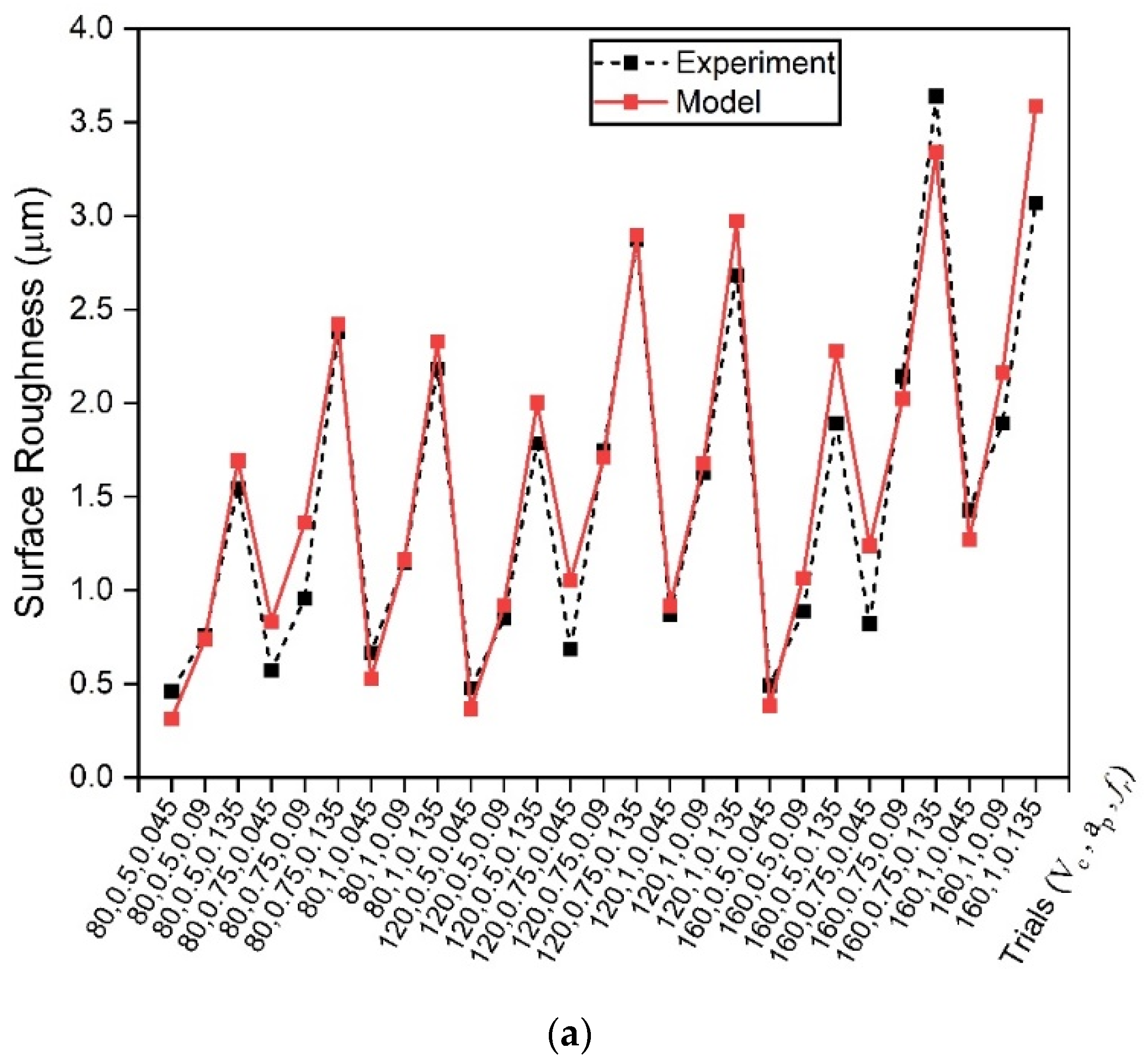
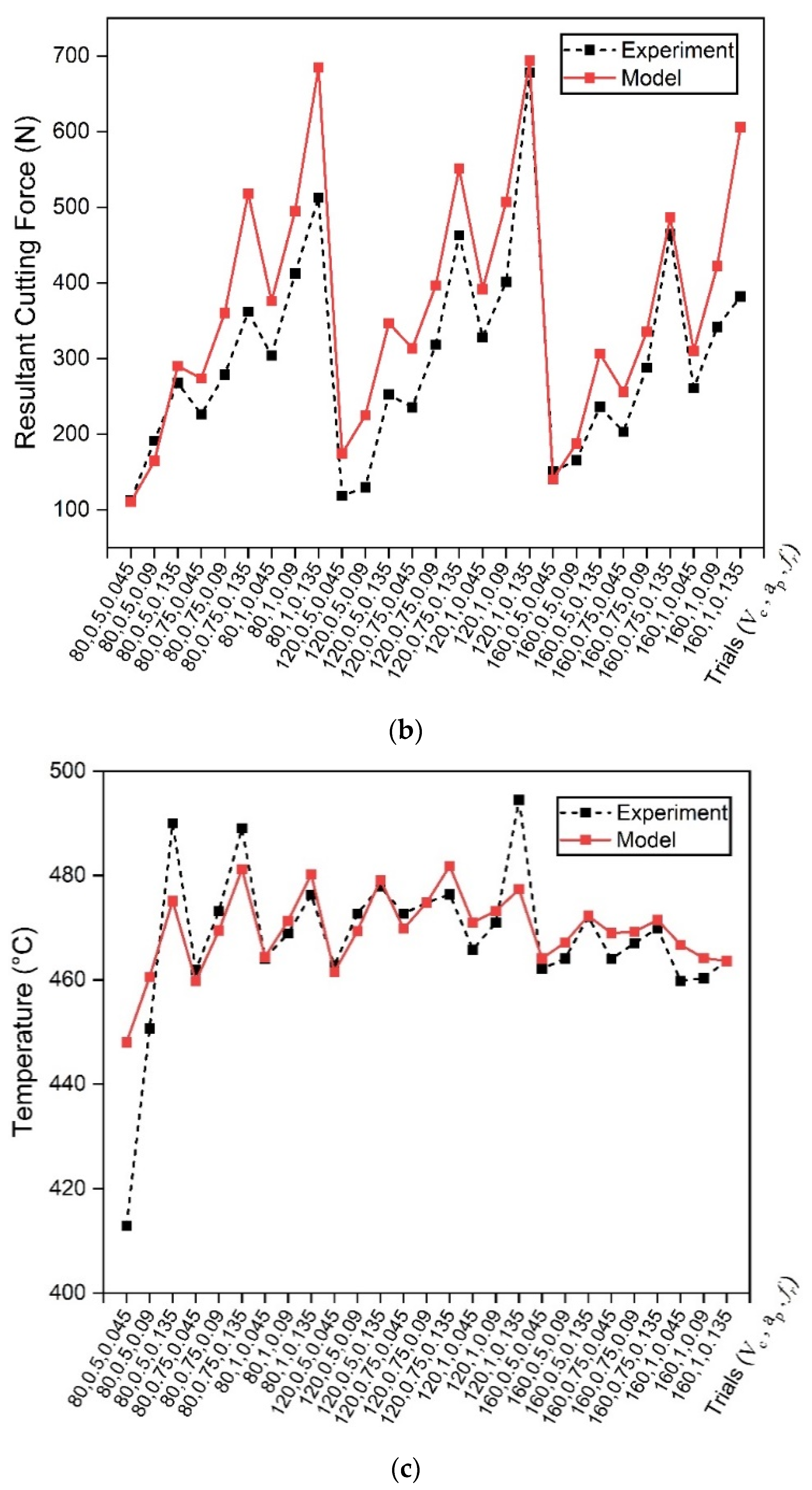
- The carried-out experiments and the developed regression mathematical model are found to be matching with average absolute errors of 15% for the surface roughness (Ra), 10.6% for the resultant cutting force (R), and 1.2% for the temperature (T). That promoted the mathematical model to represent and reflect the optimization of the real experiment.
