
Microstructure and Properties of Multilayer Niobium-Aluminum Composites Fabricated by Explosive Welding

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Welding Procedure
2.2. Materials Characterization Procedures
2.3. Mechanical Properties
3. Results and Discussion
3.1. Microstructure of the Interface Region
3.2. VT14/Nb and Nb/VT4 Interfaces
3.3. Nb/Al Interfaces
3.4. Microhardness of Composite
3.5. Tensile Test and Impact Test of the Composite
4. Conclusions
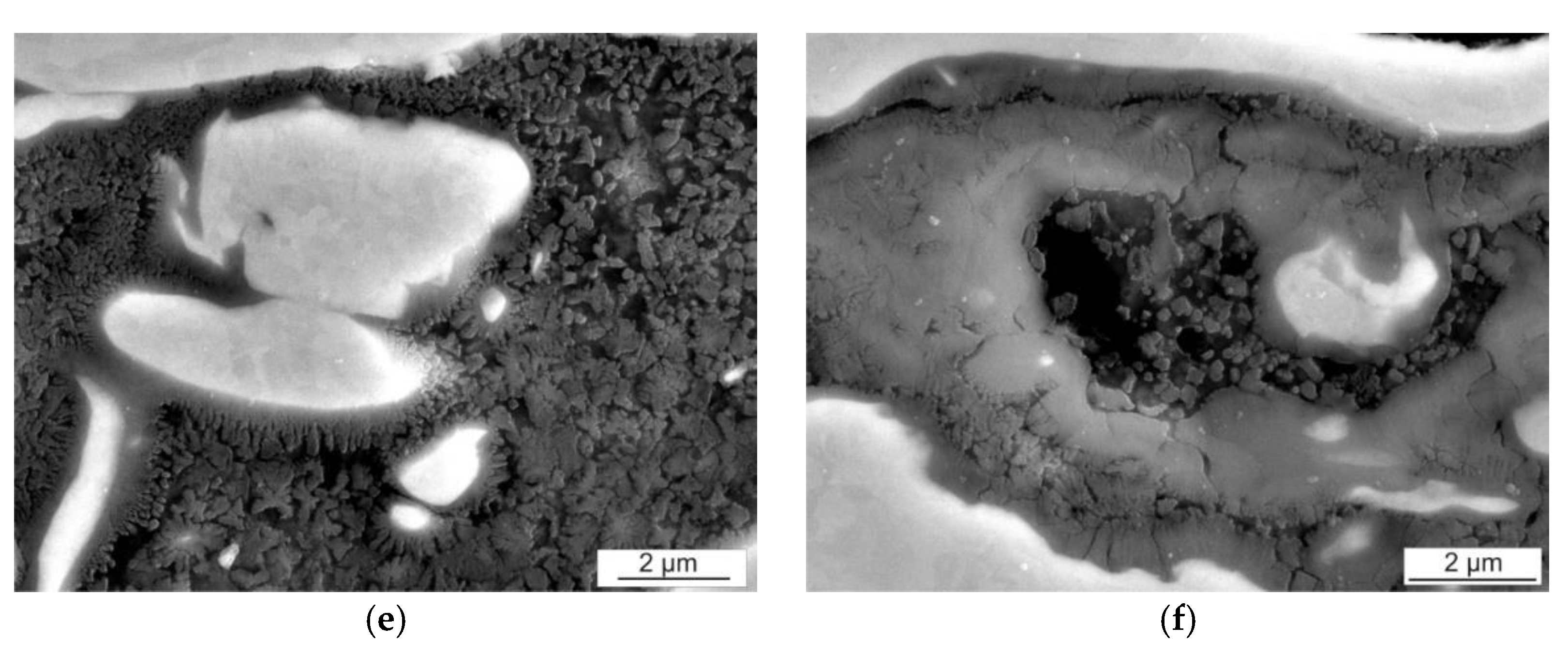
- Materials characterization have shown that the interfaces had different appearance depending on the pair being welded. At VT14/Nb interface, a wavy morphology with formation of distinct vortex zones was observed, while Nb/VT14 had both wavy interface with discrete vortexes and nearly straight interface with formation of continuous mixing zones. Among welding defects, only rare cracks were observed in the mixing zones at Nb/Al interfaces.
