
Decoating of Electrode Foils from EOL Lithium-Ion Batteries by Electrohydraulic Fragmentation



Abstract
:1. Level of Knowledge
1.1. Lithium-Ion Batteries
1.2. Liberation of Battery Cell Components
1.2.1. Delamination Using EHF
1.2.2. Liberation of Valuables Using High Voltage Liberation
1.2.3. Liberation of Valuables Using Mechanical Processes
2. Methodology of the Study
2.1. Material Used
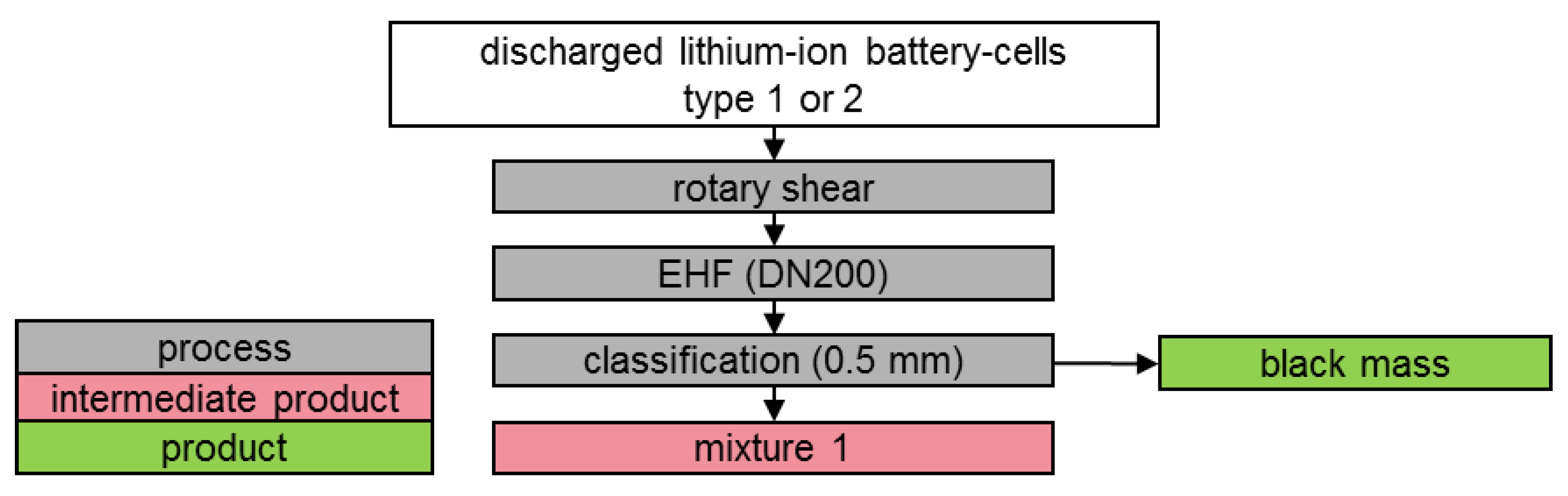
2.2. Liberation of Pre-Shredded Cells Using EHF
2.3. Decoating of an Electrode Fraction by Means of EHF
2.4. Test Evaluation
3. Result
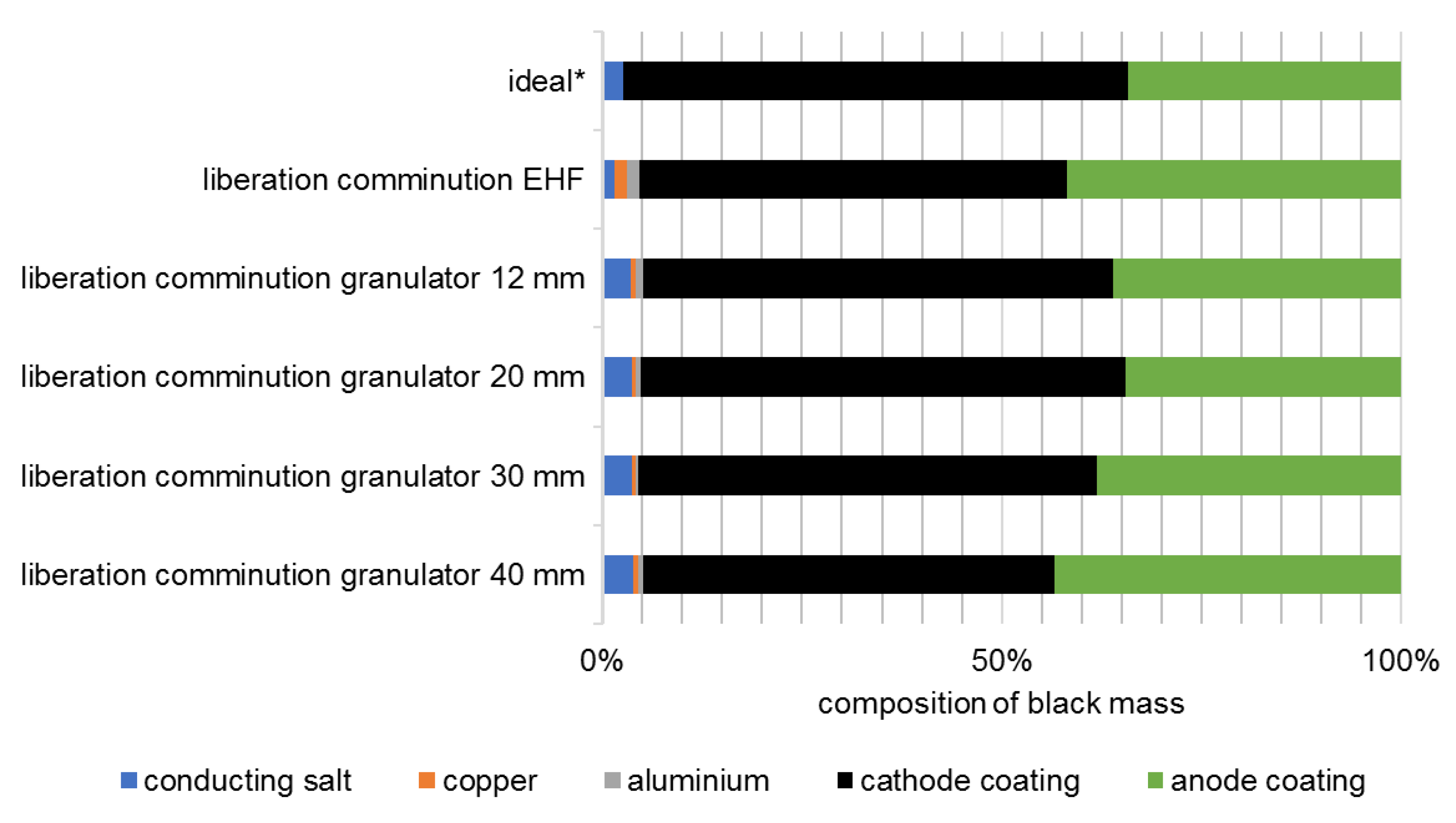
3.1. Liberation of Valuables by EHF
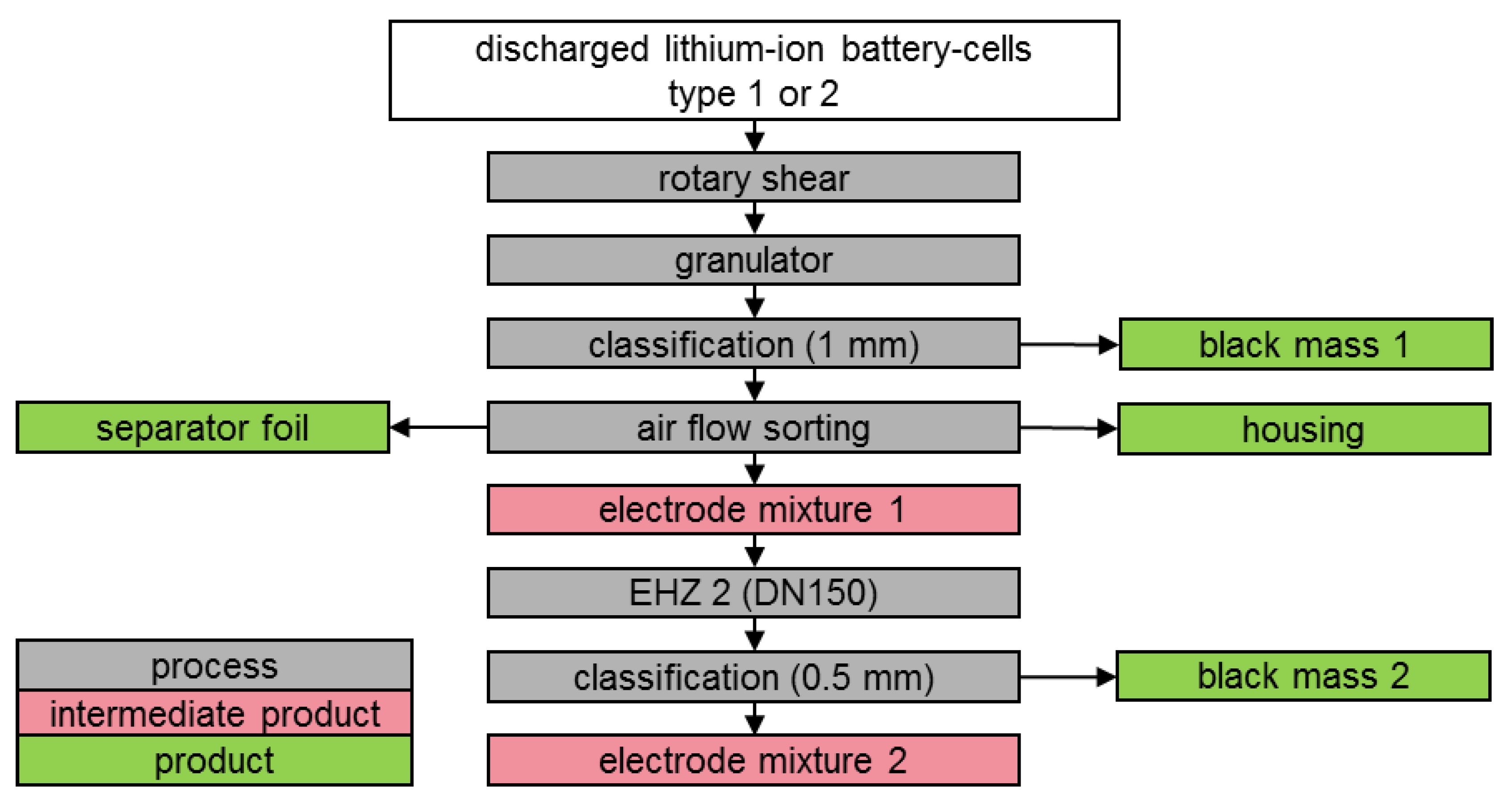
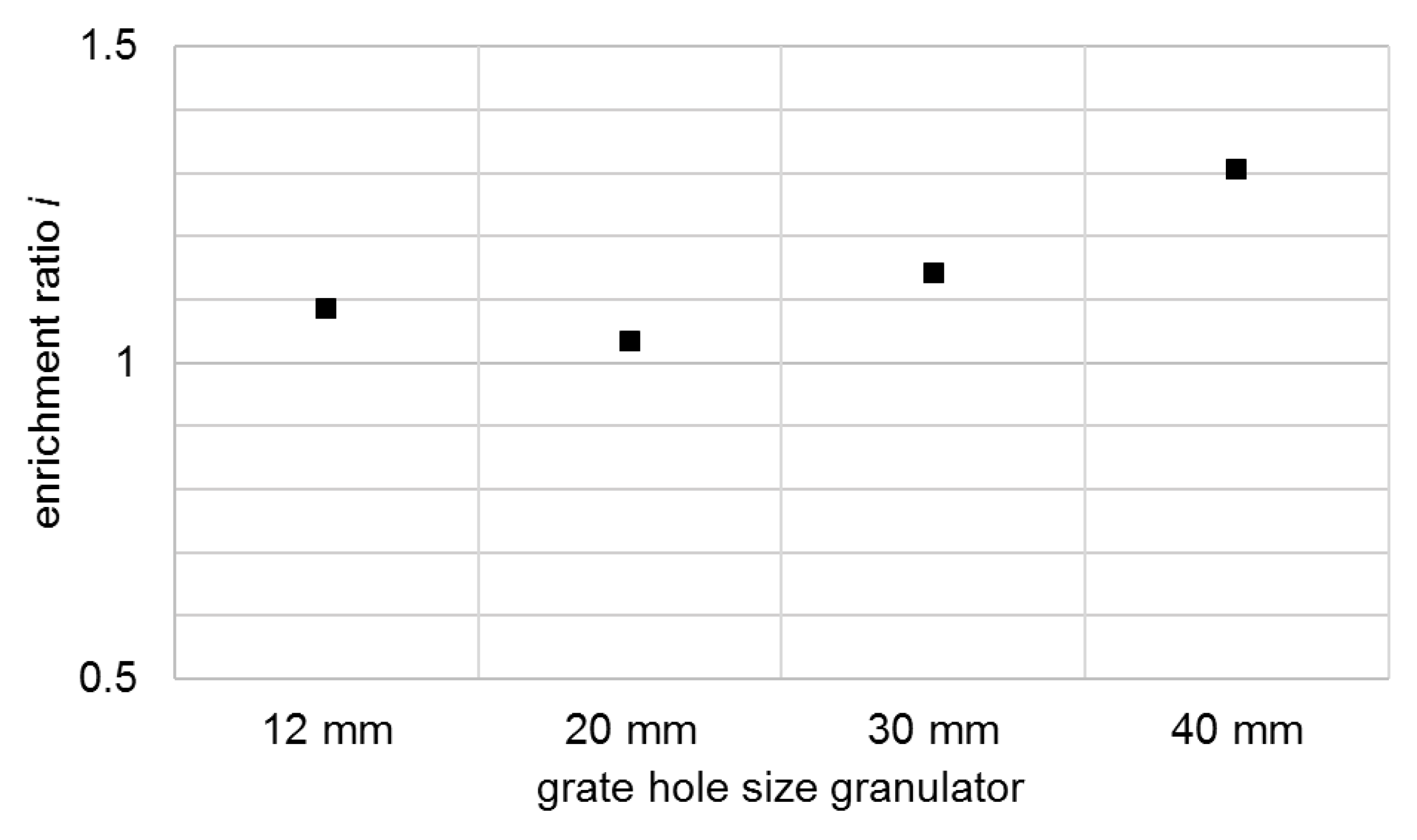
3.2. Liberation of Valuables by Granulator
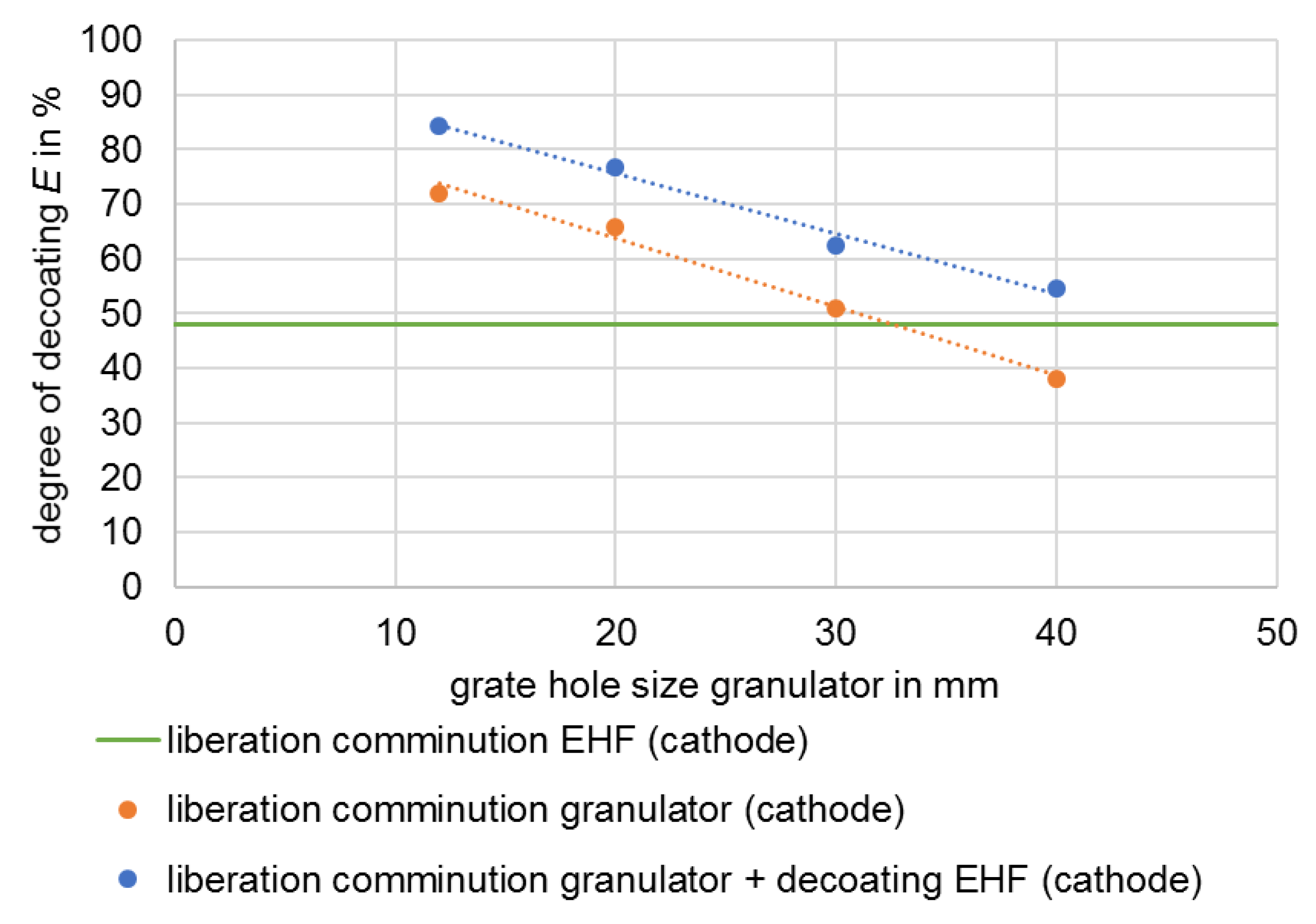
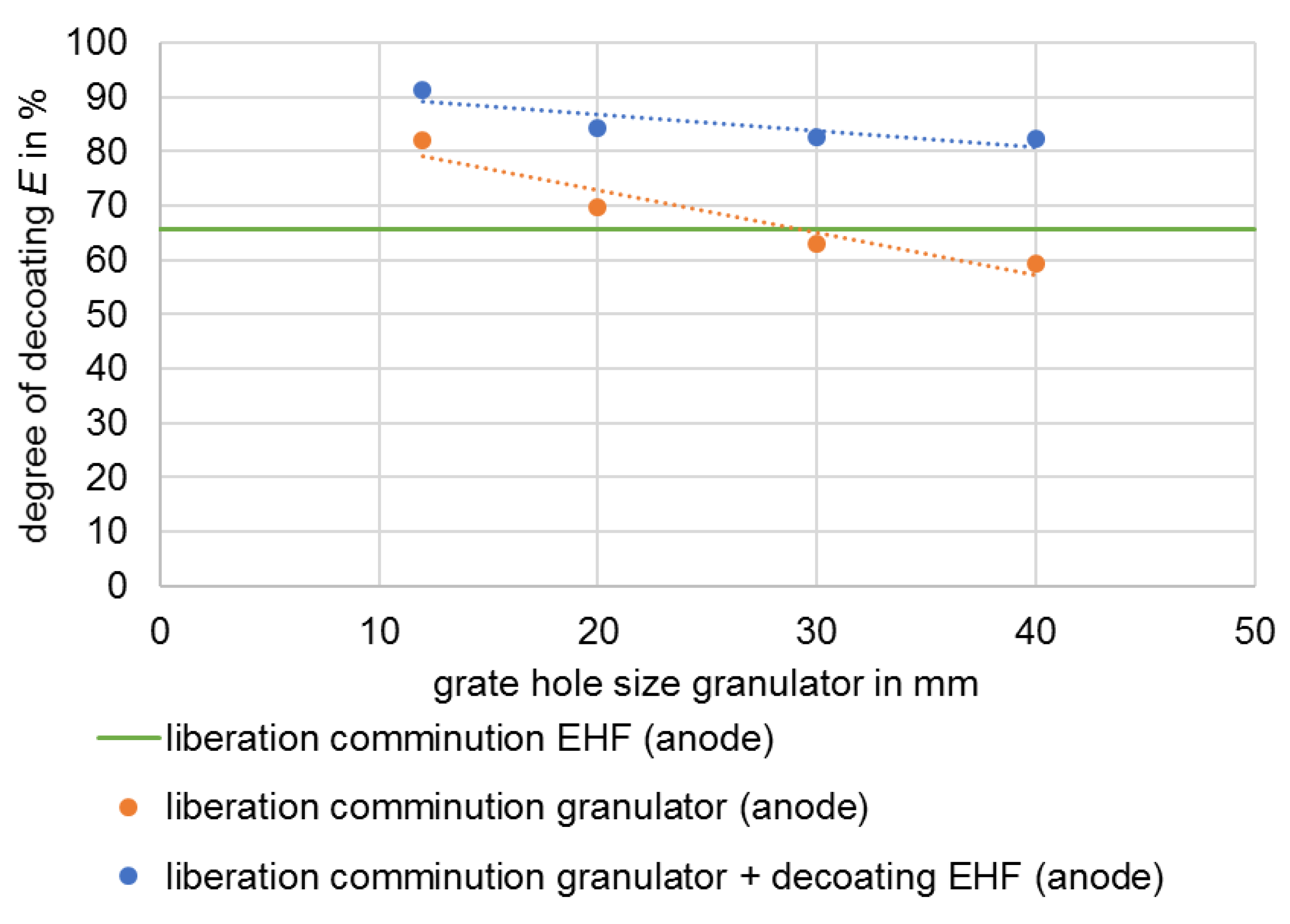
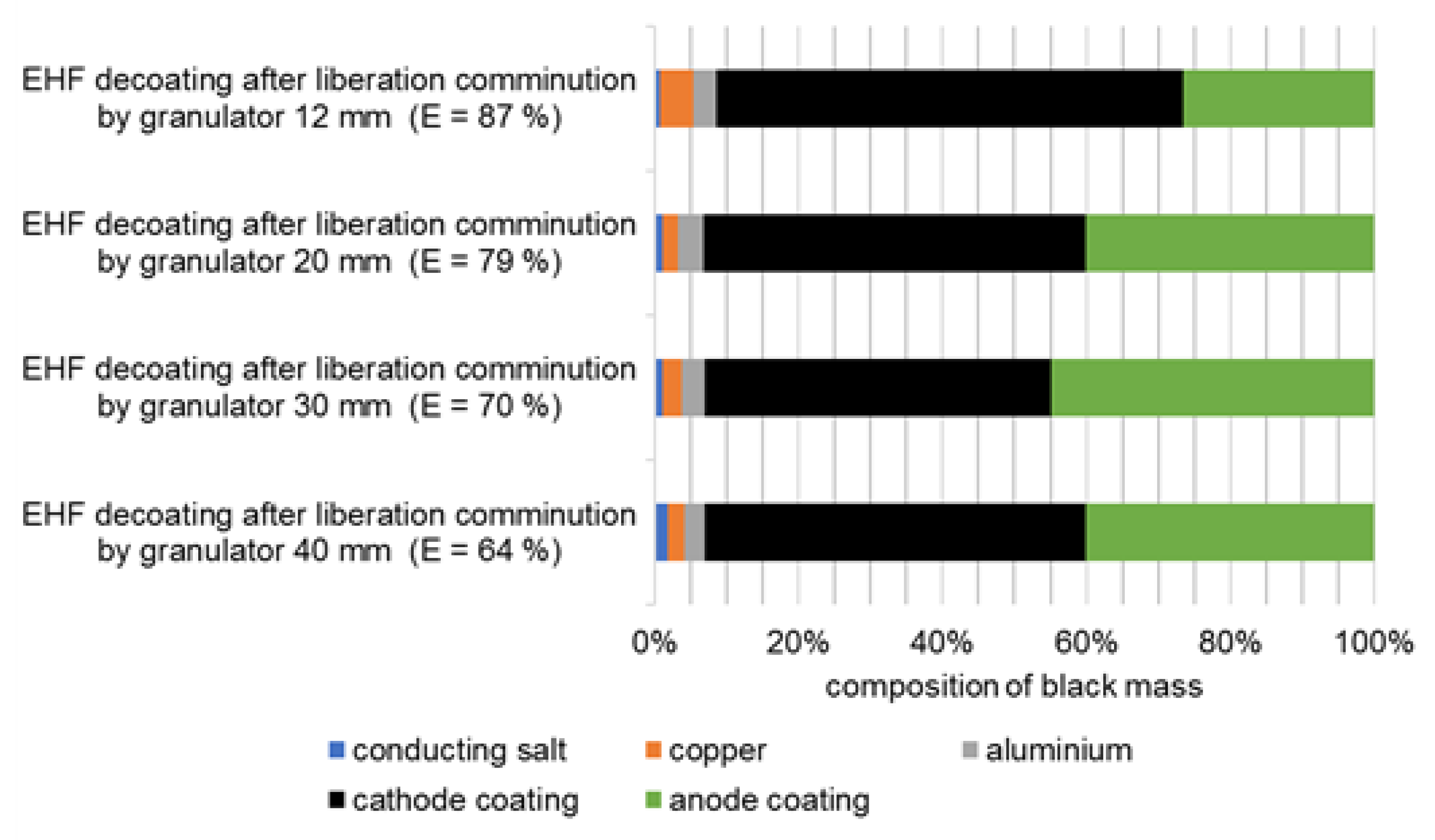