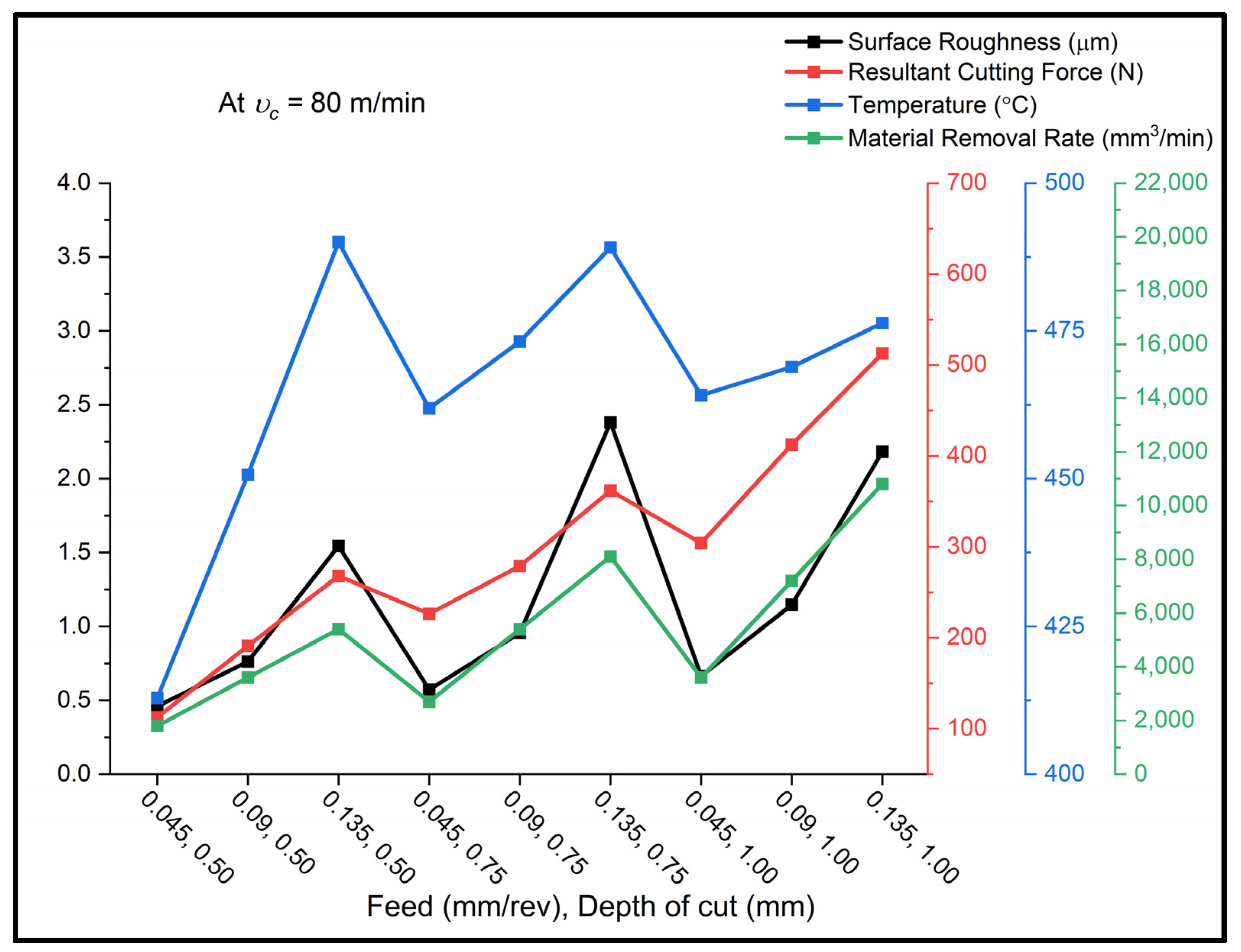
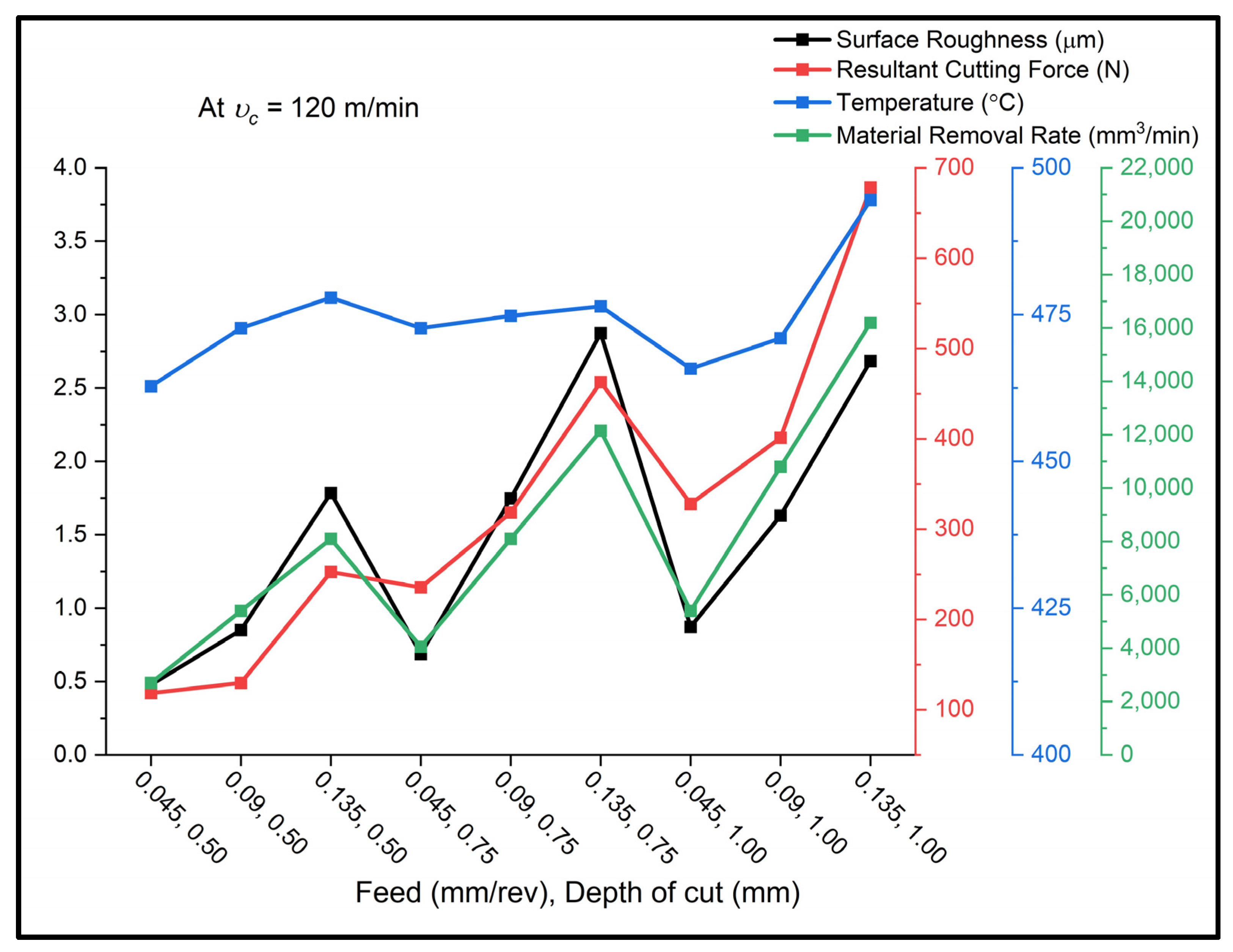
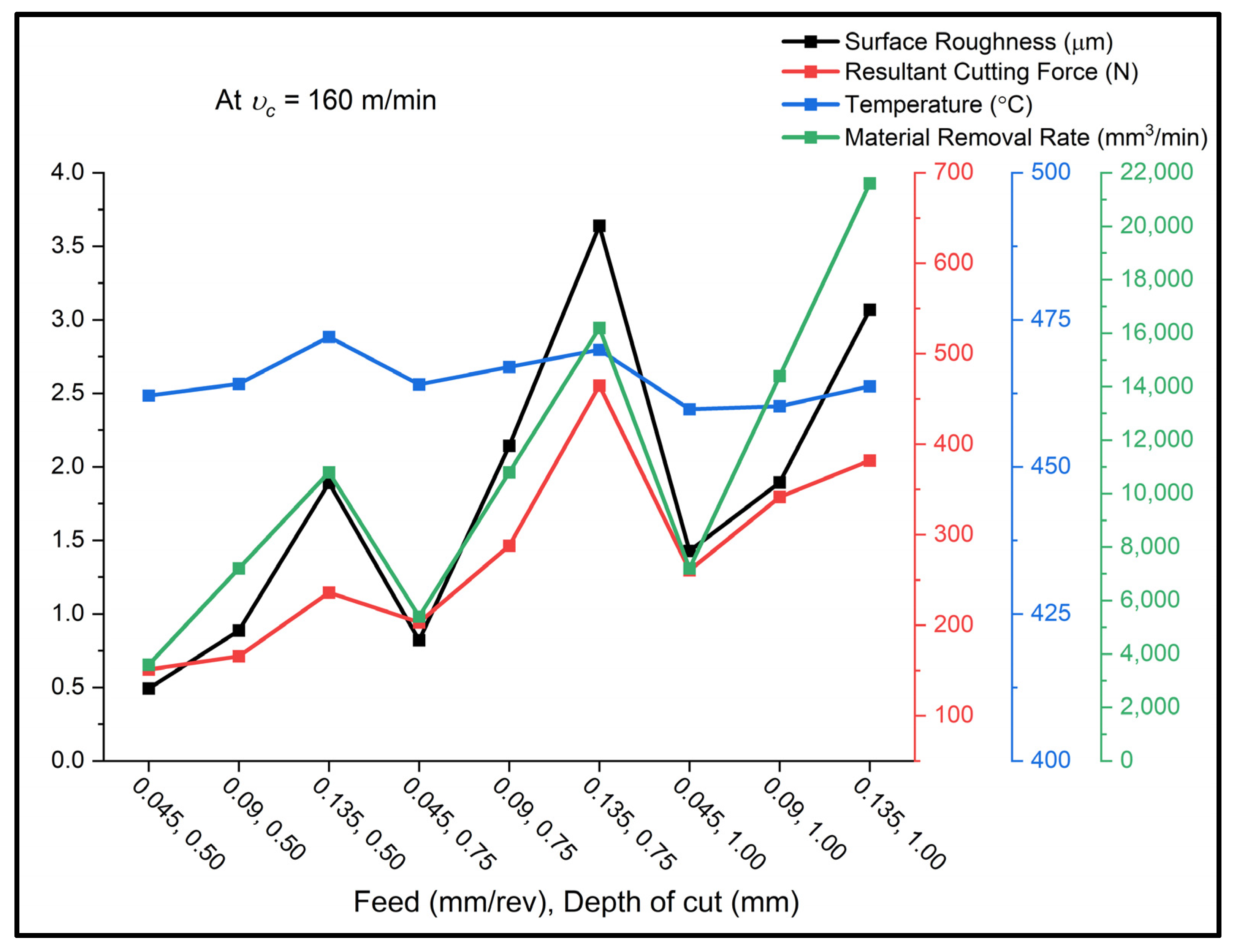
- Proportional relationships between the applied feed rates and resultant surface roughness, cutting forces, and temperatures are observed. Similar trends between depth of cut and all process responses are detected when the feed rate and cutting speeds are kept constant.