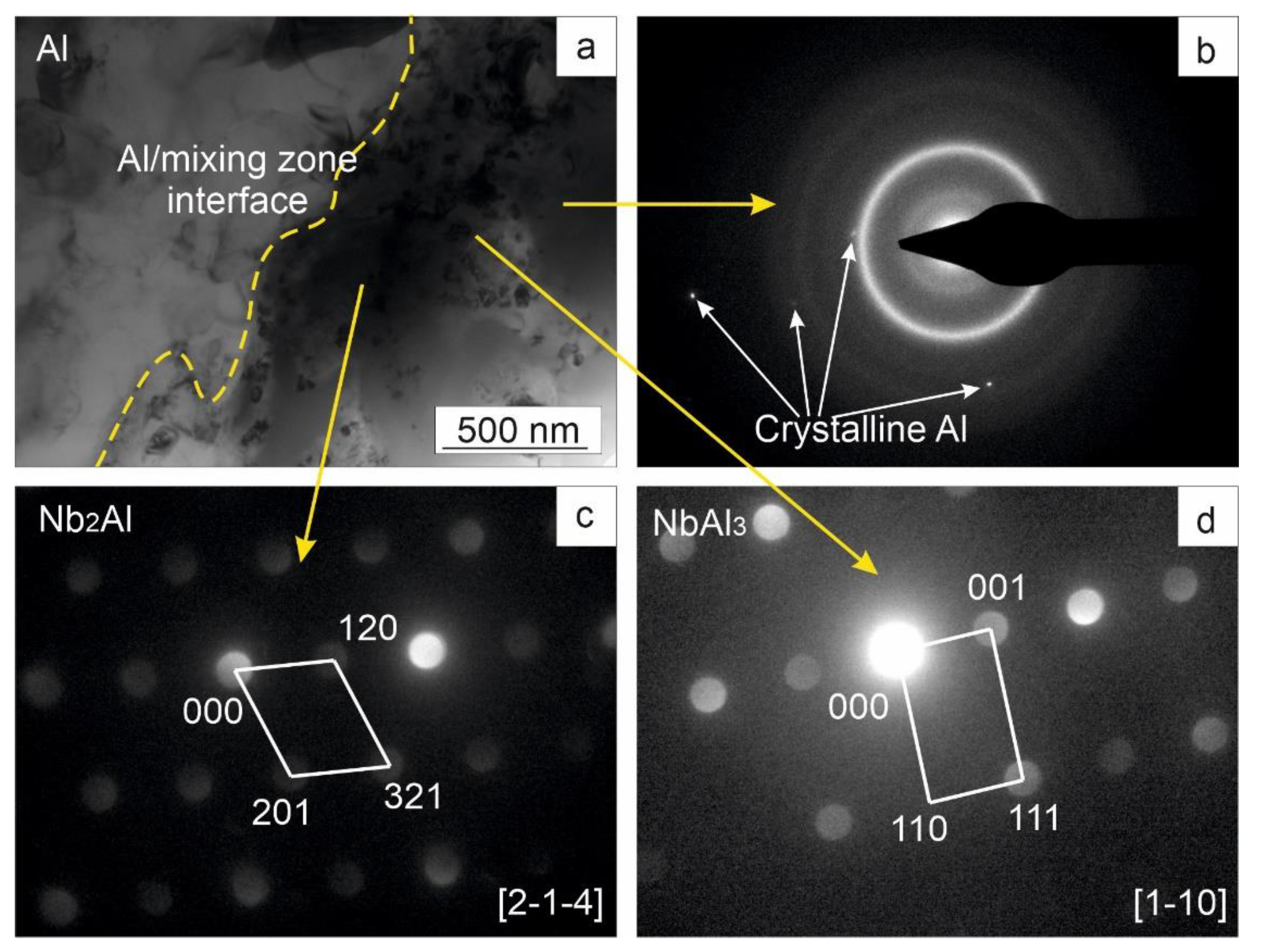
- The mixing zones formed at Nb/Al interface possessed a nonuniform chemical composition and miscellaneous structures, which was explained by the short duration of the welding process and rapid cooling rates. TEM results confirmed formation of NbAl3 and Nb2Al crystalline intermetallic phases, as well as nonequilibrium amorphous structure.