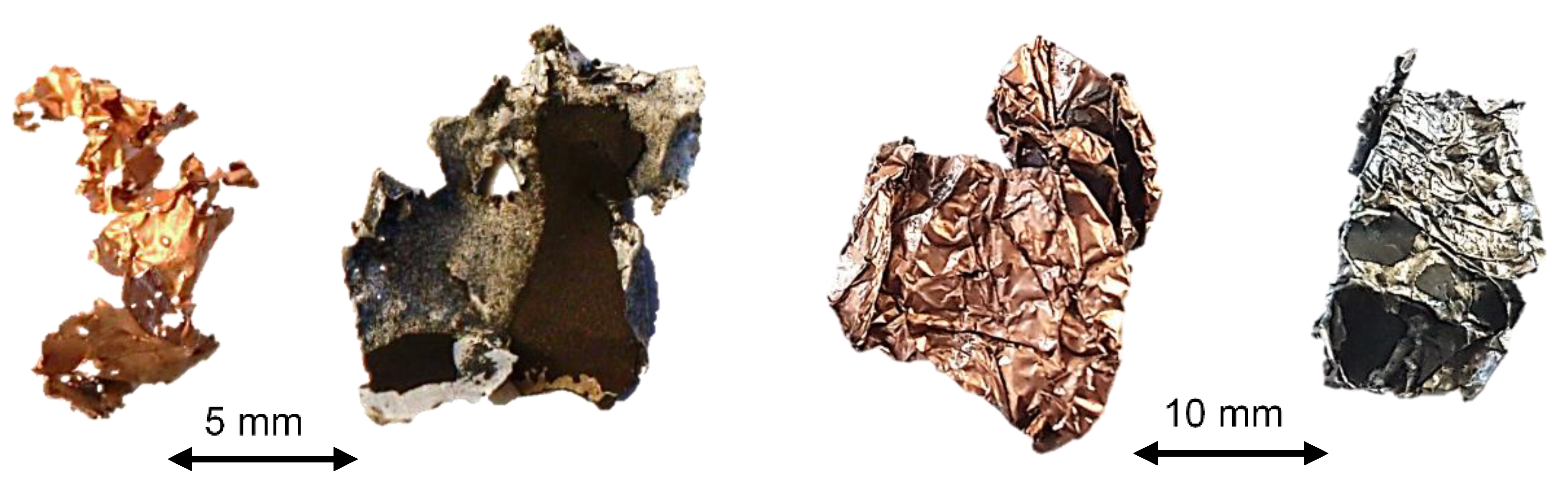
3.3. Decoating of the Electrode Foil Fraction by EHF
3.4. Energy Consumption and Product Qualities
3.5. Process Water Composition
4. Summary
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Linke, G. Entwicklungsstand der elektro-hydraulischen Zerkleinerung. Chem. Ing. Tech. 1968, 40, 117–120. [Google Scholar] [CrossRef]
- Yutkin, L.A. Electrohydraulic Effect; Mashgiz (State Scientific Technical Press for Machine Construction Literature): Moscow, Russia, 1955. [Google Scholar]
- Rumpf, H. Die Einzelkornzerkleinerung als Grundlage einer technischen Zerkleinerungswissenschaft. Chem. Ing. Techn. 1965, 37, 187–202. [Google Scholar] [CrossRef]
- Mueller, A.; Linß, E.; Wollenberg, G.; Scheibe, H. Elektrohydraulische Zerkleinerung von Altbeton: Neue Ergebnisse und Perspektiven. Ratg. Abbruch Recycl. 2004, 2004, 5159. [Google Scholar]