- Looking at the experimental results, it is not so difficult to conclude that the increase in the three cutting parameters has shown an obvious increase in the four cutting responses, i.e., cutting temperature, cutting forces, surface roughness, and material removal rate.
- The optimal running conditions were obtained; however, the optimal solution is dependent on the objective functions’ order.
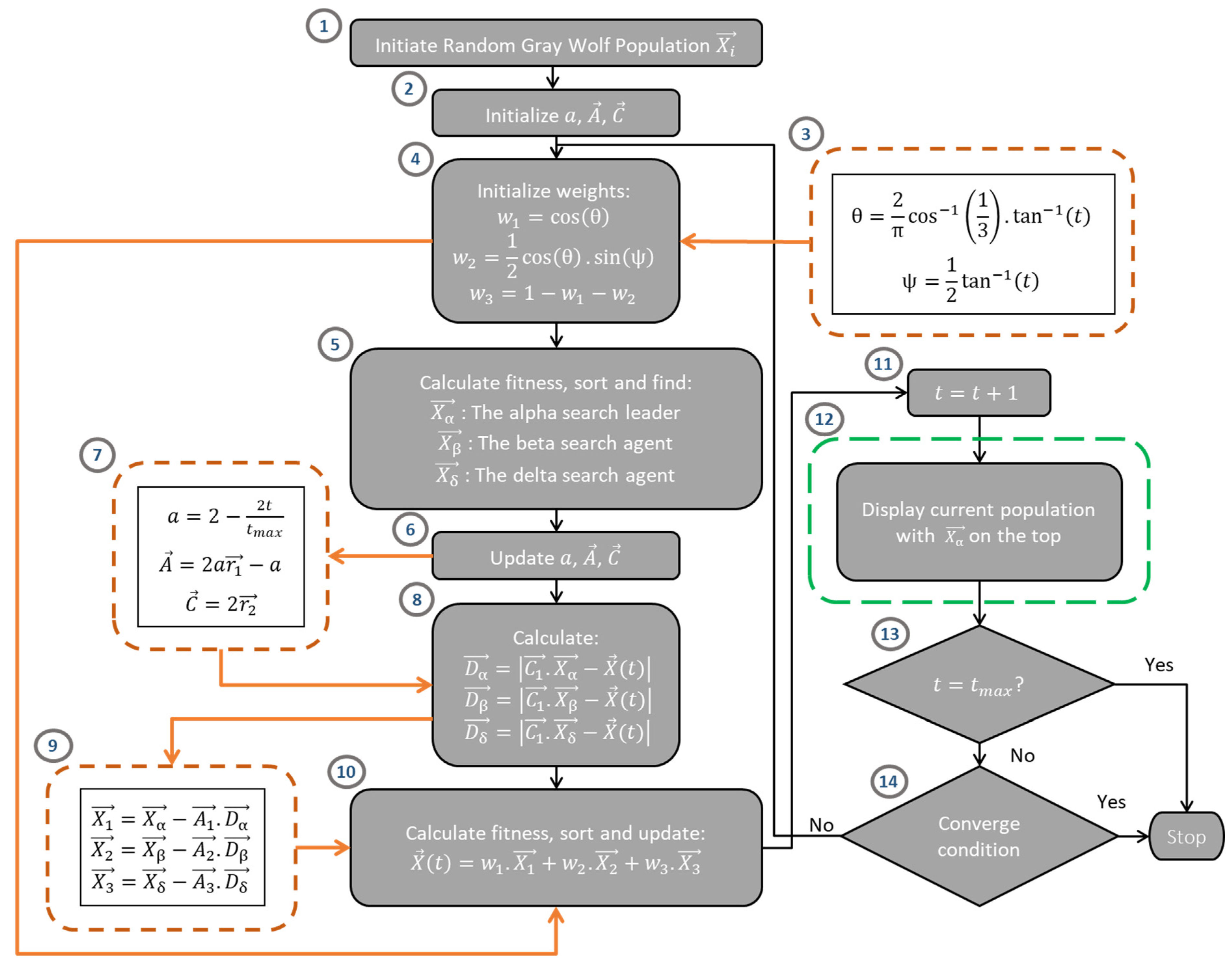
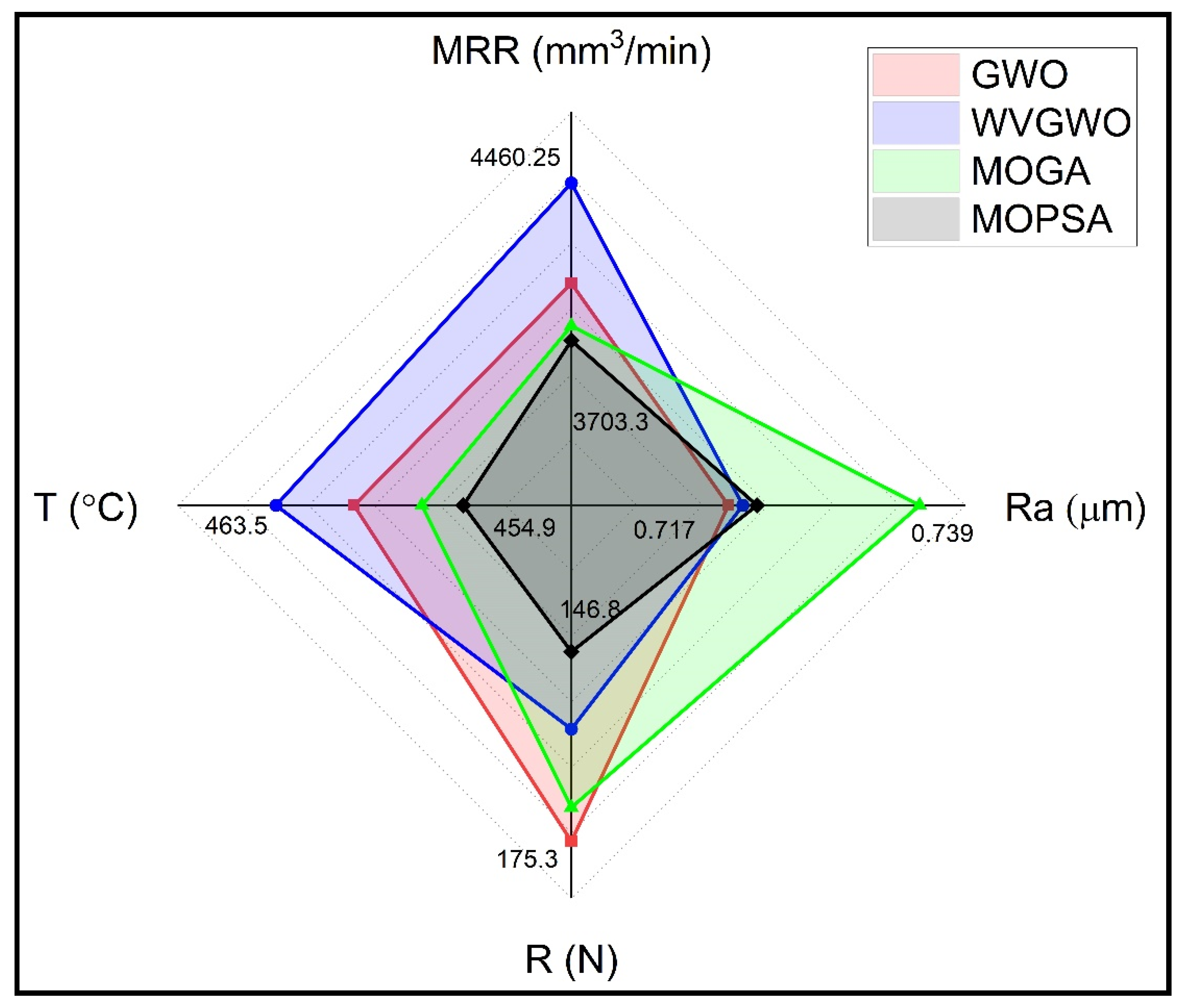
- For the most desired objective function order in Case 1, the optimal solution was obtained by the WVGWO algorithm, as the feed rate () is 0.05 mm/rev, the cutting speed () is 156.5 m/min, and the depth of cut () is 0.57 mm. That reflects on the objective