- EBSD analysis showed that niobium and aluminum foils near the welding boundary have a different structure: niobium grains were elongated along the interface, while aluminum consisted of small subgrains with size of 2–5 µm, which were only slightly elongated in the direction of welding.
- Microhardness of materials near the interface increased due to the strain hardening. The increase in microhardness to 546–668 HV inside the vortex zones formed at Al/Nb interface was explained by the formation of chemical compounds.
- The composite possessed satisfactory mechanical properties. In particular, the laminated structure of the composite had a positive effect on impact strength. The fracture of individual layers occurred by ductile cup and cone mechanisms. Brittle fracture mainly occurred in the mixing zones consisted of intermetallic compounds. Formation of such compounds led to delamination at the interfaces between aluminum and niobium.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Low, J.; Dong, Y. Composite Materials. Manufacturing, Properties and Applications, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2021; 688p. [Google Scholar]
- Asundi, A.; Choi, A.Y.N. Fiber Metal Laminates: An advanced Material for Future Aircraft. J. Mater. Process. Technol. 1997, 63, 384–394. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, Y.; Hu, J. Recent Advances in the Development of Aerospace Materials. Prog. Aerosp. Sci. 2018, 97, 22–34. [Google Scholar] [CrossRef]
- Lucey, T.; Wuhrer, R.; Moran, K.; Reid, M.; Huggett, P.; Cortie, M. Interfacial Reactions in White Iron/Steel Composites. J. Mater. Process. Technol. 2012, 212, 2349–2357. [Google Scholar] [CrossRef]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-Assisted Sintering Technology/Spark Plasma Sintering: Mechanisms, Materials, and Technology Developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef] [Green Version]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Ma, X.; Huang, C.; Moering, J.; Ruppert, M.; Höppel, H.W.; Göken, M.; Narayan, J.; Zhu, Y. Mechanical Properties of Copper/Bronze Laminates: Role of Interfaces. Acta Mater. 2016, 116, 43–52. [Google Scholar] [CrossRef] [Green Version]
- Simões, S.; Ramos, A.S.; Viana, F.; Emadinia, O.; Vieira, M.T.; Vieira, M.F. Ni/Al Multilayers Produced by Accumulative Roll Bonding and Sputtering. J. Mater. Eng. Perform. 2016, 25, 4394–4401. [Google Scholar] [CrossRef]
- Abbasi, M.; Karimi Taheri, A.; Salehi, M.T. Growth Rate of Intermetallic Compounds in Al/Cu Bimetal Produced by Cold Roll Welding Process. J. Alloys Compd. 2001, 319, 233–241. [Google Scholar] [CrossRef]
- Ma, Z.Y. Friction Stir Processing Technology: A Review. Metall. Mater. Trans. A 2008, 39, 642–658. [Google Scholar] [CrossRef]
- Findik, F. Recent Developments in Explosive Welding. Mater. Des. 2011, 32, 1081–1093. [Google Scholar] [CrossRef]