- Eisert, S.; Pieplow, G. Processing of metallurgical slags with shock wave technology. Recovery 2017, 7, 27–33. [Google Scholar]
- Eisert, S.; Bartkowski, J. Innovative recycling with shock wave technology. Recovery 2016, 6, 46–56. [Google Scholar]
- Horn, D.; Zimmermann, J.; Stauber, R.; Gutfleisch, O. New efficient Recycling Process for Li-ion Batteries. In Conference on Future Automotive Technology; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Schubert, G. Zerkleinerungstechnik für nicht-spröde Abfälle und Schrotte. AT. Aufbereit.-Tech. 2002, 43, 6–23. [Google Scholar]
- Schubert, H. Aufbereitung Fester Mineralischer Rohstoffe, 3rd ed.; Kausch, P., Bertau, M., Gutzmer, J., Matschullat, J., Eds.; Dt. Verl. für Grundstoffindustrie: Leipzig, Germany, 1975; p. 360 S. [Google Scholar]
- Werner, D.; Peuker, U.A.; Mütze, T. Recycling Chain for Spent Lithium-Ion Batteries. Metals 2020, 10, 316. [Google Scholar] [CrossRef] [Green Version]
- Korthauer, R. Lithium-Ion Batteries: Basics and Applications; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Shiqi, L.; Dan, L.; Wenyue, L.; Long, Q.; Zhihua, D.; Zhiqun, C.; Zhaoyang, F. Recent progress in developing Li2S cathodes for Li–S batteries. Energy Storage Mater. 2020, 27, 279–296. [Google Scholar] [CrossRef]
- Miaolun, J.; Yangfeng, W.; Chenliang, Y.; Chengyang, W.; Wenkui, Z.; Chu, L. High-capacity SiOx (0 ≤ x ≤ 2) as promising anode materials for next-generation lithium-ion batteries. J. Alloy. Compd. 2020, 842, 155774. [Google Scholar]
- Naoki, N.; Feixiang, W.; Jung Tae, L.; Gleb, Y. Li-ion battery materials: Present and future. Mater. Today 2015, 18, 252–264. [Google Scholar]
- Perner, A.; Vetter, J. 8—Lithium-Ion Batteries for Hybrid Electric Vehicles and Battery Electric Vehicles; Woodhead Publishing Series in Energy: Sawston, UK, 2015; pp. 173–190. [Google Scholar]