functions and gives the best productivity (MRR = 4460.25 mm3/min), in addition to satisfying levels of surface roughness (Ra = 0.719 µm) and resultant cutting force (R = 161 N).
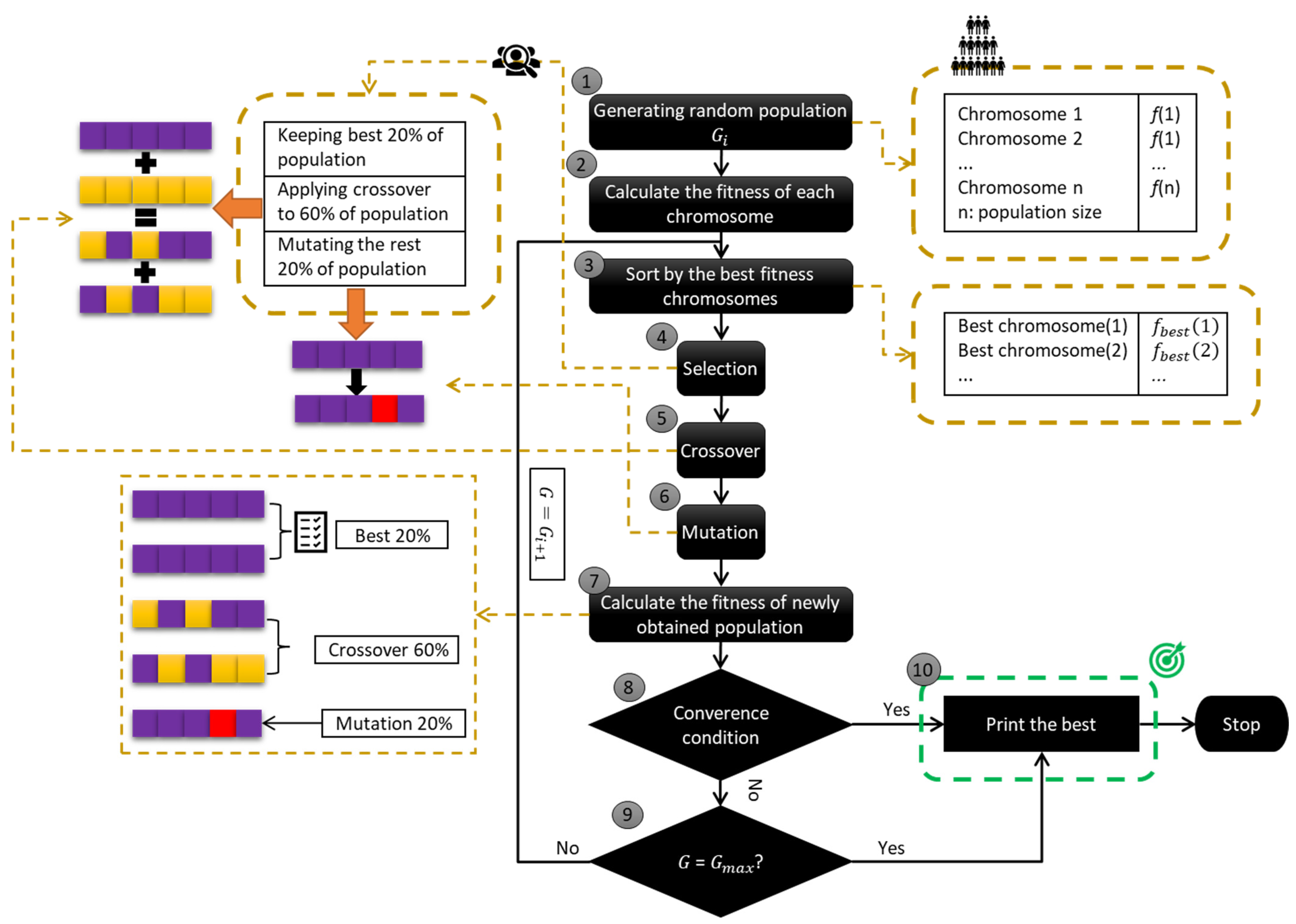
- In the other proposed cases, Cases 2 and 3, the MOPSA algorithm provided the optimal solution, despite of the low levels of productivity and surface quality results. The reason is that MOPSA resulted in the best resultant cutting force (R = 146.8 N) and best cutting temperature (T = 454.9 °C). The optimal running conditions are = 0.090 mm/rev, = 82.3 m/min, and = 0.50 mm. Unfortunately, the productivity (MRR = 3703.3 mm3/min) of the MOPSA algorithm solution is 17% less than the productivity obtained by WVGWO.