- Lazurenko, D.V.; Bataev, I.A.; Mali, V.I.; Esikov, M.A.; Bataev, A.A. Effect of Hardening Heat Treatment on the Structure and Properties of a Three-Layer Composite of Type ‘VT23—08ps—45KhNM’ Obtained by Explosion Welding. Met. Sci. Heat Treat. 2019, 60, 651–658. [Google Scholar] [CrossRef]
- Bataev, I.A.; Bataev, A.A.; Mali, V.I.; Pavliukova, D.V. Structural and Mechanical Properties of Metallic-Intermetallic Laminate Composites Produced by Explosive Welding and Annealing. Mater. Des. 2012, 35, 225–234. [Google Scholar] [CrossRef]
- Crossland, B. Explosive Welding of Metals and Its Application; Oxford University Press: New York, NY, USA, 1982; 233p. [Google Scholar]
- Bataev, I.A. Structure of Explosively Welded Materials: Experimental Study and Numerical Simulation. Obrab. Met. Tekhnologiya Oborud. Instrum. Met. Work. Mater. Sci. 2017, 77, 55–67. [Google Scholar] [CrossRef]
- Bataev, I.A.; Tanaka, S.; Zhou, Q.; Lazurenko, D.V.; Jorge Junior, A.M.; Bataev, A.A.; Hokamoto, K.; Mori, A.; Chen, P. Towards Better Understanding of Explosive Welding by Combination of Numerical Simulation and Experimental Study. Mater. Des. 2019, 169, 107649. [Google Scholar] [CrossRef]
- Mai, T.A.; Spowage, A.C. Characterisation of Dissimilar Joints in Laser Welding of Steel-Kovar, Copper-Steel and Copper-Aluminium. Mater. Sci. Eng. A 2004, 374, 224–233. [Google Scholar] [CrossRef]
- Munitz, A.; Cotler, C.; Stern, A.; Kohn, G. Mechanical Properties and Microstructure of Gas Tungsten Arc Welded Magnesium AZ91D Plates. Mater. Sci. Eng. A 2001, 302, 68–73. [Google Scholar] [CrossRef]
- Lazurenko, D.V.; Bataev, I.A.; Mali, V.I.; Bataev, A.A.; Maliutina, I.N.; Lozhkin, V.S.; Esikov, M.A.; Jorge Junior, A.M. Explosively Welded Multilayer Ti-Al Composites: Structure and Transformation During Heat Treatment. Mater. Des. 2016, 102, 122–130. [Google Scholar] [CrossRef]
- Bataev, I.A.; Ogneva, T.S.; Bataev, A.A.; Mali, V.I.; Esikov, M.A.; Lazurenko, D.V.; Guo, Y.; Jorge Junior, A.M. Explosively Welded Multilayer Ni-Al Composites. Mater. Des. 2015, 88, 1082–1087. [Google Scholar] [CrossRef]
- Hoseini Athar, M.M.; Tolaminejad, B. Weldability Window and the Effect of Interface Morphology on the Properties of Al/Cu/Al Laminated Composites Fabricated by Explosive Welding. Mater. Des. 2015, 86, 516–525. [Google Scholar] [CrossRef]
- Chu, Q.; Zhang, M.; Li, J.; Yan, C. Experimental and Numerical Investigation of Microstructure and Mechanical Behavior of Titanium/Steel Interfaces Prepared by Explosive Welding. Mater. Sci. Eng. A 2017, 689, 323–331. [Google Scholar] [CrossRef]
- Bataev, I.A.; Lazurenko, D.V.; Tanaka, S.; Hokamoto, K.; Bataev, A.A.; Guo, Y.; Jorge Junior, A.M. High Cooling Rates and Metastable Phases at the Interfaces of Explosively Welded Materials. Acta Mater. 2017, 135, 277–289. [Google Scholar] [CrossRef]
- Maliutina, I.N.; Mali, V.I.; Bataev, I.A.; Bataev, A.A.; Esikov, M.A.; Smirnov, A.I.; Skorokhod, K.A. Structure and Microhardness of Cu-Ta Joints Produced by Explosive Welding. Sci. World J. 2013, 2013, 256758. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bataev, I.A.; Hokamoto, K.; Keno, H.; Bataev, A.A.; Balagansky, I.A.; Vinogradov, A.V. Metallic Glass Formation at the Interface of Explosively Welded Nb and Stainless Steel. Met. Mater. Int. 2015, 21, 713–718. [Google Scholar] [CrossRef]