- Wuschke, L. Mechanische Aufbereitung von Lithium-Ionen-Batteriezellen, 1st ed.; TU Bergakademie Freiberg: Freiberg, Germany, 2018. [Google Scholar]
- Leißner, T.; Hamann, D.; Wuschke, L.; Jäckel, H.-G.; Peuker, U.A. High voltage fragmentation of composites from secondary raw materials—Potential and limitations. Waste Manag. 2018, 74, 123–134. [Google Scholar] [CrossRef] [PubMed]
- Mativenga, P.T.; Shuaib, N.A.; Howarth, J.; Pestalozzi, F.; Woidasky, J. High voltage fragmentation and mechanical recycling of glass fibre thermoset composite. CIRP Ann. 2016, 65, 45–48. [Google Scholar] [CrossRef]
- Andres, U. Development and prospects of mineral liberation by electrical pulses. Int. J. Miner. Processing 2010, 97, 31–38. [Google Scholar] [CrossRef]
- Chernet, T. High Voltage Selective Fragmentation for Detailed Mineralogical and Analytical Information, Case Study: Oiva’s Gold-Quartz-Dyke in the Lapland Granulite Belt, Laanila, Northern Finland; Springer: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Orzol, C.H.M.; Lieberwirth, H. Elektrohydraulische Zerkleinerung von carbonfaserverstärkten Kunststoffen für das Carbonfaser-Recycling. Chem. Ing. Tech. 2019, 91, 160–166. [Google Scholar] [CrossRef] [Green Version]
- Bertram, A. Innovative Technologien für Ressourceneffizienz-Forschung zur Bereitstellung wirtschaftsstrategischer Rohstoffe (r4): Ergebnisse: Gefördert vom Bundesministerium für Bildung und Forschung: FONA Ressourceneffizienz BMBF. In NeW-Bat Neue Energieeffiziente Wiederverwertung von Batteriematerialien; Fraunhofer-Projektgruppe IWKS, Ed.; CUTEC Clausthaler Umwelttechnik Forschungszentrum der TU Clausthal: Clausthal-Zellerfeld, Germany, 2019; p. 120. [Google Scholar]
- ImpulsTec GmbH. ImpulsTec gelingt Durchbruch im Batterierecycling. EU-Recycl. 2020, 37, 55. [Google Scholar]
- Pinegar, H.; Smith, Y.R. Recycling of End-of-Life Lithium-Ion Batteries, Part II: Laboratory-Scale Research Developments in Mechanical, Thermal, and Leaching Treatments. J. Sustain. Metall. 2020, 6, 142–160. [Google Scholar] [CrossRef]
- Marshall, J.; Gastol, D.; Sommerville, R.; Middleton, B.; Goodship, V.; Kendrick, E. Disassembly of Li Ion Cells—Characterization and Safety Considerations of a Recycling Scheme. Metals 2020, 10, 773. [Google Scholar] [CrossRef]
- Schäfer, J.; Singer, R.; Hofmann, J.; Fleischer, J. Challenges and Solutions of Automated Disassembly and Condition-Based Remanufacturing of Lithium-Ion Battery Modules for a Circular Economy. Procedia Manuf. 2020, 43, 614–619. [Google Scholar] [CrossRef]
- Neue Energieeffiziente Wiederverwertung von Batteriematerialien—New-Bat; Fraunhofer IWKS: Rhine/Main, Germany, 2019.