- It is worth mentioning that the optimal surface quality is obtained by the GWO algorithm, as the surface roughness R is 0.717 μm. However, the optimal solution of WVGWO remains the best regardless of the surface roughness of 0.719 µm, which is 0.28% away from the best.
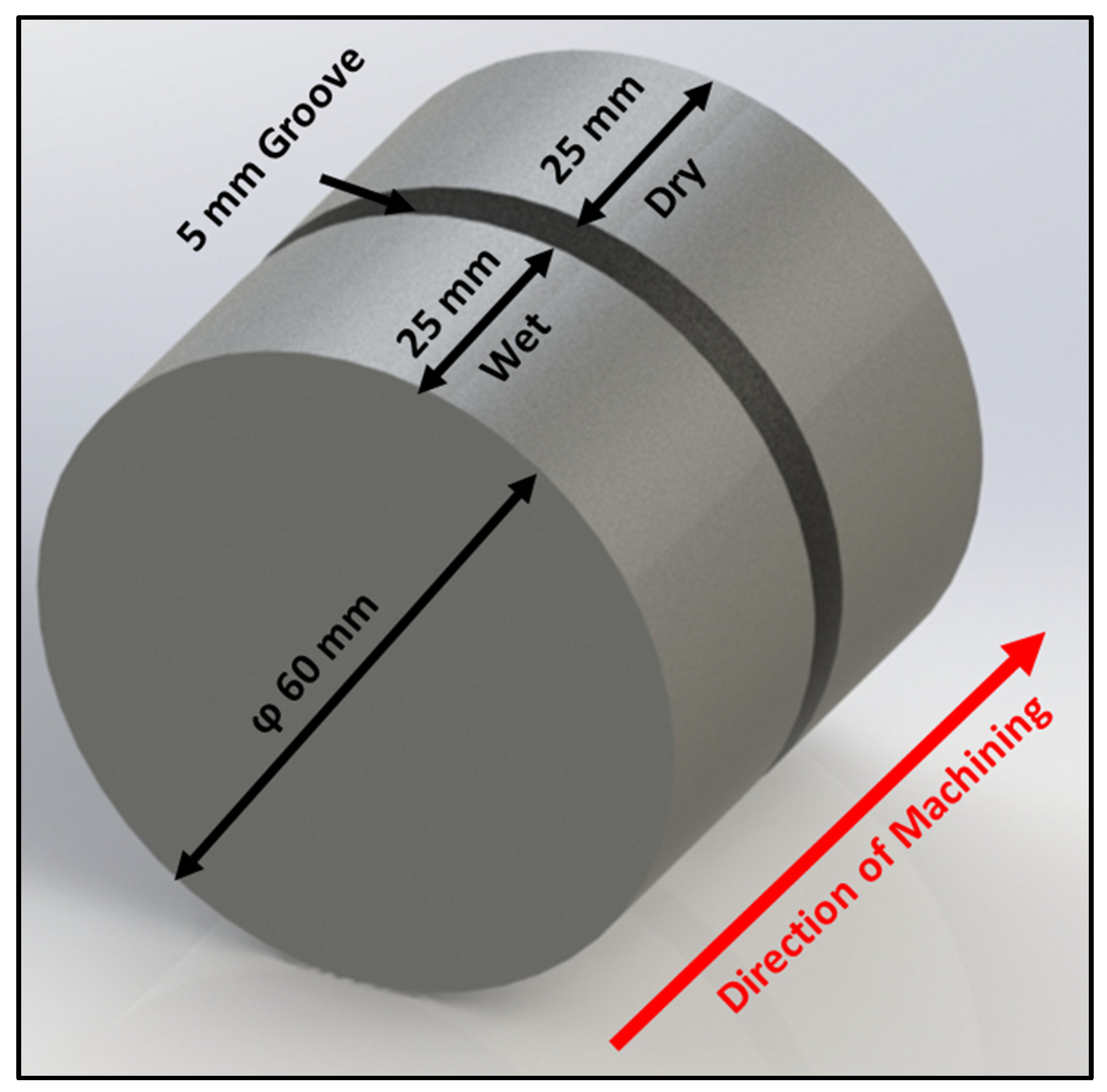
- The effect of cooling condition on dimensional accuracy is found to be negligible, as the dimensional error between dry and wet turning after three passes is experimentally measured as 0.053%.