- Ogneva, T.S.; Bataev, I.A.; Mali, V.I.; Anisimov, A.G.; Lazurenko, D.V.; Popelyukh, A.I.; Emurlaeva, Y.Y.; Bataev, A.A.; Tanaka, S.; Yegoshin, K.D. Effect of Sintering Pressure and Temperature on Structure and Properties of NiAl Metal-Intermetallic Composites Produced by SPS. Mater. Charact. 2021, 180, 111415. [Google Scholar] [CrossRef]
- Guo, X.; Ma, Y.; Jin, K.; Wang, H.; Tao, J.; Fan, M. Effect of Stand-Off Distance on the Microstructure and Mechanical Properties of Ni/Al/Ni Laminates Prepared by Explosive Bonding. J. Mater. Eng. Perform. 2017, 26, 4235–4244. [Google Scholar] [CrossRef]
- Emurlaeva, Y.Y.; Ivanov, I.V.; Lazurenko, D.V.; Ogneva, T.S.; Chen, P.; Zhou, Q.; Bataev, A.A.; Ruktuev, A.A.; Tanaka, S.; Bataev, I.A. On the Texture and Superstructure Formation in Ti–TiAl3–Al MIL Composites. Intermetallics 2021, 135, 107231. [Google Scholar] [CrossRef]
- Fronczek, D.M.; Wojewoda-Budka, J.; Chulist, R.; Sypien, A.; Korneva, A.; Szulc, Z.; Schell, N.; Zieba, P. Structural Properties of Ti/Al Clads Manufactured by Explosive Welding and Annealing. Mater. Des. 2016, 91, 80–89. [Google Scholar] [CrossRef]
- Wang, H.; Kou, R.; Vecchio, K.S. Design, Fabrication and Optimization of FeAl–FeAl2 Eutectoid Metallic-Intermetallic Laminate (MIL) Composites. Materialia 2020, 13, 100859. [Google Scholar] [CrossRef]
- Sun, X.-J.; Tao, J.; Guo, X.-Z. Bonding Properties of Interface in Fe/Al Clad Tube Prepared by Explosive Welding. Trans. Nonferr. Metal. Soc. 2011, 21, 2175–2180. [Google Scholar] [CrossRef]
- Sauthoff, G. Intermetallics; Wiley: Hoboken, NJ, USA, 2008; 165p. [Google Scholar]
- Vecchio, K.S. Synthetic Multifunctional Metallic-Intermetallic Laminate Composites. JOM 2005, 57, 25–31. [Google Scholar] [CrossRef]
- Barth, E.P.; Tien, J.K.; Uejo, S.; Kambara, S. High Temperature Strength of Niobium Aluminide Intermetallics. Mater. Sci. Eng. A 1992, 153, 398–401. [Google Scholar] [CrossRef]
- Chung, D.-S.; Enoki, M.; Kishi, T. Microstructural Analysis and Mechanical Properties of in situ Nb/Nb-Aluminide Layered Materials. Sci. Technol. Adv. Mater. 2002, 3, 129–135. [Google Scholar] [CrossRef]
- Kar, A.; Choudhury, S.K.; Suwas, S.; Kailas, S.V. Effect of Niobium Interlayer in Dissimilar Friction Stir Welding of Aluminum to Titanium. Mater. Charact. 2018, 145, 402–412. [Google Scholar] [CrossRef]
- Hosseini Zeidabadi, S.R.; Daneshmanesh, H. Fabrication and Characterization of in-situ Al/Nb Metal/Intermetallic Surface Composite by Friction Stir Processing. Mater. Sci. Eng. A 2017, 702, 189–195. [Google Scholar] [CrossRef]
- Qu, P.; Zhou, L.; Acoff, V.L. Deformation Textures of Aluminum in a Multilayered Ti/Al/Nb Composite Severely Deformed by Accumulative Roll Bonding. Mater. Charact. 2015, 107, 367–375. [Google Scholar] [CrossRef]