- Zange, R.M. Anwendungsbezogenes Prozeßmodell der Wandlung Elektrischer Energie in Energie des Leistungsschallimpulses. In Fakultät für Elektrotechnik und Informationstechnik; Otto-von-Guericke-Univeristät Magdeburg: Magdeburg, Germany, 2000. [Google Scholar]
- Öhl, J.; Horn, D.; Zimmermann, J.; Stauber, R.; Gutfleisch, O. Efficient Process for Li-Ion Battery Recycling via Electrohydraulic Fragmentation. Mater. Sci. Forum 2019, 959, 74–78. [Google Scholar] [CrossRef]
- Moradi, B.; Botte, G.G. Recycling of graphite anodes for the next generation of lithium ion batteries. J. Appl. Electrochem. 2016, 46, 123–148. [Google Scholar] [CrossRef]
- Veress, E.-C. Pretreatment, Processing and Recycling-Oriented Characterization of Micromobility Spent Lithium-Ion Batteries. In Emerald; Université Liège: Liège, Belgium, 2020. [Google Scholar]
- Blanka, S.; Raymond, J.; Jörg, A.P. Testing the influence of high-voltage mineral liberation on grain size, shape and yield, and on fission track and 40Ar/39Ar dating. Chem. Geol. 2014, 371, 83–95. [Google Scholar]
- Bluhm, H.; Frey, W.; Giese, H.; Hoppe, P.; Schultheiss, C.; Strassner, R. Application of pulsed HV discharges to material fragmentation and recycling. IEEE Trans. Dielectr. Electr. Insul. 2000, 7, 625–636. [Google Scholar] [CrossRef]
- Wuschke, L.; Jäckel, H.-G.; Leißner, T.; Peuker, U.A. Crushing of large Li-ion battery cells. Waste Manag. 2019, 85, 317–326. [Google Scholar] [CrossRef]
- Kwade, A.; Diekmann, J. Recycling of Lithium-Ion Batteries: The LithoRec Way; Springer International Publishing: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Gellner, M.; Wuschke, L.; Jäckel, H.-G.; Peuker, U.A. Akkus mechanisch aufbereiten. RECYCLING Mag. 2015, 16, 26–29. [Google Scholar]
- Jäckel, H.G.; Wuschke, L.; Peuker, U.A. Problems in Processing of Metalliferous Composites from Lithium-Containing Electrical Devices and Batteries. Chem. Ing. Tech. 2014, 86, 806–813. [Google Scholar] [CrossRef]
- Woldt, D. Zerkleinerung Nicht-Spröder Stoffe in Rotorscheren und -reißern, 1st ed.; Freiberger Forschungshefte/A; Technische Universität Bergakademie Freiberg: Freiberg, Germany, 2005. [Google Scholar]
- Plakhotnyk, A.V.; Ernst, L.; Schmutzler, R. Hydrolysis in the system LiPF6—propylene carbonate—dimethyl carbonate—H2O. J. Fluor. Chem. 2005, 126, 27–31. [Google Scholar] [CrossRef]
- Terborg, L.; Nowak, S.; Passerini, S.; Winter, M.; Karst, U.; Haddad, P.R.; Nesterenko, P.N. Ion chromatographic determination of hydrolysis products of hexafluorophosphate salts in aqueous solution. Anal. Chim. Acta 2012, 714, 121–126. [Google Scholar] [CrossRef]
- Stich, M. Wasserverunreinigungen in Lithium-Ionen-Batterien. In Fakultät für Elektrotechnik und Informationstechnik; Technische Universität Ilmenau: Ilmenau, Germany, 2019. [Google Scholar]
- Werner, D.M.; Mütze, T.; Peuker, U.A. Influence of cell opening methods on organic solvent removal during pretreatment in lithium-ion battery recycling. Waste Manag. Res. 2021. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Type 1 | Type 2 |
|---|---|---|
| length in mm | 148.0 | 80.0 |
| width in mm | 26.5 | 10.0 |
| height in mm | 91.0 | 100.0 |
| mass in g | ≈810 | ≈175 |
| housing material | aluminium | aluminium |
| active material | NCM | NCM |
| capacity in Ah | 37 | 4.5 |
| Reactor | Test Series 1 | Test Series 2A | Test Series 2B | |
|---|---|---|---|---|
| DN200 Co. ImpulseTec | DN150 Co. ImpulseTec | DN150 Co. ImpulseTec | ||
| cell type | 1 | 2 | 1 | 1 |
| reactor volume in L | 5 | 3 | 3 | |
| mass fraction solid/fluid | 0.5 | 0.07 | 0.01–0.02 | 0.01–0.02 |
| voltage in kV | 40 | 40 | 40 | |
| pulse type | high energy | high energy | low energy | |
| frequency in Hz | 1 | 1 | 50 | |
| energy input in kJ | 45 | 120 | 15–21 | 30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lyon, T.; Mütze, T.; Peuker, U.A. Decoating of Electrode Foils from EOL Lithium-Ion Batteries by Electrohydraulic Fragmentation. Metals 2022, 12, 209. https://doi.org/10.3390/met12020209
Lyon T, Mütze T, Peuker UA. Decoating of Electrode Foils from EOL Lithium-Ion Batteries by Electrohydraulic Fragmentation. Metals. 2022; 12(2):209. https://doi.org/10.3390/met12020209
Chicago/Turabian StyleLyon, Tony, Thomas Mütze, and Urs A. Peuker. 2022. "Decoating of Electrode Foils from EOL Lithium-Ion Batteries by Electrohydraulic Fragmentation" Metals 12, no. 2: 209. https://doi.org/10.3390/met12020209
APA StyleLyon, T., Mütze, T., & Peuker, U. A. (2022). Decoating of Electrode Foils from EOL Lithium-Ion Batteries by Electrohydraulic Fragmentation. Metals, 12(2), 209. https://doi.org/10.3390/met12020209