- In future work, the investigation of different cutting-tool inserts geometries, such as “wiper insert”, will be carried out and compared with the current work. Moreover, the effect of running conditions and cutting-tool type on the tool life, surface roughness, and machine vibration will be studied and optimized.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhong, R.Y.; Xu, X.; Klotz, E.; Newman, S.T. Intelligent Manufacturing in the Context of Industry 4.0: A Review. Engineering 2017, 3, 616–630. [Google Scholar] [CrossRef]
- Lenz, J.; MacDonald, E.; Harik, R.; Wuest, T. Optimizing smart manufacturing systems by extending the smart products paradigm to the beginning of life. J. Manuf. Syst. 2020, 57, 274–286. [Google Scholar] [CrossRef]
- Sarker, I.H. AI-Based Modeling: Techniques, Applications and Research Issues Towards Automation, Intelligent and Smart Systems. SN COMPUT. SCI. 2022, 3, 158. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Li, C.; Tang, Y.; Li, L.; Li, H. Energy efficient cutting parameter optimization. Front. Mech. Eng. 2021, 16, 221–248. [Google Scholar] [CrossRef]
- Abbas, A.T.; Al-Abduljabbar, A.A.; Alnaser, I.A.; Aly, M.F.; Abdelgaliel, I.H.; Elkaseer, A. A Closer Look at Precision Hard Turning of AISI4340: Multi-Objective Optimization for Simultaneous Low Surface Roughness and High Productivity. Materials 2022, 15, 2106. [Google Scholar] [CrossRef]
- Qehaja, N.; Jakupi, K.; Bunjaku, A.; Bruçi, M.; Osmani, H. Effect of Machining Parameters and Machining Time on Surface Roughness in Dry Turning Process. Procedia Eng. 2015, 100, 135–140. [Google Scholar] [CrossRef]
- Suhail, A.H.; Ismail, N.; Wong, S.V.; Jali, N.A.A. Workpiece Surface Temperature for In-process Surface Roughness Prediction using Response Surface Methodology. J. Appl. Sci. 2011, 11, 308–315. [Google Scholar] [CrossRef] [Green Version]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T.; Sharma, S. Modeling of Cutting Parameters and Tool Geometry for Multi-Criteria Optimization of Surface Roughness and Vibration via Response Surface Methodology in Turning of AISI 5140 Steel. Materials 2020, 13, 4242. [Google Scholar] [CrossRef]
- Fnides, B. Cutting forces and surface roughness in hard turning of hot work steel X38CrMoV5-1 using mixed ceramic. Mechanics 2008, 70, 73–78. [Google Scholar]
- Rabu, A.R. Correlation Among The Cutting Parameters, Surface Roughness And Cutting Forces In Turning Process By Experimental Studies. In Proceedings of the Design and Research Conference, Assam, India, 12–14 December 2014; IIT Guwahati: Assam, India, 2014. [Google Scholar]
- Hernández-González, L.W.; Curra-Sosa, D.A.; Pérez-Rodríguez, R.; Zambrano-Robledo, P.D.C. Modeling Cutting Forces in High-Speed Turning using Artificial Neural Networks. TecnoLógicas 2021, 24, e1671. [Google Scholar] [CrossRef]
- Kamruzzaman, M.; Dhar, N.R. Effect of High-Pressure Coolant on Temperature, Chip, Force, Tool Wear, Tool Life and Surface Roughness in Turning AISI 1060 Steel. Gazi Univ. J. Sci. 2009, 22, 359–370. [Google Scholar]
- Kuntoğlu, M.; Gupta, M.K.; Aslan, A.; Salur, E.; Garcia-Collado, A. Influence of tool hardness on tool wear, surface roughness and acoustic emissions during turning of AISI 1050. Surf. Topogr. Metrol. Prop. 2022, 10, 015016. [Google Scholar] [CrossRef]
- Abdallah, F.; Abdelwahab, S.A.; Aly, W.I.A.; Ahmed, I. Influence of Cutting Factors on the Cutting Tool Temperature and Surface Roughness of Steel C45 during Turning Process. IJRT 2019, 6, 8. [Google Scholar]
- Patil, S.; Jadhav, S.; Kekade, S.; Supare, A.; Powar, A.; Singh, R.K.P. The Influence of Cutting Heat on the Surface Integrity during Machining of Titanium Alloy Ti6Al4V. Procedia Manuf. 2016, 5, 857–869. [Google Scholar] [CrossRef] [Green Version]
- He, G.; Liu, X.; Yan, F. Research on the dynamic mechanical characteristics and turning tool life under the conditions of excessively heavy-duty turning. Front. Mech. Eng. 2012, 7, 329–334. [Google Scholar] [CrossRef]
- Abbas, A.T.; Abubakr, M.; Elkaseer, A.; Rayes, M.M.E.; Mohammed, M.L.; Hegab, H. Towards an Adaptive Design of Quality, Productivity and Economic Aspects When Machining AISI 4340 Steel With Wiper Inserts. IEEE Access 2020, 8, 159206–159219. [Google Scholar] [CrossRef]
- Jia, S.; Wang, S.; Lv, J.; Cai, W.; Zhang, N.; Zhang, Z.; Bai, S. Multi-Objective Optimization of CNC Turning Process Parameters Considering Transient-Steady State Energy Consumption. Sustainability 2021, 13, 13803. [Google Scholar] [CrossRef]
- Mirjalili, S.; Saremi, S.; Mirjalili, S.M.; Coelho, L.d.S. Multi-objective grey wolf optimizer: A novel algorithm for multi-criterion optimization. Expert Syst. Appl. 2016, 47, 106–119. [Google Scholar] [CrossRef]
- Gao, Z.-M.; Zhao, J. An Improved Grey Wolf Optimization Algorithm with Variable Weights. Comput. Intell. Neurosci. 2019, 2019, 1–13. [Google Scholar] [CrossRef]
- Do, T.-V.; Nguyen, Q.-M. Optimizing Machining Parameters to Minimize Surface Roughness in Hard Turning SKD61 Steel Using Taguchi Method. J. Mech. Eng. Res. Dev. 2021, 44, 214–218. [Google Scholar]
- Sarıkaya, M.; Güllü, A. Taguchi design and response surface methodology based analysis of machining parameters in CNC turning under MQL. J. Clean. Prod. 2014, 65, 604–616. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Sağlam, H. Investigation of progressive tool wear for determining of optimized machining parameters in turning. Measurement 2019, 140, 427–436. [Google Scholar] [CrossRef]