- Zhang, R.; Acoff, V.L. Processing Sheet Materials by Accumulative Roll Bonding and Reaction Annealing from Ti/Al/Nb Elemental Foils. Mater. Sci. Eng. A 2007, 463, 67–73. [Google Scholar] [CrossRef]
- Prokhorov, D.V.; Korzhov, V.P.; Nekrasov, A.N. Effect of Vanadium on the Microstructure and Mechanical Properties of Laminated Nb–V/Al Composites Fabricated by Solid-Phase Technology. Russ. Metall. 2021, 4, 367–372. [Google Scholar] [CrossRef]
- Elmer, J.W.; Terrill, P.; Brasher, D.; Butler, D. Joining Depleted Uranium to High-Strength Aluminum Using an Explosively Clad Niobium Interlayer. Weld. J. 2002, 81, 167/S–173/S. [Google Scholar]
- Palmer, T.A.; Elmer, J.W.; Brasher, D.; Butler, D.; Riddle, R. Development of an Explosive Welding Process for Producing High-Strength Welds Between Niobium and 6061-T651 Aluminum. Weld. J. 2006, 85, 252–263. [Google Scholar]
- Carvalho, G.H.S.F.L.; Galvão, I.; Mendes, R.; Leal, R.M.; Loureiro, A. Explosive Welding of Aluminium to Stainless Steel Using Carbon Steel and Niobium Interlayers. J. Mater. Process. Technol. 2020, 283, 116707. [Google Scholar] [CrossRef]
- Paul, H.; Petrzak, P.; Chulist, R.; Maj, Ł.; Mania, I.; Prażmowski, M. Effect of Impact Loading and Heat Treatment on Microstructure and Properties of Multi-Layered AZ31/AA1050 Plates Fabricated by Single-Shot Explosive Welding. Mater. Des. 2022, 214, 110411. [Google Scholar] [CrossRef]
- Kwiecien, I.; Bobrowski, P.; Janusz-Skuza, M.; Wierzbicka-Miernik, A.; Tarasek, A.; Szulc, Z.; Wojewoda-Budka, J. Interface Characterization of Ni/Al Bimetallic Explosively Welded Plate Manufactured with Application of Exceptionally High Detonation Speed. J. Mater. Eng. Perform. 2020, 29, 6286–6294. [Google Scholar] [CrossRef]
- Zhang, H.; Jiao, K.X.; Zhang, J.L.; Liu, J. Microstructure and Mechanical Properties Investigations of Copper-Steel Composite Fabricated by Explosive Welding. Mater. Sci. Eng. A 2018, 731, 278–287. [Google Scholar] [CrossRef]
- Humphreys, J.; Rohrer, G.S.; Rollett, A. Recrystallization and Related Annealing Phenomena, 3rd ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; 734p. [Google Scholar]
- Zhang, H.; Jiao, K.X.; Zhang, J.L.; Liu, J. Comparisons of the Microstructures and Micro-Mechanical Properties of Copper/Steel Explosive-Bonded Wave Interfaces. Mater. Sci. Eng. A 2019, 756, 430–441. [Google Scholar] [CrossRef]
- Akbari Mousavi, S.A.A.; Sartangi, P.F. Effect of Post-Weld Heat Treatment on the Interface Microstructure of Explosively Welded Titanium-Stainless Steel Composite. Mater. Sci. Eng. A 2008, 494, 329–336. [Google Scholar] [CrossRef]
- Xia, H.-B.; Wang, S.-G.; Ben, H.-F. Microstructure and Mechanical Properties of Ti/Al Explosive Cladding. Mater. Des. 2014, 56, 1014–1019. [Google Scholar] [CrossRef]
- Chu, Q.; Tong, X.; Xu, S.; Zhang, M.; Li, J.; Yan, F.-X.; Yan, C. Interfacial Investigation of Explosion-Welded Titanium/Steel Bimetallic Plates. J. Mater. Eng. Perform. 2020, 29, 78–86. [Google Scholar] [CrossRef]