- Ribeiro, J.E.; César, M.B.; Lopes, H. Optimization of machining parameters to improve the surface quality. Procedia Struct. Integr. 2017, 5, 355–362. [Google Scholar] [CrossRef]
- Al-Shayea, A.; Abdullah, F.M.; Noman, M.A.; Kaid, H.; Nasr, E.A. Studying and Optimizing the Effect of Process Parameters on Machining Vibration in Turning Process of AISI 1040 Steel. Adv. Mater. Sci. Eng. 2020, 2020, 1–15. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Acar, O.; Gupta, M.K.; Sağlam, H.; Sarikaya, M.; Giasin, K.; Pimenov, D.Y. Parametric Optimization for Cutting Forces and Material Removal Rate in the Turning of AISI 5140. Machines 2021, 9, 90. [Google Scholar] [CrossRef]
- Sidhu, A.S.; Singh, S.; Kumar, R.; Pimenov, D.Y.; Giasin, K. Prioritizing Energy-Intensive Machining Operations and Gauging the Influence of Electric Parameters: An Industrial Case Study. Energies 2021, 14, 4761. [Google Scholar] [CrossRef]
- Dubey, V.; Sharma, A.K.; Vats, P.; Pimenov, D.Y.; Giasin, K.; Chuchala, D. Study of a Multicriterion Decision-Making Approach to the MQL Turning of AISI 304 Steel Using Hybrid Nanocutting Fluid. Materials 2021, 14, 7207. [Google Scholar] [CrossRef]
- Abbas, A.T.; Benyahia, F.; El Rayes, M.M.; Pruncu, C.; Taha, M.A.; Hegab, H. Towards Optimization of Machining Performance and Sustainability Aspects when Turning AISI 1045 Steel under Different Cooling and Lubrication Strategies. Materials 2019, 12, 3023. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Material | Optimization Algorithm | (m/min) | (mm/rev) | (mm) | Reference |
|---|---|---|---|---|---|---|
| 1 | AISI 5140 | ANOVA a | 190 | 0.06 | - | [8] |
| 2 | SKD61 | Taguchi | 60 | 0.05 | 0.1 | [21] |
| 3 | AISI 1050 | Taguchi and RSM b | 200 | 0.07 | 1.2 | [22] |
| 4 | EN 10503 | Taguchi and VIKOR | 78.62 | 0.08 | 0.5 | [18] |
| 5 | AISI 1050 | ANOVA | 135 | 0.214 | - | [23] |
| 6 | AISI 1040 | Taguchi and ANOVA | 300 | 0.3 | 1 | [24] |
| 7 | AISI 1040 | RSM, TS and SA c | 50 mm/s | 0.80 ft/rot. | 0.79 | [25] |
| 8 | AISI 5140 | RSM, H-ABC d and Taguchi | 280 | 0.18 | 1 | [26] |
| Element | C | Fe | Mn | P | S |
|---|---|---|---|---|---|
| Percentage % | 0.45 | 98.75 | 0.65 | 0.03 | 0.04 |
| Properties | Value |
|---|---|
| Tensile Strength, Ultimate | 565 MPa |
| Tensile Strength, Yield | 310 MPa |
| Elongation at Break (in 50 mm) | 16% |
| Reduction of Area | 40% |
| Modulus of Elasticity (Typical for steel) | 200 GPa |
| Hardness, Vickers | 170 |
| Property | Reference |
|---|---|
| Thermal Sensitivity | ≤0.08 °C at 30 °C |
| Measuring range | −20 °C–1000 °C |
| Detector type | Micro-bolometer UFPA384 × 288 pixels |
| Spectral Range | 8~14 μm |
| Accuracy | ± 2 °C |
| Emissivity | 0.18 |
| Parameter | Levels |
|---|---|
| Cutting speed () | [80 120 160] m/min |
| Depth of cut () | [0.5 0.75 1] mm |
| feed rate () | [0.045 0.09 0.135] mm/rev |
| Item | Description |
|---|---|
| Decision variables | |
| Objective functions | |
| Lower bounds | |
| Upper bounds | |
| Initial point | , otherwise, it depends on the algorithm. |
| Algorithm | Parameter | Best Rank | Objective Functions Priority | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| MRR | Ra | R | T | Case 1 (a) | Case 2 (b) | Case 3 (c) | ||||
| GWO | 0.07 | 102.8 | 0.55 | 2 | 1 | 4 | 3 | 26 | 27 | 29 |
| WVGWO | 0.05 | 156.5 | 0.57 | 1 | 2 | 2 | 4 | 22 | 25 | 26 |
| MOGA | 0.075 | 91.5 | 0.55 | 3 | 4 | 3 | 2 | 28 | 27 | 27 |
| MOPSA | 0.09 | 82.3 | 0.5 | 4 | 3 | 1 | 1 | 24 | 21 | 18 |
| Test No. | (m/min) | (mm) | (mm/rev) | Nominal Dia. (60 mm) | Dry | Wet | Error Diff.% In Dry/Wet | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Request Dia. | Actual Dia. | Diff. | %Error | Actual Dia. | Diff. | %Error | |||||
| 1 | 156.5 | 0.57 | 0.045 | 58.86 | 58.90 | 0.04 | 0.068% | 58.88 | 0.02 | 0.034% | 0.034% |
| 2 | 0.056 | 57.72 | 57.77 | 0.05 | 0.087% | 57.74 | 0.02 | 0.035% | 0.052% | ||
| 3 | 0.070 | 56.58 | 56.64 | 0.06 | 0.10% | 56.61 | 0.03 | 0.053% | 0.047% | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abbas, A.T.; Al-Abduljabbar, A.A.; El Rayes, M.M.; Benyahia, F.; Abdelgaliel, I.H.; Elkaseer, A. Multi-Objective Optimization of Performance Indicators in Turning of AISI 1045 under Dry Cutting Conditions. Metals 2023, 13, 96. https://doi.org/10.3390/met13010096
Abbas AT, Al-Abduljabbar AA, El Rayes MM, Benyahia F, Abdelgaliel IH, Elkaseer A. Multi-Objective Optimization of Performance Indicators in Turning of AISI 1045 under Dry Cutting Conditions. Metals. 2023; 13(1):96. https://doi.org/10.3390/met13010096
Chicago/Turabian StyleAbbas, Adel T., Abdulhamid A. Al-Abduljabbar, Magdy M. El Rayes, Faycal Benyahia, Islam H. Abdelgaliel, and Ahmed Elkaseer. 2023. "Multi-Objective Optimization of Performance Indicators in Turning of AISI 1045 under Dry Cutting Conditions" Metals 13, no. 1: 96. https://doi.org/10.3390/met13010096
APA StyleAbbas, A. T., Al-Abduljabbar, A. A., El Rayes, M. M., Benyahia, F., Abdelgaliel, I. H., & Elkaseer, A. (2023). Multi-Objective Optimization of Performance Indicators in Turning of AISI 1045 under Dry Cutting Conditions. Metals, 13(1), 96. https://doi.org/10.3390/met13010096