- Okamoto, H.; Schlesinger, M.E.; Mueller, E.M. ASM Handbook Volume 3: Alloy Phase Diagrams; ASM International: Almere, The Netherlands, 2016; 800p. [Google Scholar]
- Paul, H.; Morgiel, J.; Baudin, T.; Brisset, F.; Prazmowski, M.; Miszczyk, M. Characterization of Explosive Weld Joints by TEM and SEM/EBSD. Arch. Metall. Mater. 2014, 59, 1129–1136. [Google Scholar] [CrossRef]
- Murakami, T.; Kitahara, A.; Koga, Y.; Kawahara, M.; Inui, H.; Yamaguchi, M. Microstructure of Nb-Al Powders Consolidated by Spark Plasma Sintering Process. Mater. Sci. Eng. A 1997, 239–240, 672–679. [Google Scholar] [CrossRef]
- Lee, S.; Oyama, T.; Wadsworth, J.; Sherby, O.D. Impact Properties of a Laminated Composite Based on Ultrahigh Carbon Steel and Brass. Mater. Sci. Eng. A 1992, 154, 133–137. [Google Scholar] [CrossRef]
- Hokamoto, K.; Chiba, A.; Fujita, M.; Izuma, T. Single-Shot Explosive Welding Technique for the Fabrication of Multilayered Metal Base Composites: Effect of Welding Parameters Leading to Optimum Bonding Condition. Compos. Eng. 1995, 5, 1069–1079. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Elements, (wt.)% | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Ti | Al | Mo | V | Mn | Fe | Si | Nb | Ta | |
| Cp-Al | - | Balance | - | - | - | 0.25 | 0.2 | - | |
| Cp-Nb | - | - | - | - | - | - | - | 99.9 | 0.1 |
| VT14 | Balance | 4.5 | 3.4 | 1.2 | - | - | - | - | |
| Area | Al (wt.%) | Al (at.%) |
|---|---|---|
| 1 | 89.9 | 96.8 |
| 2 | 62.3 | 85.1 |
| 3 | 16.2 | 40.0 |
| Materials | Tensile Strength, MPa | Yield Strength, MPa | Elongation at Break, % | Impact Strength, J/sm2 |
|---|---|---|---|---|
| 7-layered composite | 535 | 336 | 9 | 82 |
| Nb | 425 | 355 | 19 | 37 |
| Al | 60 | - | 24 | 110 |
| VT14 | 973 | 895 | 12 | 47 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Malyutina, Y.N.; Anisimov, A.G.; Popelyukh, A.I.; Lozhkin, V.S.; Bataev, A.A.; Bataev, I.A.; Lukyanov, Y.L.; Pai, V.V. Microstructure and Properties of Multilayer Niobium-Aluminum Composites Fabricated by Explosive Welding. Metals 2022, 12, 1950. https://doi.org/10.3390/met12111950
Malyutina YN, Anisimov AG, Popelyukh AI, Lozhkin VS, Bataev AA, Bataev IA, Lukyanov YL, Pai VV. Microstructure and Properties of Multilayer Niobium-Aluminum Composites Fabricated by Explosive Welding. Metals. 2022; 12(11):1950. https://doi.org/10.3390/met12111950
Chicago/Turabian StyleMalyutina, Yulia N., Alexander G. Anisimov, Albert I. Popelyukh, Vasiliy S. Lozhkin, Anatoly A. Bataev, Ivan A. Bataev, Yaroslav L. Lukyanov, and Vladimir V. Pai. 2022. "Microstructure and Properties of Multilayer Niobium-Aluminum Composites Fabricated by Explosive Welding" Metals 12, no. 11: 1950. https://doi.org/10.3390/met12111950
APA StyleMalyutina, Y. N., Anisimov, A. G., Popelyukh, A. I., Lozhkin, V. S., Bataev, A. A., Bataev, I. A., Lukyanov, Y. L., & Pai, V. V. (2022). Microstructure and Properties of Multilayer Niobium-Aluminum Composites Fabricated by Explosive Welding. Metals, 12(11), 1950. https://doi.org/10.3390/met12111950